М.: Издательство «Юниверсал Паблишинг Хаус», 2005. 216 стр., 16 стр. с илл.
Оформление: Илья Кувшинников
Компьютерная верстка: Ирина Гребенькова
© А.А.Марьянко, 2005 © ЗАО «Юниверсал Паблишинг Хаус», 2005
Введение
Переживаемая нами эпоха историками ножевой отрасли будущего, возможно, будет названа эрой ренессанса короткого клинка. Беглый осмотр ассортимента хорошего ножевого магазина убедительно свидетельствует - современный нож давно вышел за узкие рамки функционального инструмента, предназначенного для разрезания различных материалов и предметов. Нож сегодня - это и предмет техно-арта, и модный мужской аксессуар, и универсальный инструмент, и объект коллекционирования, и просто изделие точной механики, которое приятно взять в руки. Состязаясь между собой и стремясь завлечь покупателя новыми технологиями и материалами, ножовщики ежегодно выпускают огромное количество новинок. Появление на зарубежном рынке инструмента сравнительно доступных по цене станков с ЧПУ и высокопроизводительного оборудования, политика средних и крупных предприятий, готовых работать с крайне небольшими заказами расходных и комплектующих, привели к тому, что частники все смелее вступают в соревнование с серийными производствами не только на ниве обычных ножей, но даже высокотехнологичных складных моделей, где господство серийки казалось еще лет 10-15 назад незыблемым. Настоящее издание - это попытка создать небольшой справочник, который бы позволил любителю ножей и практику ориентироваться в калейдоскопе фирменных названий, марок и сокращений, используемых ныне для описания моделей. Кроме того, приведены рекомендации по выбору ножа и уходу за ним. В заключение дан небольшой словарь наиболее распространенных терминов.
Автор надеется, что читатель уже имеет некий начальный навык в работе ножом. Без такого навыка многие термины ему просто будут непонятны. Можно написать тома, посвященные различным аспектам применения клинка, с привлечением положений металловедения, сопротивления материалов и физики, но до тех пор, пока пользователь не взял в руки нож и не попробовал нарезать хотя бы батон колбасы, для него это будет китайская грамота. Такому человеку можно посоветовать только одно -начать с практики, купить нож и самостоятельно попробовать нарезать буханку хлеба, выстругать палку для ходьбы, почистить полведра картошки, выпотрошить несколько рыбин, разделать курицу, а после всего этого самостоятельно заточить клинок. Брать дорогой нож вовсе не обязательно - купите то, что по карману и что в руку ляжет. Главное - им надо работать, много и часто, не упуская возможности попользоваться и иными моделями. И тогда, рано или поздно, появятся вопросы. Почему этот клинок режет так, а тот иначе? Почему рукоять одного ножа так удобна, а точно такой же формы, но из другого материала, моментально наминает руку? Почему один вид «нержавейки» в уходе не нуждается, а другой начинает без ухода темнеть и покрываться пятнами?
На некоторые из этих вопросов в настоящей книге и сделана попытка дать ответ.
Глава 1. Почему нож режет
Немного упрощая, можно сказать, что нож - это длинный и тонкий клин, который раздвигает слои разрезаемого материала тем легче, чем меньший угол пары рабочих граней (то есть угол заточки) он имеет. На самом деле сечение клинка в виде равнобедренного треугольника - явление, практически не встречающееся. Тут и технологические сложности с изготовлением такого профиля, и его недолговечность. Так что чаще клинок в сечении представляет комбинацию из двух фигур - трапеции (сам клинок) и треугольника (его режущая кромка, или лезвие). Основание этого треугольника назовем толщиной режущей кромки (далее - РК). Воздействуя на рукоять ножа, мы сосредотачиваем усилие на небольшой по размеру площади его лезвия. Чем эта площадь меньше, тем давление больше, и наоборот: чем «толще» РК и больше площадь ее контакта с разрезаемым объектом, тем большее усилие мы должны приложить. Простой тест, который можно провести, не выходя с кухни: сравните легкость нарезки твердой сырокопченой колбасы двумя наточенными клинками - имеющим небольшую толщину РК поварским «ветчинником» и кухонным топориком. Топориком резать будет намного тяжелее. С другой стороны, попытка разрубить хребет рыбе клинком с тонкой РК может закончиться зазубриной и последующим визитом к точильщику, в то время как топорик эту работу выполнит с блеском без всякого для себя вреда.
В месте соприкосновения РК с материалом может развиваться высокое удельное давление: силы и их моменты, прилагаемые рукой, сами по себе невелики, но в расчете на мизерную площадь режущей кромки могут достигать значительной величины. Это диктует особые прочностные требования к геометрии и материалу клинка: РК испытывает огромные нагрузки, а также подвергается интенсивному износу и деформации, особенно если разрезаемый материал не мягкие продукты питания (мясная вырезка или рыбное филе), а твердые сорта древесины, картон или бумага. Да, не удивляйтесь, - бумага, при кажущейся мягкости, имеет в своем составе абразивные составляющие, которые способны достаточно быстро затупить лезвие. Материалов, способных успешно работать в таких условиях, весьма немного: до сих пор лучше всего с такими задачами справляется сталь.
Достаточно часто в описании свойств клинка делается попытка рассмотреть его «как таковой», отдельно от возможного применения. Это неправильно. Рез клинком - это всегда, как минимум, пара (а иногда и больше) взаимодействующих тел. Что именно режут или рубят, как это делают (под какими углами, с каким усилием и пр.), в каких условиях - все это не менее важно, чем свойства самого клинка. Принесите нож хорошему точильщику на заточку, и его первый вопрос будет именно об этом: «Что будете ножом делать?» Увы, далеко не всегда есть понимание того простого факта, что геометрии режущих частей клинков для филерования рыбы и рубки сучков будут существенно отличаться. Именно это объясняет многообразие используемых в производстве клинков профилей и материалов, разнообразные способы их термической обработки и разные величины углов заточки РК. Практика показывает, что для аккуратной резки мягких неабразивных материалов (продукты питания) удобнее использовать клинок из относительно мягкой и прочной коррозионностойкой стали с небольшой толщиной РК и углом заточки «под мусат». А для работы с твердыми объектами (например, для нанесения гравировки) берут высокоуглеродистый твердый и более хрупкий материал, с большим углом заточки, обеспечивающим повышенную износостойкость РК. Немаловажны и способы нагружения РК. Лезвие клинка не особенно хорошо работает на поперечный излом при изгибных нагрузках, поэтому сложные случаи нагружения (изгиб, кручение и пр.), присущие ножам для тяжелых работ, требуют более массивных геометрических характеристик РК и повышенной прочности материала клинка, что, как правило, негативно сказывается на легкости и удобстве реза. Аккуратная работа клинком, наоборот, позволяет задать меньшую толщину РК, а также обеспечить повышенную износостойкость и эргономичность, даже частично пожертвовав прочностью лезвийной части.
Вернемся к механизму реза. Он характеризуется двумя показателями: ход и подача. При резе вы тянете нож на себя или толкаете от себя - это ход. Одновременно вы слегка давите на него в направлении РК - это подача. Когда вы рубите - это чистая подача, в ходе которой вы внедряете клин в разрубаемое тело строго перпендикулярно его поверхности. Впрочем, рубить можно и с потягом. Подача наиболее «энергоемка» в плане затрачиваемых усилий. Это обязательная составляющая реза: даже когда острый нож как бы проваливается через мягкий материал при «тянущем» движении, подача имеет место по причине веса самого клинка. Ход более эффективен при резке мягких продуктов - поэтому профессиональный инструмент поваров имеет длинный клинок, что обеспечивает и больший ход. Он требует меньше энергии, т.е. является «ресурсосберегающим», что немаловажно, если приходится работать ножом несколько часов подряд. Однако с увеличением длины резко падает управляемость клинком, его труднее контролировать, что очень важно для работ, требующих точных и аккуратных движений, - например, разделки или ошкуривания.
Эффективное сочетание хода и подачи реализовано на пиле за счет специфической ориентации участков РК - зубцов. Зубчатые (пильчатые) лезвия, или, как их сегодня именуют, «серрейторные», позволяют резать (а точнее - пилить) даже твердые материалы, а также в разы дольше сохранять режущую способность за счет того, что такой рез по механизму намного ближе к «микрорубке». Для резки таким клинком необходимо развивать большее усилие, чем при чистом резе, но меньшее, чем при рубящих движениях.
Уменьшить «вредные» последствия зуба, такие как увеличение прикладываемого усилия и появление неровной линии среза, позволяет его миниатюризация. Но тут возникает дилемма. Мелким зубом резать не в пример легче и удобнее, чем крупным, наглядный пример чего порезы, нанесенные зубчиками травы или краем бумажного листа. Такой вид реза традиционен для поварского кухонного инструмента, который фактически режет заусенцем, периодически поправляемым мусатом. Но такой зуб недолговечен при работе с более твердыми, чем продукты питания, материалами. Выход был найден еще в Древней Индии: на булатных клинках «микрозуб» создавался за счет выделения на сравнительно мягкой РК микрозубчиков - локальных участков из соединений железа с углеродом (цементитом) высокой твердости. Это позволяло иметь прочный и гибкий клинок в сочетании с высокой режущей способностью. Сегодня сходный метод реализован на некоторых видах высокоуглеродистых коррозионностойких сталей и ряде сплавов титана и кобальта, где роль «микрозубов» выполняют твердые карбиды, расположенные в вязкой матрице материала клинка. Для повышения режущей способности клинки из них даже рекомендуют оставлять недоведенными на мелком абразиве, чтобы не заполировывать такие микрозубья.
Легенда рассказывает, как король Ричард Львиное Сердце соревновался во владении клинком с султаном Саладином (Салах-ад-Дином): король, славившийся незаурядной силой, разрубил своим прямым стальным мечом стопку лежащих на земле щитов, а султан - подброшенный в воздух шелковый платок булатной саблей. Как видим, эта легенда содержит и определенную идею: Ричард демонстрировал «силовую» технику рубки толстым и прочным лезвием, а также свои атлетические способности, в то время как Саладин - технологические хитрости при изготовлении легкого клинка и виртуозную технику владения им: небольшой вес платка требовал хорошего глазомера и навыков в выборе правильного режима реза (ход - подача). Можно легко домыслить, что бы случилось, доведись им поменяться оружием. Платок Саладина наверняка оказался бы цел, в отличие от сабли, попавшей в мощные лапы Ричарда. Именно вопрос выработки правильных навыков и культуры работы с инструментом сегодня находится в тени тематики высоких технологий и новомодных материалов. Нож - это всегда продолжение руки, и если его владелец считает, что отданная за клинок из суперматериалов кругленькая сумма избавляет от необходимости уметь им пользоваться, то он глубоко заблуждается.
Впрочем, достаточно о легендах и экзотичных материалах. Остановимся на них позже. Вернемся к вопросу, почему клинок режет. В популярной литературе достаточно часто встречается весьма упрощенный подход к оценке режущих свойств клинков из тех или иных сталей и сплавов путем простого сравнения их процентного состава. С тем же успехом можно рассуждать о вкусовых свойствах тех или иных блюд на основании детального разбора используемых поваром ингредиентов. Да, они важны, но неопытный или безалаберный шеф способен испортить блюдо, даже используя самые редкие приправы, в то время как высококлассный профи может сделать изысканное лакомство из самых обычных продуктов.
Традиционно стойкость РК оценивается по твердости материала клинка. Эта методика худо-бедно работает на простых углеродистых сталях. Несовершенство этого подхода бросается в глаза всякому, имевшему дело с моделями из современных сложнолегированных сталей от разных производителей. Одни и те же марки сталей на клинках сходной геометрии, закаленные на одинаковую или почти одинаковую твердость разными фирмами, неизменно дают разный результат в ходе их эксплуатации. Именно поэтому более важным при выборе модели является не марка стали и не ее твердость, а имидж производителя. Кто сделал нож - солидная производственная фирма с полувековой историей, славным «послужным списком» и авторитетом на рынке или инжиниринговая однодневка, выскочившая на рынок, чтобы одномоментно «срубить» денег и исчезнуть без следа?
Однако и тут не все так просто. Слепая вера и привязанность к известным брендам не раз играли скверную шутку с пользователями, страдающими тем, что принято называть «бренд-зависимостью». Дело в том, что у солидных и респектабельных фирм нет-нет да и мелькнет неудачная или даже откровенно халтурная модель. Брак встречается у всех производителей без исключения. В то же время многие новички, возникшие из дочерних предприятий крупных фирм или благодаря успеху отдельных мастеров-индивидуалов, подчас делают модели, далеко обогнавшие и по концепции, и по качеству своих маститых конкурентов или прародителей. Встречаются даже ситуации, когда солидная фирма с многолетней историей и славными традициями идет по пути торговли своим имиджем, ставя фирменный знак на модели, никак не соответствующие понятию «высокое качество». А уж имея дело с ножовщиками-частниками, можно ожидать чего угодно - от откровенного брака дилетанта или халтурщика до уникальных по свойствам моделей, созданных трудом настоящих талантов и знатоков своего дела.
Рекомендация тут может быть только одна: покупая нож (да и, в общем, любой иной товар), попытайтесь собрать максимальное количество информации о нем и о его производителе. Не верьте слепо всему тому, что говорит сам изготовитель. Печатные издания, посвященные ножевой тематике, публикуют те или иные материалы не всегда бескорыстно и беспристрастно. Наряду с открытой рекламой существует скрытая, хорошо продуманная и грамотно исполненная, освященная именем признанного авторитета и эксперта, которому совершенно необязательно даже обманывать читателя - достаточно лишь изложить факты избирательно и в нужной последовательности. Узнайте, что об этой модели думают профессионалы и любители. Великолепным средством общения с «коллективным разумом» является Интернет, предоставляющий уникальные возможности в области обмена информацией. Русскоязычным пользователям помогут тематические конференции, поддерживаемые сайтами www.knife.ru или www.knifeclub.ru. К услугам знающих английский язык сайты www.knifeforums.com,www.bladeforums.com, а также дискуссионная группа сети UseNet rec.knives. Сходные ресурсы существуют на немецком, французском, испанском, чешском и иных языках.
Второй момент - если есть хоть тень сомнения в качестве и свойствах дорогой модели, то пользуйтесь при покупке услугами солидных магазинов, которые и брак обменяют, и консультацию предоставят, и, на крайний случай, смогут посодействовать с ремонтом. Ну и самое главное - лично проверьте модель при покупке. Ни производитель, ни продавец не смогут позаботиться о вас лучше, чем вы сами. Тщательно осмотрите и проверьте все - уровень отделки, качество материалов, пригнанность деталей и узлов. Подробнее об этом мы поговорим далее.
Основной критерий - практика. Только она показывает, чего стоит клинок на самом деле. Веками человек проверял клинки в деле, выясняя, чего стоят те или иные заявления производителя. Сегодня, с падением практических навыков, пользователь приникает к периодике и книгам в поисках истины. Но теоретическая подкованность неполна без развитых навыков и опыта. Даже если условия жизни не позволяют работать ножом много и часто, его характеристики можно примерно оценить в ходе тестов. Подробнее этот этап будет рассмотрен далее, а пока вернемся к свойствам сталей и сплавов, используемых на клинках.
Глава 2. Стали и сплавы
Локомотивом научно-технической революции XX века выступило производство стали - сплава железа с углеродом. Сталь оказала решающее влияние на развитие всех областей науки и техники. Не исключено, что именно производство клинкового оружия послужило в древности главным толчком развития технологий получения и обработки металлов. Эти технологии, постепенно развиваясь и совершенствуясь, вынесли приговор и своему прародителю - клинковому оружию, уступившему место более эффективным и мощным средствам ведения боевых действий. В центре внимания металловедения - науки о металлах -оказались интересы крупного промышленного производства, в то время как производство клинков осталось на обочине на долгие годы. Мастер-оружейник превратился в скромную Золушку, довольствующуюся остатками со стола научно-технического прогресса и пытающуюся в меру собственных знаний и умений адаптировать свойства сталей, предназначенных для изготовления деталей машин и механизмов, к нуждам ножевого дела. Ситуация начала меняться лишь к середине XX века, ознаменовавшегося появлением специальных «ножевых» сталей. Многолетний практический опыт ножовщиков нашел отражение в использовании огромного разнообразия марок сталей, разобраться в которых непросто даже специалисту. Попробуем внести ясность в этот вопрос, сделав краткое отступление в теорию.
Основные характеристики металлов зависят от силы сцепления составляющих их атомов. Однако знания атомной структуры недостаточно, чтобы понять свойства состоящих из них металлических тел. Все металлы имеют кристаллическое строение - в пространстве атомы металлов, расположенные в строгом порядке, образуют своеобразную решетку. Теоретическая прочность идеального «бездефектного» кристаллического железа составляет значительную величину - 13000 МПа. На практике, однако, железо имеет прочность намного меньшую. Так, у наиболее чистого поликристаллического железа она составляет всего 20-30 МПа. Это происходит потому, что реальный кусок металла представляет собой не единый правильный кристалл (т.н. «монокристалл»), а конгломерат из бесчисленных крохотных кристалликов, которые металловеды называют зернами, сцепление между которыми носит почти целиком механическую природу.
Путем длительных экспериментов древние металлурги пришли к необходимости использовать не железо, а сталь - твердый раствор углерода в железе. Фосфор, бывший популярным средством упрочнения железа на ранних стадиях становления металлургии, увеличивал прочность железа всего в семь раз. Углерод же дал рост прочности более чем в сорок пять раз! Атомы углерода в таком растворе внедряются в решетку железа- растворителя, поэтому сталь еще именуют твердым раствором внедрения. Количество внедренных атомов может значительно отличаться в различных модификациях железа, что ведет к существенной разности величины растворимости углерода - от 0.02% до 2%. Это и служит предпосылкой к разнообразности свойств изделий, получаемых из разных сортов стали. Особое внимание при изготовлении клинков уделяется сталям с содержанием углерода от 0.4% до 1.2%. Для задания высокой режущей способности берут стали с содержанием углерода 0.7...1.2% и более. Если клинок работает со значительными ударными нагрузками, используют стали повышенной вязкости (содержание углерода 0.6...0.75%). Высокая упругость, прочность и хладостойкость требуют применения сталей с содержанием углерода от 0.3% до 0.6%.
Кремний, титан и алюминий тоже способны упрочнить железо, хотя и весьма незначительно - на 60-85%. А хром, молибден, никель или ванадий - и того меньше. Но они могут интенсивно влиять на другие свойства, поэтому их широко используют для создания особых сталей. Добавление в состав стали подобных примесей с целью придания ей особых свойств получило название “легирование" и ныне очень популярно. Влияние таких элементов на свойства стали носит сложный комплексный характер. Свойства клинков из легированных сталей будут не в последнюю очередь определяться и технологической оснащенностью производителя: термомеханическая обработка таких сталей сложна и требует весьма непростых технологий и дорогого оборудования.
Особые свойства инструментальных сталей связаны в первую очередь с их применением по основному назначению - в конструкциях, инструментах или деталях. Поэтому в производстве клинков значительная часть их потенциала используется весьма слабо или не используется вообще. Наиболее яркий пример - это быстрорежущие стали. Будучи предназначенными прежде всего для высокопроизводительной резки металла, они призваны сохранять высокую твердость (до 68-70 HRC) при высоких температурах - до 700 градусов Цельсия. Очевидно, что на охотничьих ножах эта специфическая черта материала -высокая теплостойкость, или, точнее, красностойкость, - не будет особо востребована. Наиболее распространенные в изготовлении клинков марки сталей и их аналоги представлены в таблице 1. За основу классификации принята американская система стандартов AISI и UNS.
Обилие современных высококачественных сталей иногда просто ставит в тупик. Любой порядочный производитель предупредит клиента сразу: идеального во всех отношениях клинкового материала не существует, да и никогда не существовало. Стали и сплавы - очень широкий класс материалов, обладающих крайним разнообразием свойств и характеристик, многие из которых являются взаимоисключающими. Их выбор на клинок - нелегкий компромисс. И вправду, что предпочесть - высокую износостойкость РК или легкость заточки клинка, отличную ударную вязкость лезвия или удобство аккуратной резки? Обилие марок, разнообразие способов их термообработки, задание определенных прочностных, режущих, антикоррозионных, хладостойких и прочих свойств служит материалом многих и многих объемных трудов.
Человеку, приобретающему или заказывающему изделие, следует иметь в виду, что, помимо марки стали и способа ее изготовления, большое значение для его будущих свойств имеет целый спектр характеристик. Это массогабаритные и геометрические параметры и, главное, правильная термомеханическая обработка клинка - фактор, который выявляется только в ходе его эксплуатации и оказывает решающее воздействие на функциональность. Поправить неверно выбранное сечение или снять лишний материал с клинка можно самому или с помощью точильщика, но если производитель начудил с термообработкой, то проще и дешевле купить другой клинок, чем возиться с лезвием, моментально сминающимся при контакте с маслом или крошащимся при изготовлении деревянной зубочистки. Причем стоит иметь в виду, что хороший мастер или солидный производитель может из «немодной» стали изготовить клинок, превосходящий по свойствам халтуру, сделанную из редких и дорогих марок.
Таблица 1
Классификация сталей, наиболее популярных в изготовлении клинков
Инструментальные стали
США A1SI | С, % | Мп, % | Сг. % | Si. % | №. % | V. % | Мо, % | W, % | Российский аналог | Область применения |
А2 | 1.0 | 0.6- 0.8 | 5.25 | 0.3- 0.4 | 0.20- 0.25 | 1.0- 1.1 | Х6ВФ | Фрезерный инструмент, ручные ножовочные полотна, матрицы и пуансоны холодного деформирования | ||
D2 | 1.4- 1.6 | 0.5 | 11.0- 13.0 | 0.3- 0.6 | 0.3 | Х12МФ | Матрицы и пуансоны вырубных и просечных штампов | |||
L6 | 0.7- 0.9 | 0.35 | 1.00 | 0.25- 0.3 | 1.75 | - | - | - | 5ХНМ | Молотовые и прессовые штампы |
W1 | 0.9- 1.4 | 0.20 | - | 0.20 | - | - | - | - | У8Г | Фрезы, топоры, стамески, дисковые пилы для деревообработки |
W2 | 0.85- 1.40 | 0.1 - 0.4 | 0.15 | 0.1 - 0.4 | 0.20 | 0.15- 0.35 | 0.1 | 0.15- 5 | У9 | |
01 | 0.85- 1.00 | 1.0- 1.4 | 0.4- 0.6 | 0.3 | 0.2- 0.3 | 0.4- 0.6 | ХВГ | Режущий и измерительный инструмент, деревообрабатывающий инструмент, ножи для бумажной промышленности |
Влияние элементов: кремний - упругость и теплостойкость; молибден и вольфрам - теплостойкость; хром - прокаливаемость, износостойкость и коррозионная стойкость; вольфрам, ванадий и молибден - стабилизация структуры при закалке, теплостойкость, карбидообразование; марганец - прокаливаемость; кремний - устойчивость к отпуску.
Быстрорежущие стали
США AISI | С, % | Мп, % | Cr % | Si, % | Ni, % | V, % | Мо, % | W, % | Россий ский аналог | Область применения |
М2 | 0.78- 0.88 | 0.15- 0.40 | 3.75- 4.50 | 0.20- 0.45 | 0.3 | 0.20- 0.25 | 4.5 - 5.5 | 5.50 - 6.75 | Р6М5 | Инструмент для обработки конструкционных материалов резанием |
Влияние элементов: вольфрам, ванадий и молибден - стабилизация структуры при закалке, теплостойкость; хром -прокаливаемость, карбидообразование; никель и марганец - прокаливаемость.
Подшипниковые стали
США AIS1 | C, % | Мп, % | Сг. % | Si. % | Мо, % | V, % | Российский аналог | Область применения |
52100 | 1.00 | 0.3 | 1.4 | 0.25 | - | - | ШХ15 | Детали подшипников, работающих при обычных условиях |
154CМ (CPV-10M) | 1.05 | 0.50 | 14.0 | 0.30 | 4.0 | - | - | Детали теплостойких и корроэионностойких подшипников |
AMS5749 (BG-42) | 1.15 | 0.50 | 14.50 | 0.30 | 4.00 | 1.20 | - |
Влияние элементов: хром - износостойкость, прокаливаемость; кремний и марганец - прокаливаемость; вольфрам и молибден -термостойкость и структурная стабильность.
Углеродистые стали
США AISI | С, % | Мп, % | Сr, % | Si, % | Российский аналог | Область применения |
1095 | 0.9 - 1.0 | 0.3-0.5 | . | - | 85 | Пружины общего назначения |
5160 | 0.56- 0.64 | 0.75- 1.00 | 0.70- 0.90 | 0.15- 0.30 | 50ХГА | Рессоры автомашин, пружины подвижного состава ж/д. транспорта |
Влияние элементов: кремний - упругость, повышение теплостойкости и релаксационной стойкости; марганец - прокаливаемость; хром - упругость и релаксационная стойкость.
Коррозионностойкие стали
США AIS1 | С, % | Мп, % | Сr. % | Si. % | Мо, % | Российский аналог | Область применения |
420 | 0.15- 0.45 | 1.00 | 12.0- 14.0 | 1.0 | ' | 20X13, 30X13, 40X13 | Режущий, измерительный и хирургический инструмент, детали повышенной прочности с высоким сопротивлением атмосферной коррозии |
425т | 0.54 | 0.35 | 13.5 | 0.35 | 1.00 | 65X13 50Х14МФ | |
440-А | 0.60- 0.75 | 1.00 | 16.0- 18.0 | 1.0 | 0.75 | ||
440-В | 0.75- 0.95 | 1.00 | 16.0 - 18.0 | 1.0 | 0.75 | 95X18 | Детали теплостойких и коррозионностойких подшипников |
440-С | 0.95- 1.20 | 1.00 | 16.0 - 18.0 | 1.0 | 0.75 | 110X18 |
Влияние элементов: хром - коррозионная стойкость; марганец - аустенитообразующий элемент; кремний, молибден, ванадий, титан - теплостойкость, структурная стабильность.
В современном материаловедении прослеживаются две стойкие тенденции, активно влияющие как на развитие сталей и сплавов, так и друг на друга. Первый подход - задание нужных свойств материала за счет добавления элементов (легирование), изменяющих тем или иным образом структуру, эксплуатационные параметры, обрабатываемость. Второй подход - дальнейшее развитие теории термомеханической обработки, позволяющей получить новые, подчас уникальные свойства на давно известных марках сталей. Синтез этих двух направлений позволяет сегодня добиться
поистине феноменальных результатов за счет выбора нужного материала и создания оптимальной температуры для того или иного применения структуры путем задания определенной схемы термомеханической обработки.
Мы не будем углубляться в детальный разбор современных теорий, а сразу перейдем к тому, что интересует практика: как будет влиять состав стали и ее термообработка на износостойкость РК. Для этого придется освежить в памяти основные понятия, используемые в материаловедении.
Теоретический раздел
На структуру сталей оказывают влияние состав и строение фаз, их распределение в структуре и взаимодействие между собой. Управление структурой и позволяет добиться требуемых свойств стали. Каким же образом это делается?
Сегодня для задания высоких прочностных свойств режущего инструмента его микроструктуру пытаются сделать максимально однородной. Прочность металла повышается в двух случаях: когда в кристаллической решетке совершенно нет дефектов или когда их плотность достаточно большая. Идея крайне проста - раз вырастить монокристалл возможным не представляется, то надо постараться достичь однородности другими путями. Наиболее популярный заключается в максимальном насыщении кристаллической решетки дефектами и неоднородностями. При этом, достигнув некоего минимального порога насыщения дефектами, прочность начинает стремительно расти и, достигнув некоторого значения, снова падает за счет перенасыщения дефектами и появления микротрещин. Сущностью правильно выбранного метода управления структурой и является умение «попасть» в эту область, индивидуальную для каждой марки стали, в нужном месте для задания требуемого сочетания свойств. Методы - измельчение зерна (например, в ходе ковки или прокатки), термообработка и легирование.
Обычно материал для клинка подбирают из следующих групп сталей: качественные конструкционные углеродистые стали; инструментальные стали; легированные стали.
Это, конечно, не означает, что перечень материалов ограничивается только этими группами. Опытный практик-индивидуал может успешно работать и со сталями, от которых серийные производители воротят нос. Это могут быть углеродистые стали обычного качества или автоматные (для неответственных деталей, производимых в большом количестве на станках-автоматах, в которых допускается повышенное содержание серы и фосфора, в связи с чем они обладают меньшей вязкостью.
Принятая ГОСТами система маркировки сталей предусматривает следующий порядок их обозначения:
углеродистые стали обыкновенного качества маркируются буквами Ст (сталь), после которой следует условный номер марки (от 0 до 6). В марке бывают отражены также группа, категория и степень раскисленности стали.
Пример: Ст1, Ст2;
качественные конструкционные углеродистые стали маркируются двузначными цифрами, которые определяют среднее содержание углерода в сотых долях процента. Пример: 85 - сталь содержит 0.82-0.90% углерода;
высокоуглеродистые стали (инструментальные) имеют перед маркой букву У. Стоящие за ней цифры определяют среднее содержание углерода в долях процента.
Пример: У8Г - углеродистая инструментальная сталь, содержит 0.80-0.90% углерода и до 1% марганца.
По марке легированной стали можно судить о ее составе. Две первые цифры определяют среднее содержание углерода в сотых долях процента, одна цифра - среднее содержание углерода в десятых долях процента. Буквы обозначают название легирующих элементов: В - вольфрам, Г - марганец, Д - медь, К - кобальт, М - молибден, Н - никель, Р - бор, С - кремний, Т -титан, Ф - ванадий, X - хром, Ю - алюминий. Цифры после букв определяют примерное процентное содержание данного элемента в целых единицах, причем если элемента содержится около 1% или меньше, цифра 1 после соответствующей буквы не ставится. Влияние легирующих элементов на свойства стали тут рассмотрены не будут: оно достаточно сложное, и интересует в первую очередь производителя, а общие сведения можно почерпнуть из любого справочника по металловедению. Если буква А стоит в конце марки стали, то это говорит о том, что сталь качественная. Буква Ш в конце марки означает, что сталь получена методом электрошлакового переплава и относится к категории особовысококачественных.
Пример. 50ХГФА - качественная рессорно-пружинная сталь, содержащая 0.48-0.55% углерода, до 1% хрома, до 1% марганца и до 1% ванадия.
Легированные стали классифицируют по различным признакам. По назначению легированные стали делят на конструкционные, инструментальные и стали с особыми свойствами. По содержанию легирующих элементов, т.е. по степени легированности, легированные стали делят на группы. Это низколегированные стали, в которых суммарное содержание легирующих элементов меньше 2.5%; среднелегированные, содержащие от 2.5 до 10% легирующих элементов; высоколегированные, содержащие больше 10% легирующих элементов. По числу компонентов, считая железо, углерод и легирующие элементы, но пренебрегая примесями (марганцем, кремнием, серой и фосфором), стали могут быть двухкомпонентными (углеродистые), трехкомпонентными (один легирующий элемент), четырехкомпонентными (два легирующих элемента) и т.д. Стали, содержащие больше трех легирующих элементов, обычно называют многокомпонентными или сложнолегированными.
Стали специального назначения маркируются особым образом. Например, быстрорежущие стали обозначаются буквой Р (пример: Р18, где 18 - содержание вольфрама в процентах); буква А в начале марки указывает, что данная сталь - автоматная, повышенной обрабатываемости; шарикоподшипниковые обозначаются буквой Ш (пример: ШХ15, где 15 - содержание хрома в десятых долях процента - 1.5%); электротехнические - Э; магнитная сталь - М и т.д.
Аналогичным образом маркируются стали в ряде зарубежных национальных стандартов. Так, маркировка по германской системе DIN содержит указание на количество углерода и перечисление легирующих элементов. Например, популярные германские «ножевые» стали маркируются как X45CrMoV15 и X89CrMoV18.1. Сходным образом построены французские стандарты ANFOR и EVRONORM. Вместе с тем, в Германии существует нумерологическая система маркировки Werkst.Nr, по которой стали присваивается цифровой номер. К примеру, стали DIN X45CrMoV15 соответствует Werkst.Nr 1.4034, а DIN X89CrMoV18.1 -Werkst.Nr 1.4112.
В США, согласно системе стандартов UNS, стали присваивается четырех- или пятизначный номер. Первая цифра показывает основной легирующий элемент. Если это 1, то это углеродистая сталь. Вторая цифра - среднее содержание основного легирующего элемента в процентах, причем если легирующего элемента менее 0.5%, то ставится ноль. Остальные цифры формируют число (двух- или трехзначное), отражающее количество углерода в сотых долях процента. Основные легирующие элементы обозначают так: 1 - углерод, С; 2 - никель, Ni; 3 - хром и никель, Cr-Ni; 4 - молибден, Мо; 5 - хром, Сг; 6 - хром и ванадий, Cr-V; 7 -вольфрам, W; 8 - никель, хром и молибден, Ni-Cr-Mo; 9 - кремний и марганец, Si-Mn. Пример: сталь 1084 - углеродистая сталь, не содержащая легирующих элементов, со средним количеством углерода 0.84%; сталь 52100 - хромистая сталь с содержанием хрома около 2% и содержанием углерода 1.00%; 50100 - хромистая сталь с содержанием хрома до 1% (0.45%) и содержанием углерода 1.00%.
Одновременно существует американский стандарт AISI, по которому инструментальные стали маркируются иным образом, буквенно-численным, в зависимости от назначения и способа термообработки. Буква А соответствует закаляемой на воздухе инструментальной стали (Air hardening), а 0 - в масло (Oil hardening). L означает низколегированную сталь (Low alloy) специального назначения, S - ударостойкую (Shock resisting), D - хромистую сталь для штампов (Die steel), М - быстрорежущие молибленовые сплавы (Molybdenum HSS alloy) и т.д. Пример: D2, L6, М2. Коррозионностойкие стали маркируются численно-буквенным образом - трехзначным числом, иногда с буквенными индексами. Пример: 420, 440С, 440ХН.
Сегодня на рынке присутствует и значительное количество марок, имеющих фирменное название, присвоенное им производителем.
Износостойкость РК сталей и сплавов до сих пор в популярной литературе оценивается только по их твердости. Сущность измерения твердости по наиболее популярному методу (по Роквеллу) заключается во вдавливании наконечника с алмазным конусом или стального шарика в испытуемый образец воздействием двух последовательно прилагаемых нагрузок (предварительной и основной) и измерением длины остаточного приращения глубины внедрения наконечника после снятия основной нагрузки. Наконечник представляет собой алмазный конус с углом при вершине 120° или стальной закаленный шарик диаметром 1.588 мм. Диапазон измерения твердости клинков по методу Роквелла производится по шкале С (есть еще шкалы А, В, D и F, от нее отличающиеся) и составляет от 20 до 70 HRC. «Рабочий диапазон» твердостей подавляющего большинства клинковых сталей лежит в интервале от 42 до 61 HRC. Это не значит, что клинки не могут иметь значений твердости выше или ниже этого интервала. Просто повышение твердости большинства традиционных материалов свыше 61 HRC приводит к повышенной хрупкости РК нормальной для ножей толщины, в то время как задание твердости ниже 42 HRC не обеспечивает достаточной износостойкости РК. необходимой для разрезания традиционного ассортимента материалов и веществ. Ограниченное применение клинки с низкими показателями твердости находят в ряде спортивных дисциплин (метание ножей), в изготовлении исторических реконструкций, сувенирной продукции и ряде специальных моделей. Клинки, имеющие высокую твердость (61-63 HRC), используются на поварских ножах в японской традиции в связи с особой техникой работы ими.
Согласно общепринятым правилам, наиболее популярные в современном производстве клинков коррозионностойкие стали 410 группы (отечественный аналог - 20X13) закаливают на твердость 40-44 HRC; 420 группы (30X13 и 40X13) - от 48 до 54 HRC; 425 группы (50X14МФ и 65X13) - от 54 до 57 HRC; 440А - от 55 до 57 HRC и 440С (110X18) - от 56 до 60 HRC.
Таблица 2.
Примерный перевод значений твердости относительно шкалы С испытаний по Роквеллу (HRC)
Шкала твердости | Диапазон значений | Значения твердости по шкале С (Роквелл), HRC | ||||||||
25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 | ||
Бринель, НВ(3000) | 80 - 445 | 253 | 286 | 326 | 371 | 422 | 479 | - | - | - |
Кнуп.НК | 97 - 920 | 276 | 313 | 357 | 409 | 468 | 540 | 627 | 733 | 851 |
Моос, НМ | 1-10 | 3.5 | 3.5 | 3.5 | 4 | 4 | 4.5 | 5 | 5.5 | 6 |
Роквелл, шкала А, HRA | 59-86 | 63 | 65 | 68 | 70 | 73 | 76 | 78 | 81 | 84 |
Роквелл, шкала В, HRB | 41 - 100 | 95 | ||||||||
Роквелл, шкала D, HRD | 39-77 | 44 | 48 | 52 | 52 | 59 | 63 | 67 | 71 | 75 |
Шор, HS | 17-97 | 38 | 43 | 48 | 54 | 60 | 67 | 74 | 81 | 90 |
Предел прочности, МПа | 390 - 2450 | 838 | 952 | 1095 | 1268 | 1480 | 1747 | 2087 | 2493 | |
Виккерс, HV | 20- 1800 | 266 | 302 | 344 | 392 | 448 | 513 | 594 | 689 | 833 |
Таблица 3.
Химический состав сталей 400-й группы
Тип по A1S1 | Содержание элементов в % | |||||||
С | Мп | Si | Cr | Mo | Ni | S | P | |
410* | 0.15 max | 1.00 max | 1.00 max | 11.50- 13.50 | - | 0.50 max | 0.03 max | 0.04 max |
410** | 0.15- 0.40 | 1.00 max | 1.00 max | 12.00- 14.00 | - | 0.50 max | 0.03 max | 0.04 max |
425 Mod | 0.50- 0.55 | 1.00 max | 1.00 max | 13.00- 14.00 | 0.80- 1.20 | 0.50 max | 0.03 max | 0.04 max |
410 А | 0.65- 0.75 | 1.00 max | 1.00 max | 16.00- 18.00 | 0.75 max | 0.50 max | 0.03 max | 0.04 max |
*Разновидности стали типа 410 с повышенным содержанием углерода носят обозначение 410НС (номинально 0.21% С).
**Разновидности стали типа 420 с повышенным содержанием «углерода носят обозначение 420НС (номинально 0.44% С).
Однако ключевым для понимания различия свойств материала клинка является не столько процентный состав и твердость, сколько понятие структуры. Она делится на макроструктуру и микроструктуру. Изучение макроструктуры производится с применением оптических систем небольшого увеличения - до 32 раз. Это лупы и бинокулярные микроскопы. С их помощью исследуют излом (по нему можно судить о размерах зерна, особенностях выплавки и термической обработки), макрошлифы и сами режущие кромки. Такие методы позволяют выявить явные нарушения плотности металла (рыхлость, газовые пузыри и раковины, трещины), строение сплава (величину, форму и расположение зерен; дендридное строение литого металла; химическую неоднородность, образовавшуюся в процессе кристаллизации или кузнечной сварки; неоднородность строения после обработки давлением; неоднородность после термической обработки).
Таблица 4.
Сравнительные скорости коррозии клинковых сталей с иными неаустенитными коррозионностойкими сталями*
5% раствор при температуре 49е С | Скорость коррозионного разрушения, Миллей в год и мм в год (мм/г) | |||||
409 | 410 | 420 | 425 Mod | 440 А | 430 | |
уксуснаякислота | 0.88 (0.022) | 0.079 (0.002) | 1.11 (0.028) | 0.799 (0.122) | 2.31 (0.0S86) | 0.025 (0.0006) |
фосфорная кислота | 0.059 (0.002) | 0.062 (0.002) | 0.068 (0.002) | 0.593 (0.015) | 0.350 (0.009) | 0.029 (0.001) |
* Закаленные мартенситные стали проверялись при температуре отпуска 204 °С.

Рис 1. Типичный дефект узорчатой сварной стали (Дамаска) - непровар.
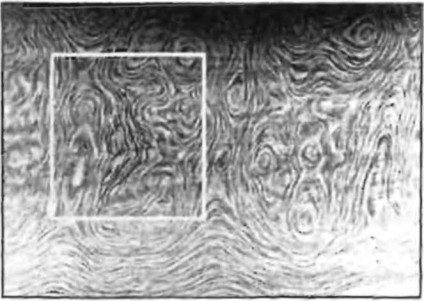
Рис 2. Типичный дефект узорчатой литой стали (булата) - расслоение волокон.
Таблица 5.
Механические свойства термообработанных мартенситных коррозионностойких сталей
Термо- обработка | Т410 (0.14%С) | Т420 (0.25%С) | T425 (0.55V.Q | T440A (0.62%Q | ||||||||
Закалка с 982 X | Закалка с 1038 °С | Закалка с 1038 X | Закалка c 1038 X | |||||||||
Твердость по Роквеллу | Пропел текучести, 0.2% YS, Ы(МРн) | Предел прочности, UTS, Ы(МР») | Твердость по Роквеллу | Предел текучести. 0.2% YS, Ksi<MPe) | Предел прочности, UTS, Kri(MPi) | Твердостк no Роквеллу | Предел текучести. 0.2% YS. Ksi(MPa) | Предел прочности, UTS. Kri(MPn) | Твердость no Роквеллу | Предел текучести, 0.2% YS. Kri(MPa) | Предел прочности, UTS. КИ(МРП) | |
Отжиг | 81 HRB | 45.4 (313) | 80.4 (554) | 85HRB | 51.5 (355) | 85.8 (592) | 90 HRB | 57.4 (396) | 86.3 (595) | 94 HRB | 51.6 (354) | 108.4 (747) |
Закал» 't- отпуск (204- С) | 43HRC | 156.1 (1076) | 202.9 (1399) | 48HRC | 190.1 (1311) | 255.2 (1759) | 53 HRC | 20^9 (1385) | ?*4).9 (1868) | 54 HRC | 229.0 (1579) | 293.3 (2022) |
Закал» + отпуск (288"С) | 40HRC | 148.3 (1022) | 187.0 (1289) | 44HRC | 176.0 (1213) | 229.6 (1583) | 50 HRC | 197.2 (1360) | 250.8 (1729) | 50 HRC | 220.2 (1518) | 272.6 (1879) |
Закалка 't- отпуск (316*’ С) | 40HRC | 148.8 (1026) | 1ЬЬ. 1 (1283) | 45 HRC | 179.0 (1234) | 232.9 (1606) | 53 HRC | 196.0 (1351) | 245.1 (1690) | 53 HRC | 222.0 (1531) | 273.2 (1883) |
Закал» 't- отпуск (427е С) | 41HRC | 132.9 (916) | 188.5 (1300) | 46 HRC | 185.6 (1280) | 236.0 (1627) | 53 HRC | 210.b (1452) | 255.1 (1759) | 53 HRC | 211.6 (1610; | 272.8 HK8I) |
Закалка 't- отпуск (482‘С) | 41 HRC | 122.6 | (845) | 1 188.3 (1298) | 46 HRC | 179.3 (1236) | 233.0 (1606) | 52 HRC | 198.4 (1368) | 234.8 (1619) | 52 HRC | 212.6 (1466) | 269.5 (1858) |
[ Закалка 't- отпуск (538” С) | 35HRC | 127.9 (882) | 154.3 (1063) | 36 HRC | 137.9 (951) | 158.5 (1093) | 43 HRC | 176.6 (1218) | 208.0 (1434) | 41 HRC | 147.0 (Ю13) | 177.5 (1224) |
Закал» 't- отпуск (649* С) | 98 HRB | 85.5 (589) | 111.2 (767) | 23 HRB | 94.6 (652) | 121.6 (838) | 29 HRB | 107.8 (743) | 135.7 (936) | 31 HRB | 105.3 (727) | 135.4 (933) |
Наиболее целесообразно изучение тщательным визуальным осмотром структуры поверхности и РК клинков, изготовленных: из литых сталей (булатов);
из сталей, полученных методами кузнечной сварки (дамасков);
из сталей, полученных методами диффузионной сварки (многослойных
нержавеющих пакетов);
методами ручной ковки.
Наиболее часто на них отмечаются непровары, трещины, дефекты сварных швов. Критичность таких дефектов особенно велика при их выходе на РК, т.к. при нагрузке в ходе работы возможны сколы целых участков лезвия и (или) острия. Крупные непровары могут уходить вглубь клинка. При изгибных или ударных нагрузках, в зависимости от направления слоев материала, зто может повлечь также поломку клинка. К сожалению, производители не только далеко не всегда самостоятельно отбраковывают изделия с такими дефектами, но и делают попытки их маскирования путем, например, зачеканивания непроваров мягким металлом, имеющим похожий цвет. Если «случилось страшное» и клинок сломался, обратите внимание на зернистость излома. Излом, в зависимости от характера разрушения металла (хрупкого или вязкого), может быть разным по форме, виду и способности к отражению света. Анализ излома позволяет установить многие особенности строения металлов, а в ряде случаев и причины разрушения. По внешнему виду излома различают:
кристаллический (светлый) излом, поверхность разрушения которого характеризуется наличием блестящих плоских участков. Такой излом свойственен хрупкому разрушению;
волокнистый (матовый) излом, поверхность которого содержит весьма мелкие уступы - волокна, образующиеся при пластической деформации зерен в процессе разрушения. Этот излом свидетельствует о вязком разрушении.
Излом может иметь и смешанный характер. Если вы не обладаете необходимыми знаниями черт изломов и методов их идентификации, то обратитесь к специалистам соответствующего профиля. Обычно крупное или неоднородное зерно, нехарактерный для данного клинка характер излома (хрупкий на гибких клинках, камневидный на нержавеющих сталях и т.д.) -повод предъявить изготовителю рекламацию: как правило, поломки по причине дефектов макроструктуры можно четко отличить от поломок, вызванных неверным или небрежным использованием ножа. Излом не слишком качественных дамасков демонстрирует ступенчатую структуру с «шагом» в десятые доли миллиметра, расслоение на пластины такой же толщины и неметаллические включения. Изучение микроструктуры производится средствами оптической и электронной микроскопии, а также спектральных анализаторов на микрошлифах. Оптические микроскопы позволяют исследовать структуры (в т.ч. на режущих кромках) с увеличением от 100 до 1500 раз. Электронные микроскопы дают увеличение 100000 раз и более. Микроспектральные анализаторы дают представление о распределении элементов в сплаве.
Структура стали после термической обработки
Когда атомы двух или более элементов могут одновременно участвовать, причем в разных пропорциях, в образовании некоторой структуры и занимать в ней различные атомные позиции, то образуется твердый раствор. Фазы соединений железа (феррит, мартенсит, аустенит) определяют непосредственно по рентгенограммам, снятым со шлифов анализируемой стали.
Фазы, встречающиеся на структурах стали, это:
1. Феррит - твердый раствор углерода в железе. Кристаллическая решетка - объемно-центрированный куб. Он магнитен и весьма пластичен. Твердость феррита 800- 1000 МПа.
2. Цементит - химическое соединение железа с углеродом Fe3C. Он имеет сложную ромбическую кристаллическую решетку, высокую твердость - HV 10 000 и весьма хрупок.
3. Аустенит - твердый раствор углерода (до 2%) и легирующих элементов в железе. Кристаллическая решетка - куб с центрированными гранями. Он немагнитен, плотность его больше, чем других структурных составляющих стали. В углеродистых сталях аустенит устойчив при нагреве выше 723 °С. В процессе охлаждения стали он превращается в другие структурные составляющие. В зависимости от состава стали и условий охлаждения, аустенит может сохраниться частично в углеродистых или легированных сталях (т.н. остаточный аустенит) или полностью (например, нержавеющие хромоникелевые стали).
Наибольшее распространение на клинках получили следующие структуры:
1. Перлит (эвтектоид) представляет собой смесь феррита и цементита, обладающую большой прочностью и пластичностью. Твердый цементит окружает области феррита, образуя области макроструктуры, которые в зависимости от формы могут быть пластинчатыми или зернистыми. Твердость пластинчатого перлита средней дисперсности (раздробленности на частицы) 2000-2500 МПа, зернистого 1600-2200 МПа. Основные структуры перлитного типа: перлит, сорбит или тростит. Они представляют собой феррито-цементитные смеси разной степени дисперсности пластинчатого строения, т.е. в них частицы цементита имеют форму пластинок. Самой грубой смесью является перлит, а самой дисперсной (и потому самой твердой и прочной из них) - тростит, так как он образуется при большей степени переохлаждения.
2. Мартенсит - игольчатого вида микроструктура, наблюдаемая в подвергнутых значительному переохлаждению некоторых металлических сплавах и чистых металлах. После закалки структура доэвтектоидных и эвтектоидных углеродистых сталей состоит из мартенсита, а заэвтектоидных - из мартенсита и вкраплений зернышек вторичного цементита. Мартенсит - основная структура закаленной стали, которая обусловливает максимальное повышение ее твердости.
Наиболее известными способами упрочнения, ведущими к увеличению полезной плотности дефектов, являются механический наклеп, измельчение зерна и термическая обработка. Примером механического наклепа является практика отбива косы. В производстве клинков она ныне редка. Мелкозернистая структура стали сегодня в основном задается в ходе ее изготовления, и основная задача производителя клинка - не испортить материал при термической обработке вследствие его перегрева свыше критических температур, на которых зерно вновь начинает расти. Поэтому остановимся на термической обработке как основном механизме задания нужной структуры на современных клинках. При затвердевании расплава высокоуглеродистой стали образуются зерна-кристаллы различной величины и формы, по границам которых выделяется цементит, образуя так называемую цементитную сетку. При обычных режимах термомеханической обработки отливок цементитная сетка целенаправленно разрушается практически полностью, и получается псевдооднородная на уровне макроструктуры (квазигомогенная) безузорчатая сталь.
При быстром охлаждении стали распад с образованием цементита и феррита не успевает произойти, и возникает мартенсит, содержащий углерод в состоянии твердого раствора, структура которого представляет собой деформированный аустенит. Однако закаленная сталь практически неработоспособна из-за высокой хрупкости, присущей мартенситу, и высокого уровня закалочных напряжений, которые возникают из-за очень быстрого охлаждения и могут вызвать коробление клинка или даже появление в нем трещин. Поэтому после закалки проводится заключительная операция термообработки - отпуск. Его основная цель - снизить уровень остаточных закалочных напряжений, получить работоспособные структуры и соответствующие им свойства-твердость, износостойкость, прочность, упругость, пластичность, ударную вязкость. Обычно при закалке охлаждение заканчивают при комнатной температуре. В некоторых сталях аустенит распадается ниже температуры 20 °С и поэтому в структуре сохраняется более мягкий в сравнении с мартенситом остаточный аустенит. Его наличие сказывается негативно на прочностных свойствах РК, поэтому на некоторых сталях охлаждение заканчивают на более низких температурах. Такой вид термообработки получил название криогенной.
Таблица 6.
Сравнительная твердость структурных составляющих стали с 0.9% углерода
Структура | Твердость, НВ |
Феррит | 60-80 |
Цементит | 800 - 840 |
Перлит: | |
зернистый | 160-190 |
пластинчатый | 190-230 |
сорбитообразный | 230 - 260 |
Сорбит | 250 - 300 |
Тростит | 300 - 400 |
Смеси тростита с мартенситом | 400 - 650 |
Мартенсит | 650 - 750 |
Мартенсит после упрочняющего отпуска | 700 - 750 |
Аустенит | 200 |
При отпуске мартенсит способен переходить в другие структурные составляющие - бейнит, тростит или сорбит, которые хотя и не так тверды, как мартенсит, но и не хрупки. Избыточно растворенный углерод может выделиться в составе цементита при отпуске стали, что приводит к возникновению мелкозернистой структуры перлита.
Структура стали очень сильно зависит от условий охлаждения и (или) последующего отпуска. Мартенситные стали проявляют высокую твердость. В сталях с перлитной структурой твердость зависит от размеров, количества и распределения зерен цементита, обладающих высокой твердостью: чем сильнее выражена мелкозернистость текстуры, состоящей из большого числа плотно уложенных мелких зерен, тем выше твердость стали. Медленное охлаждение стали или отжиг при температуре несколько ниже 723 °С приводит к медленному распаду мартенсита, в результате чего возникает перлитная текстура с зернами крупного размера. Более тонкую перлитную текстуру получают, используя большие скорости охлаждения (которые приводят к мартенситу) и последующий отпуск при средней температуре около 400 °С. При более низких видах отпуска, традиционных для коротких клинков, образуется структура, состоящая из мартенсита.
Таблица 7.
Прирост твердости некоторых марок углеродистой стали после криогенной обработки
Марка стали | Количество остаточного аустенита, % | Прирост твердости HRC после криообработки | |
после закалки | после криообработки | ||
У7 | до 5 | до 1 | 0.5 |
У8 | 3-8 | 1-6 | 1.0 |
У9 | 5-12 | 3- 10 | 1 - 1.5 |
Х05 | 15-30 | 2- 14 | 3-7 |
X | 10-28 | 5- 14 | 3-6 |
9ХС | 6-17 | 4-12 | 1.5-2.5 |
ШХ15 | 9-28 | 4- 14 | 3-6 |
6ХГ | 8 | 6 | 1 |
ХВГ | 13-45 | 2-17 | 10 |
При низком отпуске, вследствие частичного выделения из кристаллической решетки мартенсита избыточного углерода в виде высокодисперсных карбидов и уменьшения внутренних напряжений, хрупкость стали несколько снижается, а ее твердость изменяется незначительно. Мартенсит, обедненный углеродом при отпуске, называется мартенситом отпуска и представляет собой уже достаточно работоспособную структуру. Низкому отпуску подвергаются изделия, которые должны быть твердыми и износостойкими: клинки с высокими режущими свойствами. Обычно «мягкий» малоуглеродистый мартенсит придает клинку высокую пластичность и ударную вязкость, а «твердый» высокоуглеродистый - высокую твердость и хрупкость.
При среднем отпуске мартенсит распадается уже полностью на тростит отпуска зернистого строения (кристаллы цементита в нем имеют округлую форму), а внутренние напряжения значительно снижаются. Сталь с такой структурой характеризуется меньшей твердостью, высокой упругостью при повышенной пластичности и ударной вязкости. Поэтому средний отпуск применяют для получения упруговязких изделий - сабли, мечи и пр.
При высоком отпуске получается структура сорбита отпуска зернистого строения, а оставшиеся после закалки внутренние напряжения почти полностью снимаются. Твердость и прочность сорбита отпуска ниже, чем у тростита отпуска, но выше, чем у структур, получаемых после нормализации и, тем более, после отжига. В то же время сорбит отпуска имеет высокую пластичность и очень высокую ударную вязкость. Поэтому высокий отпуск применяют для получения изделий с максимально высокой вязкостью и повышенной прочностью, работающих в условиях высоких статических, динамических и знакопеременных нагрузок.
Таким образом, структура металла клинка достаточно чувствительна к повышенным температурам. По этой причине стоит избегать случаев использования клинка при высокой температуре (к примеру, копаться им в горячих углях) или чрезмерно перегревать его в ходе заточки и ремонта на электроточиле или войлочном круге.
Результатом перегрева может стать резкое падение режущих и прочностных свойств. Сравнительная оценка относительной износостойкости структур в условиях динамического (равномерного) износа показывает достаточно значительную разницу между ними. Наиболее низкой износостойкостью обладает смесь феррита с перлитом, далее следует перлит с цементитом и, в порядке возрастания, мартенсит, аустенит, аустенит с карбидами, аустенит с мартенситом, мартенсит с карбидами. При ударном нагружении картина резко изменяется: так. на высоких удельных значениях энергии удара на первое место по ударной износостойкости выходят перлитные структуры. Наиболее высокая упругая прочность достигается в результате среднего отпуска на тростит. Так, исследования микроструктуры длинных боевых клинков продемонстрировали структуру перлитного типа - сорбит или тростит. А вот исследования изменения кристаллической структуры древних японских клинков показали, что на режущей кромке находится твердый мартенсит отпуска, который на теле клинка переходит в прочный перлит. Большинство современных клинков имеют те же структуры. На отечественных саблях, произведенных из У7Г и ее более качественных аналогов, задана троститная структура. Те же стали, используемые на армейских ножах и кортиках, имеют мартенситную структуру. Вообще инструментальные стали У7, У8, У9А имеют мартенситную структуру. На заэвтектоидных сталях У10А-У13А структура мартенсит плюс избыточные карбиды, вследствие чего они имеют максимальную износостойкость, которая необходима для граверного инструмента и напильников, но на ножах повлечет неуместную хрупкость РК. Аналогичную структуру имеют шарикоподшипниковые стали типа 52100 (отечественный аналог ШХ15) и инструментальная 01 (95Х6ВГ). А вот стали типа L6 имеют малоуглеродистую мартенситную структуру, что в сочетании с легированием никелем придает клинку высокую пластичность, ударную вязкость и хладостойкость. Эти особенности обусловили широкое использование стали L6 на клинках для условий Севера и тяжелых работ.
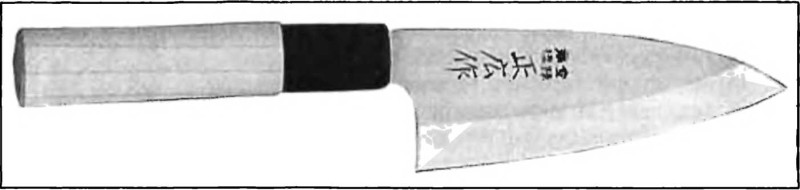
Рис 3. Японский поварской нож Masahiro с клинком из углеродистой стали.
В настоящее время значительный объем недорогих рабочих моделей клинков для ножей производится из углеродистых и низколегированных инструментальных сталей, имеющих мартенситную структуру. Из наиболее распространенных марок следует отметить американские 1095 и 50100, отечественные У8 и 65Г, шведские UHB15LM и UHB17LM, французскую ХС70 и др. Варьированием способов термомеханической обработки на этом классе сталей удается задать нужное сочетание режущих и прочностных свойств для широкого класса клинков - от небольших складных моделей (Opinel, Франция) до сельскохозяйственных мачете (Tramontina, Бразилия). Невысокая стоимость этого класса сталей делает его и сегодня наиболее статистически распространенным клинковым материалом. Основным его недостатком является низкая коррозионная стойкость, которая побудила развивать как направление защитных покрытий, препятствующих разрушительному действию коррозии, так и создавать новый класс сталей, получивший название коррозионностойких.
Таким образом, углеродистая сталь на клинке в зависимости от ее термической обработки содержит следующие фазы: феррит, карбид железа (цементит) и остаточный аустенит. В низколегированной стали встречаются также карбиды легирующих металлов, сложные карбиды и некоторые интерметаллические соединения. Выбирая нужную марку стали и управляя в ходе термомеханической обработки ее структурой, можно изготавливать клинки под значительный спектр задач, акцентируя внимание на основных требованиях, предъявляемых к ним исходя из эксплуатационных соображений. Однако с использованием высоколегированных многокомпонентных сталей поведение клинков начинает серьезно меняться.
Глава 3. Нержавеющая сталь
Наиболее распространенной разновидностью легированных ножевых сталей является нержавеющая сталь. Коррозионная стойкость нержавеющих сталей определяется содержанием хрома. При содержании более 12% хрома на чистой металлической поверхности на воздухе и в окислительных водных электролитах возникает характерное для хромистых сплавов пассивное состояние. Это химическое состояние поверхности связано с образованием на ней субмикроскопического оксидного слоя, состоящего на нержавеющих сталях из оксида хрома, который и обеспечивает им химическую стойкость.
Исследованиями причин интеркристаллитной коррозии нержавеющих сталей установлено, что коррозионная стойкость пропорциональна содержанию хрома, растворенного в твердом растворе (не связанного с углеродом). Когда хром связан только с углеродом в карбид Сr23С6, свободный хром рассчитывается следующим образом:
%Сr св = %Сr общ — 14.54%С
Для используемых в изготовлении ножей мартенситных сталей, у которых основными свойствами являются твердость и прочность (определяемые содержанием углерода), содержание свободного хрома в твердом растворе как раз соответствует нижнему пределу области коррозионной устойчивости. Поэтому для сталей, содержащих 13% Сr, достаточная коррозионная стойкость обеспечивается только в атмосферных условиях или в средах средней агрессивности. Коррозионная стойкость нержавеющих сталей с высокой твердостью и прочностью в сильной степени зависит от структурного состояния, получаемого при термической обработке. Стали для ножей 420 и 440 группы подвергают закалке и низкому отпуску. Эти «ножевые» стали применяются не только для режущего инструмента, но и для игольчатых клапанов, сопел и подшипников качения (благодаря их высокой твердости).
Нержавеющая сталь не столь уж безупречно противостоит коррозии, как считают многие. Она страдает от так называемой «точечной» (питтинговой) коррозии. Эти крошечные поры ржавчины могут покрывать поверхность нержавеющей стали. Основные ее причины - загрязняющие сталь сульфиды, компоненты которых всегда присутствуют в сталелитейном процессе металлургического производства. Они-то и могут приводить к коррозии даже нержавеющие стали во влажных и соленых средах, подобно тем, что расположены вблизи морских побережий. Причиной коррозии являются соединения серы в структуре стали. Эти частицы примеси «высасывают» хром из окружающей стали, создавая области (точки) с пониженным антикоррозионным потенциалом на поверхности нержавейки. Точечная коррозия может разрастаться, проникая в глубину стальной поверхности клинка. Именно поэтому нержавеющая сталь не столь идеальная «нержавейка», как принято считать.
Другим условием коррозионной стойкости является хорошее качество поверхности, получаемое путем шлифования и полирования. Следует учитывать и возможность коррозии под напряжением вследствие обработки поверхности клинка по упрощенным технологиям - микрошлифовки (нанесения штриха) или придания «антибликового» вида дробеструйной обработкой. Вследствие неустраненного поверхностного наклепа и увеличения площади поверхности, негативно влияющего на возможность ухода за ней, такие виды обработки могут существенно повышать риск коррозионного повреждения поверхности клинка.
В отношении сопротивляемости коррозии наиболее благоприятное структурное состояние нержавеющая сталь имеет после закалки и низкого отпуска, так как при этом карбиды переведены в раствор; однако при этом существует опасность трещинообразования. При повышении температуры отпуска выделяются хромистые карбиды, в результате чего твердый раствор обедняется хромом, и коррозионная стойкость стали снижается. Карбидообразующие «наклонности» хрома приводят к тому, что большие количества этого элемента связываются в карбиды, выделяющиеся на границах зерен стали, а сами зерна оказываются бедны хромом и не могут противостоять влиянию кислот и кислорода. Поэтому стараются избегать условий отпуска, приводящих к обеднению приграничных зерен хромом. У сталей этой группы учитывают и выделение карбидов при умягчающем отжиге.
Таблица 8.
Сравнительная микротвердость карбидов железа и хрома
Карбид | Микротвердость при нагрузке 0.5 Н (кН/кв.м) |
Fe,C | 820-869 |
Сг2зС6 | 1600-1700 |
Сг7С3 | 2000-2200 |
Сг3С2 | 2600-2800 |
Для качественных клинков применяются мартенситные нержавеющие стали, закаливаемые на высокую твердость. При этом для улучшения вязкости, которая после закалки, естественно, низка, остается только низкий отпуск для снятия напряжений, обычно в интервале от 200 °С до 300 °С. На высокоуглеродистых сталях типа 440С при такой обработке можно получить твердость от 56 до 61 HRC, что является предпосылкой обеспечения хороших режущих свойств ножей.
Благодаря малой критической скорости закалки стали 420 типа закаливаются на мартенсит при охлаждении на воздухе. Закалку изделий из этих сталей проводят от температур 950...1020 °С, так как только выше этих температур происходит полное растворение в аустените карбидов СгпС». После закалки стали отпускают на требуемую твердость. Так, после закалки сталь 425 имеет твердость 54...56 HRC, после отпуска при 200... 300 °С - 50 HRC, а после отпуска при 600 °С - 32...34 HRC. В интервале 480...520 °С наблюдается существенное снижение пластичности и ударной вязкости сталей из-за развития отпускной хрупкости.
После закалки стали имеют высокую коррозионную стойкость. Отпуск при 200...400°С проводят для снятия внутренних напряжений; он не оказывает влияния на коррозионную стойкость. При отпуске выше 500 °С происходит распад мартенсита на ферритокарбидную смесь и выделение карбидов типа Сг23С6, структура стали становится гетерогенной (неоднородной), ферритная матрица обедняется хромом, коррозионная стойкость резко снижается. Отпуск при более высоких температурах повышает коррозионную стойкость.
Чем больше в стали углерода, тем больше выделяется карбидов хрома и тем сильнее снижается коррозионная стойкость. В связи с этим в практике используют стали с переменным содержанием углерода и хрома: чем выше в стали содержание углерода, тем больше требуется хрома для обеспечения необходимой коррозионной стойкости. Так, если при 0.15 ..0.2% С необходимо 12...14% Сг, то при 0.2...0.4% С-13...15% Сг, при 0. 6...0.8% С - 14...16% Сг и т.д.
Таблица 9.
Приближенный транслятор наиболее распространенных в ножевой индустрии марок коррозионностойких сталей
Группа | США (AIS1) | Германия (DIN Bezcichn./ Wferkst. Nr.) | Россия | Япония | Швеция |
1 | 420 | Х21Cr13/ - | 30X13 | SUS420J1 | 6C27 |
2 | 420mod | X45CrMoV15/ 1.4034 | 40X13 | SUS420J2, AUS4 | 10C29 |
3 | 425mod | Х55СгМо14/1.4110 | 65X13 | AUS6, AUS8 | 12C27, 13C26 |
4 | 440А | - | - | - | AEB-L |
5 | 440В | X89CrMoVI8.1/1.4112 | 95X18ш | - | - |
6 | 440С | Х105СгМо17/ 1.4125 | 110Х18Ш | SUS440C | - |
7 | 154СМ, BG-42 | XI10 CrMoVl5/1.4111 | ATS-34, VG-10, AUS-10,GIN-1, ATS-55 | RWL34, 19C27 |
Если стремятся получить высокие механические свойства, сопоставимые со свойствами высокопрочных конструкционных сталей, то используют стали типа 420, иногда дополнительно легированные небольшим количеством молибдена, после закалки и высокого отпуска (т.е. в улучшенном состоянии). Именно такой вид термообработки присущ декоративному и художественному холодному оружию: его механическая прочность удовлетворительна, но режущие свойства и ударная вязкость крайне невысоки. Ниже комнатной температуры вязкость этих сталей мала.
После закалки наряду с мартенситом в стали практически всегда имеется то или иное количество остаточного аустенита - более мягкой, чем мартенсит, структуры, негативно влияющей на ударную вязкость и прочность РК. В закаленных конструкционных сталях количество аустенита обычно бывает до 3...5% (иногда до 10...15%). в быстрорежущих сталях оно составляет 20...40%, а в высокохромистых сталях (типа 440С) количество остаточного аустенита после закалки может доходить до 50%. Остаточный аустенит в структуре расположен в виде тонких прослоек между кристаллами мартенсита и, следовательно, находится в напряженном состоянии. При отпуске легированных сталей остаточный аустенит может распадаться либо превращаться в мартенсит при охлаждении от температуры отпуска.
Остаточный аустенит может превращаться в мартенсит и при охлаждении сразу же после закалки ниже комнатной температуры. Такое охлаждение производится обычно в твердой углекислоте (-78 °С) либо в жидком азоте (-196 °С). В настоящее время оно присуще обработке высокоуглеродистых коррозионностойких сталей, используемых в изготовлении ножей для улучшения свойств РК. Следует отметить, что резкое помещение сталей в низкотемпературную закалочную среду может привести к развитию скрытых повреждений в теле клинка вследствие «температурного шока». Иногда для полного превращения остаточного аустенита в мартенсит требуется 2...4-кратный отпуск.
В настоящее время именно нержавеющие стали занимают лидирующее место на рынке сырья для производства ножевых клинков. Признанными лидерами в их изготовлении являются шведские корпорации Sandvik АВ и Scana Steel Soderfors АВ (подразделениями которой являются Soderfors Powder АВ и Oamasteel АВ), австрийская Boehler Edelstahl GmbH & Со., шведская Uddeholm АВ, французская Bonpertuis, американские Timken Latrobe Steel и Crucible Materials Corporation, японские Hitachi Metals, Takefu Special Steel Co,, Ltd, Aichi Steel Works и ряд других.
Несколько общих рекомендаций, связанных с выбором на клинок конкретной марки.
1. Оценивать не только уровень изготовления изделия и марку стали, но и самого производителя, в т.ч. и уровень его технологической оснащенности. Современные высокоуглеродистые стали требуют специального оборудования для их термомеханической обработки, а это оборудование отнюдь не из дешевых. Экономия на нем моментально сказывается на свойствах клинка. Такие лидеры в производстве складных ножей с клинками из современных коррозионностойких сталей, как фирмы Benchmade и Kershaw, передают закалку клинков своему субподрядчику - специализированной фирме Stack Metallurgical Services, расположенной на Swan Island. Испанцы из фирмы Nieto производят свои клинки из 440С, которые по режущим свойствам уступают не только аналогам из США и Германии, но даже стали 440А, применяемой SOG, которые достигли весьма недурных результатов в работе с ней.

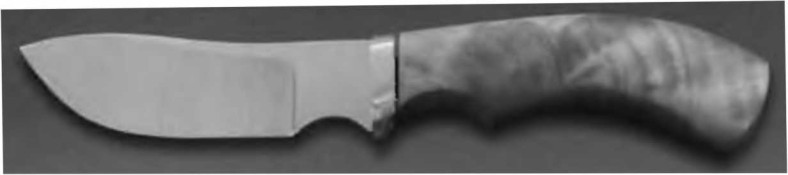
Рис 4. Модель «Егерь» компании «АиР» с клинком из нержавеющей стали 95X18.
2. Проявлять разумный консерватизм. Многие производители в рекламных целях выходят на рынок с новым продуктом, не доведенным до ума, - лишь бы сорвать куш с первых продаж ножей в новой «эксклюзивной» стали. Наглядный пример - компания Spyderco. Первые модели ножей из стали VG-10 (производства Takefu Special Steel Со., Ltd. Япония), закаленные на мощностях их субподрядчика, имели явную склонность к щерблению клинков из-за несовершенной термообработки и сильно уступали появившимся позже моделям от Fallkniven, которые производились из той же стали с иной схемой термообработки в самой Японии. В следующий раз, желая произвести впечатление на клиента, они же вышли на рынок с первой серийной моделью из CPM440V, закаленной на твердость 61-62 HRC. В ответ получили кучу рекламаций и гору поломанных из-за чрезмерной хрупкости клинков. К чести Spyderco следует отметить, что они не только признают свои ошибки, но и исправляют их. У ряда производителей с рекламациями дело обстоит намного хуже, а принимая во внимание специфику России, когда замена брака часто невозможна, лучше семь раз подумать, прежде чем брать сырой продукт. Кроме того, цены на модные современные марки сталей приближают их к драгоценным металлам. Лучше немного подождать: в течение года цена наверняка упадет, а качество, возможно, даже улучшится.
3. Проявлять стойкость. Схема продаж ножей из новых сталей достаточно хорошо отработана: публикации в периодике о новом ножевом материале (которому может быть уже не первый десяток лет), раскрутка у модного мастера-индивидуала, представление на выставке, preproduction run (это то, что идет сейчас перед first production run и первой номерной тысячей) и, наконец, появление в продаже за неприличную цену. Если вы не коллекционер, подождите, пока ажиотаж спадет, а цены станут разумными.
1. Воздерживаться от покупки совсем уж дешевых моделей, произведенных малоизвестными производителями. Вероятность купить качественное изделие «задешево» в привокзальном ларьке, конечно, есть, но она уж очень невелика. Не хотите рисковать - лучше подкопить и приобрести нож, который пусть и будет дороже, но которым будет удобно работать. Излишне говорить, что даже качественная марка стали от известного производителя металла не гарантирует высоких свойств клинку, произведенному с грубыми нарушениями технологии. Также очевидно, что ожидать многого от клинка из анонимной стали, произведенной неизвестно где и кем, тоже не приходится.
2. Не требовать от нержавеющей стали тех свойств, которые достижимы только на углеродистых. Она сопротивляется коррозии - это ее плюс. Минусы - хладноломкость, падение вязкости при низких температурах; хорошая режущая способность, как правило, сочетается с хрупкостью РК и склонностью к трещинообразованию.
3. Понимать ограниченность термина «нержавеющая сталь». Поржаветь может все, в том числе и клинок из высокоуглеродистой хромистой стали. Проявите о нем минимум заботы, и он вам прослужит верой и правдой долгие годы.
Технологии изготовления легированной стали
Исторически наиболее популярными в изготовлении клинков были стали, имеющие минимальное количество примесей (высокочистые стали). Раньше они базировались на особых сырьевых источниках: слава Шеффилда и Золингена во многом определялась качеством высокочистых железных руд, добываемых в Швеции и широко поставляемых в Европу. Это объясняется не только требованиями хороших прочностных свойств, но и необходимостью борьбы с химической коррозией. Преимущественно это атмосферная и солевая коррозия, а также межкристаллитная коррозия, связанная с образованием сегрегаций примесных элементов и микродобавок в стали (Р, Si, В и др.) по границам зерен и выделением избыточных фаз (для нержавеющих сталей - карбидов на основе хрома). Современная технология производства качественных марок сталей заключается в получении полупродукта в сталеплавильном агрегате (дуговой сталеплавильной печи (ДСП) или конверторе) с корректировкой химического состава и удалением неметаллических включений в агрегате печь-ковш. Он представляет собой миниатюрный ДСП: крышка к ковшу имеет электроды для подогрева металла в процессе ввода легирующих элементов специальными дозаторами, а сам ковш продувается аргоном через пористую пробку в днище. В дальнейшем производится вакуумирование для углубленной дегазации и удаления неметаллических включений. При выплавке особочистых сталей и сплавов металл повторно переплавляют в агрегатах ЭШП (электрошлакового переплава), ЭЛП (электролучевого переплава) и др. Так, при переплаве улучшение достигается за счет существенно более кратковременного затвердевания слитка, создающего иную микроструктуру.
Еще один металловедческий способ улучшения структуры состоит во влиянии на распределение карбидов. В прокаливаемых заэвтектических сталях с содержанием углерода 0.7...1.0% и более при медленном застывании области сердцевины слитка имеет место сегрегация крупных карбидов (т.н. первичных карбидов). Это может приводить при окончательном горячем деформировании к образованию заэвтектоидных карбидных ячеек. Диффузионный отжиг при высоких температурах улучшает однородность структуры, но означает одновременно нежелательное увеличение поверхностного обезуглероживания и значительное удорожание.

Компания АиР, нож "Сохатый” - клинок из коррозионностойкой стали 110Х18МШД ЭИ-110), с изображением, выполненным методом химического травления. Рукоять сборная из кожи, с прибором из белого металла.
Компания Южный Крест, модель "Олег Малов” - клинок из коррозионностойкой стали 5X18Ш. Рукоять из дерева (карельская береза) с прибором из желтого металла.

Компания Viking Norway, модель НН071, клинок и рукоять из стали 420-го типа, накладки
из гетинакса.

Нож фирмы United Cutlery, модель UC934 SPECIAL OPS с клинком из стали ATS-34 и рукоятью из нескользящего резинопластика с рифленой поверхностью, закрепленная на хвостовике трубкой из коррозионностойкой стали.

Нож фирмы G.SAKAI, модель KITANO EDGE "ULTIMATE" с ламинированным клинком из сталей ATS-55/ZDP-189/ATS-55, прибором из бронзы и рукоятью из Micarta.

Нож фирмы Rapala. BPSFN7 - модель традиционного филейного ножа, произведена фирмой Marttiini Оу с клинком из коррозионностойкой стали с антифрикционным покрытием, череном из березы и металлическим прибором.

Компания АиР, нож "Клык" - клинок из коррозионностойкой стали 40Х10С2М с изображением, выполненным методом химического травления. Рукоять наборная из кожи, с прибором из текстолита.

Нож фирмы Al Mar Knives - модель Gun Stock 8003/S с клинком из коррозионностойкой стали типа 440С. Накладки из слистого древесного пластика Titanwood на основе ценных сортов древесины украшены декоративным щитком, имитирующим часть гильзы.

Компания Южный Крест, нож "Экспедиционный" - клинок из коррозионностойкой стали 75Х14МФ с покрытием на основе эпоксидной смолы, наборная кожаная рукоять с металлическим прибором.
После придания формы проката в горячем состоянии при охлаждении может образоваться сетка карбидов. С этим явлением традиционно борятся как с крайне нежелательным - его ослабляют рядом специальных мер: снижением окончательной температуры прокатки, быстрым охлаждением проката и пр. Улучшение распределения таких карбидов (т.н. вторичных карбидов) и связанное с этим повышение прочностных свойств является результатом термомеханической обработки. Ячеистость и сетчатость остаются нежелательными неоднородностями, но их нельзя полностью избежать в рамках традиционных способов получения сталей. Оставшиеся после обработки проката первичные карбиды считают неизбежным злом - своеобразными «ловушками» углерода и легирующих элементов, которых будет тем больше, чем больше в стали таких элементов. Поскольку температуры их распада намного выше температур, рекомендуемых для нормализации и закалки, их уже нельзя использовать для улучшения свойств матрицы - они там «навсегда застряли».
Вторая половина 90-х годов XX века ознаменовалась появлением на рынке клинков из многочисленных «суперсталей», полученных по порошковым технологиям из аморфных металлических сплавов. Особенностью современных высокоуглеродистых сталей, полученных по технологии аморфных металлических сплавов, является повышенная прочность и большая износостойкость, особенно в коррозионных средах, где их износостойкость в несколько раз превышает долговечность обычных нержавеющих сталей. Это объясняется более высоким содержанием углерода, равномерным насыщением матрицы вторичными карбидами и меньшей карбидной неоднородностью. Произведенные в США высокоуглеродистые нержавеющие сплавы CPM(T)440V (S90V) и CPM420V (S60V) с содержанием углерода свыше 2% стремительно завоевывают популярность у производителей и потребителей клинков. Сплавы Cowry X (RT-6) и ZDP-189 с содержанием углерода около 3%, Cowry Y (СР-4) -1.2% углерода (Япония) и UHB Elmax с 1.7% углерода (Швеция) также постепенно утверждаются на мировом рынке. Производители ножей подогревали интерес к этому феномену, всячески подчеркивая тот факт, что, в отличие от «героев вчерашних дней», новые сплавы имеют комплекс уникальных свойств и являются радикальным прорывом в технологиях изготовления стали. Столкновение новых сталей с суровой правдой жизни и не менее суровыми условиями эксплуатации внесло некоторые коррективы в заказные статьи и рекламные анонсы. Итак, по прошествии более чем пяти лет, можно подвести первые итоги.
Порошковые стали
Одной из тенденций второй половины XX века в производстве авторских и малосерийных моделей стал переход с традиционных клинковых материалов - низкоуглеродистых нержавеющих и инструментальных сталей - на сложнолегированные хромистые стали с высоким содержанием углерода. Наиболее известной маркой того времени являлась подшипниковая сталь 440С, которая ходила в явных фаворитах вплоть до начала 90-х годов. К этому времени и пользователям, и производителям стали ясны естественные ограничения в использовании клинков из этого материала, закаленного до твердости 56-61 HRC. Значительный разброс процентного состава затруднял правильную термообработку, а неоднородность структуры обуславливала склонность режущих кромок к сколу и скромные антикоррозионные свойства. На повестке дня встал поиск нового материала, который, сохраняя основные достоинства 4400, был бы лишен ее основных недостатков.

Рис 5. Технологическая схема получения аморфных металлических сплавов.
Создание подобной стали - большое искусство, так как для задания необходимого комплекса свойств в ее состав должны входить различные компоненты, работающие согласованно и гармонично. Сложность «конструирования» новой сложнолегированной стали заключается в том, что у компонентов разные температуры плавления, химические свойства, плотность. Входе плавки удается управлять множеством конкурирующих процессов, используя вакуум или защитные атмосферы, флюсы, разделяя плавку на этапы, но при кристаллизации единственный способ воздействия на структуру - регулировать режим охлаждения. А ведь именно при охлаждении стали ее компоненты в полной мере проявляют свой «несговорчивый» характер. Одни упрямо не хотят растворяться в общей массе сплава и выделяются прослойками, другие впитывают загрязнения и примеси, образуя стойкие и вредные соединения, третьи кристаллизуются в слишком крупные или слишком мелкие зерна, нарушая структурную однородность сплава. А неоднородности - это потенциальные источники повреждений: сколов, трещин, коррозионных пятен. И чем больше компонентов, тем больше подобных проблем, побороть которые до конца невозможно в силу самой кристаллической природы металла. Даже максимально очистив сталь от примесей и включений путем использования таких методов, как электрошлаковый, вакуумно-дуговой и электроннолучевой переплав, а также добившись ее однородности путем расплава, производитель не может рассчитывать на высокую внутреннюю однородность готового продукта. При остывании слитка возникает фронт кристаллизации, вновь делающий полученную сталь неоднородной. Это происходит потому, что при затвердевании стали образуются центры кристаллизации, из которых начинается активный рост кристаллов. Кристаллы растут по всему объему в разных направлениях, образуя микрообласти и вытесняя к своим границам иные фазы и примеси. При встрече таких областей и образуется различимая глазом зернистая структура, наблюдаемая, например, на изломе.
А если учесть, что сегодня в режущих инструментах широко используются стали, насыщенные для повышения их рабочих характеристик дополнительными элементами (т.н. легированные), то задание однородности становится еще более сложным. К примеру, создание столь модной нержавеющей стали требует введения в раствор 13- 18% хрома, который при охлаждении слитка создает собственную фазу и норовит коагулировать. На какие только технические ухищрения не идут, чтобы подавить появление нежелательной неоднородности! Тут и снижение температуры прокатки, быстрое охлаждение, и другие, достаточно сложные и дорогие, мероприятия. Однако до конца победить неоднородности стали все равно не выходило.
Поскольку только атомы расплавленного металла не имеют фиксированного положения в пространстве, то давно возникла идея «заморозить» (путем очень быстрого охлаждения) беспорядочное расположение атомов, характерное для жидкости. Чтобы обмануть природу, технологам пришлось идти на ухищрения. Четверть века назад в ходе экспериментов по быстрому охлаждению металлических расплавов было установлено, что в некоторых случаях кристаллическая решетка в металле вообще отсутствует, а расположение атомов характерно для бесструктурного, аморфного тела. Чтобы опередить кристаллизацию в металлах, необходимы громадные скорости охлаждения - 104-106 град/с и достаточное количество элементов-аморфизаторов. Аморфизаторами являются неметаллы: кремний и углерод. При этом кристаллизации не происходит, так как за столь короткое время атомы не успевают переместиться на расстояние, которое позволило бы им сформировать кристаллическую решетку. Полученные таким образом металлы и сплавы с беспорядочным расположением атомов стали называть аморфными металлическими стеклами, по аналогии, которая существует между неупорядоченной структурой металлического сплава и неорганическим стеклом.
Их изготовление основывается на распылении струи газом или жидкостью, центрифугировании струи, сверхбыстром охлаждении из газовой среды и др. Использование этих методов позволяет получать ленту различной ширины и толщины, проволоку и порошки. Именно порошки являются основой в производстве сырья для будущих клинков. В дальнейшем порошки спекаются в экструдере для получения заготовок, а далее полученная сталь обрабатывается по традиционным технологиям, отправляясь к потребителям в форме прутка или проката (см. рис. 5).
Аморфные металлические сплавы (металлические стекла) представляют собою жидкоподобные соединения в твердом состоянии, одним из характерных свойств которых является отсутствие дальнего порядка в расположении атомов - они расположены хаотически. Обработав традиционными способами таксе сырье, изначально имеющее «идеальную» структуру, можно получать на готовых изделиях более высокую (в сравнении с аналогами, полученными по традиционным схемам) прочность, коррозионную и радиационную стойкость за счет полной структурной и химической однородности сплава.
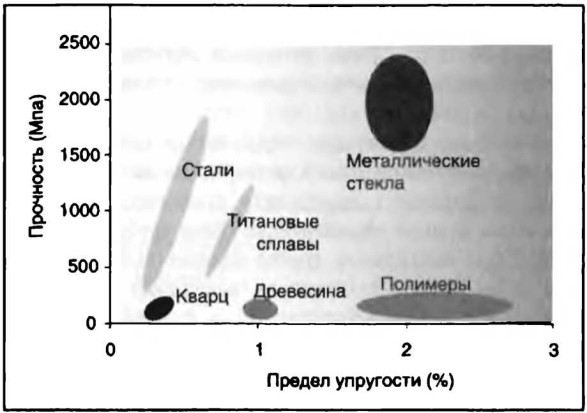
Рис 6. Типичные для современных материалов пределы прочности и упругости. Характеристики металлических стекол выглядят весьма эффектно.
Главное достоинство нового материала заключается в том, что в нем прекрасно «уживаются» все необходимые компоненты. При сверхбыстром охлаждении сплав затвердевает, прежде чем компоненты-антагонисты успевают проявить свой антагонизм. При этом они попадают в термодинамически неравновесное состояние, т.е. не очень стабильны и кристаллизуются со временем или под действием внешних факторов. Это одна из основных проблем, ограничивающих их применение. Однако при изготовлении клинков такой материал - лишь исходное сырье для создания улучшенных сталей и сплавов. Далее его подвергают термообработке, возвращающей его в стабильное состояние и приводящей к кристаллизации, но уже без тех негативных процессов, которыми сопровождается традиционная кристаллизация после плавки. В результате прочность и износостойкость металла, полученного по такой технологии, намного превышает аналоги, имеющие сходный процентный состав, но выработанные по традиционным технологиям. Другое важнейшее преимущество - их высокая коррозионная стойкость, которая определяется равномерностью концентрации хрома.
После того как прошла первоначальная эйфория от долгожданной победы, начались подсчеты: а сколько стоит такой материал? Оказывается, довольно дорого. Мечты разработчиков новых технологий о том, что крупное промышленное производство массово ринется переходить на новые материалы, не спешили сбываться. И тут искавшие новые рынки сбыта производители новых металлов и ищущие новых материалов ножовщики, что называется, нашли друг друга. Следует отметить, что зарубежные сталепроизводящие гиганты совершенно лишены присущего их российским коллегам снобизма, связанного с нежеланием работать с мелкими клиентами и небольшими партиями. Более того, поняв перспективы рынка, многие из них быстро включили в ассортимент весьма привлекательные для ножевой отрасли виды сталей, а также всемерно поощряли энтузиастов, экспериментировавших с новыми металлами. Посредством использования новых технологий оказалось возможным создать стали с содержанием углерода 2% и даже 3%, скачкообразно повысив их износостойкость. Обычные технологии превратили бы такой материал в хрупкий и нефункциональный чугун. Казалось, забрезжила новая веха - прочный коррозионностойкий стальной клинок, который по износостойкости не уступает металлокерамике. В результате уже в середине 90-х на сталь CPM440V обратили внимание сразу две крупные фирмы, Kershaw и Spyderco, применив на своих складных моделях.

Рис 7. «Полуавтомат» - модель «Random Task» от Kershaw с клинком из стали CPM440V
Однако стали с 2% углерода и более на ножах пользовательской группы себя зарекомендовали весьма неоднозначно. В качестве режущих инструментов для аккуратной работы они оказались весьма недурны, но, одновременно, потребовали высокой аккуратности при работе на разумных углах заточки. После выпуска первых же пробных партий в технологию были внесены доработки. Так, Spyderco, под влиянием нареканий потребителей на чрезмерную хрупкость и сложность в заточке, снизили величину твердости клинков из CPM440V с 60-61 HRC до 56-57 HRC, а в дальнейшем вообще перешли на новый материал - S30V с количеством углерода менее 1.5%, обладающий повышенной прочностью. В какой-то степени такой переход можно характеризовать как дань уважения «продвинутым» пользователям, открывающим ножом консервы и использующим клинок в качестве отвертки. Таким образом, упругость режущих кромок из высокоуглеродистых нержавеющих сталей, с содержанием углерода 2% и выше, оказалась их ахиллесовой пятой. Требования рынка к улучшению прочностных свойств режущих кромок - наиболее нагруженных частей клинка - вызвало постепенный переход к новым материалам, содержание углерода в которых снизилось до 1%-1.5%. В США это была сталь S30V, в Японии - Cowry Y, Европе - RWL34. Фирма «Южный Крест» также внесла свою лепту во внедрение новых технологий, произведя серию экспериментальных моделей из отечественной стали РОМ2ФЗС-МП (новое обозначение ТСП-38, производства ОАО «Электросталь»). Такие материалы существенно превосходят по прочности, износостойкости и коррозионной стойкости и 440С, и ATS-34, и 154СМ, но воплощение вожделенной мечты отдельных любителей о режущем стекло и рубящем гвозди нержавеющем клинке, который можно точить раз в полгода, похоже, вновь отодвинулось на неопределенное время.
Стали с содержанием углерода 2-3% , закаленные до твердости 64-67 HRC, пока нашли ограниченное распространение лишь в Японии, у таких производителей дорогостоящих моделей, как Hattory и Kitano Edge. Аккуратность и культура работы клинком в Японии - составная часть национального характера. А дополнительной гарантией, сулящей такому клинку долгую и счастливую жизнь, является немалая цена, переводящая их из ранга высококачественных ножей в предмет долгосрочных инвестиций.
Таблица 10.
Сравнительные свойства популярных ножевых сталей 440С, 154СМ и металлического стекла СРМ S30V (по данным Crusible Materials Corporation)
Марка стали | Состав стали, % | |||
Углерод | Хром | Молибден | Ванадий | |
440С | 1.10 | 18.00 | 0.75 | - |
154СМ | 1.05 | 14.00 | 4.00 | - |
CPMS30V | 1.45 | 14.00 | 2.00 | 4.00 |
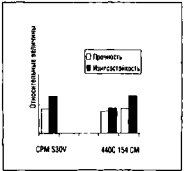
Рис. 8. Прочность и износостойкость.
Таблица 11.
Стойкость режущей кромки (тест на оборудовании CATRA, за 100% взяты показатели износостойкости 440С)
Марка стали | % |
440С | 100 |
154СМ | 120 |
СРМ S30V | 145 |
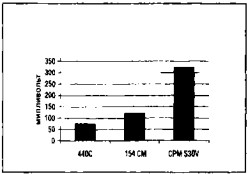
Рис. 9. Стойкость к действию питтинговой коррозии.
Таблица 12.
Ударная вязкость (Шарпи-тест при закалке на твердость 58 HRC)
Марка стали | Ударная вязкость (футов на фунт) | |
Продольная | Продольная | |
440С | 25.0 - 28.0 | 2.5-3.0 |
154СМ | 25.0-28.0 | Данные отсутствуют |
СРМ S30V | 25.0 - 28.0 | 25.0 - 28.0 |
Таблица 13.
Наиболее популярные марки специальных коррозионностойких сталей, используемых в изготовлении клинков
Марка | c. % | Mn, % | Cr, % | Si. % | Mo, % | v. % | Область применения | Производитель |
CPMttOV (MOV) | 230 | 0.40 | 14.0 | 1.00 | 9.00 | Износостойкие ножевые клинки, жаростойкие и кислотостойкие формы для химической промышленности | Crucible Materials Corporation (США) | |
CPM440V (S60V) | 2.15- 2.20 | 0.40- 0.50 | 17.0-17.5 | 0.50 | 0.40 | 5.75 | ||
СРМ S30V | 1.45 | - | 14.0 | - | 2.00 | 4.00 | ||
Cowiyx (W*> | 3.00 | - | 20.0 | - | 1.00 | 0.30 | Износостойкие ножевые клинки | Daido Steel (Япония) |
Cowry Y (CP-4) | 1.20 | - | 14.0 | - | 3.00 | 1.00 | ||
ZDP-IW | 3.00 | - | 20.0 | - | 1.00 | 0.30 | Hitachi Metals (Япония) | |
ELMAX | 1.70 | 0.30 | 18.0 | 0.80 | 1.00 | 3.00 | Износостойкие ножевые клинки, жаростойкие и кислотостойкие формы для химической промышленности | Uddeholtn AG (Швеци-Австрия) |
VMi4 | 1.50 | 0.40 | 8.0 | 1.00 | 1.50 | 4.00 | Штампы, ножевые клинки | Uddeholm AG (Швсция- Австрия) |
2.90 | 0.50 | 14.0 | 1.00 | 1.50 | 9.80 | Штампы, клинки промышленных ножей | Uddeholm AG (Швешн- Аастрия) | |
KWL34 | 1.05 | 0.50 | 14.0 | 0.50 | 4.00 | 010 | Детали теплостойких и коррозионностойких подшипников | Scana Steel Soderfon AG (Швеция) |
жаростойкие и кислотостойкие формы для химической промышленности VMi4 1.50 0.40 8.0 1.00 1.50 4.00 Штампы, ножевые клинки Uddeholm AG (Швсция-Австрия) 2.90 0.50 14.0 1.00 1.50 9.80 Штампы, клинки промышленных ножей Uddeholm AG (Швеция-Австрия) KWL34 1.05 0.50 14.0 0.50 4.00 010 Детали теплостойких и коррозионностойких подшипников Scana Steel Soderfon AG (Швеция) 
Рис. 11. Схема кристаллизации металла в булатном слитке.
Но, в отличие от зонной плавки, примесям и иным фазам в слитке, ограниченном закрытым сосудом, деваться некуда, и они оказываются «запертыми» между пронизавшими слиток насквозь нитями кристаллического железа. Подвижность атомов железа в разогретом слитке весьма высока, что и позволяет им строить нитевидные образования. А вот атомы углерода, кислорода, серы и фосфора менее подвижны, поэтому при постепенном охлаждении и кристаллизации какая-то их часть захватывается железом, и на нитях образуется своеобразное упрочняющее углеродистое «покрытие». Важную роль в правильном образовании нитей и покрытии их углеродом играют и небольшие добавки (до 0.03%) легирующих элементов - ванадия, молибдена и ряда других. При этом «вредные» с точки зрения классического металловедения примеси могут тоже улучшать свойства полученного материала. Другая часть примесей размещается между нитями, образуя достаточно однородную (в пределах микрообъемов) сталь - раствор углерода в железе.
При дальнейшем остывании слитка внутри него возникают колоссальные внутренние напряжения, величины которых столь значительны, что на нитях могут осаждаться алмазоподобные соединения углерода. Одновременно те же нагрузки деформируют микроучастки стали между нитями, разрушая ее кристаллическую структуру и приводя к образованию микрообластей, имеющих... хаотическое аморфное строение. При этом общая плотность булатов оказывается на несколько процентов больше плотности кристаллических аналогов.
Таким образом, булат удивительным образом сочетает в себе древние прообразы будущих нанотехнологий и современных аморфных металлических сплавов: очень твердое углеродистое волокно, расположенное в высокопрочной стальной матрице. Неудивительно, что секрет булата так долго не давался исследователям. Сам слиток при окончательном остывании образует композиционную структуру, в которой количество углерода плавно изменяется от внешних слоев к внутренним. При травлении торцевого среза слитка реактивами эти зоны можно легко отличить визуально за счет сильной контрастности по цвету, позволяющей даже неопытным взглядом увидеть волокна и приблизительно оценить распределение углерода по объему слитка: области и участки, обогащенные углеродом, будут выглядеть более яркими. Это отдаленно напоминает естественный природный композит -годовые кольца на спиле ствола дерева.
Получить такую структуру было делом очень непростым - помимо опыта, наблюдательности и интуиции требовалось и просто везение в подборе сырья. Однако и изготовление клинка требовало от кузнеца опыта и умения. Если сделать из такого слитка клинок путем обычной ковки в одном направлении, то его свойства будут чрезвычайно низкими. Если ковать при слишком низких температурах, слиток рассыплется, а если при очень высоких, то труд металлурга пойдет насмарку, т.к. бережно выращенная структура будет испорчена. Надо правильно использовать композиционную природу булата: если дерево вдоль волокон режется легко, а поперек - плохо, то похожими свойствами должен обладать и слиток. Необходимо расковать его так, чтобы волокна структуры булата плавно «обтекали» контуры изделия. Если это длинный упругий клинок, то волокна должны быть направлены вдоль клинка, причем чем больше переплести волокна при ковке, тем более стойкие и прочные изделия можно получить. Если это короткий резак, то волокна лучше направить поперек. Поэтому именно по форме узоров древнего булатного клинка можно было судить о его свойствах. Булатный слиток ковали не в длину, а начиная с одного конца, пока не расплющивали на диск. Этот диск разрезали по спирали, полученные округлые полосы выравнивали и лишь потом ковали легендарные клинки. Неудивительно, что лучшие из них стоили так дорого - их производство было сродни магии и искусству, так как включало в себя множество случайных факторов, крайне сложных с точки зрения возможности управления им.

Рис. 12. Фрагмент булатного клинка с дополнительным переплетением волокна (светлые линии), получившим название «лестница Магомета».
Таким образом, булат - это не загадочная суперсталь, а особое сочетание компонентов железа (прочная стальная матрица и пронизывающие ее твердые волокнистые структуры), обеспечивающие новые качества, не присущие каждому из компонентов отдельно. Применительно к клинку это выражалось в высокой прочности и упругости тела клика при значительной твердости и хорошей режущей способности выходящих на лезвие обогащенных углеродом волокон. Это парадоксальное сочетание и поражало исследователей прошлого, привыкших к тому, что сталь может быть либо очень твердой и поэтому хрупкой, либо вязкой и прочной, но не очень хорошо держащей заточку. На лезвии булатного клинка за счет выхода обогащенных углеродом волокон образовывалась специфическая микропила, весьма эффективно справлявшаяся с резкой волокнистых материалов, в том числе и с человеческой плотью.
Казалось бы, история вынесла свой приговор булату. Примитивность оборудования и технологий древности делала целесообразным и рентабельным изготовление именно неоднородной, «композиционной» стали на ранних этапах развития металлургии. В основе этого процесса, видимо, лежал колоссальный практический опыт, наработанный древними металлургами при литье бронзового оружия. В процессе совершенствования технологий, вызванных повышенным спросом на металл, появилось высокопроизводительное оборудование, а штучная ручная работа и искусство мастера- частника стало уступать место инженерной науке, ориентированной на количество. Всякая неоднородность стали считалась браком, и про булат на долгие годы забыли: штучный дорогостоящий продукт не выдержал конкуренции с более дешевым и массовым промышленным продуктом.
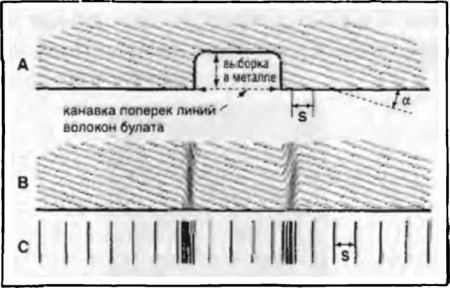
Рис. 13. Механизм развития узора «лестница»: А - продольный разрез клинка (где альфа - угол выхода на поверхность обогащенных углеродом волокон, s - расстояние между ними), поверхность которого насекается или надрезается, а затем проковывается. В результате низ выемки поднимается к верхним слоям (В), а на поверхности клинка формируется пара дополнительных искажений (С).
Тем не менее, перспективность металлических композитов в последние годы стала очевидна. С прорывом человечества в космос композиционные материалы на основе никеля, кобальта, тантала и ниобия, используемые для деталей газотурбинных двигателей самолетов и ракет, убедительно доказали этот тезис. Первые образцы таких материалов на основе железа, изготовленные для нужд промышленности, появились еще в начале XX века, однако их серьезное исследование началось лишь в середине 70- х годов. Уже сегодня российские и зарубежные исследователи достигли весьма впечатляющих успехов в изготовлении металлических композитов - булатов. Слабость теоретических представлений о сути процессов, происходящих в булатах, еще не позволяет достигать стабильного результата, и выход брака даже у лучших современных изготовителей литой узорчатой стали достигает 30% и более. Но уже сегодня исследователи говорят не столько о поиске неких утраченных сокровенных тайн, сколько о «конструировании» булатов - создании различных его разновидностей под широкий спектр задач.
Перспективны ли такие композиты? Оглянитесь вокруг - сама природа подсказывает ответ. Миллионы лет эволюции привели к тому, что композиционные материалы безусловно утвердились во всех механических биоконструкциях, начиная от строения растений и кончая костями скелета млекопитающих. Широкое применение композиционных сталей позволит резко снизить расход металла, а следовательно, и уменьшить вес механизмов будущего, одновременно увеличив их прочность. Очень может быть, что следующий виток научно-технического прогресса будет связан с массовым переходом от однородных металлических конструкций к композитам, когда на смену тяжелым, энергоемким машинам придут легкие и экономичные устройства. Вероятно, именно это и имел в виду русский ученый Д.К. Чернов, говоривший, что лучшая сталь, когда-либо выплавляемая в мире, - это булат: понятия «композиционные материалы» в XIX веке еще не существовало.
Глава 4. Как трибологи посрамили прочнистов
В то время, как прочнисты продолжали упорно придерживаться версии о твердости стали как основе ее износостойкости, появился новый раздел науки, имеющий дело непосредственно с износостойкостью. Он изучал пары трения и их износ, и поэтому получил название «трибология». В ходе развития таких направлений, как изучение механического, молекулярно-механического и коррозионно-механического изнашивания, особое внимание было уделено таким видам механического износа, как абразивное и ударно-абразивное. В результате огромного накопленного статистического материала было установлено, что твердость - это лишь один из компонентов комплексного критерия оценки износостойкости, который необходимо изучать по классам сталей, с учетом их структурных особенностей. Как же ведут себя РК наиболее популярных коррозионностойких сталей при резе?

Рис. 14. Режущая кромка ножа из углеродистой стали (увеличено в 1400 раз).

Рис. 15. Режущая кромка ножа из коррозионностойкой стали типа 425.

Рис. 16. Режущая кромка ножа из коррозионностойкой стали типа 440С.
Наиболее широко используется традиционный способ термомеханического задания их режущих свойств на основе измельчения зерна и формирования мартенситной микроструктуры. При этом режущие свойства формируются двояко; как и в обычных сталях за счет твердого цементита Fe3C (см. рис. 5), так и за счет образования вторичных карбидов (см. рис. 6 и 7). Другая сторона этого процесса - обеднение стали углеродом и храмом. Если на сталях с общим содержанием 0.6%С и 13...14%Сr (425 типа) на вторичные карбиды приходится всего 0.1...0.2%С и 1.5...2%Сг, то на нержавеющих сталях типа 440С эти потери возрастают в несколько раз, что незамедлительно сказывается на коррозионной стойкости и прочности. До недавнего времени удавалось достаточно эффективно контролировать рост и равномерность насыщения матрицы карбидами в коррозионностойких сталях традиционного изготовления с содержанием углерода 0.6-0.65% и хрома 13-14% (типа 425 - см. рис. 6), которая вплоть до начала 90- х рассматривалась как «эталонная» для производства клинков ножей. Более низкое процентное содержание этих элементов ведет к неравномерности насыщения матрицы карбидами и обеднению углеродом мартенсита, как это происходит в сталях 420 типа. Стали типа 440С, наоборот, скачкообразно увеличивают механическую износостойкость при резе по причине большого количества неоднородных крупных карбидов, но сопротивляемость коррозии падает в сравнении с 420 и 425 в 2-3 раза. Кроме того, неоднородные карбиды склонны выкрашиваться в лезвийной части в ходе резки и заточки, но особенно - при ударных нагрузках, что также ограничивает область применения клинков из этой стали. Высокая износостойкость серьезно усложняет восстановление режущей кромки, что и предопределило имеющий место спрос на абразивный инструмент для точки ножей на основе корунда и алмазов при падении спроса на натуральные камни. Наличие значительного числа карбидов диктует и весьма противоречивые требования к свойствам матрицы. С одной стороны, она не должна быть слишком пластичной и вязкой с тем, чтобы РК небольшой толщины не деформировалась в ходе реза. С другой стороны, чрезмерная ее твердость и хрупкость ведет к выкрашиванию целых участков лезвия с карбидами даже при равномерном износе, характеризующем обычный рез, не говоря об ударной нагрузке.
С развитием технологий получения металла и средств термомеханической обработки количество углерода в коррозионностойкой стали удалось увеличить до 2% и более, оставив количество хрома на уровне 13-15%. Это, в свою очередь, позволило резко увеличить износостойкость РК без существенной деградации антикоррозионных и прочностных свойств.
Таблица 14.
Наиболее популярные коррозионностойкие стали повышенной износостойкости
Марка | Химический состав стали, % | ||||||||
С | Mn | Сг | Si | Mo | V | Co | Cu | Ni | |
VC10 | 0.95-1.05 | 0.05 | 14.50- 15.50 | 0.60 | 0.90-1.20 | 0.10-0.30 | 1.30- 1.50 | - | - |
AUS-И | 0.70-0.75 | 0.50 | 13.00- 14.50 | 1.00 | 0.10-0.30 | 0.10-0.26 | - | - | 0.49 |
AUS-IO | 0.95-1.10 | 0.50 | 13.00- 14.50 | 1.00 | 0.10-0.31 | 0.10-0.27 | - | - | 0.49 |
ATS-55 | 1 00 | 0.50 | 14.00 | 0.40 | 1.00 | - | 0.40 | 0.20 | 0.20 |
MBS-26 | 0.85-1.00 | 0.30- 0.60 | 13.00- 15.00 | 0.65 | 0.15-0.25 | 0.30 | - | - | - |
MRS-ЗО | 1.12 | 0.50 | 14.00 | 1.00 | 0.60 | 0.25 | - | . | - |
GIN-l | 0.90 | 0.60 | 15.50 | 0.37 | . | . | . | . | . |
Cowry Y | 1.20 | - | 14.00 | . | 3.00 | 1.00 | . | - | - |
BG-42 | 115 | 0.50 | 14.50 | 0.30 | 4.00 | 1.20 | . | . | |
CPM420V | 2.30 | - | 13.00 | - | 1.00 | 9.00 | - | - | - |
Характерной чертой сталей типа 440С является отличная износостойкость РК при закалке на твердость 59-61 HRC. К сожалению, она сочетается с ее повышенной хрупкостью и склонностью к выщербливанию при изгибных и ударных нагрузках. Проблему хрупкости можно решить путем снижения твердости до 56-58 HRC, но это, в свою очередь, негативно сказывается на режущих свойствах, вероятно, по причине падения прочности сцепления карбидов с матрицей на РК. По некоторым данным их ухудшение может составлять 10-25%. Одним из способов решения этой проблемы стало производство клинков высокой твердости, повышенную хрупкость которых было призвано компенсировать увеличение толщины клинка и РК. К примеру, если на складных ножах с длиной клинка 70-90 мм из углеродистой стали его толщина составляла 1-2 мм, то на высокоуглеродистой нержавеющей стали этот параметр сегодня вырос в 1.5-2 раза.

Рис. 17 Сравнительные свойства наиболее популярных марок коррозионностойких сталей.
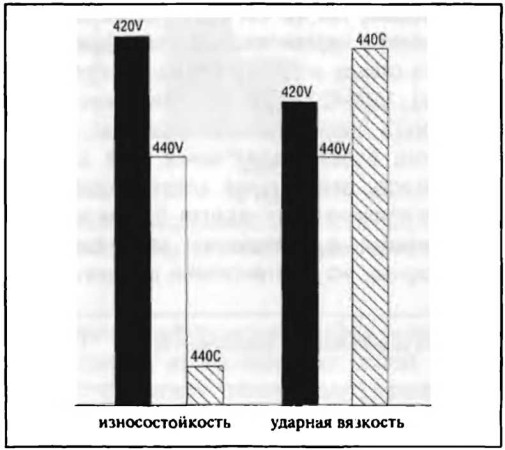
Рис. 18. Прочностные характеристики высокоуглеродистых коррозионностойких сталей - 440С, CPM440V и CPM420V.
Таким образом, понятие износостойкости РК клинков из коррозионностойких сталей чем-то сходно с понятием износостойкости абразивных инструментов. Износостойкость РК характеризуется не только механической прочностью РК, но и прочностью связки матрицей абразивных частиц (избыточного цементита и карбидов), являющихся своеобразным «микрозубом» при резе, а также их распределение, однородность и количество. Поэтому, используя выделения на лезвии твердых карбидов, можно изготовить гибкие и упругие клинки с хорошей износостойкостью РК. И отличной коррозионной стойкостью, примером чему является сталь Н1.
Содержание углерода в этой хром-никелевой стали составляет всего 0.12%, то есть она резать не должна вообще. Однако за счет использования механизмов карбидного упрочнения, холодной деформации и старения клинки из такой стали режут на уровне 420, являясь одновременно практически нержавеющими.
Микро- и макроструктура оказывает решающее влияние на режущие свойства и стойкость РК клинка, а также на характер его изнашивания в процессе резания. Если прочность закрепления режущих частиц и структур в матрице стали окажется ниже прочности самой режущей структуры «микрозуба» («вязкий клинок»), то изнашивание происходит вследствие выкрашивания «микрозуба», и РК работает в режиме самозатачивания. Если же прочность «микрозуба» окажется ниже прочности его закрепления в матрице («сухой клинок»), то изнашивание будет протекать частично за счет хрупкого разрушения, скалывания «микрозубьев» и частично за счет их стирания с образованием площадок механического износа на РК.
Высокая износостойкость сталей 440 типа подтолкнула производителей на остроумный ход: создание на режущей кромке зубчатого профиля, обеспечивающего возможность длительного пользования ножом без его подточки за счет износостойких макрозубов. Очевидными недостатками пресловутого серрейтора являются сложность подточки, большее прилагаемое усилие при резке, неровная линия среза.
Большое значение имеет и распределение карбидов внутри матрицы - неравномерное насыщение матрицы карбидами, так же как и карбидная неоднородность (различие размеров карбидов), вызывает и неравномерный износ режущей кромки. Внедрение технологий металлического стекла отчасти решило эту проблему. Ма американских сталях CPM(T)440V (S90V), CPM420V (S60V) и японских CowryX с содержанием углерода 2.2-3% достигнуто равномерное насыщение матрицы однородными карбидами, причем намного более эффективное, чем в сталях 440 класса. Но великолепная износостойкость этих сталей сопровождалась резким снижением прочностных свойств РК по причине охрупчивания. Вязкая матрица, «перегруженная» равномерно распределенными однородными карбидами, подчас просто не выдерживает не только ударных, но и интенсивных динамических нагрузок.

Рис. 19. Ударная вязкость хромистых сталей с различной ТО.
В достаточно короткие сроки на основе сталей 425 типа была разработана целая группа специальных сталей с повышенным содержанием углерода (до 1.05-1.15%), не имеющих иного назначения, чем ножевое производство (см. табл. 7). К главному их достоинству следует отнести очень неплохое сочетание высокой коррозионной стойкости, прочности и износостойкости РК - динамической и ударной. Кроме того, на них заданы более жесткие рамки по процентному составу элементов. Если 440С допускает их серьезный разброс (например, углерода в 0.25% - от 0.95% до 1.20%), то новые стали типа ATS-55, VG-10, AUS-10 и пр. имеют более жесткие рамки нормирования процентного состава - от 0.05% до 0.1%. Это позволяет не только достаточно быстро подобрать оптимальный режим термообработки независимо от партии материала, но и гарантирует высокую стабильность конечного результата.

Рис. 20. Сравнительные характеристики популярных коррозионностойких сталей, используемых в изготовлении клинков.
Развитие технологии вакуумной диффузионной сварки позволило разработать способы изготовления сварочных пакетов из нержавеющих сталей. Фирмы Helle (Норвегия) и Cold Steel (США-Япония) предлагают трехслойные клинки, где на режущую кромку выходит высокоуглеродистая коррозионностойкая сталь, упрочненная обкладками из низкоуглеродистой нержавеющей стали. Такие производители, как Damasteel АВ (Швеция), на основе технологий экструзии предлагают коррозионностойкий многослойный пакет - нержавеющую дамасскую сталь.
Сегодня большинство серийных производителей работают с уже хорошо зарекомендовавшими себя марками коррозионностойких сталей, а новый сортамент, появившийся в последние годы (AUS-10, ATS-55, VG-10, MRS-30 (Япония) и BG-42 (США)), фактически повторяет с теми или иными улучшениями уже известную ATS-34. Примечательно и то, что такие марки сталей, как ATS-55 и VG-10, уже не имеют «двойного назначения» - они разрабатывались именно в качестве ножевых.
Одним из наиболее известных примеров изготовления композиционного материала повышенной износостойкости являются клинки из «дендритной стали 440С», производимые американцем Дэвидом Бае серийно. Путем фасонного литья и постепенного остывания заготовок внутри изложницы со сложной внутренней древовидной формой в клинках формируется кристаллическая хром-карбидная структура. Кристаллы разрастаются в виде специфических ветвеобразных отростков, напоминающих деревья (отсюда и название - Dendro, от греч. «древесный»). С остыванием стали начинается формирование структуры дендритных кристаллов внутри клинков. Изложницу разбивают, получившиеся клинки вырезают из древовидной отливки, зачищают, отжигают и выправляют форму. На этих отливках прослеживается четкая крупнозернистая структура и формации дендритных кристаллов, которые обычно рассматриваются производителем клинков по традиционным технологиям как брак. На этой стадии и Бае производит выбраковку клинков по собственным критериям, после чего на специальном падающем молоте производится низкотемпературная ковка для измельчения и улучшения структуры.
Рис. 21. Модель от David Boye Knives из дендритной стали 440С.

Рис. 22. Литьевые технологии позволяют использовать оригинальные способы украшения клинка и нанесения клейм. Клинок складной модели от David Boye Knives.
При этом удается получить кристаллическую хром-карбидную древовидную структуру, близкую по свойствам к легендарным булатам: износостойкость РК клинка резко возрастает - в 3-10 раз в сравнении с аналогичной 440С, полученной традиционным способом. По результатам тестов (резка картона, полипропиленовой веревки и дюймовой манильской пеньки) был сформулирован вывод о превосходстве режущих свойств дендритной стали над клинками, полученными по традиционной технологии, при одинаковой их геометрии. «В ходе одного из тестов я сделал 3000 резов дюймовой пеньки в течение 15 часов без подзаточки и правки. После чего за минуту наточил клинок на маленьком керамическом бруске», - отмечал мастер.
Парадокс заключается в том, что обычно при ковке клинков стремятся минимизировать размер зерна, что повышает стойкость режущей кромки. Крупные первичные карбиды склонны к выкрашиваю в лезвийной части в ходе резки и точки, что ухудшает свойства РК, поэтому борьба с карбидной неоднородностью и наличием крупных первичных карбидов - одна из приоритетных задач традиционного металловедения. Согласно Бае, в литой дендритной стали выкрашивания РК не происходит и, наоборот, ее стойкость возрастает многократно в связи с древовидной структурой карбидного кристалла, глубоко уходящего внутрь стальной матрицы. То, что Бае именует «режущим эффектом дендритов», весьма напоминает «режущий эффект булата», где твердые псевдоволокнистые структуры формируют «микрозубчатую» поверхность вдоль лезвия. В дендритной стали твердая составляющая представлена карбидами хрома с крайне высокой твердостью. Они формируют макроструктуру, внешне напоминающую папоротник, внутри стальной матрицы твердостью 56-58 HRC. Так явный брак с точки зрения классического материаловедения -мощная карбидная неоднородность и дендритная ликвация - может играть на руку производителю клинков.

Рис. 23. Сравнительные характеристики инструментальных легированных сталей.
Тропой экспериментов
80-90-е годы XX века ознаменовались поиском альтернативного ферритно-цементитной матрице, характерной для традиционных марок сталей, «носителя» карбидов или иных твердых частиц, который бы смог обеспечить хорошее сочетание режущих свойств с повышенной коррозионной стойкостью.
Выбор сразу пал на циркониевую керамику, а точнее YTZAP (иттриевый поликристаллический оксид титана-циркония-алюминия). Составляющие порошки такой керамики формуются на прессе, а затем спекаются под давлением при температуре около 1400-1500 °С методом экструзии. В результате образуется поликристаллическая структура, тетрагональные фазы которой и формируют РК. Твердость этого материала приближается к алмазу, и он легко режет стекло. Достаточно указать, что на рекламном плакате одного из производителей была изображена разрезанная ножом рюмка. Кому и с какой целью пришла в голову мысль нарезать рюмки, правда, оставалось за кадром, но впечатление этот трюк производил. Впридачу было обещано, что заточку такой клинок будет держать очень долго. Действительно, тетрагональные фазы поликристаллической структуры YTZAP обеспечивали наряду с высокой коррозионной стойкостью возможность длительной работы клинком без заточки. Другим достоинством материала была его полная пищевая нейтральность. Клинок не оставлял после себя никаких следов на продуктах, что было сразу оценено любителями традиционной японской кухни и сыроедения. Однако материал оказался на редкость хрупким и требующим аккуратного обращения. Основным направлением стало его использование на кухне для отдельных операций (обработка рыбного филе и чистка картофеля), т.к. для компенсации высокой хрупкости РК пришлось делать значительной толщины, что сказывалось на функционализме, а потому удобств работе повара не добавляло. Тем не менее, такие ножи широко производятся фирмами Kyocera и Вокег. Другое направление использования такого материала - на медицинских скальпелях, т.к. серьезные ударные нагрузки на РК при таком применении, как правило, исключены. Ограниченное использование керамические клинки нашли в моделях, предназначенных для боевых пловцов. Это, например, нож Mirage Operator от американской фирмы Mad Dog Knives.
Более близка к механизму реза высокоуглеродистыми нержавеющими сталями работа клинками из титановых сплавов. Титановые сплавы существуют в трех модификациях - альфа титан, альфа-бета титан и бета титан. Бета фаза имеет объемно-центрированную кристаллическую решетку, что обуславливает его повышенную (в сравнении с иными модификациями) прочность и износостойкость. Причем он поддается закалке. В ходе термообработки сплава получается материал, представляющий собой матрицу из титанового сплава с равномерно внедренными карбидами (с твердостью HV ~ 3000), выполняющими роль микропилы. Достоинства таких клинков - высокая коррозионная стойкость, низкий вес (на 40% меньший, чем у стали), высокая упругость, повышенная износостойкость режущей кромки при динамической нагрузке и даже антибактериальные свойства. Режущие свойства - примерно на уровне 420 НС. Однако, имея матрицу твердостью около 40-44 HRC, РК из такого материала оказалась совершенно непригодна к точечным ударным нагрузкам (при умеренной толщине спусков у РК) и весьма чувствительна к небрежному обращению. Основное применение такие материалы (сплавы Ti-13V-11 Cr-3AI, Ti-15V-3Cr-3AI и Ti-8V-6Cr-3AI-4Mo-4Zr) нашли на нескольких экспериментальных моделях, преимущественно дайверской направленности - для боевых пловцов, одним из основных требований к которым является немагнитность клинка (модель Multi Purpose Knife (МРК) от американской фирмы Mission Knives & Tools). В последние годы налажено даже малосерийное производство Дамаска из титановых сплавов - пакет, состоящий из титана марки СР и альфа-бета сплава 6AL4V, широко используется в изготовлении прибора авторских ножей. Выявление узора производится термическим методом или анодированием. Достоинство такого материала - легкость, высокая коррозионная стойкость, привлекательный многоцветный вид. Шведскими и американскими ножовщиками ведутся эксперименты и по созданию титановых дамасков для клинков.
Кобальтовые хромвольфрамовые сплавы стеллит 6К и талонит являются другим перспективным материалом для клинков. Стеллит - это литой нержавеющий сплав кобальта, легированного хромом, вольфрамом и молибденом. Его структура после термомеханической обработки - кобальтовая матрица (твердостью около 42-46 HRC), насыщенная карбидами. Прочностные свойства РК из такого материала несколько выше, чем у титановых сплавов, хотя они все еще не могут конкурировать по этому критерию даже с традиционными низкоуглеродистыми сталями. Хотя в США из этого сплава и были произведены несколько экспериментальных моделей типа мачете, однако высокая себестоимость, а также невысокая ударная вязкость и прочность РК пока делает основной сферой его использования небольшие модели кухонно-разделочной направленности. Сегодня их производят фирма Camillus и несколько частников,преимущественно из США.
Сходным механизмом реза обладает и ныне полузабытый в использовании на клинках сплав меди с 2% бериллия (т.н. бериллиевая бронза). Всплеск интереса к этому материалу отмечался в 50-60-х годах XX века, преимущественно как к материалу для клинков саперов и боевых пловцов (в США их производила фирма ВегуlCo).
Он очень устойчив по отношению к механическим и химическим воздействиям. Из такого сплава изготовляли и различные инструменты (зубила, головки молотков, шахтерские кирки и т.д.). В отличие от стальных изделий, бериллиевая бронза не высекает искр при ударе о камень или металл. Это очень важно при работе в шахтах, при открывании тары с воспламеняющимися веществами, когда случайная искра может явиться причиной сильного взрыва. Кроме того, они немагнитные, что было крайне важно при работе с морскими минами. Имеющая твердость около 43 HRC медная матрица армирована полосками бериллидов (интерметаллидов, образующихся при взаимодействии бериллия с другими элементами). Широкому применению бериллиевых бронз препятствуют высокая стоимость и токсичность бериллия.
Глава 5. Инструментальные сложнолегированные стали
Ограниченное распространение в современных клинках нашли несколько видов инструментальной легированной стали. Это М2 (отечественный аналог Р6М5), 02 (Х12МФ), А2 (95Х5ГМ).
Таблица 15.
Сравнительная микротвердость металлоподобных карбидов
Карбид | Микротвердость, МПа |
ТЮ | 29000 |
ZrC | 260 00 |
VC | 29000 |
NbC | 24000 |
ТаС | 25000 |
Сг2зСб | 9700 |
СГ7С3 | 13800 |
СГ3С2 | 13300 |
М02С | 15000 |
WC | 21000 |
W2C | 19900 |
Структура кованой и термически обработанной стали типа М2 (отечественный аналог Р6М5), популярной в изготовлении клинков в связи с повышенной прочностью в сравнении с прочими быстрорежущими сталями, представляет собой чрезвычайно мелкоигольчатый (бесструктурный) мартенсит, легированный для теплостойкости вольфрамом и молибденом, с равномерно распределенными в нем мелкораздробленными карбидами. Ее недостаток заключается в том, что она относится к классу эвтектических сталей и, по существу, является белым чугуном. Многочисленные и массивные карбиды эвтектики, во-первых, понижают, как и в чугунах, пластичность М2 и, во-вторых, не растворяясь при нагреве до закалочных температур, исключают участие в упрочнении стали до 50% всех ее легирующих компонентов. Такой материал хотя и имеет крайне невысокую ударную вязкость РК ввиду ослабленных прочностных свойств мартенситной матрицы, но обладает очень высокой динамической износостойкостью при резе. Небольшие партии клинков из этой марки производит фирма Benchmade (США). В настоящее время ведутся активные поиски сходных быстрорежущих сталей, в которых бы практически отсутствовала эвтектика и все легирующие компоненты были бы сосредоточены в карбидах, растворимых при закалочных температурах и полностью задействованных в упрочнении стали в процессе отпуска. На основе методов аморфных металлических сплавов разработаны такие марки, как ASP 2053 шведско-французской фирмы Erasteel SA и отечественная 11М5Ф, которые не уступают известным М2, Р6М5 и Р18 по твердости и теплостойкости и превосходят их по запасу пластичности при существенно меньшем содержании легирующих компонентов. Это делает весьма перспективным их использование и в изготовлении клинков.
Структура стали D2 (Х12МФ) близка к М2. Имея значительное содержание хрома, эта сталь обладает еще и достаточно высокими антикоррозионными свойствами, хотя сама не относится к классу нержавеющих. Ввиду значительной карбидной неоднородности механические свойства РК (стойкость на удар и изгибные нагрузки) также невысоки, что обуславливает ограничения в использовании этих марок на небольших клинках, работающих без существенных ударных нагрузок. Однако стойкость режущих кромок при динамической нагрузке очень высока. Наряду с такими ножовщиками, как Боб Терзуола и Боб Дозье (США), этот материал используется в ряде моделей, производимых фирмой Camillus для Queen и KA-BAR. Перспективно использование штамповых сталей типа М390 Isomatrix производства Boehler Edelstahl GmbH & Со. (Австрия), полученных методами аморфных металлических сплавов, на которых удается достичь увеличения прочностных свойств РК и коррозионной стойкости в сравнении с D2. Более высокие прочностные свойства имеет А2 (95Х5ГМ), которая, будучи по структуре близка к D2, лишена такого недостатка, как интенсивная карбидная ликвация. Обратная сторона медали - более низкая износостойкость РК при динамическом резе. До начала 90-х это был один из наиболее популярных материалов клинков моделей, предназначенных для тяжелых работ. Ныне сравнительно редок. Можно указать на фирму Криса Рива (США), которая до сих пор использует этот материал на нескладных цельнометаллических моделях «ножей выживания» с полой рукоятью.
Невысокий антикоррозионный потенциал этих сталей (кроме D2) сужает их широкое применение на клинках, ограничивая их использование рядом моделей, рассчитанных на пользователей, предъявляющих специфические требования к режущим свойствам. Как правило, клинки из них производятся с разнообразными поверхностными покрытиями, призванными снизить воздействие коррозии.
Глава 6. Дамасская сталь
Кузнечная сварка является ключевой операцией в создании дамасской стали. Этот процесс требует температуры и давления для создания прочного сварного соединения. Наиболее популярный метод изготовления дамасской стали заключается в компоновке из контрастных слоев стали пакета, его нагрева и непосредственной сварки составляющих при определенной температуре. При этом необходимо, чтобы сопрягаемые поверхности составляющих пакета были очищены от оксидных пленок и шлаков. Отлично отполированные и плотно подогнанные бруски металла «прилипают» друг к другу (как в случае с калибрами) и в идеальных условиях могут быть скованы и без нагрева. При нагреве металла электроны внешних атомных слоев поверхности переходят в возбужденное состояние, приобретают подвижность и при правильно выбранной температуре и давлении мигрируют в прилегающие поверхности соседних сопряженных металлов, формируя прочный сварочный шов.

Рис. 24. Схема сборки многослойного пакета.
Проиллюстрировать это можно так. Набранный блок из восьми слоев металла с различным уровнем содержания углерода в них сковывается воедино. По завершению кузнечной сварки блок изгибается. Если сварка произведена с надлежащим качеством, между слоями не происходит растрескивание и расслаивание - весь пакет ведет себя как цельный брус стали. Зашлифовав его торец и протравив его раствором хлорного железа, можно увидеть простейший узор - параллельные полоски. После этого пакет расковывается и режется на две или более частей, собирается вновь и сваривается. Общее число слоев в законченном пакете зависит от количества слоев 8 исходном и от количества сворачиваний и сварок.
Наметившийся в конце XX века ренессанс в изготовлении Дамаска вызвал к жизни и огромное количество спекуляций на этой ниве. Как ни странно это звучит, по- настоящему качественный рабочий Дамаск, в отличие от декоративного, производят единицы. Главной причиной этого видится малая информированность и коммерческая раскрученность данного направления: спрос рождает предложение, и на рынке появляется все больше и больше изделий из материала, отнести который к Дамаску можно только по внешнему виду. Недостаток информации обусловил ряд заблуждений, господствующих в массовом сознании насчет такого материала.
В качестве главной характеристики дамасской стали, определяющей ее достоинства, обычно называют чередование слоев с высоким содержанием углерода, придающим клинку остроту, и низким, придающим ему прочность. На самом деле, в ходе кузнечной сварки слоев стали с разным содержанием углерода имеет место его диффузия (т е. перемещение из областей с высоким содержанием в область с низким). Это ухудшает режущие свойства высокоуглеродистых составляющих пакета за счет обеднения по углероду, причем из-за обилия сварочных швов даже могут ухудшаться прочностные свойства всего клинка. Кроме того, выгорание углерода при многократной кузнечной сварке может снижать его содержание на 0.3-0.4%. Дабы компенсировать такие значительные потери, многие мастера идут на более жесткие режимы закалки, что сказывается на прочностных свойствах РК.
Другое популярное заблуждение гласит, что для пакета древние мастера брали очень дорогие и секретные марки стали, которые и образовывали редкие по красоте узоры. Но известны клинки уже XIX века из Германии и Франции, на которых легко читаются даже внедренные в узор буквы и цифры. Современным мастерам, владеющим технологией кузнечной сварки, создать подобные узоры тоже не представляет особых затруднений. Красота дамасских сталей в своей основе имеет различие цветов слоев сталей с разным химическим составом. Для ярких линий у стали должен быть высокий уровень хрома или никеля. Для темных линий могут применяться простые углеродистые стали или даже низкоуглеродистые.
Светлые линии
L6 (отечественный аналог - 5ХНМ) - сталь с высоким содержанием никеля. При комбинации с углеродистыми сталями дает блестящие яркие линии. Эта сталь известна высокой прочностью, и ее добавка в пакет улучшает его прочностные свойства.
01 (отечественный аналог - ХВГ) - популярная инструментальная сталь с достаточным количеством хрома для формирования ярких линий в пакете с низкоуглеродистыми и высокоуглеродистыми сталями. Чувствительна к перегреву -начинает крошиться, но зато великолепно сваривается при невысоких температурах.
никель - часто используется для яркой и блестящей составляющей пакета. Не рекомендуется для материала клинка. Никель является блокиратором углерода, и если в многослойном пакете слои никеля будут выходить на лезвие, то это негативно скажется на функциональности клинка. Популярен для менее критичного к нагрузкам прибора ножа, где формирует четкие контрастные линии.
Темные линии
Темные линии дамасской стали формируются низколегированными углеродистыми сталями. Путем подбора сталей с разным содержанием углерода можно получить оттенки от светло-серого до густого черного; светлые тона обычно формируются за счет низкоуглеродистого проката. Добавка низкоуглеродистых элементов в состав пакета ведет к обеднению законченного клинка углеродом, что необходимо иметь в виду при проектировании и сборке пакета. На завершающей стадии поковки пакета среднее содержание углерода у большинства мастеров варьируется от 0.6 до 0.8%, и поэтому перед его сборкой обязателен перерасчет относительного количества углерода по каждой отдельной весовой составляющей пакета. Кроме того, следует брать в расчет выгорание части углерода в ходе кузнечной сварки.
При выборе Дамаска стоит обратить внимание на протравку и оконечную окраску полированного клинка. Когда производится зонная закалка клинка из безузорчатой стали, также получаются цветовые вариации между закаленной и незакаленной частью. Использованием технологий химического или термического оксидирования дамасскому клинку можно придать дополнительный зрительный эффект.
Наиболее распространенные углеродистые стали для дамаска
1095 - хорошая ножевая сталь, имеющая избыточный начальный состав углерода и великолепно сочетающаяся с 15N20 или L-6;
1086 (отечественный аналог - 85) - более низкое содержание углерода, хорошо проваривается;
5160 (отечественный аналог - 50ХГА) - многие мастера по-настоящему любят эту сталь. Эта сталь масляной закалки имеет великолепный потенциал «защиты от дурака» - склонна прощать огрехи с ковкой и закалкой;
52100 (отечественный аналог - ШХ15, но следует иметь в виду, что эта марка часто имеет избыточное содержание хрома - более 1.5%, что серьезно затрудняет свариваемость) - это легированная сталь. Она не для начинающих, требует точного контроля процесса термообработки, но, в конечном счете, эти сложности оправдываются качеством клинка;
W-2 (У9) - очень популярная сталь: хорошо куется и закаливается. Имеет хорошую структуру зерна.
Главным при комбинировании различных сталей является их ковкость и температуры сварки. Если одна из составляющих пакета при сварочной температуре начинает течь, в то время как другая еще сохраняет твердость, сварочный шов начинает искажаться при последующей вытяжке пакета. Большое количество нержавеющих сталей имеет этот недостаток.
Больше всего ошибок допускается с определением количества операций при создании пакета: количество сварок соотносится к количеству слоев не прямо пропорционально, а в геометрической прогрессии. Например, начав со сваренной из 4 слоев заготовки, первое сворачивание и сварка даст 8 слоев, вторая - 16, третья - 32, четвертая - 64, пятая - 128, шестая - 256, седьмая - 512 и т.д. С другой стороны, есть объективные физические законы, которые не дают создавать пакеты с количеством слоев более 40-50 тысяч. При многократном сворачивании углерод имеет тенденцию к выравниванию своей концентрации по всему объему пакета вследствие диффузии, в конечном итоге формируя квазигомогенную заготовку. Оптимальным для дальнейшего развития узора являются пакеты с 300-500 слоями. Взяв пакет с количеством слоев, близким к 1000, мастер рискует получить чересчур тонкий узор, а взяв пакет с количеством слоев менее 300, наоборот - слишком толстый и широкий. Конечно, из этого правила есть и исключения.
Когда пакет сформирован, можно создать несколько типов узоров. Вообще существует бесконечное множество узоров, формируемых в узорчатой сварочной стали, но все они разбиты на несколько основных групп.

Рис. 25. «Древесная» структура узора. Мастер И.Ю. Пампуха.
«Древесная» структура формируется в результате проковки пакета произвольным образом и напоминает рисунок древесного шпона. Она может задаваться преднамеренно, но чаще формируется произвольно в результате воздействия молота при придании клинку заданной формы. Ценна отражающаяся в ней внутренняя природа металла и внешняя органичность узора.
Рис. 26. Торсирование (закручивание) прямоугольного сварного пакета в горячем состоянии с целью развития «крученого» узора.
Рис. 27. Схема развития узора закрученного шестнадцатислойного (А) и восьмислойного (8) прутка в зависимости от величины сошлифованного с поверхности металла (в процентах).
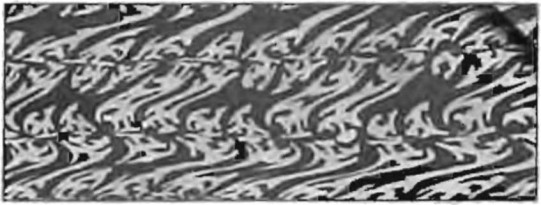
Рис. 28. Фрагмет клинка, изготовленного сваркой закрученных в противоположных направлениях четырех прутков. Мастер В.О. Сосков.
Крученый узор («турецкий») обычно предусматривает небольшое количество слоев в исходном пакете. Пакет вытягивается в прут или брусок, после чего закручивается в горячем состоянии. Большое разнообразие узора можно получить различной техникой кручения.

Рис. 29. «Штемпельный» Дамаск. ГАО «Русские Палаты».
Врезанный узор получают путем фрезерования или штамповки поверхности прямослойного пакета. После этого на поверхность проглядывают нижележащие слои. Затем пакет нагревается и проковывается в полосу снова, в результате чего дно выточки поднимается на поверхность клинка и раскрывается на фоне наружных слоев. Наиболее популярным видом рисунка врезанного узора является «лестница», получаемая путем проточки канавок или поясков поперек клинка, и «павлиний глаз» - серия концентрических окружностей. Такой Дамаск обычно именуют штемпельным.

Рис. 30. Основные техники развития узора. Слева направо: предварительная фрезеровка и засверливание с последующей прокаткой; кручение с последующей расковкой; штамповка поверхности фасонными бойками с последующей холодной шлифовкой.
Обычный многослойный пакет может быть подвергнут ряду комбинированных техник, то есть может быть врезанным, крученым и пр. Специфические узоры могут быть получены и при особых техниках ковки. Например, волнистый узор - кованный кувалдой с чуть закругленными поверхностями бойков, сетчатый получается косой ковкой узкими бойками (обжимками, кувалдами с оттянутыми узкими носиками, как у молотков). Удары наносятся крестообразно узкой частью кувалды или молотка сначала по одной стороне, а затем по другой, с обязательным проглаживанием. Элементы в виде колечек, напоминающих гроздья винограда, получаются при косой ковке нанесением ударов кувалдой или пневмомолотом по узким обжимкам крест - накрест под углом 45 градусов. Получаются глубокие вмятины, а на месте пересечений вмятин остаются возвышения, холмики. При проглаживании эти холмики расплющиваются, и получаются колечки. Сходные техники применяются и для улучшения узора булатов.
Особенностью и отличием мозаичного Дамаска от традиционного, полученного кузнечной сваркой, является то, что узор проектируется заранее и создается путем размещения контрастных металлов различного размера и профиля внутри заготовки. Когда части сковываются вместе внутри заготовки, формируется сложносоставной пакет. Аналогичным образом создаются и мозаичные полотна -контрастные части композиции, приходя в соприкосновение, формируют определенный узор.

Рис. 31. Фрагмент клинка из «мозаичного» Дамаска. Мастер В.О. Сосков.
Господствует мнение, что качество дамасской стали прямо пропорционально количеству слоев (и, соответственно, числу сворачиваний и сварок). Это справедливо для популярного в XIX веке и ранее процесса рафинирования стали, который имел целью получение однородной структуры, но при изготовлении Дамаска из современных, достаточно качественных исходных материалов, это подчас просто потеря времени и сил. Кроме того, с увеличением количества слоев возрастает риск появления брака.
Иногда для изготовления качественного прочного пакета достаточно всего нескольких операций по складыванию и сварке. Таким образом, даже диффузия углерода становится на службу мастеру, помогая избежать наличия крупных низкоуглеродистых областей на режущих кромках.
Что можно порекомендовать человеку, который хочет приобрести клинок из Дамаска? Во-первых, риск брака на Дамаске намного выше, чем на клинке из обыкновенной стали. Это происходит по причине сложности и длительности процесса его изготовления. Недокал и перекал, непровар и обезуглероживание, ошибки при сборке исходного пакета - вот далеко не полный перечень проблем, которые могут полностью перечеркнуть результат длительных трудов. Да и что греха таить - подчас даже опытные мастера дают себе поблажку и собирают пакет с расчетом на его внешнюю красоту, но не на рабочие свойства. В результате клиенты мучаются с клинком со средним значением углерода не выше 0.3-0.4% или даже вообще с незакаленным пакетом.
Есть марки сталей, столь сложные в обработке, что малоопытные мастера их избегают. Теперь представьте, что в пакете несколько таких сталей. Каждая имеет свои собственные температуры сварки и закалки. Комбинации из трех и более сталей налагают еще более жесткие требования на их термообработку - подчас при неверно выбранном режиме, под действием внутренних напряжений, вызванных неоднородностью структуры, клинок деформируется или лопается, иногда сразу, а иногда -при первом же легком ударе. Иногда наоборот - режущая кромка сминается при первом же контакте с чем-то более твердым, чем масло. Таким образом, попытка связать несколько металлов в едином пакете сродни задаче «запрячь в телегу коня и трепетную лань».
Перед приобретением авторского Дамаска попытайтесь понять точку зрения самого мастера на свой продукт. Два крайних случая: мастер, который дрожит над каждым кусочком своего материала, как скупой рыцарь, и мастер, который безжалостно отправляет «не показавшийся» ему кусок в большое ведро, уже набитое битком неудачными продуктами поиска. Всегда выбирайте второго - первый просто не производит Дамаска в достаточном количестве, вот и дрожит над каждым, даже в высшей степени проблемным, куском, в то время как второй предъявляет к своей работе самые жесткие стандарты, постоянно совершенствуя и развивая свою технику.
Спросите мастера, из чего он кует клинки. Если прозвучит фраза о старых напильниках, стальных тросах, цепях, рессорах и пружинах, то изделий этого мастера стоит избегать. Изготовление современного Дамаска базируется на определенных марках сталей с определенным процентным составом и, помимо индивидуального мастерства, опыта и интуиции, отталкивается еще и от теоретического металловедения. Особо стоит избегать тех, кто переводит разговор о своем материале на историко-мифологические темы или начинает беспардонно нахваливать самого себя.
Правда о Дамаске заключается в том, что у знающего и опытного мастера он может получиться совсем не хуже по свойствам, чем клинок из любой составляющей пакета, но ожидать каких-то магических сверхсвойств не стоит. Более того, если мастер не слишком опытен, попытка сварить стали с высокой прочностью и хорошей стойкостью режущей кромки может закончиться непрочным клинком с недолговечным лезвием. Промышленное производство узорчатых сталей в основном базируется на тех же принципах, что и авторского Дамаска. Некоторые считают его безличным и однообразным, но высокий спрос на полуфабрикаты при низком уровне предложений со стороны индивидуалов стимулировал эту отрасль промышленности. Современный рынок промышленного Дамаска крайне неоднороден - от малосерийных образцов из мастерских известных мастеров до массового производства промышленных предприятий. Тем не менее, мощное технологическое оборудование (промышленные кузнечные прессы, прокатные станы, электродуговые печи с контролируемой атмосферой и т.п.) позволяют создавать неплохой серийный Дамаск, в том числе коррозионностойкий, требующий специального оборудования. Одним из наиболее известных крупных производителей нержавеющей дамасской стали является шведская компания Damasteel АВ. Промышленный Дамаск охотно приобретают крупные серийные производители, такие как Bear MGC, Heinr. Boeker Baumwerk GmbH и Nieto, для использования на эксклюзивных моделях.
«Заточенные железные пластины»
Именно такое определение было дано ножу одним известным отечественным дизайнером. Анализировать его мы не будем -мастеру виднее, что именно он продает своим клиентам. На протяжении веков лучшие мастера-клиночники бились над решением непростой задачи - как сделать клинок, который бы, с одной стороны, великолепно резал и держал заточку, а с другой - обладал хорошей ударной вязкостью, прочностью и упругостью. Сложность ее решения заключается в том, что материал клинка, получая в ходе термообработки определенную структуру, одновременно получал и полный набор достоинств и недостатков, присущих ей. К примеру, мелкозернистый мартенсит, равномерно насыщенный однородными карбидами (структура, присущая большинству современных ножевых клинков), обладает хорошими режущими свойствами, но его упругость и ударная вязкость оставляют желать лучшего. Перлит имеет великолепные прочностные свойства, однако стойкость РК клинка с такой структурой будет весьма скромной. Кроме того, обширнейшим полем для экспериментов служил сам тип сталей: псевдооднородные (квазигомогенные) или неоднородные (типа булатов и дамасков), и их процентный состав (те. способы легирования). Постараемся кратко обрисовать общие подходы, господствовавшие в изготовлении клинков, и указать возможные перспективные направления дальнейшего их развития.
Однородные клинки с однородной структурой
Именно этот вариант получил наибольшее распространение в связи с простотой. Очевидно, что закалить изделие целиком на определенную структуру - наиболее простой и экономически эффективный метод. Как крайние варианты следует отметить опасные бритвы с мелкозернистой мартенситной структурой и европейские сабли, большинство которых имели структуру дисперсного перлита (тростита). Достоинства - сравнительная простота и технологичность. Очевидным ограничением данного метода является невозможность максимальной реализации прочностных и режущих свойств материала одновременно. Применительно к ножам в настоящее время наблюдается попытка частично компенсировать хрупкость ножевых клинков, закаленных целиком на мартенсит, за счет увеличения массогабаритных параметров клинка и РК, что достаточно часто серьезно ухудшает их эргономичность и функционализм.
Композитные клинки с зонной закалкой
Длинномерные клинки из булата и Дамаска подвергались специфической термообработке, связанной с созданием разных структур на теле клинка, режущей кромке и, иногда, на обухе. Измерения твердости древних клинков косвенно подтверждают этот факт - твердость тела клинка древних булатов не превышала 35- 40 HRC для придания прочности и вязкости, а высокие режущие свойства РК достигаются местным упрочнением матрицы до твердости в 50-55 HRC, хорошо удерживающей при такой твердости выход цементитных волокон на РК. Если булатный клинок закалить на максимальную твердость, то он разлетится на куски при первом же ударе. То есть булат как материал не обладает одновременно твердостью напильника и упругостью пружины, как это многие себе представляют. Другое дело, если лезвие закалить до 66 HRC, а обух отпустить до 40-45 HRC, тогда клинок будет резать стекло и в то же время гнуться в полдуги. Зато и остроту потеряет быстро из-за того, что микропила на лезвии будет образовываться хуже, да и ударные нагрузки РК будет держать не слишком хорошо.
Сходный механизм реализован и на Дамаске, где роль таких волокон в определенной степени брали на себя высокоуглеродистые составляющие пакета. Опыт современных мастеров говорит о том, что и на ножах больших размеров из Дамаска и булата целесообразно иметь вязкое тело клинка и стойкое лезвие. Механизмы придания таких свойств композитной стали сходны с используемыми на традиционных сталях, на которых мы остановимся ниже.
Современными продолжателями концепции композитных материалов являются перспективные кобальтовые и титановые сплавы, высокая стойкость режущей кромки которых обеспечивается мощными выделениями сложных сверхтвердых карбидов, работающих в качестве «микропилы» на режущей кромке клинка с весьма незначительной твердостью. К примеру, твердость матрицы модного кобальтового сплава Talonite (типа Stellite 6К) не превышает 45 HRC, что обуславливает и достаточно большую толщину РК, задаваемую на клинках производителем, для исключения ее деформации при использовании. Не исключено, что в обозримой перспективе мы увидим зонную закалку и на длинных клинках из подобных сплавов, несмотря на явные технологические сложности.
Клинки с неоднородной структурой
Способы улучшить свойства РК клинков были известны задолго до железного века. Для примера достаточно указать полинезийских туземцев, которые вставляли в деревянные мечи осколки раковин или крепили зубы морских хищников, а также зулусских мастеров, ставивших на деревянные мечи острые кремневые пластинки, выполнявшие роль лезвия. Широкая распространенность этих методов в древности была обусловлена целым рядом факторов, главным из которых считается дефицит качественного сырья. К примеру, металлографический анализ ножей, найденных в ходе археологических раскопок, показывает наиболее распространенные технические приемы, направленные на улучшение стойкости режущих кромок лезвийных инструментов.
В первую очередь следует отметить низкотемпературный или холодный наклеп, сохранившийся до сегодняшних дней в виде практики отбивания кос. Из прошлого века до нас дошли сведения о необходимости регулярной (раз в 5-8 лет) «перековки» недорогих железных ножей (как правило, продукции сельских кузнецов) для воссТс(но1ления их режущих свойств.
Следующим приемом являлось улучшение свойств лезвийной части путем науглероживания режущей комки. До наших дней этот метод сохранился под названием цемент,эции, которая широко используется для улучшения износостойкости трущихся поверхностей, к примеру - зубчатых передач. В последнее время рядом российских производителей и на клинках опробованы методы химико-термической обработки (ХТО), которые в перспективе могут быть даже более результативными по сравнению с такими традиционными методами, как закалка.

Рис. 32. Диффузионная обработка поверхности полосы в разряде перспективна для клинков с асимметричным профилем. Фрагмент клинка от К.Ю. Никанорова - Г.К. Прокопенкова.
Диффузионная обработка в разряде в настоящее время является наиболее перспективной. Такого рода оборудование используется для проведения процессов азотирования, цементации, силицирования и других видов ХТО. Глубина диффузионного слоя может достигать нескольких миллиметров при равномерном насыщении всей поверхности клинка или только ее РК. Обработка может проводиться как из газовой, так и из твердой фазы. Особенностью клинков, прошедших такую обработку, является отсутствие отслаивания покрытия, а также избавление от типичных дефектов: рыхлые слои с большим количеством крупных и мелких пор преобразовываются в монолитные покрытия с усредненным составом. Таким образом получаются покрытия и диффузионные слои с самой широкой гаммой свойств, причем их можно изменять в заданном направлении. Отмечено образование подповерхностного диффузионного слоя за счет проникновения в материал клинка элементов покрытия. Это определяет значительное увеличение сцепляемости поверхности клинка с покрытием.

Рис. 33. Фрагмент клинка из стали 40X13 с легированной РК. Мастер Г.К. Прокопенков.
Г.К. Прокопенков произвел серию экспериментальных моделей с использованием электроплазменного легирования. Метод основан на переносе легирующего материала на часть клинка, находящуюся в зоне плавления с контролируемой газовой средой. При таком легировании металлоподобными соединениями происходит образование рабочего слоя глубиной до 100 мкм, насыщенного химическими элементами, обеспечивающими высокие свойства РК. Так, например, износостойкость возрастала в несколько раз в сравнении с РК из материала основы, обработанного по традиционных схемам.
При расширении ассортимента сталей в древности появилась возможность перейти к наварке дорогих высокоуглеродистых сталей на лезвийную часть более дешевых железных клинков. Эта наварка могла производиться достаточно разнообразными способами - вварка лезвийной части внутрь тела клинка, косая наварка, наварка в виде полосы V-образного профиля и т.д.

Компания АиР, нож "Егерь" с клинком из шведской промышленной узорчатой стали т Damasteel АВ.

Нож фирмы Hattori (Seki, Япония), модель "Ebony Tanto Bird and Trout". Черен из черного дерева с ограничителем и головкой из бронзы с кожаными проставками, клинок из тали VG-10.

Компания ООО ПП "Кизляр", нож "Стерх” с притином и клинком из узорчатой стали (дамаск), полученной "штемпельным" методом.

Мастер Г.К.Прокопенков, нож "Ёжик”, клинок - “волновая сталь", черен - черное дерево украшенный инкрустацией, латунный прибор.
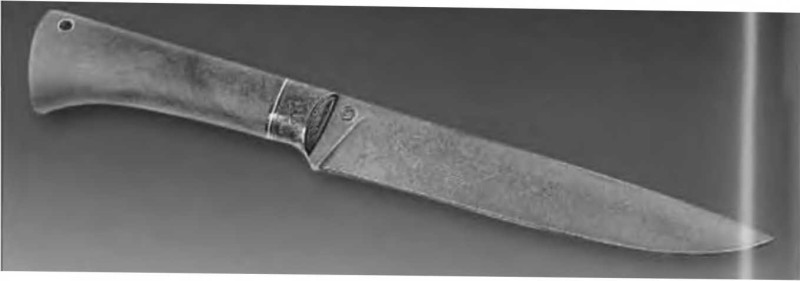
Мастер Всеволод Сосков, модель “Кард" с клинком из "волокнистой" дамассксой стали и череном из красного дерева и украшенным гравировкой притином из нейзильбора.

Мастер Сушко В.К., нож "Паренский". Клинок - кованная углеродистая сталь со следами ручной ковки, рукоять - древесина, моржовый клык, декорированный цветной резьбой Scrimshaw.

Компания АиР, нож "Клычок 3" - клинок из узорчатой стали ("турецкий" или "крученый" Дамаск), черен из дерева с металлическим прибором, украшенным гравировкой и позолотой.

Мастер И.Ю.Пампуха, клинок - узорчатая литая сталь (булат), черен - черное дерево, украшенное инкрустацией, прибор из белого металла.

Японский мастер Fujiwara Kanefusa, мастер меча в 26 поколении. Наконечник колья.
Видимо, на этой стадии появилась возможность качественного скачка в производстве клинков за счет создания многослойных сварных пакетов, сердцевина которых обеспечивала высокую стойкость РК, а мягкие обкладки - прочность и упругость клинка. Конечно, мастера древности шли к этим схемам путем проб и ошибок. Так, например, крупные древние европейские месторождения изобиловали рудами с избыточным содержанием фосфора, обеспечивающими хорошие режущие свойства, однако попытка сочетать их с прочностью низкоуглеродистой стали была не слишком успешной по причине низких прочностных свойств сварного шва, содержащего одновременно и фосфор, и углерод. Помимо наиболее популярной трехслойной компановки (высокоуглеродистая сталь в качестве сердцевины и прочная низкоуглеродистая на обкладки) известно и много других схем с пятью и более составляющими. Для улучшения прочностных свойств составного пакета и придания ему высоких декоративных свойств на обкладки часто использовались узорчатые стали. Техникой изготовления одной из наиболее интересных схем владели японцы - сложный пакет, сочетающий прочные обкладки с составной средней частью, обеспечивающий прочный обух, стойкую режущую кромку и вязкую сердцевину.
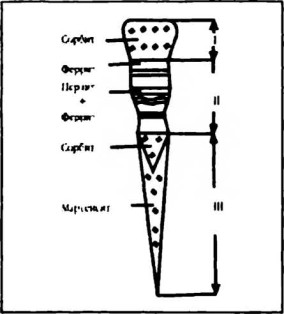
Рис. 34. Схема строения клинка, найденного в ходе раскопок в Новгороде. Начало 1-го тысячелетия н.э.

Рис. 35. Схемы сечений сложносоставных клинков в японской и малазийской традиции. Цветом отмечены области с различной твердостью.
Очевидным недостатком этой схемы была крайне высокая трудоемкость и сложность. Развитие технологий термообработки и появление качественных сталей помогло решить и эту проблему путем задания различной структуры металла клинка. Наиболее широко известным методом была изоляция тела клинка различными обмазками (кроме режущей кромки и, реже, обуха) и его последующая закалка. В результате тело клинка представляет собой троститную структуру, а режущая кромка и обух - мартенситную.
Непальские мастера при производстве клинков кукри «модернизировали» эту методику: на лезвийную часть нагретого под закалку клинка тонкой струйкой выливается вода. Таким образом, лезвие и тело остывают с разной скоростью, что обеспечивает зонный характер закалки. Некоторые мастера достигают того же путем частичного погружения клинка в закалочную среду режущей кромкой.
Закалку можно производить и «от обратного»: закалить на мартенсит весь клинок, после чего подвергнуть высокому отпуску только его тело. В японской традиции для этого используется большая нагретая шайба из металла с высокой теплопроводностью (например, меди) с прорезью. После закалки клинка его помещают обухом в эту прорезь и прогревают по всей длине до температуры, соответствующей среднему или высокому отпуску. Контроль, как правило, осуществляется по цветам побежалости.

Рис. 36. Линии зонной закалки на японском клинке определяются визуально за счет различных структур клинка, отражающих свет неодинаково.
Ограниченностью данного метода является штучный характер такого производства. Конечно, не представляет особой сложности автоматизированная зонная закалка современных клинков токами высокой частоты (ТВЧ) или лазером, но это налагает определенные требования к объемам производства - рентабельными будут только достаточно большие количества вследствие необходимости разработки отдельных программ закалки для каждого типоразмера клинка.
Последние годы ознаменовались обращением к нестареющей классике. Снова на клинках из Швеции, Норвегии и Японии мы видим классический трехслойный пакет, иногда с дамасскими обкладками. Несколько реже можно встретить на серийной продукции из Швеции зонную закалку. Мастера-частники снова предлагают модели с зонной закалкой клинка. Думается, что ближайшие десятилетия не принесут каких-то существенных сюрпризов, и развитие производства клинков будет происходить путем модернизации древних технологий - создания нержавеющих клинков с повышенной стойкостью РК за счет применения локального упрочнения (имплантированных лезвий, зонной термообработки или локального легирования) и композиционых материалов повышенной износостойкости. К сожалению, развитие отрасли сдерживается общим сужением областей использования клинков и падением пользовательских навыков. Отмечены и новые подходы к повышению стойкости РК. Один из них - это создание макрозубов на износостойких сталях (пресловутого серрейтора). Но зуб не режет, а пилит, что существенно увеличивает нагрузки на руку и сужает область применения «пильчатых» режущих кромок. Заточка зубьев также сопряжена с определенными трудностями. Другое направление - напыленные износостойкие покрытия с хорошим сцеплением с основным металлом клинка, например нитрида титана или алмаза. Они прекрасно режут... до первой серьезной переточки, когда это покрытие практически снимается с лезвия по причине его «поверхностного» характера. Глубина внедрения в металл даже имплантированных диффузионными методами слоев составляет, как правило, не более 30 мкм - слой, снимаемый первой же более-менее серьезной заточкой. Поэтому пока основное направление развития таких покрытий - защита клинка от коррозии.

Рис. 37. Модель от Warren Thomas Knives: составной клинок из титанового сплава на подложке из углеволокнита. Фурнитура из титановых сплавов и корпус из углеволокнита делает нож абсолютно немагнитным.
Глава 7. Покрытия клинка
С широчайшим распространением коррозионностойкой стали на клинках люди начали мало-помалу забывать о такой неприятности, как поржавевший нож. Но увы - нет на земле совершенства: у «нержавеек» есть свои недостатки, заставляющие потребителей и производителей обращаться к старым, проверенным десятилетиями маркам инструментальных сталей. Появление в конце XX века высокоуглеродистой хромистой стали с высокими режущими свойствами, но ограниченным антикоррозионным потенциалом, а также «открытого заново» Дамаска и булата вновь придало актуальность борьбе с вездесущей ржавчиной.
Для защиты клинков издавна применялось полирование, смазка и воронение. Сущность полирования и защиты поверхности клинка смазками общеизвестна: полировка уменьшает площадь поверхности металла, контактирующего с окружающей средой, а смазка изолирует ее. Недостатки очевидны: полированная поверхность клинка требует регулярного ухода, а смазка -периодического удаления и возобновления. Эти процедуры требовали не только времени и расходных материалов, но и высокого профессионального мастерства. К примеру, у японских самураев отдельной строкой содержания стояла полировка клинка, который потом защищали маслом камелии для предотвращения окисления. Японские повара с краснодеревщиками и сегодня пользуются им для ухода за ножами и инструментами из углеродистых сталей. В Европе и Северной Америке для защиты кухонных ножей применялось растительное масло. Видимо тогда же было подмечено, что в результате нагревания и обработки растительным маслом появляется патина - пленка различных опенков, образующаяся на поверхности изделий из металла и защищающая его от дальнейшего окисления. Окисление металлов - это реакция соединения металла с кислородом, сопровождающаяся образованием окислов (оксидов). В более широком смысле окисление металлов - реакции, в которых атомы теряют электроны и образуются различные соединения, например хлориды, сульфиды и т.п. Пленки некоторых окислов способны весьма неплохо защищать металлическую поверхность, находящуюся под ней. от действия коррозии. Еще в глубокой древности было подмечено, что при производстве металлургической продукции окисление может привести к образованию окалины, высокий антикоррозионный потенциал которой можно использовать в защитных целях. Этот процесс, известный под названием оксидирование, до сих пор широко применяется на кустарных ножах северных народностей - финнов, саамов, коряков, чукчей и др. Слой окалины защищает от коррозии тело клинка, и пользователю достаточно следитьтолько за состоянием режущей кромки.
То, что хорошо работало на Севере, не всегда подходило для Юга. Неровный пористый слой окалины подчас служил питомником для болезнетворных бактерий. Поэтому в странах с теплым климатом большей популярностью пользовалась другая разновидность оксидирования клинков - воронение. Так, в Фергане, историческом средневековом центре производства оружия, поступавшего во все области мусульманского мира, оно считалось обязательной операцией. Ножовщики Ферганской долины издавна использовали сернокислую глину из Наукатских гор (Ошская область Кыргызстана). После шлифования и полирования полотна клинка его обезжиривали и покрывали водной суспезией наукатской глины. В результате этой операции полотно ножа приобретало темный цвет, а если клинок делали из булата или Дамаска, то узор становился четким и ясным. Такое покрытие придавало клинку антикоррозийную стойкость.
В этой связи уместно привести наблюдения П.П. Аносова, который писал: «Персидский железный купорос, содержащий часть сернокислой глины, считается лучшим средством для вытравки клинков. Для составления протравы он предварительно кипятится с водой в свинцовом сосуде. Клинок предварительно очищают мелкою золою с водой или щелоком, обмывают в чистой воде и потом или опускают в чистый раствор, или им часто поливают, держа клинок над сосудом с раствором. Когда узоры и грунт обнаружатся, то вынимают клинок, обмывают несколько раз щелоком и холодной водой и потом с возможной скоростью обтирают клинок досуха, стараясь как можно слабее прикасаться сухой льняной ветошью к клинку. Узоры на булате появляются весьма скоро, но вытравку продолжают, дабы резче отличить его от грунта, который, теряя следы полировки, приобретает свойственный металлу цвет и отлив». Далее автор подчеркивает, что вообще вытравка способствует предохранению булатов от ржавчины. В настоящее время воронение клинка производят раствором железного купороса и даже автола, а травление узорчатых металлов - хлорным железом и растворами кислот. Отголоском популярности этих методов являются многочисленные рецепты и современные готовые составы для воронения в черно-бурый и черный цвета стволов охотничьего оружия, основанные на химическом воздействии на сталь тех или иных реактивов. С их помощью получают прочно держащиеся тонкие матовые или блестящие черные пленки, удовлетворительно защищающие металл от ржавчины.
Промышленное воронение производится разнообразными способами: щелочное - в щелочных растворах с окислителями при температуре 135-150 °С; кислотное - в кислотных растворах химическим или электрохимическим способами; термическое -окисление стали при высоких температурах. Суть наиболее популярного в промышленности термического воронения состоит в получении на поверхности клинка из углеродистой или низколегированной стали слоя окислов железа (Fe304 и др.) толщиной 1-10 мкм. Структура покрытия мелкокристаллическая, микропористая, а его цветовые тона - шоколадные, коричневые, серые, черные, черные с синим отливом («воронье крыло») и т.п. - соответствуют окраске химических соединений, входящих в состав пленок.
Так, на заводских клинках из популярных в конце XIX века марок углеродистой стали окраску в цвета побежалости соединяли с отпуском. Обычно для этого пользовались ваннами из расплавленного металла (как правило, сплав в разных пропорциях олова со свинцом), точка плавления которого как раз соответствует температуре отпуска и, одновременно, температуре появления требуемого цвета побежалости. Например, бритвы могли иметь при отпуске на 220-240 °С цвета от бледно-желтого до темно-желтого, перочинные ножи при 265-275 °С - пурпурный, большие ножи при 293 °С - темно-синий и тд. Выбор цвета окраски клинка был связан с его назначением, формой рабочей части, родом материала, по которому будет работать инструмент, и т.п. Обычно сталь клинков, от которых требуется высокая твердость (бритвенные лезвия, хирургические инструменты, и т.п.), отпускалась на побежалость до желтого цвета; до пурпурно-красных тонов отпускались перочиные ножи и деревообрабатывающие инструменты; лиловый до черносинего цветов придавали изделиям, от которых требовалась упругость (пилы, длинные ножи, вилы и т.д.). Уже позже, на армейских моделях, выбор цвета стал диктоваться соображениями незаметности и антибликовости.
К сожалению, защитные свойства пленок, образующихся при воронении, довольно низкие. Поэтому для повышения антикоррозийной стойкости такие клинки дополнительно покрывают жировой смазкой или лаком. Уже к концу Первой мировой войны на смену воронению пришла паркеризация. Это название одного из способов фосфатирования. который был запатентован американской фирмой Паркер (Parker R. Р. С.) в 1918 году. Суть этого метода заключается в создании химическим путем на поверхности металлических изделий пленки фосфатов, предохраняющей металл (при дополнительном нанесении лакокрасочного покрытия) от атмосферной коррозии. Фосфатированию подвергают главным образом углеродистую и низколегированную сталь. Пленка толщиной 2-5 микрон хотя и не особенно эффективно защищает клинки от коррозии, но хорошо удерживает смазку, что снижает влияние влажности. Кроме того, благодаря высокому удельному электрическому сопротивлению, фосфатные покрытия выдерживают напряжение 300-500 В и сохраняют устойчивость до температур в 400-500 °С. Фосфатирование осуществляется погружением изделий в нагретый до 90- 100 °С раствор фосфатов железа, марганца, цинка и кадмия. Обычно процесс продолжается около 1 часа, по завершению которого изделие сушится и пассивируется. Применяется также электрохимическое фосфатирование на переменном или постоянном токе.
Такое покрытие получило распространение на армейских моделях ножей в первой половине XX века, но сегодня оно сохранилось только на огнестрельном оружии. С 20-х годов XX века его начало вытеснять хромирование - нанесение хрома или его сплава на клинок из углеродистой стали для придания поверхности комплекса физико-химических свойств: износостойкости, высоких механических свойств и сопротивления коррозии. Оно уменьшает или полностью устраняет коррозию основного металла в порах покрытия, т.е. обеспечивает электрохимическую защиту. К сожалению, оно не может защитить от действия коррозии режущую кромку, постоянно подвергаемую заточке. Впрочем, этого недостатка не лишено ни одно из используемых ныне поверхностных покрытий.
Наиболее распространенным способом нанесения хрома стал гальванический процесс, при котором пленку хрома толщиной до 15 мкм наносят методом электролитического осаждения на поверхность клинка. Хромовое покрытие характеризуется высокой химической стойкостью, обусловленной способностью хрома пассивироваться. Из-за трудностей получения тонкого беспористого покрытия надежная защита от коррозии может быть достигнута при нанесении более экономичного трехслойного защитно-декоративного покрытия медь-никель-хром (толщина слоя хрома до 1 мкм). Таким образом формируются поры, удерживающие смазку. Осажденный на предварительно отполированную поверхность хром имеет зеркальный блеск и серебристый с синеватым отливом цвет. Иногда для снижения блеска поверхность клинка не полируется, а шлифуется. Сходным образом на покрытия использовался и никель.
Высокие декоративные качества хромирования обусловили его широчайшее применение на парадном оружии в середине XX века - хромировались клинки и прибор у сабель, шашек, кинжалов, кортиков и т.д. Хромировались и никелировались медицинские инструменты и клинки ножей: в России модели из Нижегородской (в прошлом - Горьковской) области имели клинки из углеродистой инструментальной стали У7. У8, У7А, У8А, У9, У9А. У10, У10А и Х05, защищенной металлопокрытиями, вплоть до конца 80-х годов XX века. Толщина металлопокрытий при этом составляла: никелевых однослойных - 12 микрон; никелевых многослойных с омеднением - 15 микрон (в т.ч. верхнего слоя никеля не менее 5 микрон): хромовых многослойных с подслоем никеля - 15 микрон (в т.ч. верхний слой хрома - 1 микрон).
Дороговизна и токсичность процесса побудила производителей практически повсеместно отказаться от хромирования и перейти на низкоуглеродистую нержавеющую сталь типа 30X13 и 40X13. К концу XX века на основе технологий диффузионной сварки обкладки из низкоуглеродистых коррозионностойких сталей были использованы для защиты высокоуглеродистых сердцевин клинков путем пакетирования. Так, к известным достоинствам трехслойных клинков, таким как прочность и простота заточки, прибавилась и высокая коррозионная стойкость, обеспечиваемая нержавеющими обкладками с толщиной до 1 мм. Такие зарубежные фирмы, как Cold Steel, Helle, Fallkniven, используют на обкладки своих трехслойных клинков коррозионностойкие стали типа 420J2 и 316, а японские фирмы Hattory и Kasumi - штемпельный Дамаск из сталей 420J1 и 420J2, а также никеля. Эти ножи, наряду с высокой коррозионной стойкостью, обладают еще и крайне привлекательным внешним видом.
В средние века для защиты стали и придания привлекательного внешнего вида получила распространение наводка и насечка клинков серебром и золотом. Насечка - термомеханический метод нанесения на защищаемую поверхность тонких слоев коррозионностойкого металла (как правило, серебра и золота, наносимого на парадное и наградное холодное оружие), осуществляемый в процессе горячей ковки тонких листов драгоценного металла поверх подготовленной стали, покрытой мелкими зарубками. Наводка золотом производилась путем многоступенчатого наложения на клинок амальгамы (смеси драгоценного металла и ртути) с последующим ее испарением и полировкой. Сегодня столовые приборы также покрываются слоем серебра толщиной около 20 микрон, но делают это уже гальваническими методами.
На недорогих кухонных ножах и столовых приборах из коррозионностойких сталей импортного и отечественного производства в последние десятилетия получил широчайшее распространение метод электрохимического полирования. В строгом смысле назвать его покрытием нельзя - оно просто существенно улучшает структуру поверхности металла, удаляет дефекты шлифования - прижоги и микротрещины. В его основе лежит анодное растворение поверхностного дефектного слоя металла в электролитах и формирование поверхности повышенной чистоты. Таким образом, резко возрастает коррозионная стойкость поверхности клинка, что наряду с высокой производительностью труда и обеспечило популярность такому виду обработки. С технологической точки зрения обработка производится в два этапа: виброабразивная обработка и электрохимическое полирование в электролите на основе ортофосфорной и серной кислоты.
На армейский моделях зеркальный блеск был уместен не всегда, что подвигло производителей на дальнейшие эксперименты с неметаллическими покрытиями - лакокрасочными, пластмассовыми и т.п.
Лакокрасочные покрытия экономичны, обладают высокими защитными свойствами, их можно восстанавливать в процессе эксплуатации. Наибольшее развитие они получили в целях хранения и длительной консервации ножей. Так, согласно ГОСТ Р 51015-97 «Ножи хозяйственные и специальные» допускается производить их консервацию путем покрытия лаком НЦ-221. Такие зарубежные производители, как Greco Knives, используют специальные лаковые покрытия повышенной износостойкости для защиты клинков. Ряд производителей применяют специальные лакокрасочные покрытия повышенной износостойкости для создания на клинках рисунков - национальных символов, камуфляжной окраски и пр.
Все большее распространение получают пластмассовые покрытия из эпоксидных смол, тефлона (политетрафторэтилена) и фторопласта, обладающие высокой водо-, кислою- и щелочестойкостью. Они используются при изготовлении ножей со второй половины XX века по сегодняшний день. Так, на моделях популярных производителей Cold Steel, KA-BAR и Ontario защита клинка основана на окраске эпоксидной смолой, которая затем подвергается нагреву при температуре около 150 °С. Busse Knives добавляет в состав эпоксидных смол, защищающих клинки их моделей, фторопласт. Такие покрытия, как правило, имеют черный цвет, обеспечивают достаточную антикоррозионную защиту клинкам из углеродистых сталей. К сожалению, их характеризует слабая стойкость к царапинам и невысокая износостойкость.
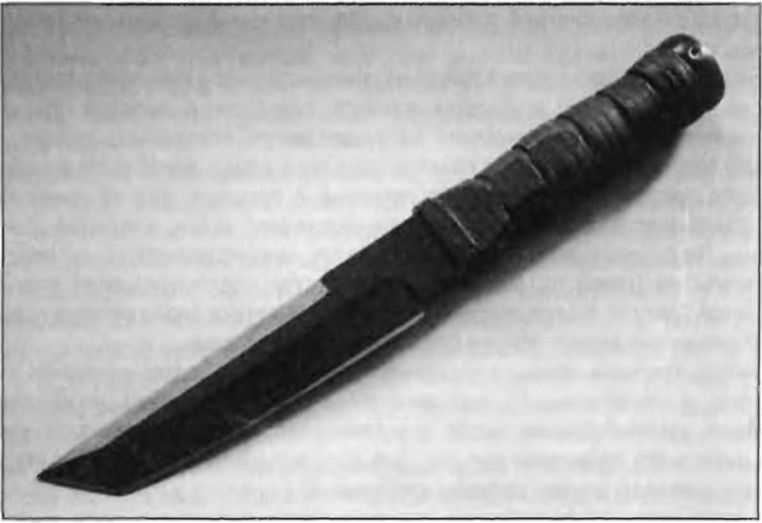
Рис. 38. Антибликовое покрытие клинка модели М1 от компании «Южный Крест» произведено с использованием износостойких поксиполиэфирных порошковых красителей.
Сходная проблема отмечается у покрытий на основе тефлона, таких как ВТ2 (используется фирмой Benchmade), Kalgard (Chris Reeve Knives), Roguard (United Cutlery) и других. Процесс нанесения такого покрытия аналогичен - полимер на основе тефлона напыляется в несколько приемов на клинок, который затем подвергается нагреву до температуры около 150 °С. Хорошее внедрение такого материала в поры металла позволяет обеспечить антикоррозионную защиту даже на участках, где покрытие повреждено. Это достигается за счет гидрофобности - даже участок с поврежденным покрытием хуже смачивается водой. Покрытие имеет широкий диапазон устойчивости к температурам от -260 °С до +300 °С (кратковременно), ко всем химически агрессивным средам, свету, горячему водяному пару и неблагоприятным климатическим условиям. Оно обладает высокими антифрикционными способностями, не горюче, имеет хорошие диэлектрические свойства, не гигроскопично, физиологически нейтрально (разрешено к употреблению в пищевой промышленности).
Химические составы типа Tech-12 от К-TECH Inc. наносят при комнатной температуре. После низкотемпературного обжига образуется поверхностное керамическое покрытие, которое заполняет все трещины и поры в подслоях, обеспечивая повышенную антикоррозионную стойкость и твердость до 2850 HV. Такие составы применяются, например, для дополнительной защиты покрытий на основе хрома и карбида бора, что резко повышает их стойкость и защитные свойства.
В последние годы обозначилось новое направление создания защитных покрытий путем нанесения тугоплавких металлов плазменными и ионно-плазменными методами.
В ходе плазменного напыления защищаемая поверхность бомбардируется частицами порошка, разогретого до пластического состояния. При этом передача тепловой и кинетической энергии производится плазменной или газоплазменной струей. Фирмой Microtech в последние годы используются покрытия на основе напыления нитрида хрома CrN и карбида бора В«С. По причине пористости покрытия на основе карбида бора надежная защита от коррозии достигается при его нанесении на подслой хрома в виде двух- или трехслойного защитно-декоративного покрытия хром-карбид бора или хром-карбид бора-керамика.
При ионно-плазменном методе в вакуумной установке само осаждаемое вещество последовательно превращается в газ и плазму, которая затем осаждается в виде конденсата на упрочняемую поверхность клинка в атмосфере реакционного или инертного газа. При толщине около 5 микрон покрытия обладают великолепной прочностью сцепления с клинком, защищающим его не только от действия коррозии, но и от износа: покрытие на основе нитрида титана TiN имеет твердость около 2000 HV, а из карбонитрида титана TiNC - более 3000 HV. Для сравнения можно сказать, что твердости в 70 HRC соответствует 1076 HV. В связи со столь значительной разницей между твердостью защищаемого материала и оболочки ее толщину ограничивают 5 микронами для исключения скола при деформации клинка. Даже такая незначительная толщина вполне эффективно защищает клинки от окисления на воздухе и является прекрасным диэлектриком во всем интервале температур. Одним из первых технологию lonfusion - напыление нитрида титана на поверхность клинка - применила фирма Buck. Используемое американской фирмой Benchmade протекторное покрытие Black-Ti основано на напылении тонкого (до 3 микрон) слоя карбонитрида титана. Это покрытие имеет темный цвет, обладает великолепной прочностью и стойкостью к износу и повреждениям, повышает антикоррозионные свойства. Сходная технология применена на ряде моделей от Masters of Defence и Microtech.
Обзор средств защиты стали был бы не полон без упоминания о возобновляемых покрытиях. В области средств консервации в музейном деле следует отметить эволюцию средств защиты клинков. На смену церезину и натуральным воскам (пчелиному и карнубы) в конце 50-х пришел разработанный сотрудниками Британского музея состав под названием Renaissance Wax. Это популярное в академических кругах и среди зарубежных коллекционеров средство сбережения и консервации холодного оружия представляет собой полусинтетический микрокристаллический воск на основе окаменелых останков. Оно неабразивно, не изменяет со временем цвета, химически нейтрально и долговечно. Кроме того, оно водонепроницаемо, предотвращает появление следов папиллярных линий от пальцев, не портит прилегающее к металлу дерево, драгоценные камни, рог, кость, пластики и пр.
Для ухода за клинком на смену маслу камелии приходят достижения химии. Пленочная смазка Tuf-Glide на основе минеральных спиртов от фирмы Sentry Solutions Ltd является замедлителем коррозии и смазкой механизма складных ножей на замену маслам и силиконам. Она обеспечивает нелипкую, стойкую к износу пленочную защиту механическим частям и поверхностям оружия, ножей, инструментов и пр. Оно безвредно для древесины. Это средство служит для ухода за шарниром ножа и механизмами огнестрельного оружия. Сходное назначение имеет кондиционер металла MIUTEC-1 фирмы Militec Incorporated, созданный на основе синтетических углеводородов, импрегнируемых в поверхностный слой металла. Он снижает трение и износ механических частей, противодействует коррозии. Главный недостаток этих составов - нежелательность соприкосновения с продуктами питания.
Таким образом, на современном рынке отмечается значительное разнообразие технологий и составов, используемых для защиты клинков от коррозии. Постоянно, наряду с их совершенствованием, идет поиск новых средств и методов.
Глава 8. Тестирование
Рост производственной культуры, повышение уровня и качества отделки, оригинальные дизайны, новые материалы - все это может отметить для себя сегодня каждый любитель ножей. Предложение подчас значительно превышает спрос, и пользователь перестал бросаться на новинки, не обращая внимания на огрехи в дизайне и отделке, а позволяет себе попривередничать, а то и покапризничать при выборе модели. Поняв это, многие производители делают акцент на использование модных материалов, достойный вид своих ножей и качество их сборки. К сожалению, эти улучшения подчас производятся в ущерб свойствам клинка. У некоторых производителей с качеством их термомеханической обработки (ТМО) дело обстоит как в известном анекдоте об экспериментах в изготовлении конфет - «выглядят уже как настоящие, а кушать все еще нельзя». Чем иным можно объяснить то, что одни и те же марки сталей от одного производителя металла, закаленные на одинаковую или почти одинаковую твердость разными фирмами, неизменно дают совершенно разный результат в ходе эксплуатации клинков из них? Клиенту, приобретающему или заказывающему изделие, следует иметь в виду, что помимо марки стали большое значение для его будущих свойств имеет целый спектр характеристик, таких как массогабаритные и геометрические и, главное, подходящая структура металла, задаваемая в ходе ТМО: фактор, который выявляется только в ходе эксплуатации и оказывает решающее воздействие на функциональность клинка.
В конце концов, небогатый и неизбалованный соотечественник давным-давно научился своими силами доводить до ума даже нож. несущий на себе печать полуфабриката. Заточить клинок, поправить неверно выбранное сечение или снять лишний металл можно самому или с помощью точильщика. Но вот поправить неверно выбранную ТМО 8 домашних условиях возможным уже не представляется.
Как правило, оценка потребительских свойств ножа производится в ходе «полевого» тестирования. Опытного пользователя мало интересуют значения твердости материала, тип структуры и особенности ТМО стали клинка. Вопрос стоит более узко - годится ли конкретный нож для выполнения некоторого объема задач, являющего для данного потребителя характерным? И тут час-другой интенсивной работы дает досточно исчерпывающий ответ. По его результатам бывалые пользователи и дают оценку той или иной стали, а также общему уровню модели, которую производит фирма или мастер. Очевидно, что такая оценка грешит субъективизмом, т.к. индивидуальная техника работы ножом у каждого своя.
Вопрос проверки и подтверждения тех или иных заявлений производителей клинков уже давно стоит на повестке дня. И есть практические результаты: народ потрошит зверушек на счет без подточки клинка, режет веревки, ломает ножи в тисках, рубит деревянный брус, гвозди и другие ножи. Не умаляя важности и практической значимости таких способов проверки клинков, равно как и непосредственно полевого тестирования образцов, следует отметить, что в большинстве случаев в ходе подобного тестирования проверке подвергается не материал клинка, а общая концепция ножа, его эргономичность и массогабаритные характеристики. Общеизвестный факт - правильно сделанный нож с клинком из простенькой мягковатой углеродистой стали будет работать намного лучше «ковыряла», сделанного из самого экзотического материала с великолепной термообработкой. Это признают и многие практики, которые предлагают свой вариант тестирования - изготовить некоторое количество совершенно одинаковых ножей с клинками из разных марок сталей с различными схемами ТМО. Однако и при таком тестировании элемент субъективизма испытателя исключить невозможно: индивидуальная техника работы клинком у каждого своя, соответственно и оценки свойств стали двумя разными людьми даже с одинаковыми антропометрическими данными (а таких еще поискать надо) будет различна. Кроме того, такой способ потребует весьма серьезных капиталовложений.
До недавнего времени вопросы тестирования клинков ограничивались историческими материалами, связанными с проверкой свойств длинноклинкового холодного оружия. Наиболее известным и достоверным из них является публикация поручика Максимова в «Артиллерийском журнале» 1857 г. Многие положения из нее к ножам не очень применимы в силу разницы в размерах и свойствах клинка, либо вообще безнадежно устарели. К устаревшим можно отнести, к примеру, рекомендацию по проверке однородности металла: «Однородность металла познается по следующим приметам: дыханием на поверхность клинка нужно образовать тусклое пятно и, не обращая внимание на то, быстро или медленно будет оно сходить, замечать только форму уничтожающегося пятна; хорошо, ежели оно будет сходить ровно, симметрически; в металле неоднородном (который неравномерно насыщен углеродом) пятно при уничтожении бывает угловато и не одинаково тускло (от неодинаковой скорости и степени нагрева частиц)». Материал такого качества в начале XXI века с массовым переходом на качественное сырье уже скорее экзотика, а к композиционным материалам (дамаскам и булатам) метод неприменим и вовсе.
А ведь испытания нужны прежде всего самому производителю, чтобы отработать оптимальную технологию, обеспечить должный уровень качества и своевременно отбраковывать неудачные партии клинков. Так, за рубежом ведущие фирмы давно используют для этого специальные станки с ЧПУ, позволяющие дать беспристрастную численную оценку свойствам клинка вообще и стали в частности - выявить и локализовать прижоги, нарушения структуры по длине клинка, оценить его коррозионную стойкость, износостойкость лезвия и т.д. Наиболее известным является оборудование, производимое под эгидой расположенной в Шеффилде «Ассоциации исследований ножевых изделий и сходных товаров» - CATRA (Cutlery & Allied Trades Research Association).
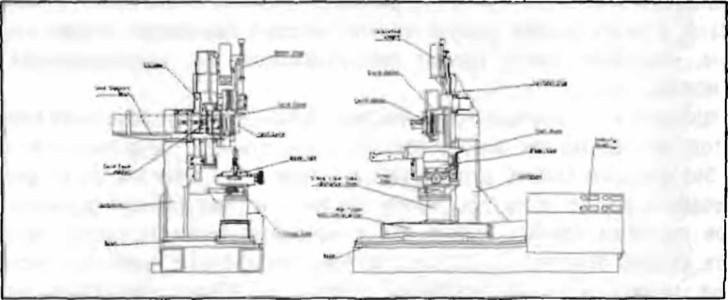
Рис. 39. Машина для оценки режущих свойств клинка.
Однако не исключен вариант, когда и пользователю может понадобиться цикл экспресс-испытаний для быстрого определения основных свойств РК, не покидая стен дома. Хотя бы для того, чтобы через час работы в поле с грустью и тоской не отметить, что его в очередной раз облапошили и вместо ножа он взял с собой малопригодную для работы металлическую пластину, напрочь отказывающуюся резать. Несмотря на то что применимость результатов, полученных в ходе экспресс-тестов, например, на газетной бумаге, крайне спорна относительно применения на мясе, рыбе и пр., можно сделать допущение, что общие свойства лезвия правильно подобранные тесты могут отражать достаточно адекватно. Как их провести?
Первое, что понадобится, - некий тестовый нож. Тестирование - это всегда сравнение свойств, а раз так, то необходимо, как минимум, два клинка: тестируемый и эталонный, второе - тестовый материал. Он может быть самым разнообразным и зависит от возможностей и фантазии тестирующего. За рубежом это традиционно более-менее стабильная по свойствам дюймовая манильская пенька и сосновый брус 2x4 дюйма. У нас это может быть войлок, разнообразные канаты, бумага, древесина и т.д. Тут еще раз пригодится тестовый клинок. Далеко не всегда есть возможность создать «стратегические запасы» сырья для последующих тестов различных моделей, а каждый новый тестовый материал по свойствам может отличаться от предыдущей партии - и бумага, и войлок, и дерево. Тестовый клинок - это некий эталон, по которому можно оценить, каким образом изменились свойства новой партии материала (плотность, твердость, абразивность) в сравнении с предыдущей.
Третье - это средства заточки. Очень хорошо, если вы умеете так точить ножи, что их режущие кромки совершенно неотличимы. Если таких высот еще не достигнуто, то лучше озаботиться для большей достоверности результата приспособлением для задания определенного угла заточки принудительно. Их можно купить (например, известные V-образные точилки от Spyderco или рычажные от Lansky) или сделать самому. Проверку достигнутой остроты можно производить резкой на весу газетного листа, удерживаемого за один край.
Таблица 16.
Рекомендованные углы для тестирования клинков
Применение клинка | Рекомендованный угол заточки, (в градусах) |
Ножи столовые, из приборов | 50-60 |
Ножи кухонные, бытовые | 30-35 |
Профессиональные поварские ножи | 25-30 |
Профессиональные для разделки мяса | 25-30 |
Профессиональные для разделки рыбы | 20-25 |
Профессиональные для работы с овощами | 30-40 |
Складные, охотничьи и туристические (для эргономичности резв при аккуратной работе острым клинком) | 30-35 |
Складные, охотничьи и туристические (для долговечности лезвия - рубящая или рубяше-режущая техника работы) | 40-45 |
Сравнивая свойства различных клинковых материалов, мы получим тем более объективный результат, чем больше нам удастся «уравнять» их геометрические и массовые характеристики, - т.е. максимально исключить влияние эргономичности, веса, толщины спусков, обуха и пр. Для этого целесообразно тестировать только сходные по геометрии участки клинков на глубину их режущей кромки. Поэтому ограничим тестируемый участок изолентой или скотчем, а также постараемся задавать в ходе тестировании одинаковые нагрузки на клинок и не особо углубляться в разрезаемый твердый материал.
Последнее по списку, но далеко не последнее по значимости, - меры и правила безопасности. Всегда помните, что в ваших руках - острый предмет, способный нанести серьезное повреждение и травму. Позаботьтесь о безопасности окружащих и своей собственной: организация рабочего места, выбор средств тестирования должны исключать неконтролируемое падение предметов и опасные траектории движения ножа. При необходимости надевайте средства защиты - перчатки, маски, фартуки.
Итак, ножи наточены на нужный угол, материал для тестирования подобран, рабочее место оборудовано, средства индивидуальной защиты надеты. Теперь за дело. Что будем проверять? Основные характеристики клинка - стойкость режущей кромки на износ (динамические испытания), на ударную вязкость (испытания ударом) и коррозионную стойкость. Есть и прочие испытания для специальных клинков - на изгиб, на прочность, на остаточные деформации и т.д. Объем и перечень дополнительных испытаний целесообразно выбирать, исходя из назначения проверяемого клинка и предъявляемых к нему специфических требований.
Динамические испытания
1. Возьмите иллюстрированный журнал, закрепите его на столе и начните его резать остро отточеным клинком, причем строго определенным участком, стараясь совершать равномерные, одинаковые по силе и скорости прорезы параллельно друг другу вдоль или поперек страницы. Внимательно следите за динамикой реза - когда клинок как бы «пилит» бумагу, когда начинает резать плавно, когда начнет проскальзывать и когда вообще перестанет резать. Посчитайте количество прорезов и длину прорезанных листов по всей толщине журнала. Постройте график «количество разрезов - длина разрезов на бумаге». Повторите цикл экспериментов с «эталонным» ножом, в качестве которого вы уверены. Сравните результат.
2. Поместите на весы разделочную доску, желательно с торцевым выходом для снижения износа лезвия. Начните резать тестовый материал (канат, полосу войлока, свернутые в тугую трубку диаметром 15-25 мм листы газетной бумаги и пр.). Прекратите тест по достижению определяемой по весам нагрузки (например, для дюймового каната из манильской пеньки в 20 кг). Сосчитайте количество отрезанных кусков тестового материала. Повторите цикл тестов с «эталонным» ножом. Сравните результат.
3. Попробуйте порезать тонкую медную проволоку (витую пару, многожильный кабель и пр.) на весу определенным участком клинка и определите, как долго РК способна резать ее без значительных усилий. Для более точного определения усилия можете использовать бытовой безмен. Также сравните с результатом, полученным на «эталонном» клинке.
4. Для большей точности метода можете собрать специальную установку. В ходе испытаний через лезвие с определенным загибом, подбираемым с помощью лекал, и приложенной в точке соприкосновения с бумагой определенной нагрузкой (2-5 кг) протягивается стопка однотипных листов полиграфической продукции (толщиной 0.04-0. 08 мм каждый). Оценка количества и длины прорезанных листов производится визуально с помощью линейки. Нагрузка подбирается эмпирическим путем для каждого вида абразива, исходя из индивидуальной величины усилия, удобного для реза, и достижения такой глубины прорезаемых листов (но не более высоты режущей кромки), которое бы позволило максимально исключить влияние особенностей, присущих сечению клинка. Тонкие ценители могут провести серию испытаний и для большей достоверности обработать их результаты методами математической статистики.
Испытания ударом
1. Возьмите брусок из древесины твердых пород (например, березовый или буковый, размером 20 х 40 мм) или полосу мягкого металла (дюрали, латуни, меди) шириной 5-10 мм, зажмите ее в тисках или струбциной узкой стороной вверх, прижмите к краю полосы клинок отмеченным маркером участком и нанесите несколько несильных ударов одинаковой величины молотком по обуху, перемещая клинок после каждого удара на несколько миллиметров в сторону, прорубая тем же самым участком лезвия материал на незначительную глубину (2-3 мм). Оцените характер повреждения бруска/полосы и лезвия, деградацию рубящих свойств клинка, а также изменение глубины следов, оставшихся на полосе и на лезвии клинка. Сравните с «эталонным» клинком.
2. Для большей точности метода можете собрать специальную установку. Ее конструкция аналогична стандартному маятниковому копру с расходными элементами - брусом из твердой древесины (бук) или пластиной из дюралевого сплава. Для оценки выбираются прямолинейные участки режущей кромки клинка. Максимальная величина ударной нагрузки выбирается так, чтобы глубина вмятин на абразиве не превышала 2-3 мм для исключения влияния на результат геометрии клинка. Варьирование энергии удара можно производить за счет изменения высоты подъема маятника и/или увеличением его веса.
3. Рубка клинков лезвием в лезвие - это вандализм. Больше всегда пострадает из них тот, что предназначен для более деликатных задач и выточен более аккуратно. В крайнем случае, ударом можно проверить ребра на обухе клинков, да и то при условии, что клинки не являются многослойными и не имеют зонной закалки. Проверять таким образом композиционные стали также не рекомендуется ввиду возможности попасть на участки разной твердости.
Прочие тесты
1. Произведите тестирование прочностных свойств лезвийной части клинка ее прокаткой по латунному или бронзовому стержню, зажатому в тиски, под углом в 45° к плоскости клинка. Клинок прижимают к стержню диаметром 4-7 мм и протягивают от рукояти к острию обухом вперед сперва с одной стороны клинка, а затем с другой. Метод стоит использовать на клинках, имеющих не слишком толстый спуск у режущей кромки (топор, к примеру, так проверить не выйдет). Усилие прижатия клинка к стержню должно быть таковым, чтобы при прокатке на лезвии визуально фиксировалась «волна» упругих деформаций, пробегающих по ее длине в месте контакта со стержнем. Остаточных деформаций после снятия нагрузки быть не должно, равно как и локального разрушения лезвия. Этот метод американский ножовщик Уэйн Годдарт предлагает использовать производителям для оценки прочностных свойств лезвийной части.
2. Если позволяет конструкция клинка, изогните его на небольшой угол (10-15°), уперев (но не воткнув!) острие в твердую поверхность. После снятия нагрузи клинок не должен иметь остаточных деформаций. Для филейных ножей угол может быть и больше - вплоть до 90°. Тест нельзя применять на складных моделях и моделях с короткими и (или) толстыми клинками. Для длинных клинков тестирование можно производить загибом клинка на определенный угол либо приложением к нему усилия определенной величины с последующей оценкой величины остаточных деформаций.
3. Щелкните ногтем по лезвийной части клинка. Хороший клинок должен издавать чистый и ровный звон. У метода есть естественные ограничения - не все виды монтажа рукояти и профили клинка позволяют ему звенеть. К тому же нужно опытное «музыкальное» ухо, способное различать ноты. Если вам медведь наступил на ухо, то он тоже не для вас.
4. Наполните бытовой опрыскиватель насыщенным раствором поваренной соли комнатной температуры. В течение часа-двух опрыскивайте им клинок с интервалом в 3-5 мин. Метод целесообразно использовать для оценки коррозионной стойкости нержавеющих сталей и качества защитных покрытий на углеродистых сталях. Более простой способ - порезать клинком лук, лимон или яблоко и оставить его на полчаса. Оценить степень повреждения клинка коррозией и ее характер (точечный, очаговый и пр.).
5. Заточите клинок на хорошо знакомом мелкозернистом абразивном бруске. Уже в процессе точки можно сделать выводы о величине износостойкости стали. Также следите за поведением заусенца: хрупкий, быстро отваливающийся заусенец свидетельствует о твердости и хрупкости лезвия в целом, а длинный, гнущийся во все стороны, - о невысокой износостойкости.
Перечень данных тестов не является единым и обязательным. Его можно расширить тестом стойкости рукояти на изгиб и на прочность сцепления с хвостовиком, проверкой надежности механизма складного ножа и стойкости к износу рукояти и покрытия клинка. Главное - не забывайте правил безопасного обращения с режущим инструментом. Проверку геометрии клинка можно производить путем рубки свободно стоящей на столе трубки, свернутой из газеты, пластиковой бутылки, пивной жестянки и т.д. Хороший тест на стойкость режущей кромки - распустить участком клинка длиной 40-50 мм двухлитровую пластиковую бутылку на ленту шириной 3-5 мм от горлышка до дна: качественный клинок справится с этим без подточки. Ножовщики шведского города Эскильстуна в конце XIX века проверяли клинки складных моделей путем резки на время уложенного сухого бревна диаметром 300 мм насквозь. Шведский мастер Харальд Хальстрем в 1894 году управился с этой задачей на спор за 4 часа, поставив своеобразный рекорд среди коллег-ножовщиков. Но это уже сложный тест, не для изнеженных рук наших современников.
Можете попробовать проверить клинок на других материалах - пластмассах, коже, картоне и пр. - на основании собственных оригинальных методик. И если они покажут себя хорошо, то не забудьте поделиться ими.
Глава 9. Профили клинков
Профиль клинка, задаваемый при его изготовлении, является одним из главных параметров, определяющих функциональность и удобство ножа. Заточенный до бритвенной остроты клинок может резать очень плохо из-за неверно выбранной геометрии или выведенных с ошибками плоскостей. Именно такие модели профи презрительно именуют «заточенные линейки» - нож вроде бы и острый, да не режет.
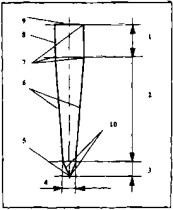
Рис. 40. Клинок пятигранного профиля с подводом в разрезе.
Составные части: 1 - ширина полотна; 2 - ширина спусков; 3 - ширина подвода (лезвийной части); 4 - толщина спуска у подвода: 5 - режущая кромка (РК); 6 - спуски; 7 - ребра; 8 - грань клинка; 9 - обух; 10 - режущие грани (подвод).
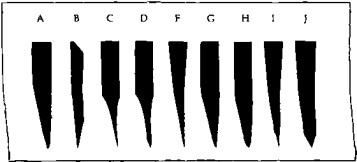
Рис. 41. Наиболее распространенные профили клинков.
На профессиональных моделях наибольшей популярностью пользуется плоско- выпуклый клин (рис. 41-А). Его отличает равномерное усилие при резке насквозь большинства полуфабрикатов и продуктов питания значительной толщины, что делает его крайне популярным на высококачественных поварских моделях. РК достаточно прочная, легко поправляется мусатом. Высокая функциональность такого профиля делает его весьма популярным - от клинкового оружия из Японии и непальских кукри до скандинавских пуукко. Недостаток - не очень хорошо прорезает насквозь твердые предметы. Сложен в заточке и изготовлении - по этой причине достаточно дорог. Асимметричный профиль (рис. 41-В) наиболее популярен на клинках из Юго-Восточной Азии. Им удобно нарубать и шинковать овощи, резать и филеровать рыбу. Такой профиль распространен и на длинных джунглевых клинках. На европейских моделях встречается реже, в основном на ножах для работающих с кожей и деревом - скорняков, сапожников и резчиков. Технологичен, прост в изготовлении и заточке. Плоско-вогнутый клин (рис. 41-С) и плоско-вогнутый клин с подводом (рис 41-0) наиболее прост в технологическом плане и дешев, что и обуславливает его популярность на дешевых моделях. Приложите пластину к точильному кругу - именно такой профиль спуска и получится. Его легко править и подтачивать. К сожалению, в работе он не очень удобен: хорошо надрезает и срезает, но режет вглубь плохо - мешают выдающиеся боковые ребра. Невысока и его механическая прочность, особенно при рубящей технике работы.
Несколько лучше работают на рез клиновидный (рис. 41-F) и пятигранный (рис. 41-G) профили. Ввиду хрупкости РК и сложности ухода за ним клиновидный профиль и плоско-вогнутый клин встречаются редко. Как правило, для упрочнения лезвия используют небольшой подвод. Широко распространен пятигранный профиль, особенно на недорогих моделях из Скандинавии. Его отличительной особенностью является простота заточки - клинок поочередно укладывается боковой стороной плашмя на брусок и вытачивается. Наиболее часто на ножах среднего ценового диапазона встречается клин с подводом (рис. 41 -Н) и пятигранный профиль с подводом (рис. 41-1 и 41-J). Они сочетают технологичность изготовления с повышенной прочностью лезвия, обеспечивают простоту его правки. Их недостатки - сложны в заточке и ремонте.
Приведенные схемы не охватывают всего разнообразия профилей, распространенных на ножах. Несколько реже встречаются асимметричный плоско-выпуклый, асимметричный плоско-вогнутый и другие.
Габаритные характеристики определяются способом использования ножа и его специализацией. Так, если на поварских профессиональных ножах толщина спуска у РК должна быть не больше 0.3-0.4 мм, то на моделях для тяжелых работ этот параметр может превышать 1.5 мм. Естественно, такое увеличение резко ограничивает режущие способности клинка, однако существенно повышает «живучесть» РК при тяжелых работах или неаккуратном обращении. Именно по этой причине многие заводские клинки, рассчитанные на широкий класс пользователей, не отягощенных излишними навыками, делаются с весьма солидной толщиной спуска у РК (рис. 41-J). Этот параметр легко померить штангенциркулем.
Кроме того, удобство реза предусматривает одинаковую толщину спуска у РК по всей ее длине. Грубая и неаккуратная заточка легко определяется визуально, а вот толщину спуска лучше доверить пальцам. Для этого сожмите подушечками большого и указательного пальца спуск возле порога (у рукояти) и крайне аккуратно (чтобы не порезаться) проведите вдоль лезвия, по всей длине, до острия. У ножей, сделанных по «экономным» технологиям, толщина спуска начинает заметно прибавлять к острию или изменяется по длине лезвийной части.
Какой профиль клинка с какими геометрическими характеристиками стоит выбрать? Все зависит от задачи и вида обрабатываемого материала: плоско-вогнутый клин уместен на опасной бритве, но рубить им не стоит. Плоско-выпуклый обладает хорошей ударной вязкостью, но чистить картошку им непросто. Немаловажен и навык в работе. Толстый спуск обеспечивает повышенную прочность РК и «защиту от дурака» одновременно с ухудшением режущих свойств. Наряду с этим следует учитывать и ремонтопригодность: что толку в клинке с самым сложным профилем, если его владелец не может его не то что заточить, но и просто подправить?
Свойства режущих кромок
Так какие общие требования могут предъявляться к РК ножа?
Обеспечивать хорошие режущие свойства сразу после заточки (ЮР - Initial Cutting Performance - начальная режущая способность).
Быть долговечной и износостойкой - сохранять остроту долгое время (СЕР - Cutting Edge Retention - сохранение свойств режущей кромки).
Бытьпрочной и устойчивой при механическом воздействии.
Быть устойчивой к агрессивным средам - кислотам и другим активным химическим веществам.
Хорошо поддаваться заточке и правке в обычных условиях, т.е. владелец ножа должен сам затачивать нож, не пользуясь дорогим оборудованием и расходными материалами.
Материал должен иметь разумную цену, иначе и рынок для клинков из него будет узким, и пользоваться им будет не так комфортно.
Исходя из результатов тестирования и на основании практики большинство материалов серийных моделей, используемых для изготовления клинков, можно разделить на группы.
Группа с высокими режущими свойствами: кобальтовый сплав типа Stellite6K или Talonite, керамика на основе оксида циркония, порошковые стали типа CPM440V, сложнолегированные высокоуглеродистые стали типа М2 (отечественный аналог Р6М5), D2 (Х12МФ), отдельные виды авторских булатов.
Группа с хорошими режущими свойствами: инструментальные типа У8 и высокоуглеродистые коррозионностойкие стали типа 440В и 440С (с отечественным аналогом 95X18, а также японскими (AUS8, ATS34, V610 и пр). Сюда же можно отнести лучшие виды авторского Дамаска.
Группа с удовлетворительными режущими свойствами: стали типа ШХ15 (52100) и CarbonV, отечественные коррозионностойкие стали типа 65X13 и 40X13, а также их зарубежные аналоги (420mod и 425mod).
Группа со слабыми режущими свойствами - 30X13,25X17Н2 с зарубежными аналогами, стали 420 группы.
В ходе реза можно выделить 3 стадии поведения режущей кромки:
1. - приработка, когда рез напоминает пиление мелким зубом со значительным внедрением в тело абразива:
2. - нормальной работы, отличающейся равномерным плавным резом и относительной стабильностью глубины прорезаемого абразива;
3. - деградация, характеризуемая проскальзыванием и неравномерным движением ножа и уменьшающейся глубиной внедрения в прорезаемый абразив вплоть до перехода к гладкому скольжению без разрезания.
Кроме того, за счет реализации специфического режима самозатачивания, характерного для сталей со значительными выделениями карбидов, начало стадии 2 может отмечаться повышенными режущими свойствами клинка.
В связи со спецификой применения ножа можно выделить ряд дополнительных требований к качеству реза: максимальное увеличение участка 1 или 2 за счет стадии 3 и задание особых требований по их изменению. Так, к примеру, для работы по мясной вырезке целесообразно максимальное увеличение участка 1 («первичной» остроты достигаемой, к примеру, работой заусенцем), в то время как ошкуривание трофея может потребовать увеличения участка 2 («основной» остроты) с обеспечением максимальной стабильности величины усилия реза для снижения усталости руки вследствие неравномерности нагрузки на нож.
Тестирование ударной вязкости режущей кромки демонстрирует более сложную картину. Если при низких значениях величины удара очень хорошо показали себя стали типа М2 (Р6М5) и D2 (Х12М), то на высоких значениях удара лидирующие позиции, как правило, занимают углеродистые стали У7.У8, 6ХС и пр.
Глава 10. Заточка ножей
Вместе со всем цивилизованным человечеством мы вступили в эру всевластной «шняги» - дешевого и, по сути, одноразового товара, произведенного по упрощенным и до максимума удешевленным технологиям. Применительно к ножам это означает засилье броских и недорогих изделий, точно характеризуемых ходульным определением - «заточенная металлическая пластина». На том, как она на самом деле заточена, надо остановиться особо.
Многим начинающим любителям знаком этот парадокс - выточенным в «бритву» клинком крайне просто порезаться, но невозможно ничего порезать. Мягкий хлеб он давит, в копченой колбасе вязнет, а с куска древесины соскальзывает. В таких случаях часто грешат на сталь и реже - на личные персональные навыки. Причина на самом деле куда как более проста и прозаична: нарушение производителем основных правил задания геометрических характеристик клинка. В самом названии этой части ножа содержится подсказка - правильное сечение должно иметь клиновидную форму. Хотя бы в районе, прилегающем к режущей кромке.
Но разве до этого есть какое-то дело производителю шняги? Его приоритеты - произвести побольше да подешевле. Правильный профиль клинка в этом случае не задается даже не столько в силу его технологической сложности, а по «идейным» соображениям. Грамотно исполненный клинок, в отличие от «заточенной линейки», не нуждается в ремонте достаточно долго и служит своему хозяину в разы дольше - только подправляй своевременно. Такой расклад производителю и продавцу шняги -острый нож в сердце. Основа их стратегии - вынудить потребителя покупать новый образчик хотя бы раз в год. Так и получается, что свежекупленный ширпотреб режет плохо, но недолго. Его последующий ремонт нецелесообразен в силу сугубо экономических соображений: приобретение аналогичного ножа обойдется в разы дешевле услуг квалифицированного мастера, связанных с приданием клинку-пластине требуемой формы.
Проблеме восстановления утраченной остроты инструмента лет не меньше, чем самому инструменту. Еще наши пращуры аккуратно отбивали тонкие пластинки с каменных ножей, чтобы вернуть им остроту. Со временем профессия точильщика и полировальщика выделилась в отдельную специализацию: гильдии полировальщиков оружия известны в Европе и Японии. С падением роли клинкового инструмента вообще и холодного оружия в частности навык начал стремительно теряться. Если в XIX и первой половине XX века городские точильщики, оглашающие окрестные кварталы криками «Точу ножи, ножницы!», были явлением распространенным, то сегодня этот почтенный промысел почти вымер, а ножи населению предлагается точить в местных мастерских металлоремонта. К сожалению, среди работников этих славных заведений правильно заточить нож сможет далеко не всякий. Регулярно носить ножи на профессиональную заточку и чувствительно платить за это - хлопотно и накладно. Зададимся вечно актуальными для нас вопросами: кто виноват и что делать?
Кто виноват
Проблемы с ремонтом и заточкой возникают не только у поклонников ширпотреба. Фабричная заточка качественных ножей далеко не всегда способна удовлетворить взыскательного потребителя. Даже если клинок «довести» под свою руку, режущие свойства в процессе более-менее интенсивного использования имеют скверное обыкновение деградировать через пару-тройку месяцев. Почему это происходит? Повторю еще раз фразу, которая повергает в неистовый восторг некоторых читателей: клинок - это длинный и тонкий клин, который раздвигает слои разрезаемого материала тем легче, чем меньший угол рабочей грани (то есть угол заточки) он имеет. В идеале, если сделать нож достаточно тонким (толщиной несколько десятых миллиметра), то и ремонтировать такую заточенную фольгу не надо - знай себе подправляй время от времени. Однако, поскольку металловедение еще не достигло высот, позволяющих создать материалы, которые успешно бы справлялись с действующими на такой клинок нагрузками, приходится мудрить с более жесткими клиновидными сечениями. Клинок при резе решает задачу, примерно сходную с летательным аппаратом, преодолевающим сопротивление воздуха, - проходить сквозь среду с минимальными потерями на преодоление сил противодействия среды. В авиации эта мудреная аэродинамическая задачка решена довольно давно - чтобы летальный аппарат эффективно «резал» воздушную среду, он не должен иметь резких изменений площади поперечного сечения. Это четко прослеживается на плавных «зализанных» обводах сверхзвуковых истребителей. Разрезающий некую не слишком твердую субстанцию клинок тоже должен иметь плавные обводы - пример чему популярнейший на профессиональных гастрономических и поварских ножах профиль «линзой» или чечевицей. Очевидно, что и по длине (от острия к рукояти) клинок должен менять сечение плавно (или не менять его вообще), что предъявляет определенные требования и к его профилю, и к качеству шлифовки, и к заточке клинка.

Рис. 42. Базовые профили заточки клинка: А - вогнутые спуски, В - линзовидные спуски, С - прямые спуски.
Есть, конечно, и исключения: когда надо срезать ломтик или стружку, вполне уместны и плоскости, и ярко выраженные грани, и ребра. Если же говорить о разрезании, то эти ребра и грани тормозят клинок, увеличивая прилагаемую на нож нагрузку. Хороший тест на правильность геометрии клинка - нарезка самой твердой сырокопченой колбасы: чем легче ее режет клинок, тем он правильнее исполнен.
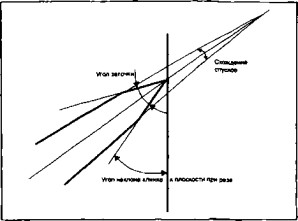
Рис. 43. Основные рабочие углы клинка.
Воздействуя на рукоять ножа, мы сосредотачиваем усилие на небольшой по размеру площади его лезвия. Чем эта площадь меньше, тем удельное давление больше и наоборот: тем «толще» режущая кромка (РК), тем большее усилие мы должны приложить. Нагрузка на лезвие очень велика - при работе оно изгибается. Поэтому для упрочнения клинка идут на маленькую хитрость: сход спусков делают меньше самого угла заточки, что обеспечивает более высокую живучесть режущей кромке и самому клинку более долгий срок жизни до ремонта - изменения его профиля, связанного с удалением материала не только с режущих плоскостей, но и со спусков (или фухтелей, как их иногда именуют).
Вернемся к вопросу, как заставить нож резать. Как мы уже выяснили, нож представляет собой длинный клин. Сложилась следующая традиция в названии частей: острое режущее ребро именуется лезвием или режущей кромкой; угол между двумя гранями, его образующими, - угол заточки; противоположная ему плоскость - обух. Часть клинка, имеющая постоянную толщину от обуха к лезвию, называется полотном, а часть с изменяемой по ширине клинка толщиной - спусками. Спуски могут формироваться непосредственно от обуха или на некотором расстоянии - например, с середины клинка. Если профиль клинка идеальный клин, то угол заточки совпадает с углом спуска. К сожалению, такая РК не очень долговечна. Поэтому сегодня чаще встречается т.н. двойной клин: угол заточки больше, чем угол схода спусков. Этот профиль позволяет иметь более прочную и «толстую» РК при умеренной ширине обуха и толщине клинка. Разновидностью такого профиля является т.н. клин с вогнутыми спусками, где плоскости спусков изогнуты по направлению друг к другу. Его используют на скинерах и бритвах. Хотя куда чаще этот наиболее технологичный вид спусков применяют на чем попало - лишь бы сэкономить на стоимости оборудования, формирующего более сложные профили клинка. Если плоскости спусков изогнуты в другую сторону, то они формируют специфичный «линзовидный» профиль, имеющий самую мощную РК. Его применяют на хороших поварских ножах, холодном оружии, дорогих ножах для тяжелых работ. Последний вид - асимметричный спуск, где одна из плоскостей РК перпендикулярна обуху. Такой профиль популярен на дальневосточных ножах. Его упрощенная модификация применяется на «тактических» ножах в стиле «американское танто». Тут надо отметить, что профиль японского поварского ножа - отнюдь не примитивно-«стамесочный». Как видно на рисунке 44, наряду с выраженной вогнутостью стороны без спуска имеем четкую РК, отличающуюся от угла схода спуска. Следует отметить, что даже ножи на европейский манер (например, гуйто) японцы предпочитают точить асимметрично: со стороны рабочей руки - около 40-50 градусов от горизонтальной плоскости, с противоположной - 70-80. Что разительно отличается от европейской традиции с симметричными углами заточки - как правило, по 50-60 градусов от горизонтали с каждой стороны.

Рис. 44. Основные части клинка: А-В - спуски, С-0 - угол заточки 20 градусов.
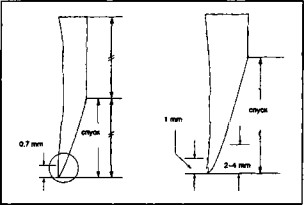
Рис. 45. Асимметричные профили японских ножей - для тонкой работы (слева) и для тяжевой работы (справа)
Симметричные спуски позволяют добиться прямого движения клинка внутри материала, они сами себя «стабилизируют» в движении. А вот асимметричный спуск норовит в материале «сделать загогулину», двигаясь по дуге в направлении спуска, так что им удобнее отрезать тонкие ломтики или срезать стружку. Конечно, этими вариантами многообразие заточки не ограничивается, однако именно они получили наибольшее распространение. Кроме того, ряд клинков может иметь разную величину угла заточки по длине лезвия (к примеру, на мясницких секачах - возле острия большой угол для рубки, а ближе к пяте меньший для подрезки) и даже разный профиль сечения.
В ходе работы ножом вследствие высоких нагрузок, абразивного износа и электрохимического (коррозионного) воздействия геометрия РК со временем меняется. Это сказывается как на остроте ножа, так и на удобстве работы им, а также на безопасности пользователя. Задача заточки - восстановление исходного профиля РК. Таким образом, случаи заточки можно свести к трем базовым.
Слегка затупившееся лезвие. Его приведение в исходное состояние правильнее назвать правкой: неравномерно деформированную и незначительно изогнувшуюся РК ровняют или как бы «ставят на место» правочными приспособлениями -мусатами (если материал клинка сравнительно мягкий и вязкий), стропами с микропорошками, мелкозернистым абразивом и пр.
Износ или сильное затупление. Запущенное или сильно изношенное лезвие требует большей работы. Для этого вам придется снять по бокам режущей кромки «лишний» материал. Это делают уже абразивными брусками.
Очень сильный износ, значительные повреждения РК - забоины, выщерблины и пр. Этот случай наиболее тяжелый. Фактически в ходе заточки придется выполнять работу ножовщика и заново выводить спуски и формировать РК - то есть уже не только точить нож, но и производить его ремонт. Эта задача не из простых, и если не обладать нужными навыками и инструментами, то нож можно просто испортить.
Итак, мы видим, что нож, как и любой другой инструмент, нуждается в регулярном уходе и разумном использовании: чем сильнее его «запустили», тем сложнее его восстанавливать. Тем не менее, самые тяжелые случаи встречаются наиболее часто: не умея правильно ухаживать за ножом, пользователь его эксплуатирует до тех пор, пока он не перестает резать вообще. По этой же причине мы переживаем бум ножей с серрейторной заточкой: резать ими намного тяжелее и подходят они не для всех продуктов, но длительный «срок жизни» заводской заточки обеспечил им устойчивую популярность.
Взглянув на режущую кромку (далее - РК) «вооруженным» глазом (с помощью мощной пупы или микроскопа), можно убедиться, что она представляет ребро с довольно узкими гранями, имеющими в сечении острый угол. Место перехода граней РК в спуски может формировать два дополнительных ребра вдоль РК, расстояние между которыми принято именовать толщиной спуска у РК. Эта величина определяет удобство работы ножом («мягкость» реза) и прочность РК. Величины эти противоположны: чем больше толщина спуска у РК, тем прочнее лезвие (в том числе и на излом) и тем тяжелее резать материалы. Так, на качественных ножах для кухни приняты следующие параметры толщины РК: клинки для деликатных работ (овощные) - 0.15-0.20 мм; клинки для шинковки и нарезки - 0.20-0.35 мм; универсальные клинки - 0.30-0.40 мм.
Величина угла заточки может варьироваться в достаточно больших пределах - от 20 градусов до 90 градусов. Этот параметр определяется назначением клинка, его материалом и навыками пользователя. Очевидно, что бриться РК с углом в 80 градусов не очень приятно, а попытка рубить твердые породы древесины клинком с углом РК в 20 градусов кончится ее разрушением.

Рис. 46. Основные составляющие профиля РК: А - спуски клинка, В - грани РК, C-D - толщина спуска у РК.
Приняты следующие рекомендации по заданию угла РК.
До 15 градусов - бритье, хирургия, тонкие срезы препаратов.
От 15 до 20 - деликатные задачи по достаточно мягкому материалу, требующие легкости работы клинка: шинковка овощей, работа с филейной частью и пр.
От 20 до 25 - поварские ножи различного профиля.
От 22 до 30 - охотничьи и универсальные ножи (походные и туристические).
От 25 до 40 - ножи универсальные и для тяжелых работ.
Следует оговориться, что это очень общие рекомендации. Многие профессиональные повара предпочитают большие углы заточки, но на очень тонких, сходящихся на доли миллиметра, толщинах спусков у основания режущей кромки. Такой нож великолепно режет, но требует аккуратности в обращении.
Самая простая аналогия с заточкой клинка - заточка карандаша. Художники и чертежники точат карандаши очень тонко, что позволяет наносить тончайшие линии тонко отточенным грифелем, практически не прилагая к нему усилий. Потому что чуть больший нажим с неизбежностью этот самый грифель сломает. Однако большинство обычных пользователей рисует форменными огрызками, которые чертят не слишком аккуратно, но зато вполне могут быть использованы в качестве дырокола. Между этими крайностями располагаются люди, вполне довольные результатом работы точилок для карандашей - ручных и механических. Так и с ножами - если вам важна острота и удобство работы, то надо учиться точить самому или заводить знакомство с профи, который заточит нож именно так, как нужно вам. Если критерии остроты не столь высокие и развивать навыки нет желания или времени, - промышленность предоставляет широчайший ассортимент точилок. Ну а если то, как заточен нож, вам до лампочки - можно дальше не читать.
Как точить
Для восстановления искаженной геометрии РК вручную используют, как правило, обработку абразивным инструментом, например, камнями разной зернистости - в зависимости от необходимой величины съема металла. Работа любым абразивным инструментом происходит в три этапа. Сперва зерна абразива врезаются в металл, потом наступает установившийся процесс, в ходе которого величина съема материала постоянна, а в заключение производится «зачистка» или «выхаживание», в ходе которого устраняются мощные риски.
Отсюда на первой стадии работы каждым типом абразива рекомендуют небольшое усилие, на второй - номинальное (именно тут производится съем «лишнего» материала). На третьей, завершающей стадии, усилие плавно снижается до минимального. Следует иметь в виду, что номинальное усилие - это индивидуальный показатель. С одной стороны, чем сильнее воздействовать инструментом на РК, чем быстрее будет снят материал, но с другой - это не должно влиять на качество съема: материал с РК должен сниматься равномерно, для чего нож не должен «вихлять» - зарываться лезвием в абразив или, наоборот, «парить» над ним, катаясь на спуске. Если вы устали - лучше прервитесь и отдохните, иначе неловкое движение может погубить плод длительных трудов. А лучше рассчитайте силы так, чтобы, не сильно уставая и войдя в ритм, завершить точку в ходе одного цикла. При работе на электромеханических точилах усилие, с которым воздействуют на абразив, прямо пропорционально количеству выделяющегося при заточке и доводке тепла: без регулярного охлаждения клинка из-за перегрева могут радикально пострадать режущие и механические свойства РК.
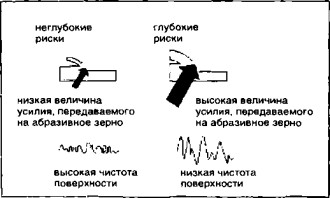
Рис. 47. Зависимость чистоты поверхности от воздействующего на абразив усилия.
Схема заточки ножа
Нож движется РК вперед по бруску (в направлении А) или обухом вперед (В).
Главное при заточке - задание постоянного угла РК. Именно поэтому опасная бритва имеет особый конструктив: толстый обушок, который плашмя укладывается на ровный мелкозернистый камень, или правочный ремень вместе с РК. Сила тут совсем не нужна, и все внимание надо сосредоточить на том, чтобы абразивный инструмент встречался с РК под постоянным углом. В этом сущность всех точильных техник, независимо от того, водите ли вы клинок по закрепленному заточному инструменту, инструмент - по зафиксированному клинку, или работаете клинком и абразивным инструментом встречно, удерживая на весу одной рукой нож, а другой - точильный брусок. Для поддержания постоянного угла есть два способа.
Первый заключается в покупке специальных приспособлений, облегчающих задание постоянного угла заточки. Сложность задания постоянного угла при заточке на плоском абразиве заключается в достаточно неудобном и непривычном для начинающего точильщика положении кисти руки: вы как бы пытаетесь срезать ножом с абразивного инструмента верхний слой толщиной в доли миллиметра. Причем поочередно то одной, то другой стороной РК. Приспособления помогают упростить задачу: заточные бруски либо располагаются буквой V таким образом, что пользователь делает более простые и привычные движения - тянет нож на себя сверху вниз, либо за счет принудительного задания направления движения стержнями, кулисами и направляющими рука имеет ограниченную степень свободы и поэтому вихляет меньше.
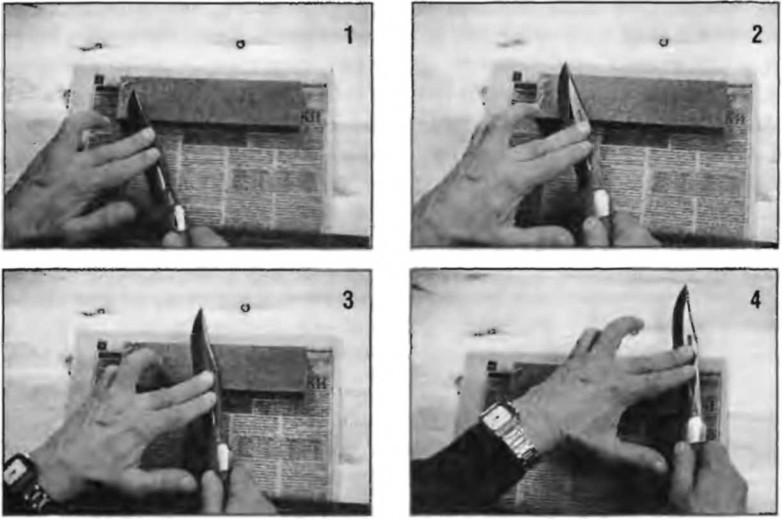
Рис. 48. Схема заточки ножа.
Второй способ заключается в том, чтобы, перефразируя известный лозунг, «точить, точить и точить», а именно - приобретать нужный навык. Навык нужен и при работе точильными приспособлениями, но для работы на плоских камнях умение - это 99% успеха. Для этого есть множество ухищрений. Можно сделать специальную крепящуюся на обух и перпендикулярную ему пластину, которая будет двигаться с клинком по абразиву, прижимаясь к нему и не давая меняться «углу атаки», или прикрепить на обух скобообразную скрепку, положение которой над абразивом поможет вам выработать правильную технику. Можно прижать большим пальцем к обуху монету, используя ее как направляющую. Вместо монеты можете попробовать большой и указательный палец другой руки. Постарайтесь «выключить» из работы кисть и точить только за счет локтевого сустава. Впрочем, если у вас сильная кисть, можете точить и кистевыми движениями. Контролировать угол заточки можно с помощью маркера: закрасьте им РК и после нескольких циклов точки оцените состояние краски - если она снимается неравномерно по ширине РК, то вы «заваливаете» клинок. Если нож имеет декоративную ценность, то можно заклеить клинок скотчем таким образом, чтобы незакрытой осталась только РК: даже при неудачном движении руки клинок не поцарапается.
Следует оговориться, что есть достаточно серьезная разница между заточкой короткого клинка и длинного. Человек - существо по натуре ленивое, поэтому точит нож не там. где надо, а там, где удобнее. А удобнее возле рукояти - там и усилие больше, и контроль лучше. Именно этому факту мы и обязаны «ятаганными» формами крепко попользованных клинков. Длинные клинки лучше точить обеими руками, для чего брусок должен быть закреплен. При заточке одна рука держит рукоять, а другая - контролирует положение клинка.
Второй момент - углы заточки участков разной кривизны. Большая головная боль начинающего заточника - как вытачивать скругление режущей кромки у острия. За счет наличия радиуса закругления клинка при заточке участка РК у острия рукоять слегка приподнимается, хотя угол заточки остается тот же самый. Чтобы не напутать с углами заточки, зрительно разбейте клинок на несколько частей в зависимости от радиуса кривизны клинка и его длины. Вытачивайте разные части клинка поочередно: «сгладить» переходы между образовавшимися зонами вы сможете на завершающих стадиях заточки, когда основная работа по заданию геометрических характеристик РК будет завершена.
На первых порах не забивайте себе голову поддержанием строго определенного угла: просто научитесь «держать» его одинаковым с обеих сторон клинка. Когда у вас это получится, можете начать осваивать разные углы заточки: помните, что большим постоянным углом резать хоть и неудобно, но можно, а вот если задавать постоянный угол вы не научитесь - нож резать не будет вообще. Осваивать углы можно с помощью транспортира или импровизированного шаблона - уголка газеты. Это 90 градусов. Свернув его по углу вдвое, получите 45 градусов, еще вдвое - 22.5 градусов, а еще - 11.25 градусов.

Рис. 49. Углы, определяющие геометрические параметры РК: полный угол (50 градусов) и половинный угол или угол заточки (25 градусов).
Имейте в виду, что угол, под которым точится нож с симметричными спусками, является половинным: если угол между продольной плоскостью клинка и плоскостью бруска будет 25 градусов, то общий угол заточки окажется равным 50 градусов.
Работаем абразивным инструментом
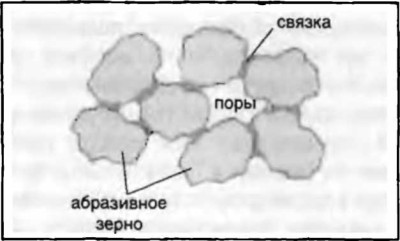
Рис. 50. Структура абразивного инструмента.
Что происходит с металлом, когда мы воздействуем на него абразивным инструментом? Взглянув на поверхность абразивного бруска под микроскопом, мы увидим достаточно сложный микрорельеф, отдаленно напоминающий скопление скал с высоты птичьего полета. Выходящие на поверхности режущие кромки абразивных зерен расположены друг от друга на различных расстояниях и высотах. Их держит связующая среда, изобилующая уходящими в глубь «массива» порами. Именно варьированием этих параметров - размером абразивных зерен, количеством и материалом связки, а также процентным содержанием пор - удается достигать требуемых величин съема металла и качества обработки поверхности.
Если бы удалось заснять под микроскопом процесс резания стали абразивным инструментом, нашему взору предстала бы фантасмагорическая картина. Вершины абразивных зерен впиваются в сталь, деформируя ее и срезая стружку; некоторые зерна при этом выкрашиваются и уносятся вместе со стружкой и кусками связки в «каньоны» пор «грязевым» потоком смачивающей жидкости. Другие зерна, наоборот, раскалываются, образуя серию новых острых зубьев, вспарывающих тело нагретого от трения металла.
Если в целях повышения производительности резко увеличить скорость резания, вооружившись болгаркой или злектроточилом, то начнется форменный микроапокалипсис. Место контакта начнет стремительно нагреваться, охлаждающая жидкость улетучится, превратившись в пар, а стружка начнет искрить, вылетая в направлении движения пары трения сталь-абразив подобно комете. Вот тут поклонника средств малой механизации и ожидают неприятные сюрпризы: контролировать температуру в зоне контакта довольно сложно, а серьезный перегрев или пережог резко меняет свойства стали. Бывает, что после трудов праведных особо «усердного» заточника термообработка лезвийной части загублена вчистую: нож в прямом смысле «играет в ящик» с хламом или отправляется прямиком на помойку.
Рассмотрим последовательно все три случая восстановления РК: легкая правка, небольшая подточка и мелкий ремонт. Руководствоваться при этом нужно тем же простым принципом, что и врачи, - «не навреди»: если очень тупой нож требует максимум капитальной заточки, то неправильно поточенный - ремонта.
При легкой правке клинка мы фактически выравниваем слегка смявшуюся РК и полируем ее. В принципе, абразивный инструмент при этом необязателен, если, конечно, геометрия РК и свойства стали позволяют работать мусатом. Старые опытные брадобреи могли подправить тончайший спуск опасной бритвы на огрубевшей коже ладони, не беря в руку стропу. Это же на практике знают все, кто пользуется недорогими безопасными бритвами и дешевыми «одноразовыми» станками: сперва лезвие бреет «жестко», и только через некоторое время бритье становится «мягким и приятным» за счет того, что вы «поправили» недоведенное производителем лезвие о свою физиономию. Профессиональные раздельщики пользуются мягким бархатистым мусатом практически той же твердости, что и материал клинка. Опытные повара умудряются поправить один нож о другой - правка производится о грань обуха. Но это все работает только на очень тонкой РК. Вот почему мусат, являющийся стержнем с одинарной насечкой по образующей, так любят повара, раздельщики, ветеринары и паталогоанатомы. Резчики по дереву к нему относятся более чем прохладно, предпочитая мелкозернистый абразив для доводки и правки более толстых спусков. Уже после заточки лезвие приобретает определенную остроту, но полировка позволяет увеличить долговечность РК в 2.5-3 раза. Полировка производится последовательно, со сменой стороны РК после каждого движения. На ремнях рекомендуют двигать клинок обухом вперед, чтобы не прорезать его случайно.
«Бритвенная острота» не самоцель - она необходима для тех, кто работает по твердым материалам, т.к. недополированный «микрозуб» ломается в разы быстрее и РК быстро приходит в негодность. Тут в дело вступает еще один параметр - соотношение времени, потребного для доведения РК до нужной степени остроты, ко времени жизни РК. Если для работающих с твердыми материалами заполированный микрозуб - вынужденная необходимость, то для работающих с мягкими материалами - это просто потеря времени, т.к. даже после мусата образованный его ребрами достаточно крупный •микрозуб» вполне живуч и работоспособен, а восстановление его занимает очень мало времени - требует буквально пару движений. По этой же причине универсальные ножи комплектуются абразивным камешком, а не мусатом - камень более универсален, а РК на таком ноже имеет, как правило, значительную толщину.
Подождите, а как же алмазные и керамические мусаты? - спросите вы. Увы, мусатами их называют только производители, по сути они уже являются надфилями, предназначенными для значительного съема металла. Это уже случай небольшой подточки.

Рис. 51. Типичный пример «завала» РК при заточке: угол РК последовательно возрастает, толщина спуска у РК нарастает.
При подточке главное не изменить величину угла заточки - не завалить ее. Проиллюстрируем это примером. Упрощая себе заточку, вы можете после затупления клинка поточить его под чуть большим углом. Потом еще чуть большим. И еще. В результате рабочий угол РК увеличивает свое значение с 60 градусов до 80 и даже 90. Также быстро растет толщина спуска у РК - критичный параметр удобства и даже самой возможности реза. Пощупайте такое лезвие (аккуратно!) пальцами с двух сторон. Специфический «валик» вдоль РК - это то, что именуют «очень толстый спуск». Вы даже можете попробовать оценить его -зрительно или на ощупь. Для этого не нужны специальные инструменты. Можно ограничиться набором щупов для регулировки Двигателя с калиброванными пластинами: несколько дней тренировки на этом «пособии» - и вы будете легко «ловить» перепады в толщине в десятые доли миллиметра. Такое «утолщение» происходит, когда угол завален слишком сильно или спуск у РК сделан толстым намеренно. А его таким могут задать даже на заводе: многие серийные производители, опасаясь нареканий от «продвинутых» пользователей, которые проверяют нож, рубя им гвозди, задают его специально. Кроме того, высокопроизводительные заводские шлифовальные и заточные станки далеко не всегда обеспечивают должное качество формирования спусков и заточки. Начав заточку клинка, вы сразу увидите все огрехи со шлифовкой профиля клинка, допущенные производителем. Так что очень часто заводские ножи нуждаются в переточке и даже ремонте сразу после покупки или непродолжительного использования.

Рис. 52. Формирование заусенца: А - начало заточки. В - формирование заусенца, С - формирование заусенца с противоположной стороны. Обратите внимание: угол заточки (т.е. расположение оси клинка относительно плоскости абразива) постоянный.
Возвращаясь к нашему ножику, точимому поэтапно: надо было сразу пойти на точку под заданным углом - исходный угол тогда бы остался неизменным. После этого можете переходить к описанной выше легкой правке. Очень важным для стадии точки является образование ровного заусенца по всей длине РК после заточки одной стороны. Это говорит о том, что материал снят равномерно со всего лезвия. Если вы прервали точку до стадии образования заусенца или заусенец образовался не по всей длине РК, то на лезвии остаются «тупые» участки. Удалив заусенец, переходите к поочередной точке сторон РК и далее к правке.
Но есть еще более тяжелые случаи - когда шлифовка клинка оставляет желать лучшего. Обычно это видно даже зрительно: узкая режущая кромка у пятки клинка и широченная - у острия. Правильно заточить такой нож можно лишь после ремонта клинка - коррекции профиля спусков.
В случае серьезных повреждений РК, брака шлифовки или при сильном износе РК, даже точа под постоянным нужным углом, вы начинаете постепенно приближаться к обуху, и спуск все равно будет утолщаться. Тут уж вам придется ровнять или править спуски. Вообще эту работу лучше доверить профессионалу, ибо требует она уже механического оборудования - электрического точила, гриндера и пр. Можно, конечно, попробовать и самому, но это при условии, что вы знаете, как выбирать спуски. Однако доступ к точилу и мастеру есть не всегда, да и нож бывает такой, что дешевле купить новый, чем отдавать его на ремонт профи. К счастью, есть и альтернативные варианты. Помимо трудоемкой процедуры правки спусков, заключающейся в том, что их выправляют, положив плашмя на абразивный брусок, РК можно сдвинуть к правому или левому спуску, сделав его немного асимметричным. Такая практика часто встречается у электромонтеров, которым надо много резать провода, и симметричность спусков для них не особо важна. Можно при правке спусков чередовать «спускаемую» сторону - это позволит избежать сильных искажений профиля. Однако в случае сложного профиля клинка все же лучше обратиться к профи.

Нож фирмы SEKI CUT, модель "Bob Lum Encounter" из мастерской Suetake с клинком из тали D-2, плашками и клипсой из коррозионностойкой стали 420J2. Накладки из иодированного алюминия.

Нож фирмы Klotzli Knives, модель Plantes CHW-M с клинком из коррозионностойкой тали ATS34 и рукоятью из анодированного в голубой цвет титанового сплава.

Компания Viking Norway, модель 0011 - складной нож филиппинского типа (“бабочка" или “балисонг"). Клинок из стали 420-го типа, рукояти и серьга замка из мартенситной эррозионностойкой стали с декоративными накладками из ценных пород древесины.
Компания Viking Norway, модель 1210Z, клинок из стали 420-го типа с защитна покрытием, плашки из мартенситной коррозионностойкой стали с декоративными накладками из ценных пород древесины.

Нож фирмы IC CUT, оригинальный дизайн мастера Hiro серия 'Outdoors min с клинком из стали "Hitachi Yasugi silver paper" и накладкой пластмассы, декорированной цветке, резьбой (Scrimshaw).

Нож фирмы Camillus (США) “Boy Scout Lockback". Клинок из коррозионностойкой стали с символикой американской ассоциации бойскаутов - BSA. Коричневые вкладки Delrin с имитацией под цевку с притинами из нейзильбера и щитком fluer-de- (геральдическая лилия - символ BSA).

Компания Victorinox (Швейцария), многопредметная сконцевая модель складного ножа vDer Tool 34 (1.7725.Т2), 34 функции.
Мультитул (11 функций) фабрики G. Sakai - Mobile Pench (Mobile plier). Клинки из стали №S-6, корпус из коррозионностойкой мартенситной стали.

Рис. 53. Корректировка спусков. А-сильный износ РК, В - асимметричная коррекция, С - симметричная коррекция.
Аналогичным образом ремонтируется популярный профиль «американское» танто и серрейтор: равномерно снимается материал по площади одного из спусков. В случае зубчатого клинка это следует делать со стороны, противоположной, той на которой нарезан серрейтор. Заусенец, образующийся с противоположной стороны, можно удалить на шнуре или крае картона. После удаления заусенца обновленный серрейтор вновь готов к работе.
Чем точить
Абразивы можно разделить на две большие группы - искусственные и натуральные. Экономные соотечественники используют и альтернативные абразивы - неглазированное дно глиняных сосудов, бордюрные камни, реликтовые окаменелости типа «чертов палец», сланцы и пр.
К натуральным относят горную кварцевую породу, известную под названием новакулит, или арканзас, добываемую в горах Вачатау, штат Арканзас, США. Месторождения подобных пород известны также в Европе (горы Гарца), Австралии, Турции, Японии и пр. Они делятся по твердости и величине микрогранул кварца на мягкие (soft) и твердые (hard), а также на грубые (extra coarse, coarse), средние (medium) и тонкие (fine, extra fine). При выборе натуральных абразивных материалов стоит прежде всего обращать внимание на максимально однородные по цвету камни. Следует уделить внимание его однородности: наличие полостей, заполненных кварцем, недопустимо. Как правило, выбор натурального точильного камня требует определенных знаний, и начинающему пользователю лучше обратить внимание на искусственные. Многие естественные абразивы не обладают достаточной твердостью для эффективной точки современных высокоуглеродистых износостойких сталей, что и обусловило широчайшее распространение абразивных инструментов искусственного происхождения.
В связи с высокой плотностью натуральных камней работа по заточке производится с увлажнением поверхности маслом. Масло должно быть специальное, легкое. Наносить его надо самый минимум - только увлажнить поверхность и тотчас снять тампоном излишки. Некоторые в качестве замены используют популярный Johnsons Baby Oil. Можно увлажнять и водой. Что лучше -вопрос дискуссионный: преимуществом воды является легкость очистки в процессе точки бруска от продуктов износа и обеспечение лучшей «чистоты» доводки РК. Достоинство масла - более комфортная и «плавная» точка. Вода хороша для пористых брусков так называемой открытой структуры, которые снимают много металла, но сильно при этом изнашиваются. Масло показало себя недурно на закрытых, плотных структурах с низкой скоростью съема металла и невысокими скоростями износа. Абразивный инструмент искусственного происхождения состоит из зерен абразивных материалов, скрепленных каким-либо связующим веществом. Он изготавливается в основном из искусственных и, в небольшом количестве, из природных абразивных материалов преимущественно путем прессования массы, состоящей из шлифовального зерна и связки, с последующей термической и механической обработкой полученных заготовок. Его можно разделить на 3 группы: инструмент фиксированной геометрической формы (бруски, круги, хоны и пр.); гибкий инструмент (шлифовальная шкурка, шлифовальные ленты, лепестковые круги и пр.); свободный абразив и пасты (жидкие и брикетированные смеси абразивных материалов с неабразивными для операций доводки и полирования, например, паста ГОИ (Государственный оптический институт). Абразивные материалы - это преимущественно материалы высокой твердости, природные и искусственные, применяемые для обработки менее твердых материалов. Используются в виде зерна или порошков в свободном виде или в виде изготовленных из них инструментов. Среди многообразия абразивных материалов, применяемых в промышленности, наибольшее распространение получили бруски на основе алмазов (природных и синтетических), корунда и электрокорунда на основе оксида алюминия Аl2O3 с незначительными примесями других минералов и карборунда на основе карбида кремния SiC. Для завершающих стадий применяются шлифпорошки на основе алмаза, оксида хрома и пр.
Количественное соотношение зерен, связки и пор, а также качественный характер их взаимодействия определяет такой параметр, как твердость абразивного бруска. Его не надо путать с твердостью самих абразивных зерен: это разные показатели. Чем тверже брусок, тем меньше в нем пор и больше связки, а зерно закреплено более прочно. 6 мягких все наоборот: зерно удерживается не слишком надежно, за счет чего происходит постоянное обнажение новых зерен и отвод сработанных зерен вместе с металлической стружкой через поры.
Таким образом, твердые бруски - наиболее износостойкие и наименее производительные: их рекомендуют использовать на доводочных операциях, где съем металла практически не идет, а производится «выглаживание» обработанной поверхности. Тут предъявляются высокие требования к стабильности плоской поверхности и чистоте обработки поверхности. Мягкие бруски более агрессивны и «сносят» сталь быстрее, но при этом имеют неприятную особенность сильно снашиваться в процессе работы, что делает необходимым их регулярную правку с выставлением плоскости.
Удалять материал (точить) можно и надфилями - личными и бархатными. Большинство ширпотребной кухонной утвари сегодня имеет твердость клинка в пределах 43-52 HRC, что делает возможным их точку также напильниками (лолуличными, личными и бархатными). Однако при этом съем материала с РК (и, как следствие, искажение геометрии спусков) резко возрастает. Это ведет к резкому снижению «срока жизни» ножа, а если делается неправильно, то способно угробить его вообще. Те же соображения актуальны для доводки: доводка - это скорее выравнивание и полировка РК, а алмазные абразивныеиструменты (даже самые мелкие) снимают металл весьма эффективно. Однако, если скорость восстановления РК очень важна (к примеру, стынет на морозе не до конца разделанная туша), то это имеет смысл.
Таблица 17.
Свойства абразивных материалов
Абразивный материал | Описание | Абразивная способность | Назначение |
Корунд | Минерал, состоящий от кристаллического оксида алюминия А1203. Микротвердость - от 1900 до 2200 кг/мм2. | низкая | Доводочные операции |
Электрокорунд | Искусственный корунд, получаемый при плавке бокситов. В зависимости от наличия примесей различают электрокорунд нормальный, белый (с повышенным содержанием оксида алюминия), хромистый (технический рубин), титанистый (технический сапфир) и цирконистый. Микротвердость - от 1900 до 2400 кг/мм2 | низкая | Широкий спектр задач - обдирка, шлифование, заточка и доводка клинков из углеродистых и инструментальных сталей. |
Карборунд | Содержит 97 - 99% карбида кремния SiC. Выпускаются две основные марки - более твердый и , хрупкий зеленый карборунд и темный. Микротвердость - от 3300 до 3600 кг/мм2. | средняя | Заточки и доводки клинков из износостойких сталей и твердых сплавов. |
Карбид бора | Твердый раствор бора в В4С (до 93%) и до 1.5% углерода. Микротвердость - от 4000 до 4500 кг/мм2. Одна из разновидностей - кубический нитрид бора, обладающий чрезвычайно высокой микротвердостъю - от 8000 до 10000 кг/мм2. | высокая | Заточки и доводи клинков из твердых сплавов. |
Алмаз | Состоит из углерода с незначительным количеством примесей. Природный алмаз добывается в месторождениях. Хрупок, обладает очень высокой твердостью, дорос Искусственные алмазы получают методом синтеза. Различают моно- и поликристаллические алмазы с различным типом поликристаллов. Поликристаллические обеспечивают более высокую чистоту обработки поверхности. Монокристаллические - более высокую степень I удаления материала. Микротвердость - от 5300 до 10000 кг/мм2. | очень высокая | Заточи и доводки клинков из твердых износостойких сплавов, алюмооксидной керамики и природного камня. |
Электрокорунд Искусственный корунд, получаемый при плавке бокситов. В зависимости от наличия примесей различают электрокорунд нормальный, белый (с повышенным содержанием оксида алюминия), хромистый (технический рубин), титанистый (технический сапфир) и цирконистый. Микротвердость - от 1900 до 2400 кг/мм2 низкая Широкий спектр задач -обдирка, шлифование, заточка и доводка клинков из углеродистых и инструментальных сталей. Карборунд Содержит 97 - 99% карбида кремния SiC. Выпускаются две основные марки - более твердый и , хрупкий зеленый карборунд и темный. Микротвердость - от 3300 до 3600 кг/мм2. средняя Заточки и доводки клинков из износостойких сталей и твердых сплавов. Карбид бора Твердый раствор бора в В4С (до 93%) и до 1.5% , углерода. Микротвердость - от 4000 до 4500 кг/мм2. Одна из разновидностей - кубический нитрид бора, обладающий чрезвычайно высокой микротвердостъю - от 8000 до 10000 кг/мм2. j высокая j Заточки и доводи клинков из твердых сплавов. Алмаз 1 Состоит из углерода с незначительным количеством примесей. Природный алмаз добывается в месторождениях. Хрупок, обладает очень высокой твердостью, дорос Искусственные алмазы получают методом синтеза. Различают моно- и поликристаллические алмазы с различным типом поликристаллов. Поликристаллические обеспечивают более высокую чистоту обработки поверхности. Монокристаллические - более высокую степень I удаления материала. Микротвердость - от 5300 до 10000 кг/мм2. очень высокая Заточи и доводки клинков из твердых износостойких сплавов, алюмооксидной керамики и природного камня. - зернистость и ее индекс; степень твердости; номер структуры;
- марка связки (на кругах с D>= 50 мм);
- рабочая окружная скорость (на кругах с 0>= 150 мм);
- класс неуравновешенности;
- класс точности;
- номер ГОСТ или ОСТ.
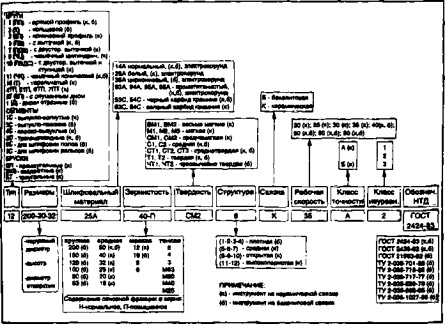
Рис. 54. Маркировка отечественного абразивного инструмента.
Главные параметры бруска (или круга - некоторые в целях экономии точат на обломках от круга) - это:
- марка шлифматериала;
- зернистость;
- твердость.
Например, 44А 40Н С2 8 К означает: монокорунд 44А; зернистость 40 с нормальным (Н) содержанием основной фракции; твердость С (средняя) 2; повышенной плотности структура 8; керамическая связка К (она может иметь несколько типов - от К1 до К10).
1. Марка шлифматериала; самый твердый - алмазы. Природный алмаз имеет условное обозначение А, синтетический - АС, синтетические лоликристаллические материалы - АР (АРВ1, АРК4, АРС№) с добавлением условного обозначения типа алмазного поликристалла. Несколько мягче алмаз синтетический.
Зернистость абразива маркируется отдельно, сразу после марки абразива. Маркировка зернистости алмазных абразивов несколько отличается. Это дробь, у которой числитель соответствует размеру стороны ячеек верхнего сита (мкм), а знаменатель - нижнего сита основной фракции.
Например, алмазное шлифзерно и шлифпорошки:
- 400/250,400/315,160/125 - предварительная грубая заточка;
- 200/100...125/100 - заточка;
- 125/100...80/63 - чистовая заточка.
Алмазные микропорошки:
- 63/50...50/40 - доводка;
- 40/28...5/3 - окончательная доводка;
- 1/0 - особо точная доводка.
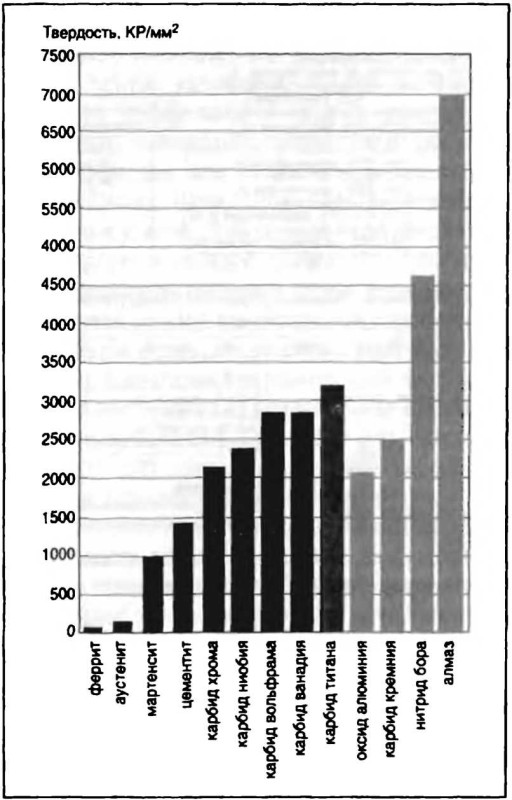
Рис. 55. Сравнительная твердость зерен наиболее распространенных абразивных материалов (цвет морской волны), а также основных фаз инструментальных сталей и упрочняющих стали карбидов (черный).
Связка абразивного инструмента не участвует в резании и удалении припуска, но существенно влияет на состояние рабочей поверхности инструмента и работу абразивных зерен. Помимо бакелитовых (Б, Б1...БЗ) и керамических, самых распространенных, вы можете встретить и вулканитовую (В, В1...В5) -это гибкие инструменты для отрезки, прорезки и шлифования пазов, а также полирования гибкими кругами. При интенсивном съеме металла (ремонте клинка) твердые материалы скорее истирают абразивные зерна, затупляют их. Поэтому для обработки твердых материалов следует применять мягкие (пористые) абразивные инструменты, а для обработки материалов невысокой твердости - более твердые.
По типу абразивные материалы делятся на следующие группы:
Таблица 18.
Обозначение основных абразивных материалов
Абразивный материал | Обозначение |
Абразивное зерно на основе кубического нитрида бора | Эльбор, ЛО, ЛП, ЛВМ, ЛПМ |
Карбид бора | КБ |
Карбид кремния зеленый | 62С; 63С; 64 С |
Карбид кремния черный | 52С; 53С; 54С; 55С |
Монокорунд | 43А; 44А; 45А |
Электрокорунд циркониевый | 68А |
Электрокорунд титанистый (технический сапфир) | 37А |
Электрокорунд хромистый (технический рубин) | 32А; ЗЗА; 34А |
Электрокорунд белый | 22А; 2 ЗА; 24А; 25А |
Электрокорунд нормальный | 12А; 13А; I4A ; 15А; 16А |
Сферокорунд | ЭС |
Нормальный электрокорунд чаще всего используется при изготовлении брусков типа «лодочка». Зернистость «лодочек» - от 25 до 10, твердость СМ2 - С2.
2. Зернистость. Размер зерна определяет съем металла - чем выше номер, тем сильнее «дерет». Крупная зернистость -грубая точка, интенсивный съем металла - от 200 до 63. Заточка предварительная - средняя и мелкая зернистость - 50-16, окончательная -16-25. Доводочные операции - самым мелким абразивом - от 12 до 4. Полировка микрошлифпорошками от М63 до М5 (буква М означает «микро»: М40 более крупное зерно, чем М20, например).
После зернистости в маркировке обычных абразивов стоят буквы, показывающие содержание основной фракции (чем ее больше, тем брусок «однороднее») - В (высокое), П (повышенное), Н (нормальное), Д (допустимое).
3. Твердость определяет стадию точки. Как правило, мягкие абразивы используют при грубой точке, средние - при доводке, а твердые - при правке, но вполне допустимо иметь бруски одной твердости - среднемягкие (СМ1, СМ2), средние (С1, С2) или среднетвердые (СТ1, СТ2, СТЗ). Цифра после букв говорит о твердости абразива - чем больше число, тем меньше пор и тем плотнее (или более износостоек) абразив.
Тип структуры пишется после твердости. Плотная структура (0-4) - малый съем металла в единицу времени, засаливаемость, но высокая стойкость инструмента; открытая структура (8-12) - большой объем, самозатачивание, но повышенный износ. Плотная структура хорошо работает с маслом, открытая - с водой.
Таблица 19.
Рекомендуемые характеристики абразивных инструментов для заточки Хромистые пасты ГОИ делятся на 3 основные группы (по размеру шлифзерна); грубые (маркировка 50,45,40,35,30,25,20);
Вид работ | Марка зерна | Зернистость | Твердость | Связка |
1. Бритвы опасные (сталь легированная закаленная) | ||||
Заточка: окончательная | 25А | 6-8 | СМ1-СМ2 | Б |
Заточка: предварительная | 24А | 16-25 | СМ1-СМ2 | к |
2. Мачете и ножи для тяжелых работ (сталь инструментальная углеродистая зама пенная) | ||||
Заточка | 23А | 25-40 | С2-СТ1 | К |
Ремонт | I3A; 14А | 50-80 | CTI-CT2 | Б |
3. Ножи специальные (сталь инструментальная быстрорежущая) | ||||
Доводка | 63С | 5-6 | С1-С2 | В |
Заточка | 23А; 24А | 16-25 | СМ1-СМ2 | k |
4. Клинки из стеллита (твердый сплав) | ||||
Доводка | АСР | 63-80 | - | Б |
Заточка | 63С; 64С | 16-25 | СМ1-СМ2 | К |
Заточка | 63С; 64С | 16-25 | СМ1-СМ2 | К |
5. Ножи складные (сталь инструментальная коррозионностойкая углеродистая) | ||||
Доводка | 23А; 24А | 4-5 | СМ 1-СМ2 | К |
Заточка: окончательная | 23А; 24А | 6-8 | СМ2-С1 | К |
Заточка: предварительная | 23А | 16-32 | СМ1-СМ2 1 | к |
6. Ножи столовые (сталь нержавеющая) | ||||
Заточка: окончательная | I5A; 24А | 16-25 | СМ2-С1 | Б |
Заточка: предварительная | I3A; I4A | 25-40 | C2-CTI | Б |
средние (15 и 10); тонкие (7,4 и 1).

Рис. 56. Зависимость показателей абразивной обработки стали (шлифуемости и полируемости) от твердости.
Нужная скорость съема металла и качество обрабатываемой поверхности определяется в основном тремя параметрами брусков: размером абразивного зерна, материалом зерен и связки, а также их процентным соотношением.

Рис. 57. Чистота обработки поверхности стали различными абразивными материалами это фактор, влияющий на долговечность заточки.
Японские камни
Промелькнувший в первой половине 90-х на телеэкранах цикл тематических передач о японских мастерах не остался незамеченным. Многим запомнился рекорд, поставленный плотником из Страны восходящего солнца, снявшим полупрозрачную деревянную стружку рубанком. Нож к нему был заточен столь остро, что просто прилипал к доводочному камню. Такого результата мастер добился на натуральных камнях Awase, добываемых в глубоких шахтах неподалеку от древней столицы Киото. Сегодня это месторождение серьезно истощилось, и на высококачественный мелкозернистый Awase, цена которого может достигать нескольких тысяч долларов, японским мастерам приходится подолгу откладывать деньги. Как следствие, в Японии, как и во всем мире, получили широчайшее распространение искусственные шлифовальные камни, производимые из естественных и искусственных абразивных материалов и связки - органических и неорганических материалов, применяемых для закрепления абразивных зерен в брусках.
Причины популярности водных камней (Toishi) в Японии кроются в исторической специфике изготовления и заточки ножей и оружия. В Японии даже на поварских ножах твердость в 60-62 HRC была делом вполне заурядным. Умение точить такие инструменты считалось обязательным для пользователя. На Западе с японскими водными камнями и традицией заточки познакомились уже в 70-х годах XX века, с приходом моды на все японское. Широкий практический интерес к ним пробудился лишь со второй половины 90-х, с распространением на качественных клинках высокоуглеродистых хромистых сталей, обладающих повышенной твердостью и износостойкостью. Каковы же преимущества искусственных водных камней из Японии?
Таблица 20.
Сравнительная характеристика зернистости абразивных брусков
Средний размер зерна, мкм | Япония. JIS R6001-87 | США. ANSI B74-I2. B74-I0 | Германия. FEPA 32СВ, 33GB | Россия. ГОСТ 9206- 81 (алмазы) | Россия. ГОСТ 3647 -80 | Назначение | Популярные марки импортных восточных брусков |
2500-2000 | 1 | 2500/2000 | 200 | Ремонтные работы. | |||
2000-1600 | 12 | 2000/1600 | 160 | саяэаииыес | ~'1 | ||
1600- 1250 | т 1 | 1600/1250 | 125 | интенсивным съемом | |||
1250- 1000 | 16 | 1250/1000 | 100 | мепиия: | |||
1000-800 | 20 | 1000/800 | 80 | ||||
800 - 630 | 24 | 800/630 | 63 | ||||
630 - 500 | 30 | 36 | 630/500 | 50 | (теневая проекция в плоскости. | ||
500 - 400 | 36-40 | 40 | 500/400 | 40 | |||
400-315 | 50 | 50 | 400/351 | 32 | перпендикулярна* | ||
315 - 250 | 315/250 | 25 | плоскости лезвия) и | ||||
250 - 200 | 60 | 60 | 250/200 | 20 | самой режущей кромки. | Оовяе Сгужокм | |
200- 160 | 80 | 80 | 200/160 | 16 | |||
160-125 | 100 | 100 | 160/125 | 12 | Удаление следов | ЭМ 125 micron diamond ~~ | |
125-100 | 125/100 | 10 | обдирочных операций, шлифовка и основные | жопе (черный), Laaiky ■ Extra Соапе Diamond 1 | |||
100-80 | 120 | 120 | 100/80 | 8 | Medium Crystolon. | ||
coane India | |||||||
80-63 | 150 | 150 | 150 | 80/63 | 6 | геометрических параметров клюю и | 3M 74 micron diamond 1 жопе (КРВСНЫЙ) 1 |
63-50 | 220-240 | 220-240 | 220 - 230 | 63/50 | 5 | режуще* кромки). | Exlia coaiae diamond hone, Lanky Coane Diamond, DMT Extra Coane Diamond, Medium Inide, fine Ciynokm |
50-40 | 280-320 | 280 | ’ 240-280 | 50/40 | 4 | DMT Coane Diamond, Fine Inida | |
40-28 | 360 - 400 | 320 | ‘ 360 | 40/28 | 3. М40 | Удаление слеаов шлифовки поверхности клинка, чистовая заточка | ЭМ 40 microo diamond жопе (желтый), Medhim diamond, Lansky Medium Diamood | |
28-20 | 600 | 400 | 28/20 | М28 | и ловодка режущего инструмента. | Vfahha, Fine Diamond, | Spyderco Medium (серы*) A1203 oenmk | |
20- 14 | 700 | 500 | | 400 | 20/14 | М20 | 3M 20 micron жопе (белый). МЯГКИЙ Arkansas, Lansky Fine Diamond, Spyderco Fine (белый) А120Э ceramic | |
14- 10 | 800- 1000 | 600 - 800 | 500 “1 | 14/10 | М14 | Правка режущих кромок, полировка поверхности. | ТЬерлы* белый Arkansas, extra Ane diamond, medium ceramic, 3M 10 miaon diamond stone (голубе*). DMT extra-fine diamond hone |
10-7 | 1200- 1500 | 1000 | 600-800 | 10/7 | М7 | Твердый черный Arkansas, Spyderco UhmFlne А120Э ceramic | |
7-S | 2000-2500 | 1200 | 1000 | 7/5 _ | М5 | Extra fine white Ceramic. | |
5-3 | 3000-4000 | 1200 | 5/3 | М3 | |||
менее 1 | 6000 - 8000 | J | I/O | японские тише камин в 6000 и выше |
Их главным отличием от западноевропейских и отечественных аналогов является мягкость, которая определяется соотношением объема пор к объему связки и самих абразивных зерен. Европейские и североамериканские твердые искусственные абразивы в большей степени ориентированы на промышленное производство и механическое оборудование. Они используются либо сухими, либо с непрерывным охлаждением. Следствием автоматизации процесса шлифовки и заточки является высокая производительность труда и не слишком высокое качество обрабатываемой поверхности, изобилующей микротрещинами и прижогами. При ручной заточке твердый абразив быстро забивается стружкой и заполировывается. В результате скорость ручной шлифовки резко падает. Дефекты шлифования в европейской традиции устраняются на завершающей стадии полировальными пастами или электрохимическим способом.
Рис. 58. Профессиональный камень для доводки инструмента японского шефа: клинок ножа для суши требует бритвенной остроты.

Рис. 59. Правочный камень для заточки бруска: с помощью таких абразивов производится восстановление рабочей плоскости точильных камней.
Рис. 60. Комбинированный камень на держателе. Верхняя часть для заточки, нижняя для подводки. Малютка слева - для создания первичного слоя суспензии.
Японские шлифовальные бруски больше приспособлены к ручной работе и используются только с водой - масло приведет их в негодность. Вследствие высокой мягкости бруски стачиваются быстрее, постоянно обнажая новые зерна абразива, в то время как уже сработанные зерна образуют вместе с водой на поверхности бруска суспензию. Поэтому японские водные камни, при более значительных скоростях износа, обеспечивают стабильно высокую производительность при хорошей чистоте обработки поверхности. Применение брусков малой зернистости обеспечивает достаточно быструю доводку режущей кромки до практически идеального состоянии без полировальных паст, войлочных кругов, правочных строп и прочих традиционных западных аксессуаров. Водные камни имеют значительно более высокую производительность, которая уступает лишь скорости съема материала алмазом. Однако алмазные бруски имеют более ограниченный диапазон зернистости (как правило, до #1200), причем на завершающих стадиях заточки есть значительный риск переусердствовать и слишком истончить лезвие.

Рис. 61. Классический японский водный камень искусственного происхождения от фирмы Naniwa на пластиковом держателе: традиция и современность.
Маркировка водных камней основана на их зернистости - в виде двух-, трех-, четырех- и, реже, пятизначного числа. Оно характеризует количество отверстий в квадратном дюйме сита, на котором осела фракция зерен определенного интервала (т.н. «номер меша»). Следует отметить, что просеиванием удается получить абразив со средним размером зерна не менее 50 микрон. Более мелкий абразив сеют иными способами (без сит - гидравлическим и воздушным сепарационным методом), посему и «посчитать дырки» так просто уже не выходит. Для оценки используются математические алгоритмы обсчета микрофотографий, седиментометры и иные методы. В целом, более-менее объективные сравнения абразива разных производителей и различных стандартов (ANSI, FEPA, JIS, ГОСТ и др.) можно произвести до средней величины зерна в 7 мкм - от 23 мкм (максимальная) до 2 мкм (минимальная). Дальнейшие сравнения достаточно приблизительны, однако практики, точащие инструменты вручную, придерживаются крайне высокого мнения именно о свойствах полировальных камней из Японии. Среди точильщиков высокой популярностью пользуется продукция компаний Kitayama, Arashiyama, Matsunaga (торговая марка King), Besler и Takenoko.
Общее описание японских водных камней, согласно японскому индустриальному стандарту (JIS R6001-87), используемых для заточки и мелкого ремонта режущего инструмента, представлено в таблице 21.
Таблица 21.
Свойства и применение искусственных водных камней из Японии
Зернис тость | Применение | Абразив ный материал | Средний размер зерен, мкм | Операции |
80 | Обдирочные операции | Карбид кремния и корунд | 180 | Ремонтные работы, связанные с интенсивным съемом металла: восстановление и изменение геометрии режущей кромки (теневая проекция в плоскости, перпендикулярной плоскости лезвия), уменьшение толщины лезвия или клинка. |
120 | 106 | |||
180 | 63 | |||
220 | 53 | |||
400 | 30 | |||
600 | Подготови- тельное шлифование | Карбид кремния и корунд | 20 | Удаление следов обдирочных операций, заточка (получение заранее заданных геометрических параметров лезвия в целом и режущей кромки). |
700 | 17 | |||
800 | 14 | |||
1200 | 9.5 | |||
2000 | 6.7 | |||
3000 | Предвари- тельное и чистовое шлифование | Корунд и оксид хрома | 4 | Чистовая заточка и доводка режущего инструмента. |
4000 | 3 | |||
5000 | 2.3 | |||
6000 | Суперфиниш | Корунд и оксид хрома | 2 | Суперфиниш, правка режущего инструмента. |
8000 | 1.2 | |||
10000 | 1 |
Количество камней в наборе и их зернистость будет определяться задачей, стоящей перед точильщиком. Для доводки и правки можно ограничиться мелкозернистыми камнями 6000 и выше. Если нож требует легкой заточки, то предварительно его придется поправить на бруске с зернистостью от 3000 до 5000. Обычная заточка производится камнями в диапазоне от 600 до 2000. Если же на лезвии заметен сильный износ, забоины и другие повреждения, то их придется сперва удалить самыми крупнозернистыми камнями - от 80 до 400. Последовательная работа над очень тупым или сильно поврежденным лезвием будет иметь, например, такой вид: 220 - 700 -1200 - 3000 - 4000 - 8000.
Бритвенная острота, требующая высочайших индивидуальных навыков в заточке и доводке, нужна далеко не всегда и не на любом ноже. Наводить ее на мягковатой нержавейке с твердостью до 50 HRC вообще пустая трата времени и сил, поскольку она навряд ли переживет контакт с чем-то более твердым, чем масло. Если ежедневно использовать только мягкие ножи из низкоуглеродистых хромистых сталей, то для поддержания их в нормальном состоянии вполне хватит мусата, а при заточке и мелком ремонте - «классической русской тройки» экономного отечественного домохозяина: алмазного надфиля, бруска «лодочка» и неглазированного донышка глиняной миски. Для современного качественного ножа с твердостью материала клинка под 60 HRC этого уже недостаточно, и покупая нож за сотню-другую долларов, экономить на средствах его заточки недальновидно.
В пользу частой смены камней говорит простой расчет. Потратившись на набор, вы экономите на заточке время и расход абразива: постепенное плавное снижение зернистости ведет к быстрому устранению следов от предыдущего более крупнозернистого камня, обеспечивает хорошую чистоту поверхности, повышает ресурс и долговечность бруска, а также экономит ваши силы и время. Набор из 5-7 камней, каждый из которых может стоить от $30 до $100 и более, довольно накладен. Поэтому однородные абразивы, как правило, удел профессионала или пользователя, которому приходится точить часто и много. Впрочем, личный профессиональный инструмент обычно не доводят до такого состояния, что к нему приходится прикладывать весь ассортимент камней. Для поддержания его в порядке обычно хватает 2-3 мелкозернистых брусков и одного полировального.
В быту популярностью пользуются более доступные по цене комбинированные камни, состоящие из скрепленных между собой водостойким клеем двух половинок разной зернистости. К числу наиболее распространенных следует отнести следующие их разновидности: #100/#180; #220/#800; #800/#4000; #1000/#6000 и #1200/#8000.
Как работать водным камнем? Все камни (за исключением редких разновидностей, таких как Debado, производимых химическим методом) предварительно замачиваются в чистой воде. Для этого подходят глубокие пластмассовые емкости, желательно прозрачные. Вполне удовлетворительны 5-литровые канистры для питьевой воды с крышками из обрезанных верхних частей. Лучше иметь отдельную емкость для каждого вида камней, чтобы частицы крупного абразива не попали на более мелкое. Время замачивания определяется по пузырькам воздуха, которые выделяет брусок. Крупные, пористые камни, впитывая воду, будут выделять пузырьки около 5 минут. Более мелкие, средней зернистости требуют для насыщения 10-15 минут. Наиболее плотные мелкозернистые бруски замачивают на 15-20 минут.
Затем камень устанавливается на держатель. Их существует великое множество - от покупных и самодельных до импровизированных, связанных с использованием тисков с резиновыми губками. Требование к держателям - обеспечить устойчивое положение бруска и исключить его перемещение при работе, т.к. вам при заточке понадобятся обе руки. На мелкозернистых камнях надо перед правкой создать слой суспензии, для чего используется брусок Nagura. Теперь камень готов к работе.
Предположим, нам достался поврежденный или очень сильно затупленный нож. Начнем с крупнозернистого абразива от 80 до 400. На первом этапе нам предстоит убрать забоины и РК, для чего безжалостно распрощаемся с остатками лезвия. Чтобы не искажать геометрию клинка, материал убираем по всей длине РК, до полного устранения повреждений. Теперь у нас на месте РК появилась прямая грань. Сразу оцените равномерность ее толщины. Если толщина «плавает», то далее нужно восстановить и профиль клинка, для чего придется работать с его спусками. Убирайте материал там, где выявлены его излишки. По завершении этих работ ширина грани на месте лезвия должна быть постоянна по всей длине клинка. Толщина должна быть выбрана согласно назначению ножа - с учетом дальнейшего утолщения на 20-30% при выведении РК. Теперь можно провести предварительную заточку: она четко покажет те места на спусках, которые надо поправить еще.
В зависимости от размера бруска, а также длины и формы клинка, разделите его примерно на 2-5 частей по длине. Над каждой из них на начальных этапах заточки придется поработать отдельно. Если вы правша, возьмите нож за рукоять в правую руку, как показано на рис. 62-2. Съем металла следует производить, удерживая нож примерно под углом в 45 градусов к продольной оси бруска (рис. 62-3,62-5.62-6). Подперев клинок со стороны, противоположной абразиву, пальцами другой руки начните работать над частью лезвия возле острия, плавно сдвигаясь к концу намеченного участка в сторону ручки (рис. 62-3). Само острие вытачивается прижатием большого пальца руки (рис. 62-4).
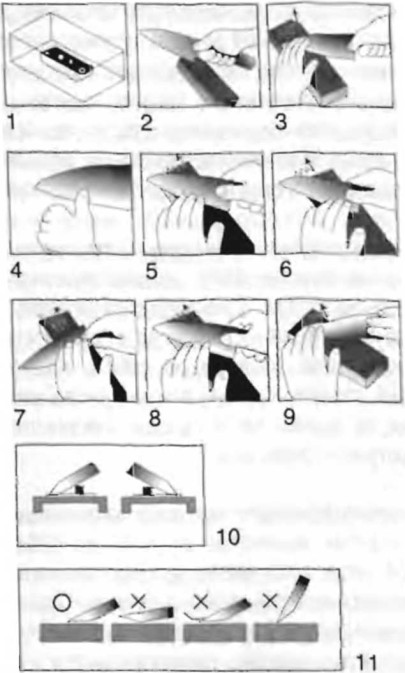
Рис. 62. Заточка клинка асимметричного профиля.
1 - замачивание водного камня до прекращения выделения воздуха;
2 - выравнивание РК - удаление сколов и заусенцев:
3 - вытачивание первой трети РК - около острия;
4 - положение рук непосредственно при заточке острия клинка;
5 - вытачивание второй трети РК - центральной части;
6 - вытачивание последней трети РК - у рукояти;
7 - удаление образовавшегося на противоположной стороне заусенца;
8 - доводка РК со стороны спуска после удаления заусенца;
9- доводка РК со стороны, противоположной спуску:
10 - положение клинка относительно продольной оси камня при заточке;
11 - задание угла заточки: крайний слева рис. - правильно, прочие - неправильно.
Клинок не должен изменять «угла атаки» - если профиль позволяет, лучше положить его плашмя на спуск (рис. 62-10). Заточка осуществляется при движении ножа в сторону обуха. При этом следят за формированием заусенца с противоположной стороны: когда он равномерно образуется по всей длине затачиваемого участка, переходите на следующую часть лезвия, сдвигая нож на бруске ближе к рукояти (рис. 62-5 и 62-6).
Добившись равномерного заусенца по всей длине лезвия, перейдите на другую сторону клинка и аналогичным образом - от острия к рукояти - добейтесь ровного заусенца с противоположной стороны (рис. 62-7). Переворачиваете нож еще раз и аккуратно снимаете заусенец, одновременно выхаживая режущую кромку по всей длине (рис. 62-8), после чего делаете то же самое с противоположной стороны (рис. 62-9).
Основной объем работ по съему материала на этом завершен. Сходная по технике работа на абразиве средней зернистости (от 700 до 2000) служит для удаления следов от грубой заточки или восстановления остроты незначительно притупившегося лезвия. Если на режущей кромке нет небольших забоин или зубцов, то можно начинать заточку даже с камня зернистостью 1200. На этих камнях скорость удаления материала намного ниже, а чистота поверхности - выше. Именно этот диапазон абразива служит для основной работы по заточке. Заусенец образуется намного более мелкий.
Следующий за заточкой переход на абразивы зернистостью 3000-5000 связан с доводкой. Вообще, уже на бруске 3000 можно получить результат, безмерно удовлетворяющий 99% пользователей. Производится доводка все по той же методике, но заусенец уже не образуется и время перехода с одной стороны лезвия на другую оценивают визуально, держа нож лезвием на себя - недостаточно острые участки бликуют, а остро заточенное лезвие не видно. Можно резать на весу газету или провести как расческой по волосам на задней части головы. Острое лезвие будет цепляться за волосы, а недостаточно острое - скользить.
Последний шаг, практическая ценность которого европейцами иногда подвергается сомнению, - правка на оселках зернистью от 5000 до 8000 и более (есть камни с зернистостью и 12000). В ходе него материал уже не снимается, а просто слегка полируется. Он требует нескольких точных и выверенных движений на каждой стороне клинка. Следует указать, что работа с абразивами зернистостью свыше 4000 требует очень высоких индивидуальных навыков, чувствительности рук и даже определенной интуиции - чем и как полировать, а также когда вовремя остановиться. Сами японцы говорят, что из 100 человек, имеющих недурные задатки, хороший полировальщик получится только из одного. Без этих навыков режущую кромку ножа можно легко загубить. Не напрасно стоимость услуг современных полировальщиков катан может обойтись в 2-3 тысячи долларов и больше за один клинок.
В этой связи уместно привести несколько практических рекомендаций.
В ходе шлифовки и полировки количество суспензии будет возрастать. Смывать ее не надо, следите только, чтобы она сильно не густела. Японцы периодически увлажняют ее, окуная в воду кончики пальцев и стряхивая с них на брусок воду. Можно использовать бытовой пульверизатор или одноразовый шприц - старайтесь только случайно не смыть ее полностью. Если клинок начинает ржаветь в ходе заточки, увлажнение можно производить слабыми мыльными и содовыми растворами. Однако использовать их при доводке и правке лезвия не рекомендуется.
Старайтесь использовать всю площадь бруска. В процессе интенсивного съема металла при работе крупнозернистым абразивом следите за его износом. Как правило, максимально изнашивается средняя часть бруска, что искажает рабочую плоскость и "заваливает» режущую кромку. Средств борьбы с этим явлением довольно много. Сами японцы делают специальные камни из твердых износостойких сортов абразива с рядами параллельных пропилов на одной из сторон под углом 45 градусов к продольной оси бруска, с помощью которых выравнивают изношенный камень. Важно, что восстановление производится с водой, после чего абразив тщательно промывается со щеткой для удаления застрявших частиц более крупного абразива (рис. 59).
Хранить бруски следует в индивидуальной таре - пластиковой или картонной. Крупнозернистый и средней зернистости - в воде, особенно если ими пользуются регулярно (раз в неделю и чаще). Обычно их хранят в закрытой крышкой емкости, а в состав регулярно меняемой воды добавляют средства ее обеззараживания для предотвращения гнилостных явлений. Редко используемые бруски лучше высушивать после применения. Мелкозернистые, наоборот, после каждого применения тщательно сушатся. Нельзя оставлять мокрый брусок на морозце - замерзшая вода способна его разрушить. Регулярная правка камня поможет снизить неравномерный износ и упростит уход за ним. При этом для предотвращения скола краев камня при работе стоит периодически, по мере износа, наводить на его гранях неширокую фаску под углом в 45 градусов. Истончившийся брусок рекомендуют наклеить водостойким клеем на ровный кусок толстого органического стекла или древесины - это продлит срок его жизни.
Проверка остроты
Именно тут можно дать волю фантазии, не забывая про предосторожности - острое лезвие не прощает ошибок.
Каноническим способом является проверка РК резкой листа газеты на весу. Попробуйте пошинковать бумагу на весу - бумажная лапша должна легко слетать с острого клинка. Можете порезать помидор - положите на него нож и двумя пальцами слегка потяните за рукоять на себя: острый клинок при этом «проваливается» сквозь помидор. Можете надеть на обух кольцо из резинки типа «венгерка» и. оттянув резинку, отпустить ее, но ни в коем случае не нож: кольцо легко разрезается влет. Можете попробовать отрубить свободно висящий кусок туалетной бумаги или нитку.
Посмотрите на освещенную РК - острое лезвие не дает бликов по длине. Наличие бликов говорит о присутствии на РК тупых участков.
На больших поварских ножах можно попробовать «кухонное тамешигири»: скрутите газетный лист трубочкой, прихватите края скотчем, поставьте на край стола и попробуйте разрубить одним диагональным ударом. Если после удара нижняя часть осталась сиротливо стоять на столе - вы молодец. Можете попробовать рубить таким же образом пустые пивные жестянки и пластиковые бутылки из-под воды. Если личные навыки и профиль клинка позволяют, конечно. Забавное времяпровождение, но нож придется регулярно подправлять. Тут уже важна не только острота, но и профиль клинка: многим «боевым» ножам этот тест не под силу, как их ни точи.
Средства заточки
Если многочисленные не слишком удачные попытки заточить нож вручную окончились безрезультатно, - не отчаивайтесь. Сегодня производится досточно много Приспособлений, упрощающих процесс придания ножам остроты. Их основная идея заключается в том, что наиболее сложные или трудоемкие части процесса заточки передаются на откуп механическим устройствам и приспособлениям, оставляя человеку либо контроль за процессом, либо серию достаточно простых механических движений. По этим двум признакам их и разделим: гибкие системы, позволяющие подбирать режимы процесса заточки, и фиксированные, жестко задающие ее режим.
К числу гибких систем относятся в основном электро-механические инструменты. Этот инструментарий достаточно похож внешне на оборудование мастера-ножовщика (точила, ленточные шлифовальные станки и пр.), но имеет ряд отличительных черт, связанных с заточной специализацией. Меньшая производительность компенсируется большей гибкостью - он оснащен специальными направляющими и державками под клинки, регуляторами скорости вращения, системами подачи охлаждающей жидкости и пр. Это позволяет осуществлять не только заточку, но и мелкий ремонт ножей.
Рис. 63.1. Заточная машина Tormek.

Рис. 63.2. Заточная машина Makita.
Наибольшую известность получили две подобные системы: Tormek с вертикальным расположением абразивных кругов прямого профиля и Makita - с горизонтальным расположением круга плоского прямого профиля для работы его торцом. Tormek представляет собой видоизмененное низкооборотное точило с двумя кругами - заточным и правочным. Кроме того, станок оснащен ванной с охлаждающей жидкостью, в которую частично погружен шлифовальный круг, и регулируемой стойкой с приспособлениями для закрепления затачиваемого инструмента. Достоинства системы - исключение перегрева РК и простота: для заточки клинок укладывается плашмя на опорный столик стойки и перемещается вдоль периферии круга. Недостатки -вогнутые РК, сформированные кругом, трудоемкость процесса смены шлифовальных кругов различной зернистости, неудобство работы с криволинейными режущими кромками. Кроме того, стоимость устройства - более $400. Makita конструктивно напоминает проигрыватель для грампластинок: плоский торцевой круг оснащен системой охлаждения, представляющий собой небольшой резервуар, размещенный над кругом. Станок оснащен регулируемой стойкой с наклоняющейся плитой. Принцип заточки - аналогичен. Стоимость устройства - до $300. Достоинства - прямая форма РК, исключение ее перегрева. Недостатки -сложность ухода за поверхностью торцевого круга и трудоемкость его замены. Этого недостатка лишена сходная система Veritas, использующая в качестве абразивного инструмента кольца шлифовальной бумаги. Однако, поскольку шкурка используется всухую, на Veritas возрастает риск пережечь РК при заточке или правке, а общее количество шлифбумаги по стоимости намного превосходит стоимость точильного камня сходного ресурса. Стоимость устройства - более $400.
Вторая группа инструментов и приспособлений предоставляет пользователю куда как меньшую свободу выбора углов заточки. Системы эти конструктивно представляют собой направляющие, определенным образом ориентированные к абразивным инструментам. Они могут быть электромеханическими и ручными.
Наиболее известным (за рубежом, конечно) является поставляемый фирмой Dick GmbH профессиональный заточной станок SM-Ш. Конструктивно он представляет собой расположенные на одной оси два охлаждаемых зеркальных круга в виде цилиндрических чашек. Круги низкооборотные - 225 об/мин., оснащены магнитными держателями клинков с регулируемым углом наклона к плоскости шлифования (от 10° до 25°) и средствами правки торцевой поверхности круга. Станок имеет дополнительный полировальный круг для снятия заусенца и правочное приспособление, представляющее собой пару вращающихся навстречу мелкозернистых полировальных кругов. Последовательная работа над затупленным клинком имеет следующий вид: клинок укрепляется на магнитном держателе в районе пятки и протягивается вдоль плоскости шлифования. После нескольких циклов на противоположной стороне РК образуется заусенец, и клинок начинают затачивать на противоположном круге аналогичным путем. Образовавшийся заусенец удаляют на полировальном круге. Завершающая стадия - правка на паре вращающихся навстречу доводочных кругов. Достоинства станка - высокая производительность (более 2500 ножей до смены кругов), простота, безопасность. Недостатки - высокая цена на расходные материалы и самого станка (более $3000).
Более доступными по цене решениями являются модели заточных машин типа Chef's Choice. Конструктивно они представляют собой две или более пары вращающихся встречно заточных элементов конической формы, закрытых кожухом с выполненными в нем направляющими для клинка. Затупленный клинок последовательно протягивается через направляющие с разным углом наклона: на первом этапе происходит коррекция формы спуска на меньших углах к вертикальной оси, на следующих - устранение следов от коррекции и/или доводка режущей кромки до кондиции на больших углах. Цены тут более щадящие - в зависимости от количества пар до $500. Недостаток - достаточно быстрый износ РК ножей, посредственное качество заточки.

Рис. 64. Заточной станок с вращающимися дисками.

Рис. 65. Две стадии заточки Chefs Choice: 1 (слева) - формирование новых спусков вращающимися крупнозернистыми алмазными дисками, 2 (справа) - формирование РК мелкозернистыми заточными дисками.
Рис. 66. Заточка клинка на ручном V-образном станке.
Дальнейшим удешевлением концепции являются ручные точила, работающие по сходному принципу. Электропривода заточных элементов уже не предусмотрено: вращение абразивных элементов происходит за счет размещения осей вращения под углом к плоскости протягивания клинка. Цены - от $150 (за качественные японские) до 150 руб. (за некачественные отечественные, где в качестве абразивных инструментов используются наборные шайбы из закаленной стали). Недостатки - те же: быстрое срабатывание РК ножа, низкое качество заточки. Несколько более щадящими нож являются V-образные точилки, представляющие собой пару абразивных инструментов в виде стержней круглого, эллиптического или треугольного сечения (реже - несколько пар стержней разной зернистости), устанавливаемые под определенными углами в отверстия основания. Движение по заточке тут комбинированное - наряду с тянущим, от пятки к острию, присутствует возвратно-поступательное - сверху вниз. Направляющие, задающие положение клинку, тут отсутствуют - их роль выполняют сами стержни и рука точильщика. Как правило, такие точилки имеют цену от 300 до 3000 рублей. Они недурны как средство быстро поправить РК, но в качестве средства ремонтаклинка практически бесполезны. Ограниченное количество углов - один, реже два. Требуют для работы твердой горизонтальной поверхности.
Последним по списку инструментом - рычажной точилкой типа Lansky можно пользоваться и на весу. Конструктивно точилка представляет собой систему из двух кронштейнов, между которыми закрепляется обух клинка. Заточка осуществляется вручную, путем перемещения вдоль РК небольших абразивных брусков, направление Движения которых определяется достаточно простой системой стержней, свободные концы которых вставляются в отверстия на свободных концах кронштейнов. Достоинства - неплохо вытачивают скругленные участки РК небольших клинков и могут быть использованы в качестве средства мелкого ремонта РК. Как правило - несколько углов заточки и набор сменных абразивных элементов различной зернистости. Недостаток - неудобны на длинных клинках и в качестве средства финальной доводки лезвия. Стоимость - станки от Gatco (до $50) и Lansky (до $100).
В заключении представлен перечень наиболее популярных точилок, распределенный по группам:
1. Ручные приспособления с направляющими:
Buck HoneMaster
DMT Aligner
EdgePro Apex
GATCO standard system
GATCO diamond hone system (хоны)
Lansky standard system
Lansky diamond hone system (хоны)
Razor Edge system Skarb
Spyderco 403 Tri-Angle Sharpmaker ceramic rods w/diamond sleeves
Spyderco 404 Tri-Angle Sharpmaker ceramic rods
Spyderco Fold-a-Vee folding ceramic rod set
WARTHOG V-Sharp (производство no заказу Blankner)
WARTHOG Hunter and Diamond (2 модели, близкие no идее к Skarb)
2. Слотовые протяжки:
2.1. На основе карбида вольфрама:
Byers SuperSharpener #1
EZ Sharp Coughlin
Klawhorn pen-shaped sharpener
Klawhorn flat sharpener Sterling Spee-D-Edge
2.2. На основе алюмооксидной керамики:
Firestone SharpPocket 1300
FireStone SharpPocket 1302
Henckel TwinSharp
Normark tilel knife sharpener
2.3. Комбинированные:
Meyerco Sharpen-it
2.4. Алмазные:
ChefsChoice Model 450
Chef'sChoice Model 460
2.5. Из закаленной стали:
Edgemaker (4 модели)
3. Электрические машины:
АМТ waterstone system
Chef'sChoice Model 110 electric sharpener
Chef'sChoice Model 120 electric sharpener
Chef'sChoice Model 320 electric sharpener
F. Dick SM-111 FireStone Electric Diamond Sharpener
4. Заточные станки различных видов:
Master Grade 12V electric sharpener
Norton composite grinding wheel
Razor Sharp paper wheel system
Charlie's paper wheel system
ProCut 2‘x72» knifemakers belt grinder
Sears/Wen wet wheel machine
Tormek 10» wet wheel machine
5. Прочие виды:
Razor Edge Raz-R-Steel
Керамические мусаты
Мусаты
Spyderco Mini crock sticks
Zanger Zip-Zaps (керамические стержни с рукоятью) Lansky serrated blade hone (хоны)
GATCO serrated blade hone (хоны)

Рис. 67. Заточка клинка на ручном рычажном станке. Lansky serrated blade hone for Cold Steel (хоны) Lansky serrated blade hone for Spyderco (хоны) Lansky Puck
Глава 11. Современное производство ножей
Технология производства ножей сделала во второй половине XX века огромный рывок вперед. После произведенной в 60-70-х гг. механизации и автоматизации процессов штамповки и обработки материалов, создания гибких производственных линий и робототехнических комплексов нож из штучного дорогостоящего инструмента ручной сборки окончательно превратился в широкодоступное функциональное изделие, наглядным доказательством чему служат популярные многопредметные складные ножи от швейцарских фирм Victorinox и Wenger, а также нескладные от шведских производителей из Муры - Frosts и K.J. Eriksson. Механизация и автоматизация производственных процессов позволила уже в середине XX века резко увеличить объемы производства ножей, повысить их качество и, главное, снизить цену.
Ковка клинков нескладных моделей была еще в XIX веке заменена первоначально на изготовление «кованцов» -профилированных болванок, отдаленно напоминающих будущее изделие, получаемых с помощью помещаемых под молот вкладышей и надавок - прообразов будущих штампов. С развитием оборудования модернизировались и молотовые штампы, которые резко увеличили свою производительность за счет подачи калиброванного листа. Автоматы, предназначенные для вырубки деталей складных ножей из рулона металлической ленты с применением совмещенных штампов, стали оснащаться средствами механизации: разматывающими и правильными устройствами, механизмами валковой подачи, ножницами для резки отходов, системами лотков для транспортирования готовых изделий и т.д. Эта технология получила широчайшее распространение при производстве складных ножей, изготовление которых базировалось на определенных лекалах (трафаретах-шаблонах), для которых было важно постоянство формы. Модели собирались на манер конструктора «Лего» - из определенного набора клинков и нескольких типов плашек с пружинами и перегородками. Каждый шаблон под детали рукояти носил определенное название, что в сочетании с базовым набором клинков служило в Европе и Северной Америке критерием в их классификации.
Не стояло на месте и производство нескладных моделей. Сегодня одним из наиболее передовых способов изготовления качественных кухонных ножей является немецкая технология синтерметаллических компонентов SCT. По технологии SCT разные части ножа могут быть сделаны из стали, которая имеет оптимальные характеристики для каждого отдельного элемента. Можно выделить следующие основные шаги: изготовление заготовки клинка; обработка заготовки, состоящая из нескольких стадий шлифовки и полировки; сборка клинка и рукояти; окончательная заточка ножа.
Необходимые компоненты заготовки клинка штампуются из рулонной стали. Шейка ножа создается методом порошковой металлургии - металлический порошок прессуется под высоким давлением и спекается в вакууме при температуре 1300 °С. Хвостовик прикрепляется к шейке с помощью плазменной сварки, а клинок фиксируется на шейке с помощью дуговой сварки. При такой технологии не только качество стали, но и форма отдельных деталей выдерживается более точно. Накладки рукояти монтируются методом литья на хвостовик. Стоимость изготовления ножей по такой схеме снизилась вместе с количеством брака, значительно выросло качество.
Обратная сторона медали - обезличенные и усредненные по свойствам модели, похожие друг на друга, как яйца одной несушки. Современные массовые производства действительно способны выдавать астрономические количества качественных ножей, ахиллесовой пятой которых является отсутствие гибкости производственных линий, однообразность дизайнерских и конструкторских решений. Это, в свою очередь, стимулировало интерес любителей к малосерийным и штучным моделям ручной отделки, производимым в кустарных условиях.
Следует отметить, что и ножовщики-индивидуалы не стояли на месте. Так, в США они выступили застрельщиками качественно нового рывка в изготовлении ножей. Представленные миру американских коллекционеров в 70-х кованые ножи еще выглядели как некая экстравагантная выходка, так как подавляющее большинство ножеделов предпочитали выточку ножей из раскроенного проката на небольших шлифовальных станках. Однако появление «заново открытой» дамасской стали вызвало форменный фурор среди потребителей, пробудив массовый интерес к ручной ковке у фирм и частников.
Другое направление деятельности индивидуалов - работа с новыми материалами, такими как кобальтовые и титановые сплавы, а также высокоуглеродистая коррозионностойкая сталь, которая просто была «не по зубам» производственным мощностям крупных производителей вплоть до конца XX века. И промышленность смогла принять вызов частников, что выразилось в радикальной модернизации и переоснащении серийного производства.
Штампы на современных производствах уступили место системам раскроя проката с НПУ водно-эрозионным методом и лазером. Промышленный углекислотный лазер мощностью около двух киловатт способен эффективно справляться с закаленным прокатом из обычных и высокоуглеродистых коррозионностойких сталей толщиной свыше 10 мм. При этом заготовки подвергаются минимальным термическим и механическим доводкам, а точность раскроя достигает десятых долей миллиметра. Он также кроит материалы, идущие на рукояти, - титановые и алюминиевые сплавы. При этом полученные таким способом полуфабрикаты требуют минимальных доводочных и финишных операций. Широкое внедрение недорогих пресс-форм для формовки рукоятей из изопреновых каучуков и термопластичных полимеров смогло еще больше снизить себестоимость самых дорогих операций - сборочных и отделочных. Современные шлифовальные станки с ЧПУ способны формировать выпуклые, вогнутые и совершенно плоские спуски, изготавливать клинки сложной геометрии (вогнутые и S- образные) и сечения, нарезать серрейтор любого профиля, обрабатывать обух, осуществлять заточку, производить полировку и матирование. Продукция двух германских производителей - Siepmann Corporation из Золингена и Heinz Berger Maschinenfahrik GmbH & Со из Кроненберга - определяет лицо современной ножевой отрасли Америки и Японии. Многие операции производятся на обеих сторонах клинка одновременно, причем за один проход. Модель шлифовального станка GM-5-CNC от Siepmann способна по заданной программе полностью автономно обрабатывать не только большие поварские и охотничьи ножи, но даже мечи, сабли и другое длинноклинковое холодное оружие. Загрузка и выгрузка заготовок разного типа производится как автоматически из магазинов, так и вручную. При этом программное обеспечение позволяет в сжатые сроки перейти от изготовления клинков складных ножей к производству хирургического инструмента или маникюрных принадлежностей. Контроль температуры заготовки, износа абразивных элементов, расхода охлаждающей жидкости и прочих рабочих параметров полностью автоматизирован. Оборудование оснащено элементами сенсорного программирования, позволяющего в сжатые сроки создавать программы для изготовления новых моделей. Высвободившиеся средства дальновидные производители стали использовать на эксперименты с перспективными материалами и разработку новых технологических схем.
Высокий уровень автоматизации и механизации предъявляет высокие требования и к производственной культуре крупного серийного производства. Так, экономия на средствах мониторинга температурного режима заготовки клинка в ходе шлифования и заточки, а также увеличение ее скорости могут привести к дополнительному отпуску лезвийной части. Это иногда наблюдается на моделях из Испании - тело клинка имеет твердость на несколько единиц выше лезвийной части вследствие нарушения температурных режимов шлифования и заточки.
Автоматизированные сборочные конвейеры со встроенными системами контроля позволяют осуществлять сборку моделей без участия человека, на долю которого остается подчас только контроль за работой автоматики. Тем не менее, многие фирмы оставляют окончательную сборку дорогих малосерийных моделей человеку не только потому, что отладка конвейеров под них нерентабельна, но и в связи с тем, что полностью заменить человека машина пока не в состоянии.
Сегодня мы становимся свидетелями стремительного сближения зарубежного крупносерийного и кустарного производства. Появление на рынке недорогого оборудования и станков позволяет частнику достаточно быстро произвести его амортизацию, изготовляя свои модели в достаточно больших количествах скромными силами мастерской из 3-5 человек. В то же время высокая гибкость современных производственных линий помогает крупным фирмам выпускать ежегодно несколько оригинальных моделей мелкими сериями, а высокая степень автоматизации производства позволяет резко уменьшить количество вовлеченных в производственный цикл работников.
Фирмы покупают новые технические решения и находки дизайна у популярных индивидуалов, в то время как те создают новые образцы, развивая и творчески перерабатывая концепции, заложенные в популярных серийных моделях. Промышленники обратили серьезное внимание на нужды кустарей, производя не только недорогое оборудование, станки и расходные части к ним, но и фурнитуру к ножам, удобный формат листового проката нержавеющих сталей, сплавов и различных пластиков. Частники активно включились в рекламные кампании серийных производителей и разработку для них эксклюзивных дизайнов и конструкторских решений.
Кроме того, нельзя не упомянуть и о характерных тенденциях XXI века. Это, в первую очередь, общее уменьшение массово-габаритных характеристик ножей. Причина этого - не только изменение условий жизни, повлекшее частичную утрату навыков владения длинными клинками, но и широкое распространение надежного огнестрельного оружия, окончательно переместившего нож из ранга вспомогательного оружия в ранг инструмента. Этому содействовало и законодательство, которое в большинстве цивилизованных стран планомерно выдавливало ножи, пригодные для нанесения средних и тяжких телесных повреждений, из бытового обихода, почти повсеместно оставив право на их ношение за сотрудниками силовых ведомств и, с большими оговорками, охотниками.
Меняется и география производства ножей. Сегодня конкуренцию ведущим мировым производителям из Северной Америки, Японии и Европы составляет мощный поток дешевого ширпотреба из Пакистана, Китая и Бразилии. Недостаток качества эти модели компенсируют гибким и оперативным откликом на модные мировые тенденции и крайне низкой ценой.
Таким образом, мировое производство ножей все еще сохраняет многоукладность. Помимо современных промышленных производств и хорошо оснащенных мастерских частных производителей из развитых стран значительное место в развивающихся странах занимают небольшие ремесленные мастерские и отдельные кустари, которые трудятся не только на местный рынок, но и на экспорт. Так, непальские кукри, малайзийские балисонги и паранги, среднеазиатские пчаки, а также другие формы национальных ножевых изделий, производимых на их родине по древним технологиям, пользуются устойчивым спросом среди коллекционеров и любителей клинков.
Глава 12. Простой складной
Судьбу складного ножа как инструмента и феномена отследить в истории достаточно сложно. В отличие от оружия, составлявшего предмет гордости владельца и объект коллекционирования, ножи всегда имели сугубо утилитарное назначение. И отношение к ним было соответствующее: их использовали на износ. Существующие коллекции ножей прошлого созданы достаточно поздно. Представления о складных ножах тех эпох мы можем получить по данным археологических раскопок. Известно, что хорошая сохранность выполненного из металла артефакта - скорее исключение. Наиболее древние складные ножи, дошедшие до нашего времени, датируются временами заката Римской империи. Конструкция их достаточно технологична: листовидный клинок и склепанная из двух половинок рукоять, выполненные литьем. Все из бронзы. О конструкции складных ножей, выполненных из менее долговечных материалов, можно лишь гадать.
Скорее всего, выполнены они были без особых затей. Принцип их работы до сих лор используется на опасных бритвах. В куске рога или древесины выполняли продольный пропил наискосок. В той части черена, которая прорезалась насквозь, высверливалось отверстие. Сквозная ось зажимала между образовавшимися половинками черена пятку клинка, в котором тоже выполнялось отверстие. В закрытом положении клинок удерживался внутри за счет силы трения в шарнире и способа ношения: за выполненный в виде петли удлиненный выступ на пятке. За эту петлю нож и носился привязанным к поясу: карманы на одежде появились по историческим меркам сравнительно недавно. Но главным назначением выступа была функция упора для клинка в открытом положении: клинок представлял собой некое подобие коромысла, одним концом которого был сам клинок, а другим - выступ, упирающийся в спинку черена и удерживающий клинок от опрокидывания на обух при работе. Уже тогда появились и ножи-перевертыши с двумя клинками: для грубой работы и деликатных задач.
Рис. 68. Восточноевропейские ножи сельских жителей, конец XIX века: а - Складной сконцевой нож, Валахия; б - складной однобочновый нож, Шумава.
При всех достоинствах, обусловленных простотой и ремонтопригодностью конструкции, ее критическим недостатком была невысокая надежность фиксации клинка. Малейший люфт шарнира - и пальцы владельца подвергались нешуточному риску пореза от самопроизвольно сложившегося на них клинка. Проблема решалась варьированием формы выступа-стопора: его выполняли удлиненным с тем, чтобы удерживающая рукоять кисть выполняла при резе роль блокиратора. Другой проблемой была высокая нагруженность оси. Помимо циклических нагрузок, именно на эту область рукояти попадала влага с клинка. Поэтому идея упрочнения шарнира оказалась востребованной довольно быстро. Наиболее простым и технологичным решением была пара шайб, устанавливаемых под расклепанные концы оси. Шайбы серьезно увеличивали ресурс рукояти, связанный с необходимостью регулярного подклепывания оси, но не обеспечивали радикального упрочнения конца черена. Поэтому на черен стали ставить оковку: разрезное металлическое кольцо, упрочнявшее черен в его самой нагруженной части. Именно такой конструктив достаточно долго определял облик складного ножа прошлого.
Вопреки господствующим ныне представлениям о вольнице, царящей на улицах средневековых городов Европы, городские магистраты были весьма нетерпимы в вопросе противоправной вооруженности. Даже привилегированные сословия могли позволить себе иметь при прогулках по городу полноценное холодное оружие далеко не всегда. Что уж говорить о персонах, промышлявших на узких городских улочках разбоем, а также их вынужденных "клиентах" из простолюдинов. И те и другие по закону были лишены права носить в городе не только оружие, но и нескладные ножи. С большой долей уверенности можно предполагать, что фиксатор клинка впервые появился в городской черте южноевропейских государств именно как попытка приспособить легальный и достаточно мирный инструмент - складной нож - для нужд самообороны и нападения.
Тактический нож Средневековья
"Бритвенная» конструкция складника оказалась совершенно непригодной для специфических хватов и манипуляций ножом, определяемых нуждами поединка. Вместо средства самозащиты такой нож представлял опасность прежде всего для самого владельца. Наиболее простым и понятным решением, которое само просилось к реализации, была дополнительная пружина-затыльник, которая фактически имитировала собой фиксацию выступа пятки клинка ладонью руки. Конструктивно такой фиксатор тоже представлял собой коромысло, но на сей раз перенесенное на среднюю часть спинки: выгнутая в продольном направлении плоская пружина закреплялась в средней части дополнительной осью. Один конец коромысла упирался в заднюю часть рукояти, а другой сам служил упором для пятки клинка. А чтобы клинок сам по себе не закрывался, выступ на пятке укоротился до нескольких миллиметров и переехал на обушок клинка. Там-то он и входил в зацепление с пластинчатым стопором сквозь специальное окно.
Принципиальным отличием от «ручной» блокировки был принцип работы такого стопора. В отличие от длинного выступа, который в зависимости от направления усилия, прилагаемого к клинку, упирался либо в спинку рукояти, либо в ладонь руки, такой стопор работал на сжатие или растяжение. Продольный изгиб коромысла, таким образом, еще и дополнительно увеличивал жесткость фиксатора на сжатие. Производство его было сравнительно простым: пластина подгибалась соответственно кривизне спинки традиционной рукояти, выполненной из цельного куска рога или твердой древесины. Ширина выступа на пятке подгонялась к размеру окна в стопоре. Тем самым люфт в продольном направлении сводился к минимуму. Форма пятки выбиралась так, чтобы при открывании клинка она плавно отжимала стопор до момента захода выступа в окно. Для разблокировки стопора в районе окна выполнялись детали крепежа к нему кольца или небольшого рычага. Воздействуя на них, можно был отжать стопор, вывести выступ пятки из зацепления и сложить нож.

Рис. 69. Замок-трещотка на испанской навахе середины XIX века.
Однако, решив проблему фиксации клинка, ножовщики прошлого сразу столкнулись с проблемой иного рода.
Битва за прочность
Рог и дерево, как материалы естественного происхождения, довольно неплохо держали невысокие нагрузки на шарнир, возникающие в процессе реза. Но вот для интенсивных динамических или ударных нагрузок эти материалы оказались не слишком годны. На первых этапах упрочнять пытались самые нагруженные места, и прежде всего - шарнир. Самый распространенный прием -разрезное металлическое кольцо-оковка, которое препятствовало развитию разрушений рукояти возле шарнира. Мастера из Нонтрона вскоре догадались поверх одного кольца поставить другое, вращением которого удавалось зафиксировать клинок в открытом положении. Переход пятки в клинок выполнялся в виде плечиков. В открытом положении плечико у обушка упиралось во внутреннее кольцо у спинки рукояти, а плечико у режущей кромки запиралось поворотом наружного кольца вокруг своей оси. Правда, пришлось решить маленькую инженерную задачку: как удержать поворотное кольцо от соскальзывания? Вот тут мастера Нонтрона продемонстрировали недурное знание слесарного дела. На оковке выполняются два выступа, прямоугольных в сечении. На них надевается упорная шайба, в которую клинок упирается плечиком в открытом положении и которая надежно удерживает на оковке поворотное кольцо. Чтобы шайба не слетала, концы выступов на оковке расклепывают с противоположной стороны и зашлифовывают.
Однако радикального упрочнения конструкции добиться не удалось. Тогда стали усиливать заднюю и среднюю часть рукояти. В конечном итоге в Испании, где складные ножи навахи достигли просто гротескных размеров, весь черен покрывал сложно украшенный металлический каркас, призванный обеспечить рукояти необходимую прочность. Трудоемкость такого упрочнения требовала качественно иного подхода к конструированию ножа. И он был найден.
Металлический каркас убрали внутрь ножа, сборка которого теперь напоминала изготовление бутерброда: клинок закреплялся между двумя пластинами - плашками. Между плашками со стороны спинки ставилась проставка-пружина, которая работала на сходном принципе, что и пластина-стопор. Отличие было одно: проставка закреплялась консольно, со стороны головки рукояти. Поверх такого «скелета» могли ставиться и накладки: поскольку требования прочности к ним отошли на второй план, помимо дерева и рога появилась кость, перламутр, черепаховый панцирь и прочие материалы, отличавшиеся радующим глаз внешним видом. Такая концепция сборки не претерпела изменений до сегодняшнего дня, но вот со стопором пришлось еще повозиться.
Прямая пружина
Назначение стопора предъявляло к нему довольно противоречивые требования. Войдя в зацепление с клинком, он должен был работать с максимальной жесткостью на сжатие и растяжение. В противном случае нож становился травмоопасен. Однако для того чтобы складываться и открываться, тот же стопор должен быть довольно упругим на изгиб. На какие только ухищрения не шли конструкторы прошлого, чтобы разрешить эту дилемму!
Увеличивать высоту выступа на пятке? Это неизбежно повлечет большие углы изгиба стопора при раскрытии и складывании. То есть жесткость еще больше снизится. Увеличить жесткость стопора? Придется складывать нож вдвоем. На ножах стали появляться массивные отжимные рычаги и дополнительные замочки, что усложняло и перетяжеляло конструкцию. На пятках появлялись и исчезали зубцы, которые, по мнению их изобретателей, были призваны повысить надежность сцепления клинка с фиксатором. Пружину делали наборной, из нескольких частей, что позволяло снизить жесткость на изгиб, но сохранить ее в продольном направлении. К сожалению, все эти меры не позволяли обеспечить сочетание высокой надежности с доступной ценой. Решение появилось лишь в XIX веке и было связано с... часами.

Рис. 70. Первые ножи с фиксатором не имели заделки свободного конца коромысла впотай. Напротив, выступ коромысла выпирал гордым горбом на спинке рукояти.
Точно как часы
Именно британским часовщикам приписывается изобретение прообраза современного Фиксатора. Называют даже точную дату - 1742 год. когда британский часовщик из Шеффилда Бенджамин Хантсман начал делать первые модели ножей с внутренними пружинами и клинками из специально заказываемой им пружинной стали. Это решение восхищает простотой и элегантностью. Стопор разделили на две части: непосредственно коромысло-стопор и прижимную пружину. Закрепленное в средней части коромысло обладало необходимой жесткостью и прочностью, в то время как заделанная в виде консоли на головке рукояти ножа пружина давала возможность фиксатору функционировать с должным уровнем надежности и удобства. Для того чтобы расфиксировать клинок на стороне, противоположной клинку, выполнялся полукруглый выступ. Утапливая его пальцем вовнутрь, пользователь изгибал пружину, расцеплял стопор и пятку: коромысло приподнималось, давая возможность сложить клинок ножа внутрь рукояти. Со временем выступ был заменен на полукруглую выборку в плашках и накладках. Таким образом, задняя часть стопора практически обрела привычный нам вид еще в конце XIX века. А вот с самим запорным узлом пришлось работать дальше.

Рис. 71. Французский нож Лайоль во многом сохранил черты своих далеких предков - навах.
Надо отметить, что расширение прилегающей к клинку части стопора, известное во Франции под термином «мушка» (le mouche), довольно долго играло двоякую роль. Во- первых, в этой плоской части выполнялось окно для выступа на пятке клинка. Кроме того, боковые выступающие части «мушки» использовались для... разблокировки открытого клинка. До того момента, как органы управления стопором не догадались перенести на его заднюю часть. То есть владелец брался за «мушку» большим и указательным пальцем одной руки, упирал спинку рукояти в основание ладони и другой рукой складывал клинок, оттянув предварительно стопор за «крылышки» вверх. С появлением отдельной пружины появилась возможность отказаться от расфиксирующего амплуа «мушки».
Германские ножеделы пытались приспособить для нужд расфиксации клинка дополнительные откидные предметы. Достаточно распространенной была следующая схема: на одной оси с клинком выполнялся еще один откидной предмет, имевший собственную пружину. Обычно это была отвертка. Часть стопора клинка в виде выступа на внутренней стороне, выполненного возле оси, отгибалась сквозь специальное окно в перегородке между пружинами под этот второй предмет. Таким образом, вставший на стопор клинок мог быть разблокирован путем нажатия на соседний предмет - отвертку. Вообще откидной отвертке складные ножи обязаны появлением целого семейства фиксаторов, но об этом - дальше.
Изобретатели пытались решить проблему фиксации и более радикально, сделав складной нож... нескладным. Эти конструкции, некогда популярные и в России, носили название шарнирных. Рукояти конструктивно состояли из двух и более частей, вращавшихся в продольной или продольно-поперечной плоскости клинка. Наиболее известна конструкция шарнирного ножа: скрепляемые между собой половинки рукояти вращаются на одной оси с клинком в противоположных направлениях на пол-оборота: одна по часовой, другая - против часовой стрелки. Сцепление рукоятей производится в двух положениях: клинком вовнутрь и клинком наружу.
У шарнирно-рамочного ножа рукоять состоит из двух рамок, одна из которых закреплена на пятке одной осью с клинком продольно, как на обычном ноже. Другая скоба крепится отдельной осью, проходящей сквозь обушок. Таким образом, манипуляции ножом представляют собой два полуоборота скоб: в продольной и поперечной плоскости клинка. Будучи совмещенными, скобы имеют ограниченную подвижность и достаточно надежно фиксируют клинок внутри или снаружи.
Третья, филиппинская, конструкция представляет собой клинок, на пятке которого двумя осями закреплены две половинки рукоятей. Половинки скрепляются между собой «омутом в двух положениях - клином наружу и вовнутрь. Для увеличения надежности между двумя поворотными осями выполняют упорный штифт.
При должном качестве исполнения все три конструкции (не считая их многочисленных вариаций) обеспечивали надежность фиксации клинка, сопоставимую с нескладной моделью. Но европейцы с настойчивостью, достойной лучшего применения, пытались довести до крупносерийного производства стопорную пружину.
Хитрая собачка
Всякий, кому доводилось выбирать нож с фиксатором, известным под американизмом 'бэк-лок», знает несколько немудрящих советов по проверке его качества: проверить наличие люфта не только в продольном, но и в поперечном направлении; пару раз сложить-раскрыть нож; прижать клинок к пружине в раскрытом положении; несильно стукнуть обушком о край стола, предварительно убрав пальцы с траектории его возможного возврата внутрь рукояти. Все эти манипуляции направлены на оценку правильности геометрии сопрягаемых деталей. Разобрав такой замок, мы увидим отличие современной конструкции от древней: вместо выступа на пятке клинка выполняется прямоугольный паз, в который входит прямоугольный выступ на стопоре, известный на сленге российских ножовщиков как «собачка». Все вроде просто. Но эта простота кажущаяся.
Начнем с того, что пятка клинка имеет особую форму. В закрытом положении «собачка» гаже поджимает клинок для того, чтобы он самопроизвольно не выходил из рукояти и не травмировал владельца. А чтобы лезвие не затуплялось о внутренние части ножа, передняя часть пятки клинка, там, где кончается лезвие, делается выступающей. Именно этой частью, а не лезвием, упирается в пружину клинок. Проверяется это просто: чуть-чуть приоткрыв клинок, его отпускают. Клинок должен возвращаться в исходное положение самостоятельно. Нажатие на обушок закрытого клинка приводит стопор в движение.
Еще хитрее выполнен паз на пятке клинка и «собачка» на стопоре. Для того чтобы стопор Опирал клинок надежно и без люфта, система должна иметь три опорные точки. Первая - это ось шарнира. А вот две другие расположены на «собачке» по диагонали. На наружной стороне это верхний угол. На внутренней - противоположный ему угол. Присмотревшись к замку внимательнее, мы видим, что «собачка» - это не прямоугольник. Ее грани наклонены под небольшим углом: это параллелепипед. Зачем надо? Стопор должен работать не на изгиб, а на растяжение-сжатие. Вот эти небольшие (5-7 градусов) углы и призваны правильно распределять действующие на клинок силы. Правильно выбраны углы на «собачке» и пазе в пятке - и удар по обуху приводит к незначительному упругому сжатию пружины. Фиксатор со своей задачей справился. Но если угол выбран неверно, на «собачку» передается дополнительное усилие, направленное в противоположную от оси шарнира сторону. И стопор саморазблокируется. А клинок складывается. На ваши пальцы, например.
В начале XX века такая подгонка производилась вручную. Малейшая ошибка в подгонке была чревата отказом стопора в самый ответственный момент. Так что даже высокая цена ножа с подогнанным вручную фиксатором далеко не всегда гарантировала его безопасность. Вот почему складные стилеты итальянских и американских мафиози продолжали оснащаться «мушкой» с прорезью вплоть до середины 60-х: не столь эстетично, зато надежно и практично. Что касается массового сегмента, то конструкторы просто голову сломали, пытаясь автоматизировать процесс пригонки «собачки» к пазу на пятке клинка. Экспериментировали с формой "собачки", пытались использовать штифты... Фактически уже к 30-м годам XX века «бэк-локи» достаточно недурного качества появились в США и Великобритании. Однако подлинный их бум начался с появлением в начале 60-х 110-й модели от Ала Бака.
В индустрии складных ножей второй половины XX века фамилия Бак стала столь же нарицательной, как Ксерокс. Это и обусловило господствующее заблуждение, что именно Альфред Чарльз Бак придумал «бэк-лок». На самом деле Бак сделал иное-он смог выпустить качественный, оригинальный, надежный и, самое главное, достаточно недорогой серийный складной нож с надежным фиксатором. Сегодня только ленивый не репродуцирует 110-ю модель Бака, хотя, что греха таить, надежность и исполнение фиксатора клона далеко не всегда отвечают элементарным требованиям безопасности. Одновременно продолжается и работа над улучшением конструкции «бэк-лока»: энтузиасты продолжают поиск новых решений. Более надежных, эффективных и технологичных.
Отверточный стопор
Прообразом «линейного» замка в том виде, в котором мы его знаем сегодня, являлась пластинчатая пружина, используемая с конца XIX века для фиксации откидной отвертки в ножах монтеров и электриков. Отвертка как откидной предмет появилась 8 целях миниатюризации инструмента. Однако значительные вращательные и продольные нагрузки на шарнир, не типичные для клинка ножа, возникающие при работе с винтами и шурупами, заставили внести в конструкцию ряд изменений. Часть латунной плашки была отделена Г-образным пропилом и согнута таким образом, чтобы в открытом положении клинок упирался в пятку, придавая фиксатору дополнительную жесткость. На ножах электриков откидная отвертка в открытом и закрытом положении удерживалась аналогично обычному клинку многопредметного складного ножа - за паз на пятке основной пружиной, в то время как дополнительная пластинчатая пружина, выполненная вырезанием из плашки, являлась ее основным блокиратором в рабочем положении.
Современный «линейный» замок был запатентован Майклом Уокером в 1981 году и, помимо использования пластинчатой пружины, не имеет никаких общих черт с ножом электрика. Майкл разработал самостоятельную систему фиксации клинка, имеющую только одну пружину. Пластинчатая пружина в старых моделях являлась не более чем предохранительным механизмом для блокирования клинка-отвертки в рабочем положении. Пластинчатая пружина Майкла не только блокирует клинок в открытом положении, но и обеспечивает его надежную фиксацию в закрытом. Кроме того, такой замок позволяет открывать и закрывать нож держащей его рукой, не изменяя его положения.
В основе работы «линейного» замка лежат три точки, образующие треугольник. Вот эти три точки: поворотный штифт, стопорный штифт и контактная зона опорных плоскостей пятки клинка и стопора (прижимной пластины). Передача сжимающего усилия от пружины выбирает продольные люфты и приводит всю систему в жесткое напряженное состояние. Похожий принцип лежит в основе конструкции всех замков складных ножей с пружинным фиксатором.
Кроме силы бокового давления самого стопора, в конструкции замка нет элементов, которые бы фиксировали клинок в закрытом положении. По этой причине в стопор дополнительно монтируется небольшой закаленный стальной шарик от подшипника, являющийся фиксатором клинка в закрытом положении. Входя в гнездо сферической формы на пятке клинка, этот своеобразный фиксатор, используя усилие изогнутой пластины, удерживает клинок от самопроизвольного открывания.
Для надежности замка стопор должен контактировать с пяткой клинка настолько ниже горизонтальной линии, проведенной через центр оси клинка, насколько это возможно. Чем ниже от этой линии находится контактная зона, тем надежнее будет замок. Необходимо учитывать углы шлифовки контактных плоскостей и расстояние, которое стопор проходит до упора в скос на пятке. Неправильные углы будут содействовать выбиванию стопора или его «зажевыванию» пяткой клинка. Положение стопора, запирающего пяту, определяется расстоянием по дуге, которое проходит торец стопора по контактной поверхности скоса торца пятки до упора в нее для фиксации клинка. Считается, что торец стопора должен уходить по скосу пятки не далее чем до середины или 1/3 толщины клинка, что обеспечивает и надежную фиксацию клинка в открытом положении, и минимальный износ контактных поверхностей стопора.
Многочисленными разновидностями «линейных» фиксаторов заполнены каталоги производителей ножей. Считается даже, что бум «тактических городских ножей» без такого замка был бы невозможен. Сегодня фиксаторы такого типа оснащаются дополнительными блокираторами.
Феерическое разнообразие
В последней четверти XX века любители ножей стали свидетелями подлинного бума всевозможных конструкций фиксаторов складных ножей. Тут были и кнопки, и рычаги, хитроумно замаскированные под притины и накладки. Рост отрасли вызвал появление на рынке сравнительно недорогих прецизионных станков и прочего механического оборудования, которое ныне вполне могут себе позволить не только небольшие производства, но даже мастера-частники. Наряду со схемами фиксации идет бурный Рост систем ускоренного открывания клинка, многопозиционных фиксаторов положения клинка и прочих маленьких хитростей точной механики, окончательно превративших складной нож из утилитарного предмета в некий аксессуар, порой -просто культовый. Ведь это практически последний аксессуар, который все еще может претендовать на роль истинно мужского в наше эмансипированное время.
«Истинный джентльмен не должен покидать дом без головного убора, начищенной до блеска обуви и складного ножа в кармане» - этой житейской мудрости уже более ста лет. Неудивительно, что именно в США в конце XX века вновь вспыхнул интерес к складному ножу джентльмена, откуда он семимильными шагами двинулся в консервативную Европу с ее традиционно скептическим отношением к американской моде. И вот обновленные карманные ножи появились у бойких итальянских производителей, основательных немцев и даже язвительных консервативных французов.
Современный нож лаконичен и прост. Но под этой скромной оболочкой скрываются точная механика, оригинальный дизайн и достижения химиков и металлургов. Нож имеет один клинок с фиксатором. Носить нечто многопредметное просто нет необходимости: истинному джентльмену не придет в голову в компании двух других джентльменов откупоривать в ближайшем парадном бутылочку недорогого винца и вскрывать баночку изысканных рыбных консервов в томате. Такой ножик легок, компактен и оснащен клипсой, надежно фиксирующей его в брючном или внутреннем кармане: этот помощник джентльмена и сам по себе деликатен, не требует специальных чехлов и не напоминает о своем присутствии владельцу до тех пор, пока в нем не возникнет потребность. Клипсу можно успешно использовать в качестве зажима для банкнот, если по каким-то причинам брать с собой бумажник не хочется. Владельцу не придется ломать ногти при попытке его открыть - нож приводится в рабочее положение даже одной рукой.
Оригинален и своеобразен его дизайн. Коллизии бурного XX века обусловили застой в дизайне складных моделей, которые до начала 80-х застыли в архаичных формах прошлого века, будучи бережно сохраняемы сперва в Великобритании (Шеффилд), а позже и в Германии (Золинген). Перочинный ножик бережно передавался от деда к отцу, от отца к сыну, а если разгильдяй-сынок его терял, то приобретался новый, «точь-в-точь как у дедушки». Только в конце 80-х новые эстетические концепции стремительно ворвались на рынок, заставив потесниться «классические» формы и весомо заявив свое право на существенную часть рынка. Широчайшее развитие индивидуального творчества мастеров-ножовщиков из США, Германии и Франции в сочетании с применением современных материалов и автоматизированных технологий в производстве обеспечили выход на рынок и триумфальное шествие моделей, воплощающих новые эстетические концепции, радикальный дизайн, материалы XXI века и штучное качество сборки.
Современный нож легок, компактен и элегантен. Нож джентльмена не предназначен для нанесения повреждений другим субъектам, хоть бы даже и совсем не джентльменам. Это изящная вещица, претендующая на статус красивой безделушки, на самом деле является надежным инструментом, которому по плечу не только легко вскрыть корреспонденцию или удалить ярлык с обновки, но и справиться с автомобильным ремнем безопасности или электропроводом. Этим современный мужской карманный нож радикально отличается и от т.н. «средств самообороны», представляющих собой жутковатый черненый резак с парой гопников с обеих сторон, иллюстрирующий гипертрофированную маскулинность их владельцев. Конечно, отсутствие столь кровожадного предназначения отнюдь не исключает возможности его применения и в этом амплуа: как говорят на Востоке, им можно делать все, но лучше всего - резать дыню.
Возможность использования в качестве столового ножа также приятно отличает карманный нож от постоянно тупых изделий сходного назначения из столовых приборов. Кроме того, высококачественные стали делают его вполне пригодным для длительной резки твердых сортов древесины, картона и других материалов, способных моментально затупить недорогую нержавейку, традиционно применяемую на большинстве обычных моделей.
Такой нож идеален и в качестве подарка - в глубине души даже самые закоренелые прагматики питают слабость к предмету вожделения их далекого детства: красивому и элегантному складному ножу. Многие даже себе в этом не признаются и демонстративно игнорируют эти дорогие «безделушки». Но в качестве подарка... Ах, это искушение! Детство, конечно, в большинстве уже давно не играет, однако так приятно вновь оживить далекие воспоминания, ощутив в руке легкий, надежный и функциональный инструмент.
Кто-то отмахнется - мол, баловство все это и игрушки. Отнюдь. Не судите о ноже по внешнему виду: этот малыш во многом не уступит своим тяжелым старомодным нескладным родичам, а кое в чем и даст им фору. Да, мужчину делает мужчиной не ножик или брюки, однако оригинальный внешний вид элегантного складного ножа в ансамбле со строгим галстуком или часами сразу дадут понять окружающим, что они имеют дело с основательным и предусмотрительным человеком. До недавнего времени сказанное относилось к импорту, но есть серьезные подвижки и в России. Впрочем, импорт импорту рознь.
Рынок недорогих моделей: атака клонов
Общие направления развития ножевойотрасли сегодня можно легко отслеживать даже из России с ее исторически недружелюбным к ножам законодательством. Отечественные выставки уже позволяют нашим любителям знакомиться с наиболее интересными зарубежными новинками с задержкой менее полугода относительно «коллег по диагнозу» из Европы, Северной Америки и Японии. Крупные торговые организации достаточно оперативно продвигают их в розничную торговую сеть, несмотря на муторную процедуру сертификации. Периодика регулярно рецензирует новые модели известных фирм. А уж отечественный любитель, имеющий доступ к ресурсам Интернета, способен приобщиться (к сожалению, пока лишь виртуально) ко всем мало-мальски интересным событиям, происходящим в отрасли.
На фоне этого официоза из поля зрения обычных и электронных СМИ практически полностью выпадает другая часть рынка, куда как более крупная и, как это ни обидно для кого-то, популярная в народе. Разговор пойдет о тех моделях, которые лежат на лотках рыночных развалов, выставлены в окошках привокзальных ларьков или витринах небольших хозяйственных магазинчиков. Как правило, это складные модели небольшого или среднего размера, а также мультитулы. Несколько реже можно увидеть небольшие нескладные ножи. Место изготовления - континентальный Китай, реже Пакистан и Корея.
Впрочем, о месте изготовления можно только догадываться по косвенным признакам: если еще 5-7 лет назад гордая надпись «made in China» встречалась на пятке клинка каждого второго ножика, то ныне она стала редкой и экзотичной, повсеместно уступив место нейтральной «stainless», предоставляющей отечественным лоточникам широчайший простор для устного художественного творчества относительно места происхождения ножей. Каких удивительных баек тут только не услышишь! Полудетективные истории о распродаваемом по дешевке таможенном конфискате, научную фантастику о пробных моделях российских производителей, не пошедших в серию, сказки об очень секретном оборонном заводе, производящем по конверсионным программам модели, продаваемые полулегально, и так далее. Как это ни странно, указывать сегодня на «родовую» принадлежность к Китайской Народной Республике отваживаются только ножевые производители с весьма неплохим уровнем производственной культуры. Да и то делают это подчас весьма затейливо - мало кто знает, что под аббревиатурой PRC скрывается все та же People Republic of China. Однако часть китайских производителей уже делает весьма приличные модели. Все меняется. Впрочем, это неудивительно: каких-то пятьдесят лет назад и к товарам из Японии в Европе и Северной Америке относились с большой настороженностью и недоверием.
Нельзя не отметить, что рост и общее развитие отрасли серьезно повлияло и на ее «неофициальную» сторону. Это выразилось в серьезном изменении модельного ряда производителей «третьего мира». Если в начале 90-х шустрые челноки и шопники бодро тащили сквозь наши кордоны «бабочки», подражания швейцарским многопредметным моделям, «натовские» фронтальные выкидухи, псевдоитальянские складные стилеты и разнообразные вариации на тему складной 110-й модели от Buck, то сегодня проще указать известную фирму, модели которой еще не подверглись копированию. На развалах можно встретить клоны практически любого мало-мальски известного дизайна: широко известных у нас производителей, менее известных, а также известных только узкому кругу знатоков.
Более чем серьезные планы подражателей иллюстрируют появившиеся в последние годы практически точные копии наиболее технологически сложных в серийном воплощении изделий - мультитулов, которые подчас весьма непросто отличить от их прообразов. Пока не возьмешь в руки, конечно. Нож новомодного дизайна за 30 тысяч рублей отличается от собрата за 3 тысячи не очень-то и сильно, но вот разница между современной моделью за 3 тысячи рублей и 300 рублей разительна и понятна всякому, кто не понаслышке знаком с тем и другим.
Редкие исключения только подтверждают правило: защитой от «подражателей» пока является исключительно сложность копирования примененных в ноже технических решений либо крайне доступная цена оригинала, обусловленная совершенством примененных технологий и низкой себестоимостью: подделывать недорогие складные модели от Opinel или нескладные из шведского города Муры не возьмется ни один плагиатор, находящийся в здравом уме и твердой памяти. Наоборот, упор подражателями делается на модели яркие, «раскрученные», внешне эффектные и, главное, достаточно дорогие. Подражатели бьют в самое чувствительное и уязвимое место потенциального покупателя - по его кошельку. Ну а точку зрения неискушенного любителя озвучил еще классик: «Вам обмануть меня нетрудно, я сам обманываться рад...» Впрочем, определенный процент пользователей идет на покупку клона вполне осознанно, считая, что ценовая разница (на порядок, а то и больше) вполне компенсирует ухудшение его надежности и качества в сравнении с прототипом. Наиболее мастеровитые сразу же после покупки открывают в домашних условиях кружок «умелые руки», где в меру собственных талантов производят тюнинг.
Рассмотрев внимательно и без снобизма категорию ножей, презрительно именуемых "дешевый ширпотреб» или «шняга», согласно критерию «качество за умеренные деньги», можно убедиться в крайней неоднородности этого сегмента рынка. Ирония судьбы заключается в том, что наиболее модные и качественные модели известных фирм имеют цену, рассчитанную на потребителя с достаточно высоким уровнем доходов, практические потребности которого в ножах, как правило, весьма специфичны и ограничены. Именно на этот сегмент рынка нацелены и основные усилия подражателей. Функциональные модели для охоты, туризма и рыбалки изредка попадаются и тут, однако подавляющее большинство дизайнов «слизано» с «тактических» складных моделей, фантазийных клинков и всевозможных спекуляций на тему «боевых» ножей - от кинжалов и боуи «а-ля Джон Рембо» до оружия ниндзя и очень секретных агентов. Обычно такие модели при невысокой цене обладают броским внешним видом и... упрощенными технологическими схемами изготовления, невысоким качеством сборки, низкими потребительскими свойствами, а также очень простыми (чтобы не сказать грубее) исходными материалами.
Логика производителя такого рода продукции проста и понятна: потребитель вполне может сэкономить, получив эффектный и модный внешний вид за небольшие деньги, но в этом случае помимо этого самого вида он ничего более и не получит. Взяв такую модель в руки, сразу понимаешь, что сочетание модности, высокого качества и дешевизны встречается весьма нечасто. Огромные люфты во все возможных направлениях, щели, задиры. риски, низкая надежность, ужасная заточка. «Автоматические» модели через пару дней после покупки становятся автоматическими в полном смысле этого слова и открываются независимо от воли их владельца или отказываются открываться вообще. А уж качество термообработки клинка... Подчас запрессованный в стопор модного "лайнера» шарик-фиксатор через неделю чертит на пятке клинка глубокую кольцевую риску, наглядно демонстрируя полное пренебрежение производителя таким "пережитком” классических ножевых традиций, как термообработка клинка.
С другой стороны, достаточно большой процент любителей шняжки это прекрасно осознает и тратит на нее деньги вполне осознанно, ибо к такому ножу особо высоких требований и не предъявляется: худо-бедно режет - да и ладно. Часто ножики теряют, дарят, ломают или просто убирают в ящик с хламом, как только они надоедят или затупятся. Считая ножик незначащим, пользователь не особо волнуется о его сохранности, его не беспокоит риск потери или поломки при работе. Многим работать Спокойнее и удобнее именно таким клинком, на котором не страшно оставить царапину или забоину, отломать кончик и сломать вообще, используя как монтажку или метательный снаряд. Сломается - не очень-то и жалко, что вы хотите от модели за сотню-другую "вечнодеревянных”? Дополнительный повод помянуть недобрым словом предприимчивых китайцев, чтобы вскоре снова приобрести нечто похожее в надежде, что на этот раз должно повезти.
Да и специфическое отечественное законодательство не поощряет ношение дорогих брендов: мало кто готов до конца бороться с «коллекционерами в погонах» за свою собственность. Куда как проще пожертвовать ножиком и не терять время и нервы на длительные дискуссии о его подлинном назначении с патрулем или дежурным следователем. Благо цена благоприятствует: даже с учетом навара «серого» импортера и торговых точек, она редко превышает 10-15 долларов США. А уж о подлинной себестоимости этих моделей можно только догадываться. Что греха таить - зоны какого-то подобия благосостояния ограничиваются в России чертой нескольких крупных городов, в силу чего недорогой ножевой ширпотреб из стран Индокитая и Ближнего Востока - единственный источник более-менее оригинальных моделей для подавляющего большинства россиян, не обремененных излишком свободных средств.
Появление в последней четверти XX века огромного количества клонов складных моделей ведущих мировых производителей во многом объясняется интенсивной рекламной кампанией, направленной на рост потребления ножей, ведущейся в последние десятилетия ведущими мировыми производителями. Причины этой накачки очевидны: изменение социальных условий вызвало падение роли ножей как инструмента среди жителей «золотого» миллиарда и ужесточение их оборота, поставив тем самым крупных производителей перед дилеммой «быть или не быть?» Именно американцам принадлежат наиболее значимые заслуги в разгоне локомотива рекламной кампании продаж ножиков и субпродуктов к ним (средств ухода и сбережения), к которому потихоньку начали прицеплять свои вагончики европейские производители, а также их коллеги из Латинской Америки, с Ближнего и Дальнего Востока. Да и соотечественники туда же. пока скромно, на подножке чужого вагона, «творчески осмысливая и перерабатывая» американские дизайны и конструкции. Хотя сегодня в США на этот «прицеп» и поглядывают с заметной неприязнью, но законы бизнеса неумолимы: «заработал сам - дай заработать другим».
Главной частью этой кампании стали именно разнообразные дизайнерские решения. Дело в том, что качественный нож - вещь достаточно живучая при условии, что к ней относятся именно как к ножу, а не как к «заточенной металлической пластине». Поэтому десяток-другой лет службы для него - не срок. По-настоящему сточенные и сработанные почти до обуха клинки сегодня можно увидеть лишь в самых небогатых домах. Если их владельцы не злоупотребляли электроточилом, то куплены они. как правило, еще в середине прошлого века, а то и раньше. И как прикажете в таких условиях обеспечить стабильный уровень продаж? В нормальном бизнесе наладить и обеспечить постоянный и стабильный сбыт своей продукции. Как это сделать на пользовательском рынке, где с каждым годом роль ножа все скромнее и скромнее? Выход прост - чаще менять модельный ряд, привлекая клиентов оригинальными дизайнами, новыми технологиями и материалами. И, конечно, снижать себестоимость.
Последовательно снижая себестоимость, евроамериканский ножевой бизнес сам и вскормил себе конкурентов, сбрасывая в страны с более благоприятным экономическим и налоговым климатом производство полуфабрикатов, расходных материалов и комплектующих. Туда же сбывалось физически и морально устаревшее оборудование, на котором продолжалось производство не слишком дорогих и не особенно модных моделей силами не очень квалифицированных, но весьма трудолюбивых и старательных китайцев, пакистанцев и латиноамериканцев. За очень небольшое вознаграждение. Дошло до того, что многие весьма известные североамериканские и европейские производители полностью отказались от собственного производства, размещая заказы нa модели собственной разработки за рубежом. Логичным дальнейшим шагом стало появление фирм, которые уже и разработкой не занимались, предпочитая «заимствовать» хорошо зарекомендовавшие себя дизайны и размещать заказы на заводах, руководство которых не особенно щепетильно в вопросах защиты чужих шорских прав. Одновременно в развивающихся странах возникли производства, которые без чертежей, по одному образцу, воспроизводят на заказ в сжатые сроки партию ножей «остромодного» дизайна по очень доступным ценам.
Справедливости ради стоит отметить, что менеджмент ряда мелких новообразованных фирмочек и фирм из развивающихся стран достаточно быстро разобрался в своих приоритетах и начал проводить независимую техническую и коммерческую политику. Заработанные капиталы вкладывались в дальнейшее развитие собственных производств и повышение качества продукции, что позволило создать вполне конкурентоспособные, даже в сравнении с западными моделями ножики, которые и начали победоносное шествие сперва по этим странам, далее - по соседним, а затем уже вышли и на стратегический простор мирового рынка, создавая реальную конкуренцию своим прародителям. Два наиболее ярких примера последнего десятилетия успешной эволюции небольших национальных производств в мировых лидеров - выросшая на североамериканских средствах бразильская фирма Tramontina S.A. Cutelaria и созданная на германских технологиях испанская фирма Arcos Hermanos S.A.
Да и при выборе складных ножей, если специально не гоняться за новомодными дизайнами, то можно за очень небольшие деньги подобрать классическую модель, которая по качеству будет не так уж и сильно проигрывать известному и намного более дорогому бренду. Да и что. в сущности, определяет понятие «бренд»? Всего 200 лет назад германские ножовщики из не особенно популярного в то время Золингена педантично и скурпулезно копировали модели своих коллег - ножовщиков из Шеффилда. Кто, кроме коллекционеров, сегодня помнит о былых символах ножевого качества - британских фирмах Joseph Rodgers and Sons, George Wostenholm and Son, Mappin Brothers, Taylor's Eye Witness и других, которым в свое время подражали и на которые равнялись? Зато сегодня прилавки ломятся уже от многочисленных подражателей с названиями Золинган, Золингер и даже Золингар.
Кому-то приятнее иметь недорогой нож, которого не жалко в работе. Кто-то привык окружать себя подлинными предметами искусства, почти не обращая внимания на то, сколько они стоят. Кому-то нужен высококачественный инструмент, на которой он может положиться в любых обстоятельствах, и ради этого он готов нести расходы. А кому-то нужен просто модный аксессуар и прелестная безделушка, определяющая его индивидуальный стиль. В этом многообразии и заключается прелесть современного развития мировой ножевой отрасли.
Глава 13. Ножи для кухни
Сколь бы ни были популярны охотничьи модели или складные многопредметники, есть разновидность ножа, с которой по востребованности и распространенности не сможет тягаться ни один иной. В самом деле - возьмем для примера семью, предпочитающую активный отдых. Пара хозяйственных ножей, пара универсальных многопредметных моделей - вот, пожалуй, и все. Причем такая, весьма нетипичная, семья может по российским меркам смело считаться «упакованной» ножами на любой случай. А сколько надо ножей обычной семье на кухне? Элементарные соображения гигиены подсказывают ответ: для сырого мяса, для рыбы, для гастрономии, хлебный и овощной. И это по минимуму. Причем они постоянно в работе, изнашиваются и ломаются. Так что востребованность кухонных разновидностей выше в разы, что и объясняет тот факт, что именно в сфере производства инструмента на кухню и крутятся основные деньги отрасли. Но и конкуренция тут наиболее высока.
Конечно, применительно к России мы имеем некую специфику. Есть семьи, что в силу традиции, либо невысокого личного благосостояния пользуются всего парой-тройкой ножей, которые у них на все случаи жизни. Тут и древние столовые ножики, используемые в качестве поварских, и отечественная продукция тридцати- или сорокалетней давности, с лопнувшими или подгнившими от времени рукоятями, либо наследие бурной перестройки - «не затупляемые» ножи с серрейтором, которые уже давным-давно ничего не режут. Довольно часто такой инструментарий вполне устраивает владельца, несмотря на явные проблемы с эргономичностью, функционализмом и гигиеной. Происходит это, во многом, и благодаря отсутствию практики работы качественным инструментарием. Иногда побудительным мотивом обновить кухонный «арсенал» выступает опыт случайный работы чужим ножом, либо травма, нанесенная неудобным или приведенным в полную негодность клинком. Предположим, тем или иным образом побудительный мотив приобрести удобный нож (а то и не один) на кухню у вас появился. Куда идти и что искать?
Всякий, озадачившийся покупкой качественного ножа на кухню, будет поражен ассортиментом приличного магазина. Широчайшая география производителей - от Японии до Бразилии, множество фирменных названий, феерическое разнообразие форм, материалов и размеров. Цены - от нескольких десятков до нескольких тысяч рублей за штуку. Ножи поштучно, парные модели, поварские тройки, наборы в семь, девять и более предметов. Глаза разбегутся у любого, не говоря о тех, кто в последний раз отправлялся покупать себе инструмент на кухню еще во времена СССР. Исторически отечественный производитель кухонных ножей второй половины XX века качеством, эстетикой и функционализмом не баловал ни профессионалов, ни любителей. Старшее поколение еще помнит жутковатые «кондовые» модели, которые сразу после покупки отправлялись в точильную мастерскую - доделывать то, что поленились сделать на заводе. Несколько проще было профессионалам - работникам общепита и торговли. Вплоть до начала 90-х годов в стране существовало объединение мастеров-точильщиков, закрепленных за социалистическими предприятиями, весьма поднаторевших в «тюнинге» поставляемых промышленностью ножевых полуфабрикатов, а также в их ремонте и заточке. Ныне профессия точильщика редка и экзотична: ветераны заточного промысла прибились к крупным мясокомбинатам и ресторанам. В прочих местах свои таланты в заточке демонстрируют все кому не лень - от грузчиков до «гастролеров» с электроточилами.
Поэтому опыт профессионалов может быть использован с некоторыми оговорками и ограничениями. К примеру, может представлять интерес состояние рукоятей ножей из гастрономических отделов небольших магазинов с точки зрения износостойкости, долговечности и прочности. А вот с заточкой клинка все более сложно - ножи эти перед работой обычно проходят через руки более или менее умелых точильщиков, да и в ходе «срока жизни» регулярно отправляются на профессиональную заточку или ремонт. К такому ресурсу - услугам профессионалов, поднаторевших в ремонте ножиков, - у рядового пользователя как правило, доступ ограничен. Поэтому любителю заготовку брать все же не стоит: пусть нож и стоит дороже, но будет в рабочем состоянии. Благо, интенсивность труда на любительской кухне обычно на порядки отличается от ресторанов или хотя бы гастрономических отделов продовольственных магазинов.
На крайне низкое заводское качество заточки большинства профессиональных ножей в торгующих гастрономией магазинах средней руки смотрят философски - высококачественных ножей там вы все равно не увидите, так как основной критерий администрации при их закупках - это цена. Именно им и руководствуются занимающиеся оптовыми поставками режущего инструмента на предприятия общепита и в магазины работники торговых баз: чем нож дешевле - тем лучше. Продавцам, конечно, не очень удобно работать таким инструментом - но кого интересует их мнение? Ведь работают им одни, а закупку производят совсем другие. Это и объясняет специфическое отношение к рабочему инструменту и общую деградацию навыков в его использовании: батон колбасы им, конечно, кое-как располовинят, а вот попросить его еще и нарезать... Хорошо, если есть «слайсер» - специальная машинка для нарезки с дисковым ножом. Если ее нет, то покупателя ждет неприятный сюрприз. Исключением из общего правила являются кулинарии. Загадки тут никакой нет - как правило, хорошая кулинария - это филиал столовой или ресторана, где и навыки в работе ножом весьма востребованы, да и сами ножи получше.
Профессиональные поварские модели
Намного более удобным и качественным является инструмент профессиональных поваров. На кухне крупного ресторана или столовой царит специализация и иерархия. Тут есть свои «рядовые», которые весь день заняты на выполнении всего нескольких операций - шинкуют, нарезают, разделывают и рубят. Есть и «маршалы», которые свое уже давно отшинковали. Нож они используют на манер маршальского жезла - в качестве указки, - и намного реже по его прямому назначению, чтобы лично подготовить особо экзотичное или фирменное блюдо важному гостю. Такие ножи обычно дорогие и престижные.
"Рядовой состав» в своем распоряжении имеет широкий ассортимент более дешевых режущих инструментов, оптимизированных под отдельные специальные задачи. Отношение к ножам тут намного лучше, чем в продмагах: если испортишь нож, то до конца ремонта будешь пользоваться не блистающим качеством подменным фондом или отправишься покупать новый за свои кровные. Однако и тут на него глядят, как на расходный материал: не свое, так и не жалко. Подчас и навыки работы им зависят исключительно от личной наблюдательности и помощи старших коллег: меньше всего времени при обучении профессиональных поваров уделяется вопросу правильной работы ножом и уходу за ним. Более того - отдельные «умники» из кулинарных техникумов до сих пор учат подрастающее поколение поваров проверять ножи... рубкой «лезвие в лезвие». Это. конечно, просто дикость - сильнее всегда пострадает та модель, которая сделана качественнее и аккуратнее. Поэтому, когда опытных точильщиков спрашивают о перспективах продаж этой категории пользователей по-настоящему высококлассных узкоспециальных моделей, те пессимистично заявляют - «гробили, гробят и будут гробить». Срок жизни ножей на такой кухне часто определяется только их... ценой: какой-то пиетет испытывают только к очень дорогим моделям.
Набор «свободного художника»
Наиболее интересен набор «свободных художников» кулинарного искусства - поваров, работающих в небольших ресторанах и кафе. Через их руки блюдо проходит практически полный цикл превращений: от сырого мяса, рыбы и птицы с овощами, приправами и корнеплодами до великолепно декорированного, источающего дивные ароматы деликатеса на предварительно подогретой тарелке. Ножи такой шеф собирает сам, долго и привередливо отбирая лучшее. Иногда в выборе количества ножей такой повар может быть ограничен, так как носит личный инструмент в кейсе или чемоданчике, во избежание его использования другими обитателями кухни. Настоящий мэтр свой личный инструмент бережет, поскольку его подбор сопровождается и затратами времени, и немалыми деньгами. Как говорят профи, в жизни высококлассного шефа есть только две проблемы выбора - толкового напарника и качественного ножа.
Подлинно высококлассный профи способен, в принципе, работать практически любым инструментом, но, имея возможность выбора, отдаст предпочтение тем его разновидностям, которые качественны, удобны в работе и легко восстанавливают утраченную остроту. Десятка ножей ему для работы вполне хватает, хотя на них прослеживается приспособленность к отдельным операциям. Собственно, эта специализация и является главным, что отличает ножи профессионалов от ножей любителей: профи заведомо идет на расширение ассортимента специальных моделей с тем, чтобы максимально сэкономить свое время и силы при выполнении наиболее физически тяжелых операций, связанных с подготовкой и нарезкой продуктов. По этой же причине он никогда не будет рисковать качественным ножом, используя его не по назначению - каждому ножу предписан достаточно узкий перечень задач. Высококачественный поварской нож можно использовать и для рубки хрящей, но после этого поврежденная режущая кромка просто не позволит эффективно использовать клинок по его основному назначению.
Санитарные требования
Другой специфической чертой профессионального кухонного инструмента являются достаточно жесткие требования санитарии. Особенно свирепы они на Западе, а также на отечественных предприятиях питания, организованных на западный манер. Поскольку пренебрежение ими может повлечь крайне серьезные последствия - от огромных штрафов до аннулирования лицензии и закрытия - углеродистые стали на клинках и деревянные рукояти изведены на такой кухне практически полностью. Равно как и деревянные разделочные доски. На поверхности такого ножа не должна скапливаться грязь, поэтому даже рукояти выполняются из коррозионностойкой стали. К сожалению, такие жесткие требования подчас чреваты ухудшением эргономичности, что не добавляет теплоты в отношения работников кухни и санитарных служб.
Выбор для любителя
Простой любитель скован при выборе личного кухонного инструментария только своими кавыками и материальными возможностями. Прежде чем окунуться в безбрежный океан кухонных моделей, следует внимательным образом исследовать свои старые ножи на предмет того, чем именно они не устраивают. Будьте предельно честны с самим собой - только так можно избежать разочарования от неверного выбора. Мало кто покупает дрянные модели, куда как чаще бывшие некогда неплохими ножи приходят в негодность по причине невысоких личных навыков в их использовании и отсутствия должного ухода. И если с этим ничего не сделать, то самый качественный, удобный и дорогой новый но ж быстро превратится в бесполезную тупую железку. А уж для потребителей, которые с помощью кухонного ножа ремонтируют перекосившиеся оконные рамы и открывают заевшие замки, самый лучший вариант - безымянный ножик из КНР, купленный за десятку на развале, который режет плохо, но недолго. До покупки следующей заготовки. Если же потребитель умеет работать ножом, то сегодня к его услугам лучшие клинки со всего мира. Какие же черты отличает качественный нож?
История
У основ изготовления качественных поварских клинков стояла потомственная аристократия. Естественно, аристократы сами не резали продукты и ножиков не ковали. Но пристальный интерес к гастрономическим изыскам опосредованно, но весьма активно влиял и на оснащение средневековых кухонь. К примеру, известный количеством жен Генрих V!!ll был страстный любитель гастрономических изысков. Английские историки считают, что именно благодаря его гедонизму в начале XVI века произошла революция в европейской кулинарии. Именно в годы его царствования стремительно прогрессировал и поварской инвентарь. Ножи были одним из стремительно совершенствовавшихся элементов поварского искусства. Искусство резчиков жареного мяса -в те времена пищи аристократов - ценилось очень высоко в силу целого ряда причин. Тут и умение резать тончайшие, тающие на языке и раскрывающие изысканный вкус ломтики мяса, и возможность в отсутствие стоматолога-протезиста облегчить страдания пережевывания пищи престарелым владельцам неполного комплекта зубов. Легенда гласит, что похожими причинами мы обязаны и появлению российского блюда - бефстроганов. Особый статус поваров и резчиков была призвана подчеркнуть клятва, даваемая лично королю. в те бурные годы смерть от яда была столь же распространенной, как сегодня гибель в автокатастрофе, так что нет ничего удивительного в привилегированном положении поварского сословия при дворе: за лояльность и личную преданность полагалось платить. Качественные поварские ножи прошлого были уделом кухонь аристократии и стоили весьма недешево. Довольно часто они производились оружейниками - специалисты отмечают общие черты, присущие профилям и углам заточки клинков оружия и поварского инструмента. Во второй половине XX века производство клинкового кухонного инструмента сделало очередной рывок вперед. Поварской нож из штучного дорогостоящего инструмента ручной работы окончательно Превратился в функциональное широкодоступное изделие. В результате резко Увеличились объемы производства ножей, повысилось их качество и снизилась цена.
В настоящее время идет активная сегментация рынка кухонного ножевого инструмента. Первая группа - класс «элит», позиционируемый как престижный и высоко качественный инструмент для профи и любителей со средствами. Вторая группа - функциональные модели для более широкого круга профессиональных пользователей и продвинутых любителей. Третья -широкий пользовательский класс. Внешне отличить их довольно сложно: часто третий, «бюджетный», сегмент мимикрирует под профессиональный и даже элитный за счет частей дизайна или рекламных мотто. Есть ряд достаточно простых признаков, по которым можно распознать такую продукцию: качество шлифовки клинка и заточки режущей кромки, баланс, эргономичность рукояти.
Материалы клинков
Сегодня в производстве большинства ножей используется качественная коррозионностойкая сталь. На клинках получили распространение коррозионностойкие стали с содержанием углерода 0.20-0.65% и хрома 13-15%, закаленные на твердость 45-55 HRC. В России это 40X13 и 65X13, в Германии X45CrMoV15 и Х55СгМо14, у французов Т1 и Т5МО, в Северной Америке - 420, 420НС и 440А, Швеции - 12С27 и т.д. В общем виде можно указать, что на клинках используются коррозионностойкие стали мартенситного класса, 400-й группы по AISI.
Из общего ряда несколько выделяется японский сортамент. Вообще говоря, о японских ножах следовало бы начинать каждый новый абзац со слов «в отличие от...» Наряду с похожим сортаментом (например, таких популярных сталей производства Aichi Steel Works, как AUS 4, AUS 6, AUS 6M) широкое применение находят и коррозионностойкие высокоуглеродистые стали AUS8 и AUS10 (Aichi Steel Works), VG10 (Takefu Steel Corporation), ZDP189 (Hitachi Metals) и др., имеющие повышенную износостойкость и твердость. Если на большинстве европейских и североамериканских ножей твердость стали 54-56 HRC воспринимается как крайне высокая и совершенно не оправданная, то на профессиональных японских клинках твердость в 58-60 HRC - дело самое заурядное. На поварских клинках из Страны восходящего солнца до сих пор встречаются и углеродистые стали. Углы заточки лезвия тоже меньше. Это связано со специфической техникой работы ими и традиционной рыбно-овощной диетой: большинство соотечественников, привыкших к более мягким сталям, склонны рассматривать японские клинки как чересчур твердые, истонченные и хрупкие. Дело в том, что японские повара много сотен лет назад усвоили простую истину: чем меньший угол заточки имеет клинок, тем аккуратней срез, легче работать и меньше устаешь.
В этой связи уместно привести цитату из Главы 3 древнего даосского трактата «Чжуан-цзы».
«Повар вэйского царя Хуэй-вана разделывал быка для царского стола: хватаясь рукой, нажимая плечом, упираясь ногой, подпирая коленом, со стуком и хрустом работал ножом - и все это в такт и в лад, словно в ритме старинных напевов и плясок.
- До чего же все ловко! - воскликнул царь.- Как ты достиг подобного умения?
Повар, отложив свой нож, ответил так:
- Ваш слуга дорожит сутью - это важнее умения. Поначалу, когда я только приступал к разделыванию бычьих туш, я одну только целую тушу и видел. Через три года я перестал ее замечать. А ныне гляжу на быка не глазами - умом, не столько пользуюсь зрением - сколько действую разумом. Сообразуясь с бычьим естеством, следуя его природному строению, ввожу свой нож в пространные полости, режу там, где большие пустоты,- никогда не пытаюсь разрезать скопление сухожилий, тем более - разрубить крупную кость! Умелый повар меняет нож раз в год - оттого что режет.
Посредственный повар меняет нож раз в месяц - оттого что рубит. А моему ножу - уже девятнадцать лет. Я разделал им тысячи бычьих туш, а клинок - будто только сошел с точильного камня. Между суставами есть щели, а у клинка почти нет толщины -тончайшая толщина клинка у лезвия и узкий обух. Если же то, что не имеет толщины, взять и ввести туда, где щель, всегда в избытке будет места, где погулять ножу. Оттого- то ножу уж девятнадцать лет, а клинок - будто только-только сошел с оселка. И все же. хоть оно и так, всякий раз как подхожу к сплетению жил и вижу, как трудно с ним сладить, я весь напрягаюсь и настораживаюсь, не свожу с него глаз, работаю медленно-медленно, едва шевеля ножом... И вдруг - хрясь! - и разрезал: будто рассыпал ком земли. И вот стою с ножом, и с гордостью гляжу по сторонам, исполненный довольства, а после вытираю нож и прячу.
- Превосходно! - воскликнул царь.- Услышав рассказ моего повара, я понял теперь, как достичь долголетия!»
Таким образом, срок жизни ножа напрямую зависит от навыков и аккуратности его владельца. К клинку в восточной традиции вообще предъявляются высочайшие требования в части остроты - вплоть до того, что режущие кромки ножей, предназначенных для рыбных блюд, имеют практически прямую форму, чтобы их было легче выточить в бритвенно-острое состояние. Не в последнюю очередь целям остроты подчинен и асимметричный профиль клинка, который дает более тонкий срез, что важно для традиционных рыбных блюд.
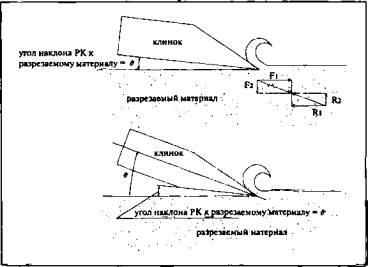
Рис.71. Отличия а механизме реза ножами асимметричного (сверху) и симметричного (снизу) профиля.
Острота столь важна, что наиболее престижная и дорогая марка японской стали - «белая бумага» от Hitachi Metals. - это очень чистая углеродистая сталь, практически без легирующих элементов. Хотя более престижная «голубая бумага», представляющая собой сложнолегированную сталь, и держит заточку намного дольше, но для настоящих японских поваров это не столь существенно. Дабы подчеркнуть приоритеты самих металлургов, можно упомянуть, что Hitachi Metals именует производимый ассортимент «старомодных» углеродистых сталей для режущего инструмента «золотым», в то время как коррозионностойкие стали, не менее качественные, - всего лишь «серебряные». Сколь разительное отличие от наших доморощенных традиций! У нас-то приоритеты расставлены в обратном порядке: первое - чтоб не ржавел. Второе - чтоб заточку держал долго (читай - чтобы точить можно было раз в год, а то и реже). Третье - чтобы рубил гвозди и батареи парового отопления. Ну и десятое (если не двадцатое) - насколько клинок остр.
Ассортимент клинковых сталей ведущего японского производителя Hitachi Metals четко позиционирован на две группы. Применительно к привычным нам коррозионностойким сталям мы видим, что снижение примесей и увеличение количества углерода на традиционных сталях 420 типа приводят к выбору в качестве материала клинка на бытовой нож стали, именуемой «Серебряная 5». Если свойства этой стали не устраивают потребителя, то можно выбирать: переход к «Серебряной 1» обеспечит более высокую коррозионную стойкость и повышение износостойкости. Если приоритетны требования износостойкости, то можно работать с «Серебряной 3». Сочетание хорошей износостойкости и коррозионной стойкости может обеспечить ATS-34, а уж ZDP189 при сохранении высокой коррозионной стойкости обеспечит и великолепную износостойкость. Настолько высокую, что заточка клинка из нее может представлять собой отдельную проблему.
Если же приоритетны вопросы качества заточки и остроты, то вне конкуренции «золотая» группа углеродистых сталей. «Голубая» (по-японски - Ао) и «Желтая бумага» позиционируется как высококачественная инструментальная сталь, используемая на профессиональном инструменте. «Белая бумага» (по-японски “белая" - Широ), наряду с «Серебряными» разновидностями - это имиджевый бренд Hitachi Metals. Стали высокочистые, с крайне низким содержанием примесей, и стоят весьма недешево. Сами названия - «белая бумага» (Широ Гами) или «голубая бумага» (Ао Гами) отражают тот факт, что сталь продается в виде отдельных полос, каждая из которых обернута бумагой, цвет которой связан с сортом стали. Так, «Белая бумага 1» - эталон в части режущих свойств и качества заточки, высококачественная углеродистая сталь с минимальным количеством примесей. Требования повышенной износостойкости также учтены: незначительно пожертвовав качеством остроты, можно добиться роста этого показателя на клинках из «Голубой бумаги 1» и наиболее модной ныне марки - «Голубой бумаги супер». Однако «Белая бумага 1» остается своего рода непревзойденной по качеству реза. Небезынтересным будет тот факт, что все это бело- желто-голубое изобилие происходит из инструментальной стали группы SK японского индустриального стандарта - JIS, дальнего родственника нашей отечественной инструментальной углеродистой стали семейства У: У7, У8 и У9. У нас из нее тоже когда-то, очень давно, делали ножи. Увы, сегодня сталь группы «У» у ножовщиков популярностью не пользуется: и трудоемка, и капризна в термообработке. Потребитель солидарен с производителем - сталь ржавеет, то есть требует внимания и ухода. Вот такая разница в ментальности.
Самые дорогие (и, кстати, самые дешевые тоже) японские ножи делаются из однородной стали. Вся разница - в материале и отделке ножа. Наиболее престижные, кованые ножи из однородной стали именуют «хонияки» (honyaki). Это ножи ручной ковки из высококачественных сортов стали - белой или, реже, голубой, - можно без преувеличения назвать произведениями ножевого искусства, наряду с легендарными печами самураев. По некоторым оценкам, ввиду ограниченного спроса и высокой цены таких ножей производят не более 5% от всего инструментария профессиональных японских поваров по технологиям, сходным с применяемыми для холодного оружия, более экономный, хотя не менее «вылизанный» класс инструментов носит название «хонгэсуми» (hongasumi). Те и другие представляют собой, как правило, традиционные разновидности японских поварских ножей - yanagi, usuba. deba. В отличие от хонияки, клинок хонгасуми состоит из двух слоев - на режущей кромке это белая или голубая сталь, а на обкладке - низкоуглеродистая (С около 0.06%) с незначительными добавками кремния и марганца (до 0.2% каждого). Особо модно использовать на обкладки стали со старых якорей и якорный цепей. Третья традиционная разновидность - касуми («kasumi» - не путать с названием одноименной фирмы). Это ножи обычных поваров и домохозяев. Наряду с классическим японским набором существует и иная разновидность - европейская, среди которой наибольшее распространение получили гуйто («gyuto» - универсальный нож для резки овощей, мяса и рыбы), суджихики («suji- niki* - для тонкой нарезки мяса и рыбы), ё-дэба («уо-deba» - нож-рубак для грубой разделки рыбы и мяса). Ножи эти выполнены на западный манер, но с изрядным японским колоритом. Именно на гуйто японский производитель порезвился в полной маре: и с точки зрения дизайна, отдаленно напоминающего французский, и с точки зрения технологий, используемых при изготовлении клинков. Ну и, конечно, на рынке наличествует огромное количество ширпотребных ножей с литыми пластмассовыми рукоятями из мягковатой коррозионностойкой стали, рассчитанных на широкие слои рачительных домохозяек и домохозяев, не склонных тратиться на престижную и качественную ножевую утварь.
Вышедшим на мировой рынок поварского режущего инструмента с большим опозданием японцам пришлось решать ряд дополнительных задач, помимо борьбы за давным-давно прочно занятые конкурентами рынки Европы и Северной Америки. Одной из них являлась сравнительно высокая себестоимость японских ножей: рядом с продукцией Тайваня и Китая у бюджетных версий поварских ножей из Японии просто не было шансов. Поэтому японцы сосредоточились на дизайне и металловедческих изысках. Именно они первыми стали производить многослойные клинки с обкладками из коррозионностойкой узорчатой стали. Причем комбинируются не только коррозионностойкие стали, но и нержавеющие с углеродистыми.
Рукоять
На старомодных моделях до сих пор можно увидеть всадной монтаж рукояти или пластинчатые накладки на хвостовике, прихваченные клепкой. Их материал крайне разнообразен - от твердой древесины лиственных пород до слоистых пластиков, имитирующих текстуру дерева. Деревянные рукояти делают на высоко производительных станках-копирах. Исключение составляют опять же японцы, которые делают рукояти из мягких сортов древесины - кедра и магнолии. Причем рукояти даже не упрочняются: их меняют по мере загрязнения. Необходимость ухода вполне компенсируется отличной эргономичностью.
Широкое внедрение недорогих пресс-форм для изготовления рукоятей из полимеров смогло еще больше снизить себестоимость самых дорогих операций - сборочных и отделочных. Наиболее распространенным является пластик ABS (тройной сополимер стирола, акрилонитрила и бутадиена). Он очень стоек, в том числе к активным химическим веществам, прочен, сравнительно недорог и технологичен. По свойствам на него похож полипропилен. Обе марки используются на рукоятях кухонных ножей. Полипропилен, как правило, армируется измельченным стекловолокном для лучшего сцепления с ладонью.
Таблица 22.
Стали производства Hitachi Metals, используемые в производстве клинков
Область применения | Высококачественные клинки, промышленные ножи | Клинки, косы, топоры, стамески | Клинки, косы, топоры, стамески | Полотна пил | Высококачественные полотна пил | Косы, топоры, стамески, поварские ножи, промышленные ножи | Стамески, косы | Пилы, косы, ножи поварские | Пилы, косы, ножи поварские, стамески | Пилы, косы, ножи поварские | Качественные ножи поварские, безопасные бритвы | Ножи поварские бытовые, ножницы | Безопасные бритвы, ножи поварские бытовые, ножницы | Ножи высокого качества | |||
Закалка на твердость, HRC | 60 max | 60 max | 60 max | 60 max (52 max) | 60 max (52 max) | 60 max (52 max) | 60 max (52 max) | 60 max | 60 max | 60 max | 61 max | 57 max | 59 max | 57 max (50 max) | 59 max 1 | 65 max | |
Содержание элементов в % | Прочие | 1 | 1 | 1 | 1 | 1 | 1 | о SS в? | So — ВТ | W: 2.00-2.50 Мо: 0.30-0.50 V: 0.30-0.50 | 1 | о V» О f О ГО о о 2 | 1 | 1 | ш 1 я гп о 5 | 8« i 6 8J. 6" o© s> | |
и | 1 | 1 | 1 | 1 | i | 1 | I | 0.30 -0.50 | оЯ *1 о о 1 | 0.30 -0.50 | 0.15 -0.30 | 15.00 -17.00 | 13.00 | -14.50 | 12.50 -13.50 | о s; =7 | 19.00 -20.50 | |
to | 0.004 max 1 | 0.004 max | 0.006 max | 0.004 max | 0.006 max | 0.004 max | 0.006 max | 0.004 шах | 0.004 max | 0.004 max | 0.020 max 1 | 0.020 max | 0.020 max | | 0.020 max | 0.020 max | 0.020 max | |
QL | 0.025 max | 0.025 max | 0.030 max | 0.025 max | 0.030 max | 0.025 max | 0.030 max | 0.025 max | 0.025 max | 0.025 max | 0.025 max | хвш ОСО‘0 | 0.030 max | 0.030 max 1 | 0.030 max | 0.030 max | |
с 5 | 0.20 -0.30 | о о ™ о О 1 | о О Г* <4 о о ( | о о •*> <4 о О 1 | о я *4 о о t | 0.20 -0.30 | 0.20 -0.30 | 0.20 -0.30 | 0.20 -0.30 | 0.20 -0.30 | 0.10 -0.30 | 0.35 -0.75 | 0.60 -1.00 | о 83 О 1 | 0.35 I -0.55 1 | ||
й | 0.10 -0.20 | 0.10 -0.20 | О Ц о о t | 1г\ о о 1 | vn «л <*ч —. © О 1 | 0.10 -0.20 | о О о о l | 0.10 -0.20 | о О ™ —: о О 1 | 0.10 -0.20 | о —: d О 1 | 0.35 max | 0.35 max | [0.35 max i | 0.35 max | 0.35 max | |
и | А 1.30-1.40 В 1.20-1.30 | о 2 гя . 7 7 2S < а | А 1.10-1.20 1 В 1.00-1.10 | 0.90 -1.00 | oS ON — d < | о ? 5? | 0.80 -0.90 | А 1.30-1.40 В 1.20-1.30 | А 1.10-1.20 В 1.00-1.10 | 1.40 -1.50 | о о гя _; | 0.80 -0.90 | о v» —* ON d 1 | (0.60 I -0.70 1 L_i | 1.00 — 1.10 | 2.90 -3.00 | |
Название | Белая бумага 1 | Белая бумага 2 | Желтая бумага 2 | Белая бумага для пил | Желтая бумага для пил ] | Белая бумага 3 | Желтая бумага 3 | Голубая бумага 1 | Голубая бумага 2 | Голубая бумага супер | * * | Серебряная 1 | tn i & 1 О | Серебряная 5 | ATS 34 | ZDPI89 | |
UHJ. | Ч1ЛВХЭ BBJOHtr0d3I/JitylfBJLOl/O£ | етплогэявжйэн |
п и л к о с ы , н о ж и п о в а р с к и е к о с ы, н о жи п о в а р с к и е , с т а м е с к и Закал ка на тверд ость, HRC 60 max 6 0 max 6 0 max 6 0 max ( 5 2 max) 6 0 max ( 5 2 max) 60 max (52 max) 6 0 max ( 5 2 max) 6 0 max 6 0 max 60 max 61 max 5 7 max 5 9 max 57 max (50 max ) 5 9 max 1 6 5 max Содержание Прочие 1 о S в ? S o — ВТ W: 2.00 -2.50 Мо: 0.30 -0.50 V: 0.30 -0.50 1 о V» О f О Г О о 2 1 1 0 ш 1 я г п о 5 8 « i 6 8 J . 6 " o © s > э лементов • / • ] и 1 1 1 i 1 I 0 . 3 0 -0 . 5 0 о Я 0.30 -0.50 0.15 -0.30 1 5 . 0 -1 7 . 0 1 3 . 0 | -1 4 . 5 0 12.5 0 -13.5 0 о s ; = 1 9 . 00 -2 0.50 * 1 о 1 7 t o 0.00 4 max 1 0 . 0 4 max 0 . 0 6 max 0 . 0 4 max 0 . 0 6 max 0.004 max 0 . 0 6 max 0 . 0 4 шах 0 . 0 4 max 0.00 4 max 0.02 0 max 1 0 . 0 2 0 max 0 . 0 2 0 max | 0.02 0 max 0 . 0 2 0 max 0 . 0 2 0 max QL 0.02 5 max 0 . 0 2 5 max 0 . 0 3 0 max 0 . 0 2 5 max 0 . 0 3 0 max 0.025 max 0 . 0 3 0 max 0 . 0 2 5 max 0 . 0 2 5 max 0.02 5 max 0.02 5 max х в ш ОСО‘0 . 0 3 0 max 0.03 0 max 1 0 . 0 3 0 max 0 . 0 3 0 max с 5 0.20 -0.30 о ™ о О Г * < 4 о ( О о я * 4 о t 0.20 -0.30 0 . 2 0 -0 . 3 0 0 . 2 0 -0 . 3 0 0 . 2 0 -0 . 3 0 0.20 -0.30 0.10 -0.30 0 . 3 5 -0 . 7 5 0 . 6 0 -1 . 0 о 8 3 О 1 0 . 3 5 I -0 . 5 1 о О 1 й 0.10 -0.20 . 1 0 -0 . 2 0 О о 1 v n « л < * ч —. 0.10 -0.20 о О о l 0 . 1 0 -0 . 2 0 О 0.10 -0.20 о —: d О 1 0 . 3 5 max 0 . 3 5 max [0.3 5 max i 0 . 3 5 max 0 . 3 5 max Ц о t © 1 О 1 и А 1.30 -1.40 В 1.20 -1.30 о 2 г я . 7 2 S < а А 0 . 9 0 -1 . 0 o S ON о ? 5? 0 . 8 0 -0 . 9 0 А А 1.40 -1.50 о гя _; 0 . 8 0 -0 . 9 0 о v » —* (0.6 0 I -0.70 1 L_ i 1 . 0 — 2 . 9 0 -3 . 0 1 . 1 0 -1 . 2 0 1 В 1 . 0 -1 . 1 0 — d < 1 . 3 0 -1 . 4 0 В 1 . 2 0 -1 . 3 0 1 . 1 0 -1 . 2 0 В ON d 1 . 1 0 1 . 0 -1 . 1 0 Назва ние Бел ая бум ага 1 Б е л а я б у м а г а 2 Желтая Б е л а я б у м а г а д л я п и л Желтая Белая бумаг а 3 Желтая Г о л у б а я б у м а г а 1 Г о л у б а я б у м а г а 2 Гол уба я бум ага суп ер * С е р е б р я н а я 1 t n i & 1 О Сер ебр яна я 5 ATS ZDPI89 б у м а г а 2 б у м а г а д л я п и л ] б у м а г а 3 3 4 UHJ. Ч1ЛВХЭ BBJOHtr0d3I/JitylfBJLOl/O£ етплогэявжйэн Таблица 23.
Некоторые популярные марки многослойных пакетов, используемых на японских клинках
№ | Режущий слой | Обкладка | Твердость | Количество слоев на клинке | |
Марка стали | Содержание элементов | Марка стали] | режущего слоя, HRC | ||
SK5 ^ | >Ci 08-0.9%; Si <0.35%; Mn: <0.5%; P: <0.030%; S:<0.030%; | SUS 405 | 62 | 3 | |
"2 | AUS-8 | C. 0.70-0.75%; Cr: 13-14.5%; Mn:0.5%; Mo:0.10-0.30%; Ni:0.49%; Si 1.00%; V: 0.10-0.26%; | SUS 405 60-61 3 | ||
i jAUS-10 | C: 0.95-1.10%; Cr: 13-14.5%; Mn:0.5%; Mo:0.10-0.31%; Ni:0.49%; Si 1.00%; V: 0.10-0.27%; | SUS 405 58-61 | 2 или 3 | ||
"4 . | AUS-8 | C: 0.70-0.75%; Cr. 13-14.5%; Mn:0.5%; Mo:0.10-0.30%; N1:0.49%; Si 1.00%; V 0.10-0.26%; | SUS 420J2 | 58-61 1 | 3 | |
"Г | AUS-10 | C: 0.95-1.10%; Cr. 13-14.5%; Mn:0.5%; Mo:0.10-0.31%; N1:0.49%; Si 1.00%; V. 0.10-0.27%; | SUS 420J1 SUS 410 | 58-60 | 37 |
"б | SRS15 | C: 1.3%; Si<0.3%; Mn:<0.3%; Cr 13%; W:1.25%; VI.5%; | SUS 405 | 63-65 | 3 |
"7 | AUS* Ю | C: 0.95-1.10%; Cr: 13-14.5%; Mn:0.5%; Mo.0.10-0.31%; Ni:0.49%; Si 1.00%; V 0.10-0.27%; | SUS 420JI никель | 58-60 | 63 |
Гв 1 | VO-10 | C: 0.95-1.10%; Cr 14.5-15.5%; Mn:0.5%; Mo:0.9O- 1.20%; Si 0.60%; V 0.10-0.30%; Co: 1.30-1.50%; | SUS 420JI SUS 420J2 | 58-61 | 32 |
(У | Cowiy X (RT- 16) | C: 3%; Cr 20%; Mo: 1%; V: 0.3%; | SUS 420J1 никель 1 | 62-64 | 63 |
;» | VC-10 | C: 0.95-1.10%; Cr 14.5-15.5%; Mn:0.5%; Mo:0.90- 1.20%; Si:0.60%; V 0.10-0.30%; Co: 1.30-1.50%; | SUS 420J2 | 58-60 | ,3 | |
'н | ZDP189 | 0 2.90-3.00%; Si: 0.35; Cr 19 00-20.50%; Mo: 0.90- 1.01%; V 0.25-0.35%; | ATS 34 ' | 63-65 | 'з 1 |
3 | SGPS | C: 1.40%; Cr!5%; Mn:0.4%; Mo: 2.8%; Si:0.50%; V: 2.0% | SUS 405 | 58-61 | 13 |
1) .1 | SRS15 l | C: 1.50%; Cr:13%; Mn:0.3%; Mo: 2.8%; Si:0.30%; V: 1.5%; W:1.25%; | SUS 405 | 58-60 | 1: |
Комбинированные рукояти имеют сердцевину из полипропилена и оболочку из термопластичной резины, обеспечивающей более надежное удержание ножа в условиях наличия воды, жира и физиологических жидкостей: производители рекомендуют работать таким ножом в перчатке во избежание намятышей на ладони. Некоторые виды жиров, однако, способны сделать рукояти скользкими. Для таких задач выпускаются рукояти из эргономичного полиамида, исключающего проскальзывание в ладони за счет абразивной микрокристаллической структуры поверхности. Полиамид может армироваться измельченным углеродным или стекловолокном для обеспечения высокой механической прочности и износостойкости в сочетании с низким весом.
Еще один популярный материал на рукояти - полиформальдегид. Это термопласт с хорошими физико-механическими свойствами - высокой химической стойкостью, устойчивостью к термическому и окислительному разрушению. Изготовленные из него Рукояти -жесткие и в то же время эластичные. Другое название этой группы материалов - полиоксиметилен (ПОМ). Наиболее известно торговое название Delrin, зарегистрированное фирмой Dupont (E.J. du Pont de Nemours and Company).
В последние годы благодаря жестким санитарным требованиям получили широкое Распространение металлические рукояти из нержавеющих аустенитных сталей - типа AJS13G4 и 317. Наряду с их несомненными достоинствами - прочностью, надежностью и Долговечностью - отмечается и некоторое снижение эргономичности: рукояти из •голого» металла нравятся далеко не всем. Компромиссным решением является изготовление штамповыми или сварочными методами шейки рукояти (больстера) из коррозионностойкой стали. Поскольку выполненные по таким схемам рукояти удовлетворяют по требованиям безопасности не все категории пользователей, германские ножеделы разработали достаточно необычную технологию - SCT (Sintermetal Component Technology). Она позволяет собирать нож из разных частей: ножи серии Professional «S» выглядят как традиционные, с плащатым монтажом. На самом деле шейка и основа рукояти изготавливаются методами порошковой металлургии, а плашки не приклепываются, а заливаются на основу. Клинок выполняется из проката и приваривается на шейку. Таким образом достигается хорошее качество клинка и высокая эргономичность моделей при не слишком высокой стоимости.
Авторские серийные модели
Оснащенные подобным образом современные серийные производства способны производить качественные ножи сотнями тысяч штук в месяц. Явным недостатком поточного производства является однообразие дизайнерских и конструкторских решений. Это, в свою очередь, стимулирует интерес профессионалов и любителей к малосерийным и штучным моделям ручной работы, производимым в небольших частных мастерских или вообще в кустарных условиях. Высокие индивидуальные требования к ножам поваров экстра-класса, достаточно дорогие и нерентабельные в массовом промышленном воплощении, обуславливают широкую популярность заказа штучных моделей у частников. Особенно эта тенденция ярко прослеживается на ножах из Японии: значительный процент профессиональных поваров рассматривает для себя невозможным работу крупносерийной продукцией, предпочитая модели с высоким удельным процентом ручного труда стоимостью не менее $200, а то и авторскую продукцию, цены на которую доходят до $1000, а то и превосходят это число. При общей близости (на неискушенный взгляд иностранца) серийной и авторской продукции из Японии, цены на них разнятся на порядки, причиной чему помимо качества изготовления и отделки является и имя мастера. Немудрено - в то время как в Европе немногочисленные уцелевшие фирмы-патриархи с помпой отмечают 100-летние юбилеи, в Японии до сих пор существуют семейные мастерские, производящие ножи по нескольку сотен лет кряду! С одной стороны, такая репутация ко многому обязываете плане свойств и качества, но с другой - за нее требуется хорошо заплатить. К сожалению, мастеров-ножовщиков, способных создать авторский поварской нож по- настоящему высокого класса, в России сегодня крайне мало. Редким исключением является Г.К. Прокопенков (г. Москва), изготавливающий широкий ассортимент профессиональных гастрономических, поварских и разделочных моделей.
Что есть на российском рынке
Сегодня на российском рынке достаточно полно представлены ведущие мировые производители, отечественные ножевые предприятия и малоизвестные фирмы и фирмочки из Юго-Восточной Азии. Следует отметить, что изготовление ножей для кухни является наиболее перспективным во всей ножевой отрасли, так что на этой ниве отметились не только инжиниринговые фирмы кухонной направленности, размещающие производство моделей со своим клеймом на специализированных ножевых предприятиях, но и те производители ножей, которые ранее в симпатиях к поварской тематике замечены не были. Например, известная любителям современных складных моделей фирма Benchmade из США выпустила поварскую тройку. Хотя небольшой объем производства и высокая цена (около 300 американских долларов) цапают ее предметом вожделения преимущественно коллекционеров и поклонников этой фирмы, мировые тенденции этот факт характеризует достаточно наглядно.
Япония
Классические японские ножи достаточно серьезно отличаются от европейских. Помимо асимметричного профиля клинка (который далеко не столь примитивно-стамесочный, как это может показаться неискушенному взгляду), они имеют деревянную рукоять с оковкой, которая насаживается на хвостовик всадным способом. Очень часто клинки выполнены двухслойными -твердый износостойкий слой формирует лезвие, а мягкая и вязкая обкладка придает ему прочность. В Японии до сих пор существует уже практически утраченная в Европе культура работы клинком поварского ножа - путь режущего ножа, который очень высоко ценился в старое время и продолжает существовать по сей день.
Первые школы кулинарного искусства появились в Японии примерно в эпоху Муромати (1333-1573). Как и в средневековой Европе, они были связаны исключительно с высшими слоями общества - кухней аристократии, но с начала XVIII века «тайные» кулинарные трактаты стали публиковаться и получили широкое распространение. Сохранился любопытный трактат «Записки о кулинарном искусстве дома Сидзе», в котором представлено 55 вариантов разделывания карпа, каждый из которых имеет определенное название - «Официальный карп», «Левый карп», «Пять ударов», «Остров вечной юности», «Снежное утро», «Карп в лодке» и др. Каждый из этих способов предназначался для определенного времени года и события. Так, «Карп снежного утра» - для поры, когда в конце зимы зацветала слива, а «Поздравительный карп» - для праздничных случаев.
Мастер, разделывавший птицу или рыбу, демонстрировал настоящее искусство владения ножом и техникой разрезания. Одет он был в церемониальный костюм, который в наши дни перешел к главам школ. Эти уважаемые люди называются, как и главы других школ (живописи, чайной церемонии, фехтования и т.д ), иэмото. Костюм похож на церемониальную одежду придворных, священников - кимоно с широкими рукавами и высокая, покрытая черным лаком, шапочка на завязках (эбоси). Со временем человек, стоящий за разделочной доской с ножом в руках, стал называться итамаэ («перед доской»). В настоящее время итамаэ - это любой повар, готовящий еду и режущий продукты на глазах у посетителей.
Разные школы и повара развивали собственные стили разделки и приготовления. Так, например, «Карп паломничества в Ясосима», описанный в трактате школы Сидзе, совершенно отличается от описания в другом издании - «Пути резания еды». Морские рыбы резались иными способами, чем речные. Традиция разделывания продуктов, главным образом рыбы и дичи, зафиксированная в определенном ритуале, зародилась в связи с торжественными случаями, празднествами. К настоящему времени многие секреты и способы владения «режущим ножом» утрачены, но, к счастью, не утрачена в целом высочайшая культура мастерства и эстетика резки и приготовления еды. Также бережно сохраняется и искусство изготовления ножей. Следует особо отметить, что если за последние десятилетия холодное оружие практически сошло с исторический сцены, что обусловило его серьезную деградацию, то поварской инструментарий только непрерывно совершенствовался: и в плане свойств и с точки зрения технологий. Именно в силу этих причин поварским ножам уделено в издании так много внимания: на этой продукции маркетинговые и дизайнерские изыски не способны затушевать ошибки и ляпы изготовителей, беспощадно вскрываемых интенсивной и разнообразной практикой. С другой стороны - это профессиональный инструментарий, защищенный особым дизайном и высокой ценой от использования дилетантом или не по назначению.
На сегодня в Японии представлено несколько оригинальных региональных традиций. К числу наиболее известных за пределами Японии относятся мастера и мастерские из Токио (Масамото), Гифу (Мисоно, Канефуса), Секи (Масахиро), Осака (Суишин) и Киото (Аритсугу). Кстати, семья Аритсугу производит ножи с 1560 года - зафиксированный документально факт. Кратко укажем еще раз, чем в основных чертах отличается японский нож от европейских. Это асимметричная заточка, меньший угол схода спусков клинка (40-50°) против европейских (50-60°), более высокая твердость (до 60 HRC), значительная толщина клинка -вплоть до 10 мм. Рукоять хотя и имеет простую форму, но оснащена продольным боковым ребром со стороны рабочей руки, обеспечивающим контроль клинка. При изготовлении авторских ножей с руки заказчика до сих пор снимают мерку. Да, время вносит коррективы - подавляющее большинство традиционных японских ножей сегодня производят штамповыми методами и прокаткой в валках. Заточка и шлифовка ведется на шлифовальных машинах. То же самое относится к ламинированным сталям - никто из серийных производителей их не кует, предпочтение отдается производимым небольшими предприятиями полуфабрикатам. Достаточно грамотный подбор мягких сталей и сплавов на обкладки позволяет без особых проблем создавать оригинальные узоры на дамасских обкладках с минимумом трудозатрат. Однако более высокие требования профессионалов обуславливают и сравнительно высокое качество японской продукции. Конечно, с учетом цен - японские шефы экстра-класса говорят, что если нож для суши (по японски - янагиба) стоит менее $200 (в йенах, естественно), то это вовсе даже и не нож. Стоимость ножа высококлассного шефа, равная недорогому легковому автомобилю, никого не шокирует. Тем не менее японские традиции производства применительно к европеизированным дизайнам (гуйто) уже сегодня представляют серьезную угрозу казавшемуся еще 10-15 лет назад незыблемым лидерству ведущих германских производителей.
Многообразие национальных ножей пользовательского класса можно разделить на 4 группы.
Длинные и узкие модели для рыбных блюд носят название Янагиба (клинок имеет стреловидное острие) или Такохики (без острия).
Ножи-топорики с клинком прямоугольной формы для рубки овощей носят общее название Накири-бочо или Усуба.
Модели, внешне напоминающие тяжелый европейский поварской нож для предварительной разделки рыбы и птицы, сочетающие и функции ножа-рубака, именуют Deba-bocho.
Более легкие модели той же формы, используемые в качестве поварских, именуют Вабочо и Фунаюки-бочо.
Типов ножей, конечно, намного больше - специальные модели, помноженные на своеобразные местные традиции Японии, дают поистине удивительное разнообразие поварских моделей.
Средняя цена профессиональных моделей варьируется от 70 до 400 долларов США. Пользовательский класс отличается более доступной ценой, которая, как правило, начинается от 35 - 40 долларов США. В последнее время в магазинах, торгующих японскими продуктами питания и недорогим фарфором, появилось достаточно много дешевых моделей, имеющих, несмотря на внешнюю похожесть, крайне мало общего с качественной японской продукцией: монтаж рукояти произведен неаккуратно, заточка крайне неудобная, а вид, присущий двуслойной конструкции клинка, придан дробеструйной обработкой верхней части спуска. Ножи эти представляют собой полуфабрикат, не особо пригодный к работе. Более качественные модели из Страны исходящего солнца стремительно завоевывают популярность за высокое качество, отличные материалы и оригинальность несмотря на весьма приличную цену.
Таблица 24.
Общее описание популярных классических японских поварских моделей

Сами японцы упорно пробиваются на мировой рынок ножей, для чего адаптируют свое производство к европейским вкусам. Так, кухонная серия известной своими складными моделями японско-американской фирмы Spyderco Inc., хотя и изготовлена в историческом японском центре производства клинков городе Секи, но дизайн имеет вполне привычный для евро-американского потребителя. Отличием является примененная на клинке износостойкая сталь MBS-26 и эргономичная рукоять из резиноподобного пластика Sermollan, обеспечивающая плотность удержания и антибактериальные свойства. Кроме того, на российском рынке в последние годы довольно полно представлены еще три «европеизированные» японские торговые марки -Global, Kasumi и KAI.
Появившиеся в 1985 году ножи Global уже в 90-е годы собрали множество международных наград за оригинальность концепции, великолепный дизайн и аргономичность. Клинок имел достаточно высокую (на тот момент для евро- американского рынка) твердость - около 56-57 HRC и хорошее сочетание прочностных и Режущих свойств. Составная стальная рукоять крепится к клинку плоско-выпуклого профиля методом сварки и для лучшей эргономичности заполняется песком. Металлические рукояти специальной фактуры, исключающей проскальзывание, делают ножи гигиеничными. Но основным показателем, сделавшим модели этой фирмы крайне популярными, был великолепный дизайн. В настоящее время выпускается около 50 моделей Global, включая поварские ножи, кухонные принадлежности, столовые наборы, подставки и устройства для заточки.
Таблица 25.
Общее описание популярных японских поварских моделей в европейском стиле

Ножи от фирмы Kasumi имеют более скромный ассортимент - десяток различных моделей. Как и ножи от Global, они имеют сварную конструкцию - хвостовик с бобышкой приваривается аргонно-дуговой сваркой к клинку. Именно клинок является отличительной особенностью этих моделей, т.к. произведен в традиционной технологии трехслойного коррозионностойкого пакета - износостойкой сердцевины из стали VG-10 с обкладками из нержавеющего Дамаска (узорчатой стали), отличается высокими режущими и прочностными свойствами. Всадные рукояти выполнены из негниющего слоистого древесного пластика и приклепаны к хвостовику. Ее достаточно специфичная «японская» форма не совсем удобна привыкшему к эргономичным европейским черепам. Третьим по порядку появления на отечественном рынке следует назвать ножи от KAI, органично сочетающие модели на классической японский манер и «гуйто».
Особняком стоят ножи известной фирмы Kyocera. Их отличительной особенностью являются клинки, произведенные из материала под названием YTZAP (иттриевый поликристаллический оксид титана-циркония-алюминия), именуемого в просторечии циркониевой керамикой. Его твердость приближается к алмазу, он легко режет стекло. Другим его достоинством является полная пищевая нейтральность. Клинок не оставляет после себя никаких следов на продуктах, что было сразу оценено любителями традиционной японской кухни и сыроедения. Однако этот материал на редкость хрупок и требует аккуратного обращения. Основным направлением стало его использование на кухне для отдельных операций (обработка филе и чистка картофеля), так как для компенсации высокой хрупкости основание лезвия пришлось делать значительной толщины, что сказывалось на функциональности, а потому удобств работе повара не добавляло.
ARCOS HERMANOS S.A., нож гастрономический серии Freeh Forged с клинком из мартенситной коррозионностойкой стали 420-го типа и транжирная вилка. Рукояти из полипропилена.
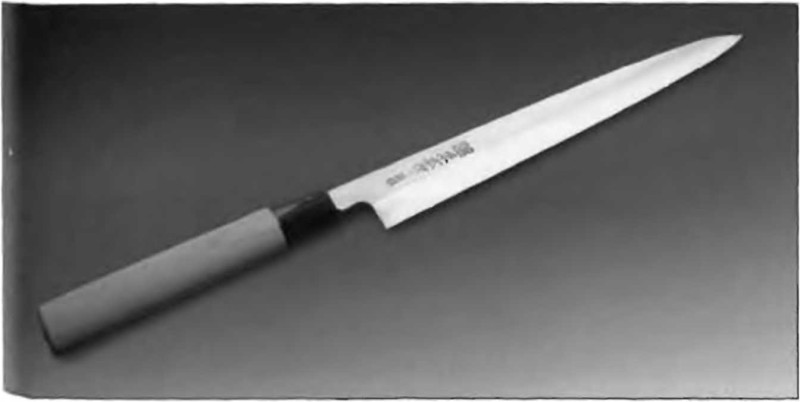
Нож от фирмы Masahiro Со., Ltd. (Seki, Япония), традиционная модель Vanagiba Boucho, рыбных блюд "Sashimi".
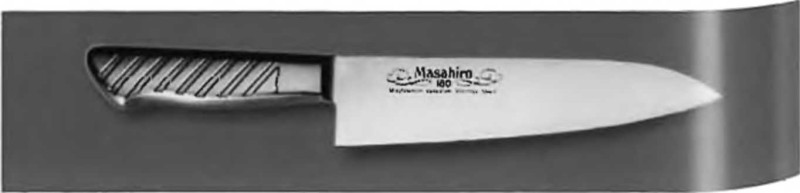

Нож от фирмы SUMIKAMA CUTLERY MEG. СО. LTD (KASUMI), серия Fi Ceramic - поварской нож для нарезки с клинком из керамики на основе оксида циркония и рукоятью из полипропилена.

Нож от фирмы SUMIKAMA CUTLERY MEG. СО. LTD (KASUMI) с клинком из многослойного пакета: сердцевина из стали VG-10, обкладки из многослойной (32 слоя) узорчатой стали. Материал рукояти - слоистый древесный пластик.
Нож от фирмы Masahiro Со., Ltd. (Seki, Япония) - нож универсальный "S oku" серия MV-S (Molybdenum Vanadium Series) с клинком из стали MBS-28 и антибактериальной рукоятью из коррозионностойкой аустенитной стали.
Мастер Г.К.Прокопенков, нож универсальный гастрономический, клинок - “волновая сталь", рукоять - бубинга с притином из коррозионностойкой аустенитной стали.
Нож фирмы FUJITORA INDUSTRY СО. and LTD, серии Tojiro Pro с клинком из молибден-ванадиевой мартенситной коррозионностойкой стали и антибактериальной рукоятью из корозионностойкой аустенитной стали.
Нож от фирмы Masahiro Со., Ltd. (Seki, Япония), традиционная модель Soba ri Boucho. для изготовления традиционной японской лапши "soba”, рукоять - стабилизированная древесина.
Нож фирмы SUMIKAMA CUTLERY MFG. СО. LTD (KASUMI) серия Titanium - нож для нарезки, клинок из коррозионностойкой стали выполнен с напылением из ка онмтридз титана и рукоятью из полипропилена.
Германия
Хотя время, когда исторический центр германского производства клинков - Золинген явпялся законодателем ножевых мод, давно в прошлом, авторитет германских производителей ножей до сих пор весьма высок. Это и объясняет огромное количество подделок - Solingar, Solinger и даже просто фирма Solingen из Золингена, - которыми наводнен российский рынок. Ножи эти, как правило, ни к Германии, ни к качественной продукции отнести нельзя. Отличием качественной продукции является четкое указание названия фирмы и географической привязки - Solingen, Germany. Среди профессионалов и любителей наиболее известны две фирмы из Золингена - Zwilling JA Henckels AG и Ed.Wusthof Dreizackwerk. Первую часто именуют по виду ее торговой марки «близнецы», вторую - «трезубец». Обе фирмы с технологической и качественной стороны довольно похожи, с той разницей, что у Zwilling J.A. Henckels AG более широкий модельный ряд и более оригинальные технологии. Наряду с отдельными моделями продаются различные наборы и аксессуары - мусаты. магнитные держатели, деревянные подставки, кухонные ножницы и т.д.
В ассортименте Zwilling J.A. Henckels AG выделяются несколько категорий моделей.
1 TWIN Select - модели со сварными цельнометаллическими рукоятями.
2. FIVE STAR - модели высокой ценовой группы с полипропиленовыми рукоятями улучшенной эргономичности, производимые по технологии SCT с криогенной термообработкой клинка.
3 PROFESSIONAL «S» - модели с литой рукоятью из пластика Novodur (близкого по свойствам к пластику ABS) на хвостовике особой формы для придания вида клепаных накладок. Производятся по технологии SCT с криогенной термообработкой клинка.
4. FOUR STAR - модели с литой полипропиленовой рукоятью, производимые по технологии SCT с криогенной термообработкой клинка.
5. TWINSTAR plus - модели, конструктивно схожие с серией FIVE STAR, повышенной эргономичности с литой рукоятью. Некоторые модели этой категории имеют упрочненную износостойкими карбидами (MagnaDur) лезвийную часть. При правильном уходе и аккуратном использовании MagnaDur обеспечивает повышенную износостойкость лезвия.
6. TWIN Gourmet - экономичная серия, изготавливаемая методом листовой штамповки с приклепанными на хвостовик накладками из полиоксиметилена (ПОМ). В отличие от других моделей не имеет металлического ограничителя на рукояти.
Наряду с германской серией, существует и более экономичная линия продуктов, реализуемых под торговой маркой J.A. Henckels International и логотипом «человек с алебардой». Она являет собой продукт деятельности инжиринговой фирмы, заказывающий свои модели на различных зарубежных производствах. Модели, как правило, производятся за пределами Германии, внешне повторяют основные серии своего германского родственника, отличаются более умеренной ценой и «бюджетным» исполнением. Серия «Classic» производится объемной штамповкой и напоминает серию PROFESSIONAL «S», «Steel Cut» имеет сварную металлическую рукоять, «Modern Style» производится листовой штамповкой, имеет приклепанные накладки и улучшенный дизайн. Сходным образом произведены серии «Fine Edge Pro» и «Eversharp Pro». Серии «Active Grip», «Edition Pro», «Edition Red» и «Fine Curve» имеют литую рукоять из полипропилена.
Модели от Ed.Wusthof Dreizackwerk отличаются меньшим разнообразием. Класс «люкс» формируют три серии.
1. Classic - модели произведены объемной штамповкой. На хвостовике выполнены литые накладки из пластика ABS на заклепках.
2. Culinar - модели произведены объемной штамповкой со сварной металлической рукоятью.
3. Grand Prix - модели произведены объемной штамповкой с литой рукоятью из пластика.
Как и на моделях Zwilling J.A. Henckels AG, на клинках этих серий профиль плоско- выпуклый, выполненный с высоким качеством и отличной заточкой. Отличительной особенностью является наличие моделей, обладающих повышенной гибкостью и упругостью, обозначенных красным прямоугольником с надписью Flexible. Кроме того, как и у конкурента, существуют «экономичные» серии с клинками, произведенными методами штамповки из листа: линия Silverpoint с литыми рукоятями из пластика и Gourmet со всадным монтажом хвостовика в пластиковую рукоять на заклепках.
Более дешевы и достаточно качественны модели от крупного германского производителя Herbertz & Мег, реализуемые в России под торговой маркой Ptittikus. Как и у прочих производителей, продукция фирмы разбита на категории - «элитная» серия, выполненная объемной штамповкой или имеющая сварную конструкцию; профессиональная - с литыми пластиковыми рукоятями и штампованным из листа клинком; экономичная - с черенами из слоистых древесных пластиков или упрочненной древесины.
Значительное место на отечественном рынке занимают совершенно неизвестные на Западе модели, поставляемые на рынок по демпинговым ценам инжиниринговыми фирмами или самими германскими производителями, которые, опасаясь реэкспорта, переименовывают их, присваивая коммерческие названия, такие как Maitre, Omega, Kuppel, Mertz, Kochmeister и т.д. Тут уже требуется проявить внимательность - если ножи класса «люкс» от Felix выполнены с очень хорошим качеством, то продукт сходного класса от CS (торговая марка, под которой скрывается достаточно старая фирма из Золингена Carl Schmidt & Sohn) высокими свойствами совсем не блещет. Это, правда, отчасти компенсируется крайне невысокой ценой ее продукции. Как правило, большинство таких марок представлено несколькими сериями - классом «люкс», выполненным объемной штамповкой или имеющим сварную конструкцию, а также доступными сериями с клинками из листового проката с различными видами монтажа рукоятей - литым, накладочным и всадным.
Несколько особняком стоит продукция концерна Heinr. Boeker Baumwerk GmbH. Хотя она и имеет штаб-квартиру в Золингене. но помимо Германии обладает производственными мощностями в США и Аргентине. Именно аргентинский филиал (торговая марка - Arbolito) производит недорогие модели среднего класса со штампованными клинками из листовой стали 440А и рукоятью с приклепанными накладками из ПОМ. Германский филиал более известен своими экспериментальными моделями - наряду с клинками из циркониевой керамики и рукоятями из Delrin, близкими по свойствам к аналогичным японским моделям от Kyocera, ими производится серия Titanum с клинками из планового сплава. Достоинства таких клинков - высокая коррозионная стойкость, низкий вес (на 40% меньший, чем у стали), отличная упругость, повышенная износостойкость режущей кромки при аккуратной работе и даже антибактериальные свойства. Однако, имея довольно мягкий клинок твердостью около 40 - 44 HRC, лезвия из такого материала оказались совершенно непригодны к ударным нагрузкам, изгибу и излому, а также весьма чувствительны к небрежному обращению.
Вообще германские производители любят эксперименты. Так, фирма Schneid und Stahlwaren производит модель Thermomesser, клинок которой нагревается от сети до 50 градусов - им удобно резать замороженные продукты.
Испания
По популярности до недавнего времени испанский производитель Arcos Hermanos S.A. не только ходил в лидерах продаж ножей среднего ценового диапазона, но и доставлял серьезные проблемы продавцам германской ножевой продукции класса «люкс». Сочетание интенсивной рекламы в России, хорошего качества, удачного дизайна и умеренных цен немало содействовало популярности широкого ассортимента моделей этого производителя, разбитого на престижный класс и более доступные пользовательские серии.
К классу «люкс» и моделям для профессионалов относятся следующие серии.
Saeta - клинок произведен штамповкой, рукоять цельнометаллическая сварная с внутренним пластиковым вкладышем.
German Forged - модели, имеющие сварную конструкцию, с мощным ограничителем на германский манер. Накладки из ПОМ крепятся к рукояти тремя заклепками.
French Forged - модель, изготовленная методом объемной штамповки, с фигурным ограничителем на французский манер. Накладки из ПОМ крепятся к рукояти тремя заклепками.
Universal - всадная (на трех заклепках) рукоять на штампованном из листа клинке. Rosewood - аналогично Universal с рукоятью из ценных пород древесины.
2900 - аналогично Universal с литой пластиковой рукоятью.
Более дешевый «пользовательский» класс состоит из следующих серий.
Regia - штампованный из листа клинок с приваренным притином из цветного металла и пластиковыми накладками (ПОМ) на трех заклепках.
Matre - штампованный из листа клинок со всадным монтажом черена на трех заклепках. Inglesa - аналогично Maitre с плоско-вогнутыми спусками.
Latina - аналогично Inglesa, со всадной рукоятью на двух заклепках.
Ножи для чистки овощей и корнеплодов - недорогие модели с литыми пластиковыми рукоятями.
Фирме Arcos Hermanos S.A. принадлежит и торговая марка Arvi, под которой производится несколько доступных экономичных серий для низшего сегмента рынка со штампованными из листа клинками с плоско-вогнутыми спусками. Она также делится на серии.
Java - всадной монтаж клинка в деревянный черен улучшенной эргономичности из красного дерева на двух заклепках.
Competicion - клинок, аналогичный серии Java, с литыми пластиковыми рукоятями. Clasica - всадной монтаж клинка, аналогичного серии Java, в деревянный черен на трех заклепках.
Latina - всадной монтаж клинка, аналогичного серии Java, в деревянный черен на двух заклепках.
Триумф продаж испанцам несколько подпортили в последние годы более привлекательные по цене серии бразильской фирмы Tramontina.
Бразилия
Если германские производители все еще плотно удерживают первенство в продажах моделей класса «люкс», то в низкобюджетном ценовом диапазоне доминирует бразильская фирма Tramontina S.A. Cutelaria. Она же в последние годы весьма заметно теснит испанцев в продажах моделей средней ценовой группы и недвусмысленно примеряется к верхнему ценовому сегменту. Причины этого - более низкие цены, высокий динамизм и разнообразный модельный ряд, рассчитанный на самый широкий круг потребителей. К примеру, это одна из немногих фирм, сохранивших производство моделей с клинками из углеродистой стали - серия Carbonline.
Модели класса «люкс» представлены следующими сериями.
Supreme - штампованные из листа клинки и приваренные цельнометаллические рукояти.
Century - модели, произведенные объемной штамповкой, с пластиковыми накладками на рукояти.
Century Polywood - аналогично Century с рукоятями из ценных пород древесины.
Ножи имеют плоско-выпуклый профиль или клин с подводом хорошего качества.
Пользовательский класс включает следующие серии.
Colony Polywood - клинок выполнен штамповкой из листа, профиль - клин с подводом, всадной монтаж в рукоять из ценных пород древесины.
Colonynylon - аналогично Colony Polywood, с рукоятью из пластика.
Professional - аналогично Colony Polywood, с литыми пластиковыми рукоятями.
Polaris - аналогично Colony Polywood, с рукоятью повышенной эргономичности из пластика.
Наибольшим разнообразием отличаются «бюджетные» серии Dynamic, OldcoJony. Universal, Tradicional Line и Polywood. Они изготовлены аналогично Colony Polywood и Colonynylon с клинками, имеющими плоско-вогнутые спуски.
Швейцария
Наряду с общеизвестными крупными производителями из Испании и Германии в магазинах представлены и иные, достаточно качественные, европейские фирмы. Наибольшей популярностью за качество и функциональность среди моделей средней ценовой категории пользуется продукция швейцарской фирмы Victorinox, более известной своими складными моделями. Среди профессионалов довольно популярны лх модели Forged Chef's Cutlery, выполненные объемной штамповкой, с нейлоновыми рукоятями на заклепках и ограничителем в немецком или французском стиле, а также серии Professional со штампованным клинком и литой рукоятью из полиамида Fibrox черного, красного, синего и желтого цветов. Конструкция позволяет производить их полную очистку и обеспечивает стерильность. Наряду с профессиональными предлагаются и конструктивно-сходные с ними модели для домашнего использования. Victorinox также принадлежит известная торговая марка Forschner, включающая широкий класс моделей для профессиональной и любительской кухни с литыми рукоятями из полиамида или всадными из палисандра на заклепках.
Сходные модели для профессиональной кухни под названием SWIBO с 1963 года производит и их известный земляк-конкурент, швейцарская фирма Wenger S.A. Сегодня в России можно встретить их серию Grand Maitre, включающую широкий ассортимент моделей со штампованными клинками и литыми рукоятями из полиамида Grllon.
Другие европейские производители
Именно швейцарцы во многом задают тон в европейском изготовлении недорогих функциональных моделей для профессиональной и любительской кухни. С ними сходны большинство моделей среднего ценового диапазона, продаваемые в магазинах с качественной кухонной утварью, - ножи из Чехии (Mikov и KDS), Финляндии (Fiskars), а также инжиниринговая продукция, реализуемая под марками Tefal и Richardson. Борьба за клиентуру ведется среди них разными средствами. Как правило, производители из скандинавских стран привлекают качеством шлифовки и термообработки клинка, в то время как чешская продукция имеет весьма умеренную цвну. Richardson выпускает модели улучшенного дизайна (серия Gary Rhodes - в честь популярного повара-телеведущего) и производит износостойкое напыление на лезвие (серия Fusion Forever Sharp). Tefal поставляет на рынок даже электронож Prep'Line 8523, похожий на электролобзик с парой движущихся в противофазе зубчатых ножей. Инжиниринг (размещение заказов на ножи под своей торговой маркой на других производствах) процветает и в Европе, примером чему является продукция фирмы Fortuna, зарегистрированной в Австрии. Крайне невысокое качество изделий (особенно низшего, «экономичного» класса) не в состоянии скрасить даже очень небольшая цена. Не блещет высокой функциональностью и серия ножей, продаваемая под торговой маркой Zepter.
Россия
Достаточно длительное пренебрежение вопросами улучшения качества и дизайна моделей, а также затяжной кризис выдавили отечественные модели на низший сегмент рынка, где они конкурируют с самыми доступными сериями от Arcos и Tramontina, ножами из Китая и Пакистана, а также между собой. Тремя лидерами, в порядке у<)ымния объемов продаж, являются ОАО «Труд» г. Вача, ООО «ПМТК» (г. Псков) и Барнаульский станкостроительный завод (БСЗ). Более скромное место занимают ножи от АО «Октябрь» (г. Ворсма), Павловского завода им. Кирова, Нытвенского металлургического завода и ЗАО «Мелита-К» (г. Казань).
Наиболее широка номенклатура ножей у отечественного лидера в производстве ножей - ОАО «Труд». Серия класса «люкс» представлена несколькими моделями ручной работы с массивным притином из латуни и приклепанными на рукоять накладками, конструктивно сходными с серией Regia фирмы Arcos Hermanos S.A.
Однако основное внимание этот производитель сосредоточил на низшем сегменте рынка. Основные черты его продукции -клинки из нержавеющей стали, украшенные декоративным орнаментом, нанесенным методом художественного травления. Профиль- клин с подводом. Можно выделить следующие основные серии.
«Универсальный» имеет модели с литыми ручками из полипропилена. Может реализовываться как в виде пятипредметного набора, так и поштучно.
«Ретро» - выпускается в виде набора, состоящего из шести предметов. Серия имеет деревянные рукояти из древесины твердых лиственных пород, смонтированные на хвостовик всадным способом на заклепках. Может комплектоваться деревянной подставкой, а также продаваться поштучно.
«Боярский» - наборы на деревянной подставке: 6, 9 и 10-предметные. Рукояти выполнены литыми, из пластика ABS. Может комплектоваться деревянной подставкой, а также продаваться поштучно.
Профессиональные кухонные ножи - в их состав входит набор ножей «Поварская тройка» с деревянными рукоятями из лиственных пород, смонтированные всадным способом на заклепках, а также гастрономические и кухонные модели с литыми рукоятями из ABS пластика или всадными из лиственных пород на заклепках.
Кроме того, выпускается бытовая серия «Квартет» с литыми рукоятями из полипропилена, «Грезы» с литыми пластмассовыми ручками, «Европа» с клепанными накладками на хвостовик, а также ножи для овощей, мяса и пр. в ассортименте.
Общее исполнение моделей удовлетворительное, однако борьба за снижение себестоимости продукции наложила свой отпечаток - заточка клинков крайне посредственная, а иногда и напрочь отсутствует; качество термообработки варьируется от хорошего до неудовлетворительного; монтаж деревянных рукоятей выполнен неаккуратно.
Несколько советов
Сколько нужно ножей?
Сколько ножей надо любителю? Соображения долговечности говорят, что минимальное число на кухню с умеренными объемами приготовления пищи - это три: рабочий универсальный (с длиной клинка 170 - 200 мм), коренчатый (120 - 150 мм) и овощной (80 -100 мм). Можно, конечно, работать и одним, но высокая универсальность имеет один серьезный недостаток: чем более нож универсален, тем он менее пригоден к выполнению каждой отдельной операции. Кроме того, один нож, даже самый качественный и дорогой, используемый постоянно и для всего, долго не протянет. Важный момент - соображения гигиены. Часто бывает, что повар-любитель просто зашивается на кухне, одновременно готовя несколько блюд к приходу гостей или на праздник. Каждый раз мыть нож, переходя от чистки рыбы к нарезке помидоров в салат или от разделки бараньей ноги к работе с готовыми копченостями - трата сил и времени. Не мыть - высок риск заработать кишечную инфекцию или чего похуже. Если готовите помногу или часто, выделите специальные ножи для сырой рыбы, мяса и птицы - и время сэкономите, и здоровее будете.
Весь набор или по одному?
Брать сразу набор? Не торопитесь, примерьтесь к рукоятям различных моделей. В большинстве случаев, в угоду единому стилистическому решению, рукояти набора имеют похожую форму, отличающуюся лишь размерами. Удобно ли будет делать различные операции разными ножами с почти одинаковой рукоятью? Важность эргономичности нельзя недооценивать - удобный нож позволяет полностью сосредоточиться на приготовлении пищи и самой работе, не отвлекаясь на скверные режущие свойства и не прикладывая чрезмерных усилий. Усталость и ослабленное внимание чревато не только ухудшением вкусовых свойств блюд, но и бытовым травматизмом. Особенно актуален вопрос удобства ножа для тех, кто работает им много и интенсивно: как и обувь не по ноге, слишком короткая, узкая или проворачивающаяся в руке рукоять доставляет кучу неудобств. Немаловажен и финансовый фактор - высокая цена качественного набора побуждает выбирать более дешевый, в то время как приобретая ножи по одному в течении полугода, можно сосредоточиться на необходимости, удобстве и функциональности каждой отдельной покупки.
Сохраняйте нож острым!
Туповатый нож крайне неудобен в работе,а попав по пальцам, как правило, оказывается достаточно острым, чтобы нанести серьезную травму. Тут есть только одно исключение - если человек очень долго работал полутупыми или тупыми ножами, резкий переход на хорошо отточенный инструмент может быть чреват травмой.
Чтобы заточка жила дольше и на ее восстановление не приходилось тратить много времени, позаботьтесь о наличии качественной разделочной доски, лучше деревянной, с торцевым выходом, или из хорошего мягкого пластика, которая не будет тупить нож. Соображения гигиены настоятельно требуют иметь их несколько - для хлеба, для сырых продуктов и для готовых. И менять их почаще, особенно пластиковые, не обладающие бактерицидными свойствами. Важно и хранение ножа. Будучи сваленными кучей в выдвижной ящик, они бьются друг о друга и портятся. Настольная подставка, особенно выполненная из ценных сортов древесины, украшает интерьер, но сложна в чистке. Наружу выглядывают только рукояти и, если их много и, тем более, они одинаковы, то легко запутаться. На профессиональных кухнях популярны магнитные держатели ножей на стену - в продаже имеются их компактные аналоги для монтажа на внутреннюю стенку шкафа или открытые лотки-подставки в выдвижной ящик стола.
Однако, как бы бережно ни обращались с ножом, рано или поздно он начнет притупляться. Сперва качественный и правильно сделанный нож можно подправить самому - старомодным мусатом или разнообразными современными средствами для правки и мелкой заточки. Пользоваться ими придется регулярно - если нож сильно «запустить», то ваших индивидуальных умений для восстановления его остроты может оказаться недостаточно. Естественно, точилками надо уметь работать - при их покупке следует руководствоваться как соображениями их простоты и удобства, так и вопросами долговечности ножа. Что греха таить -многие недорогие средства заточки для кухни, особенно электромеханические, резко снижают «срок жизни» ножа, стачивая лезвие и искажая профиль. Это не может не радовать ножевых производителей, обеспокоенных вопросами сбыта своей продукции, но является неприятным сюрпризом для самих потребителей.
Со временем, правда, и такие устройства уже не способны заставить резать даже качественный нож. В этом случае единственный способ вернуть его в работу - отдать в ремонт. Но не в обычный металлоремонт, где и ключ не всегда правильно сделают, а в специальный. Работа профессионального точильщика весьма недешева - 10-15% от стоимости ножа, но не менее 60-80 руб. А то и больше. Если ножи на вашей кухне «горят», то стоит использовать не слишком дорогие в ремонте модели.
Резать или пилить?
Брать ли ножи с зубчатыми (пильчатыми) клинками? С одной стороны есть ряд продуктов, которые удобнее резать зубчатым лезвием - например, хлеб. Зубчатый профиль имеет более агрессивную режущую кромку и продолжает резать еще долго после того, как обычный стал бы абсолютно тупым. Это свойство очень хорошо обыгрывают рекламные ролики, демонстрирующие, как обычным кухонным ножом с зубчатой заточкой можно разрезать пополам ботинок и распилить доску. Его можно не точить достаточно долго. Они, как правило, не очень дорогие.
Каковы же недостатки? Зубчатые клинки условно можно разделить на подлежащие заточке (обычно самые дорогие и требующие особых приспособлений для этого), подлежащие заточке в заводских условиях.
Глава 14. Как правильно выбрать нож?
При покупке ножа первым делом следует убедиться внешним осмотром в правильности монтажа и качественной пригонке частей. Ма клинке проверяют ровность плоскостей и граней, отсутствие доводок и деформаций. Делать это можно на отсвет - все огрехи шлифовки, спрятанные поверхностной обработкой типа «штрих», сразу вылезают наружу. Убедитесь в том, что режущая кромка имеет одинаковую толщину по всей длине н нож заточен, - тупой клинок сразу после покупки потребует дополнительного времени, а иногда и денег, для приведения в рабочее состояние. Для этого, удерживая нож лезвием к себе, проверьте, не отражает ли оно свет: тупые участки будут давать отраженные блики, а остро заточенное лезвие выглядит как тонкая темная линия. Убедитесь в том, что черен насажен на хвостовик ровно, без перекосов. Черен при монтаже не должен иметь щелей или болтаться на хвостовике. Проверить это довольно просто: удерживая нож за рукоять одной рукой, слегка покачайте клинок другой: в районе рукоятей не должно ощущаться люфтов или слышаться подозрительных щелчков. Me должны появляться зазоры между полосой и накладками - это потенциальный сборник грязи и место гниения черена. Если используется пластинчатый или всадной монтаж, то его детали должны быть тщательно подогнаны к хвостовику, заклепки - быть аккуратными и не выступать над накладками, а древесина и пластик вокруг них - не иметь следов деформации и задиров. Литые рукояти не должны иметь швов, подтеков, пузырьков, вздутий и незаполненных полостей. Проверьте отсутствие выступающих элементов, которые могут намять, порезать, натереть или иным образом травмировать руку при работе ножом. Убедитесь, что размер рукояти подходит под руку, а ее форма позволяет надежно контролировать движение клинка.
Традиционно в России предпочтение отдается дереву на рукоятях. Оно и излишки влаги с руки впитывает, и не скользит. К сожалению, иные производители в погоне за снижением себестоимости позволяют себе ставить неподходящую, некондиционную, недосушенную и плохо обработанную древесину. Поэтому при выборе ножа с деревянным череном стоит обратить внимание на наличие пороков и дефектов древесины, а также на то, как она обработана. Миллиметровый слой лака хотя и обеспечит ей сохранность, но пользоваться такой рукоятью будет крайне неудобно - во влажной руке она будет напоминать кусок мыла. Необработанная древесина будет не только недолговечной, но и просто травмоопасной. Поэтому черен должен быть упрочнен морилками и защищен пропитками, либо стабилизирован химическими веществами. Альтернатива -необходимость регулярной замены рукоятей из неупрочненной древесины.
Упаковка и клеймо
При покупке ножа обратите внимание на его упаковку. Красивая и стильная упаковка, как правило, говорит о высоком уровне изделия. Но не только на нее. Обратите внимание на характер нанесения логотипов и клейм на клинке. Как правило, надписи на хорошие ножи наносят электрохимическим способом или травлением. Осмотрите детали клейма - они должны быть четкими, равномерно окрашенными и ровным. Если клеймо выполнено штамповкой, убедитесь, что оно расположено ровно, его знаки имеют одинаковую глубину и четкие очертания. Не спешите с покупкой - взвесьте все «за» и «против». В замене неподошедшего ножа вам могут совершенно законно отказать на основании «Перечня непродовольственных товаров надлежащего качества, не подлежащих возврату или обмену на аналогичный товар другого размера, формы, габарита, фасона, расцветки или комплектации», утвержденного постановлением Правительства РФ от 19 января 1998 г. N 55 (редакция от 20 октября 1998 года).
Производитель
Однако наиболее важным при выборе ножа является не вид клейма, марка стали или материал рукояти, а имидж производителя. Солидные производители не стесняются ставить свой логотип, название фирмы и страны. Скрытность, как правило, проявляют малоизвестные фирмы с невысоким качеством продукции. Конечно, есть некоторая ненулевая вероятность купить неплохой нож от неизвестной фирмы на лотке «все по двадцать рублей», но если делать покупку от известного производителя в магазине в ценовом диапазоне 300-500 рублей, то шансы приобрести качественный нож резко возрастают.
Разделочные доски
На кухне живут тысячи разных бактерий, три из них - сальмонелла (Salmonella), палочка коли (Escyerichia) и кампилобактер (Campylobacter) - весьма опасны для человека и могут вызывать острые пищевые отравления. С ними легко справляются бактерицидные средства, горячая вода и прямые солнечные лучи. Бактерии сальмонеллы длительно сохраняются в окружающей среде: в воде 120 дней, в мясе и колбасных изделиях - до 100, а в почве - до 500; в мясных, молочных продуктах, яйцах могут активно размножаться, не изменяя их внешнего вида. В организме человека патогенные палочки вызывают инфекционное заболевание - сальмонеллез с тяжелыми проявлениями гастро- и энтероколитов. Известно не менее 13 видов устойчивых микроаэрофильных палочек рода кампилобактер. Они весьма активны в воде при температуре 4°С до 20 дней, в почве и помете птиц - до 30.
Какой разделочной доске следует отдать предпочтение: пластмассовой или деревянной? Хозяйкам приходится пользоваться ею каждый день, и от того, насколько она гигиенична, зависит наше здоровье. Причем критерием является не только, хорошо ли она очищается от жира и грязи, но и то, насколько комфортно чувствуют себя на ней болезнетворные микробы. Количество микробов на деревянной доске в обычных условиях значительно ниже. Так, уже через 3 минуты после обработки ее специальным раствором их практически невозможно обнаружить, через 12 же часов деревянная поверхность становилась практически стерильной. В то же время на пластмассовой доске число микробов быстро увеличивалось. Для бактерий, имеющих размеры в тысячную долю миллиметра, гладкая деревянная доска представляет собой «пересеченную местность» с глубокими расщелинами. Древесина, как материал естественного происхождения, вынуждена сама себя защищать «при жизни» от бактерий, поэтому даже после превращения в доску она остается бактерицидной. Пластмасса, естественно, такими свойствами не обладает. Можно сказать, что новая пластмассовая доска более гигиенична, если ее регулярно мыть и часто менять. Хотя она и более губительна для РК ножа. Деревянная доска более долговечна, хотя тоже не вечна: стечением времени поверхностные волокна древесины разрушаются, и бактерии, не получая должного отпора со стороны деструктурированной древесины, получают возможность контакта с продуктами.
Пластиковую разделочную доску следует тщательно мыть после каждого использования, а вот деревянная от частого контакта с водой быстро деградирует.
Для очистки досок лучше применять не обычное жидкое средство для мытья посуды, а специальное бактерицидное (на упаковке обязательно упоминается это слово). Наносите их на доску мягкой губкой. Не применяйте жесткую щетку, чтобы не поцарапать поверхность. Тщательно смывайте пену теплой водой. Доски стоит сушить на воздухе, а не протирать их: на кухонном полотенце могут остаться микроскопические кусочки пищи. Вытирая чистую доску, можно снова сделать ее потенциально опасной. Не рекомендуется мыть разделочные доски в посудомоечной машине - для уничтожения бактерий такой обработки недостаточно, а для повреждения этого вполне достаточно. И пластиковые, и деревянные доски имеют свои плюсы и минусы. Хотя, конечно, если на кухне появится сальмонелла или кишечная палочка, они смогут попасть в пищу и минуя разделочную доску. Вы максимально себя обезопасите, если заведете отдельные разделочные доски для фруктов и овощей, хлеба, сырых рыбы и мяса, вареных продуктов .
Деревянные доски бывают двух типов - торцевые и боковые. Боковые доски - это доски, волокна древесины которых расположены поперек движения режущего инструмента при работе с разделочной доской (т.е. мы как бы работаем на дереве, которое лежит на земле); торцевые - доски, волокна древесины которых распложены навстречу движению режущего инструмента при работе с разделочной доской (т.е. рабочей поверхностью является как бы пенек срубленного дерева).
Торцевая поверхность пиломатериалов является более твердой по сравнению с боковой поверхностью. Если, например, боковая твёрдость дуба равна 52,5 условных единиц, то торцевая твердость дуба - 67,5 условных единиц.
Таблица 26.
Сравнительная твердость основных пород пиломатериалов приведена
Сосна | Береза | Дуб | |
Торцевая твердость усл.ед. | 28,0 | 46,5 | 67,5 |
Боковая твердость усл.ед. | 24,0 | 35,0 | 52,5 |
Одной из проблем при эксплуатации досок является их коробление. Этот процесс связан с внутренней структурой пиломатериала. Для предотвращения коробления доски изготавливаются из планок. Кроме того, изготовление доски из планок позволяет применять березовые планки, чередуя их с твердыми породами (что, в свою очередь, значительно снижает стоимость изделий) без существенной потери в твердости доски, т.к. движение ножа осуществляется поперек набранного пакета. Кроме того, для улучшения прочностных характеристик боковые доски могут изготавливаться на металлических стержнях, а торцевые доски (для предотвращения откалывания части доски) скреплены металлическим обручем. Предпочтительно использование на досках гевеи, ореха, дуба или бука: береза подвержена гниению, а сосновые дают смолистость и характерный запах.
После использования доску необходимо вымыть, а затем высушить. Для того чтобы высушить, доску надо поставить на ребро, а лучше подвесить. Чаще всего для подвешивания в доске делают отверстие, что является не лучшим вариантом, т.к. в отверстии скапливается грязь и уменьшается полезная площадь доски; кроме того, отверстие, как правило, делается посередине и при стекании с доски воды остаются капли влаги, которые в конце концов впитываются в доску, и она начинает гнить. Гораздо удачней выглядит конструкция с угловой петлей - вода после мытья стекает на угол, а боковые планки доски всегда делаются из твердых пород.
Доски для разделки рыбы оснащены приспособлением, зажимающим хвост рыбы, вследствие чего левая рука при чистке рыбы остается свободной. Три пластины, находящиеся на таком приспособлении, обеспечивают зажим хвоста любой толщины и его надежную фиксацию.
Маркировка изделий, применяемая в прайс-листе и на этикетках продукции, производится в соответствии со следующими правилами.
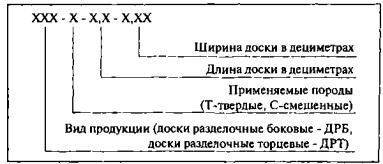
Рис. 72. Маркировка изделий, применяемая в прайс-листе и на этикетках продукции, производится в соответствии со следующими правилами.
Пластиковые доски менее удобны, чем деревянные, хотя считаются более практичными. Покупая пластиковую разделочную доску, остановите свой выбор на той, у которой рифленая поверхность и желобки для стока жидкости. Недостатки пластиковых досок: они скользят по столу, чистить на них, например, рыбу - одно мучение. Велик риск купить доску, выполненную из не слишком полезных для приема внутрь разновидностей пластика. Гарантией безопасности может быть только специальный сертификат.
Глава 15. Материалы для рукояти
Материалы, используемые на рукояти ножей современными ножовщиками, крайне разнообразны. Сегодня, наряду с традиционными материалами естественного происхождения, известными многие века, находят широкое применение различные пластмассы и металлические сплавы.
Всe богатство и разнообразие материалов, в общем, можно свести к следующим основным группам:
неорганические материалы;
органические материалы естественного происхождения;
материалы искусственного происхождения.
Неорганические материалы
К первой группе - неорганическим материалам - относятся металлы, стали и сплавы. С древнейших времен для прочности мастера выковывали полосу с хвостовиком либо в виде прута, который иногда изгибался, как на древнекельтских кухонных ножах, либо в виде плоской пластины, которая сворачивалась в трубку, предоставляя как возможность держать нож рукой, так и надеть его на древко, превращая в копье - так называемую «пальму». Развитием обеих идей являются современные ножи, имеющие пластинчатые, трубчатые, наварные и фрезерованные металлические рукояти.
Бронза, медь, латунь и олово как материал на рукояти тоже использовались с древнейших времен, когда железо была дорогим, преимущественно метеоритного происхождения. Пика популярности литые рукояти достигли в XIX веке. Легкие сплавы (алюминиевые и бронзовые) используются и сейчас на репликах известных американских боевых ножей второй мировой войны и войны во Вьетнаме. В некоторых моделях (например, японских кухонных ножах Global) применяются металлические рукояти специальной фактуры, исключающей проскальзывание.
В настоящее время цельнометаллические рукояти встречаются намного реже. Несмотря на высокую прочность, гигиеничность и хорошую технологичность они малоэргономичны, т.е. не слишком удобны в использовании. Из мокрой или потной руки такой нож норовит выскользнуть, а держать его без перчатки в холодную погоду просто опасно. Наносимая на рукояти насечка лишь частично компенсирует эти недостатки. Как следствие, эта категория материалов используется преимущественно на деталях прибора - перекрестиях, гардах, головках, навершиях, накладках, втулках, фиксаторах, плашках складных ножей и т.п. Исключение - поварские модели, где в силу требований санитарии используются коррозионностойкие стали типа 304 и 317. К наиболее распространенным в индустрии складных ножей относятся алюминиевые и титановые сплавы типа 6AI4V, а также нержавеющие низкоуглеродистые хромистые или хром- никелевые стали 300-го и 400-го типа (AISI). Популярны сплавы цветных металлов. Реже встречается отделочный Дамаск. Как пример можно указать цельнометаллические рукояти на складных ножах, таких как ряд моделей Spyderco, «ножи выживания», «скелетные» ножи и ножи из столовых приборов, изготовляемые целиком из нержавеющих сталей. Металлическая проволока обычно используется для укрепления обтянутых кожей рукоятей.
Среди сплавов следует особо отметить нейзильбер и мельхиор, применяемый для прибора. В скандинавских странах, Индонезии и на Ближнем Востоке особой любовью с Древности пользуется латунь. Драгоценные металлы (золото, серебро, платина) широко используются для украшения, на Кавказе очень популярна обкладка рукоятей декорированными листовыми драгоценными металлами.
В этот раздел можно поместить и минералы, невысокие прочностные свойства и сложность обработки которых препятствуют их широкому применению на рукояти. Имеют ограниченное использование в виде украшений драгоценными и полудрагоценными камнями, для сувенирных целей (подражание древним ацтекским ножам) и для вскрытия корреспонденции (цельные обсидиановые и нефритовые).
Органические материалы естественного происхождения.
Эту группу можно разделить на две подгруппы: материалы растительного происхождения; материалы животного происхождения.
И те и другие могут быть натуральными и ископаемыми.
Материалы растительного происхождения представлены, преимущественно, древесиной.

Рис. 73. Микроструктура «мягкой» ели (слева) и «твердой» березы (справа).
Характерной особенностью современного зарубежного промышленного производства является отказ от использования дерева. Сначала оно пропало с ножен по причине трудоемкости и дороговизны их изготовления. С 70-х оно постепенно исчезает и с рукоятей серийных моделей. Причин тому много: как материал естественного происхождения дерево требует отбраковки заготовок с естественными пороками, оскудение природных ресурсов влечет дефицитность сырья, ужесточение требований санитарных служб выдавливает его из профессиональной разделки и заготовки пищи. Главным же является вопрос цены: появление недорогих пресс-форм и литьевых пластиков смогло еще больше сократить себестоимость производства и обеспечить высокую конкурентоспособность крупносерийной продукции. Казалось, грядет триумф недорогих, прочных, химически стойких пластиков и пластмасс, а удел древесины - штучная мебель, паркет и дорогие детали интерьера. Однако авторское изготовление ножей все еще оставляет дерево крайне востребованным и модным материалом. Как, например, будет сочетаться узор авторского Дамаска или следы ручной ковки с черенком из полиамида или полипропилена? Не особенно удачно.
В развивающихся странах дерево продолжают использовать и на недорогих моделях. К сожалению, породы для них выбираются не всегда подходящие, а их обработка оставляет желать лучшего.
С чего начать
Два главных вопроса, интересующих человека, решившегося самостоятельно сделать рукоять под собственную руку: какую лучше использовать древесину и где ее раздобыть? Решение второго вопроса в настоящее время серьезно упростилось: необходимое можно просто купить. Если каких-то 10-15 лет назад поиск куска редкой древесины мог затянуться на годы, то сегодня существуют торговые организации, готовые продавать небольшие партии любой, даже самой экзотической, древесины. Некоторые проблемы возникают с небольшими покупками, на одну-две рукояти, но и их можно легко разрешить, войдя в контакт с резчиками или краснодеревщиками.
Любителю стоит обратить внимание, прежде всего, на материал, уже доведенный до кондиции, пусть он и стоит дороже. Недосушенная древесина склонна к растрескиванию м короблению, а неправильное хранение приглянувшегося кусочка может повлечь его утрату. Желающие сэкономить могут обратить внимание на старое, выдержанное дерево, источником которого являются детали разрушенных домов, мебель, паркет и прочее, лишь бы в нем не было жучков-древоточцев. Альтернатива -отходы деревообрабатывающей промышленности. Открою маленький секрет - однообразие и невзрачность древесины, используемой многими отечественными производителями ножей на черенах и накладках, объясняется тем, что это остатки от производства ружейных лож и мебели. Спиленные или поваленные стволы некоторых пород также могут представлять интерес, но такая древесина уже потребует опыта в заготовке и сушке.
Микроструктура древесины
Древесина представляет собой ежегодно нарастающий комплекс проводящей, механической и питающей тканей. По своей микроструктуре древесина является естественным полимером. Основная масса образующих ее клеток-волокон имеет трубчатую форму и направлена вдоль ствола. Благодаря этому древесина обладает целым рядом достоинств - высокой прочностью, упругостью, малой плотностью, а следовательно, и малым весом, низкой теплопроводностью, природной декоративностью, легкостью и простотой обработки. В изготовлении рукоятей особой популярностью пользуются твердые сорта лиственной древесины. Они лишены недостатка хвойных пород - смолистости - и обеспечивают рукояти нужный комплекс механических характеристик: прочность и износостойкость. Хотя и отдельные виды хвойных тоже оказались востребованы ножовщиками.
В лиственных породах проводящую функцию выполняют сосуды, а механическую - волокна. Толщина стенок волокон у твердых пород (березы, бука) значительно больше, чем у мягких пород (липы, ивы), что и обеспечивает повышенную прочность. На поперечном разрезе у большинства пород по внешней границе годичного слоя располагается полоса из 2-3 рядов сжатых в радиальном направлении волокон, благодаря которой годичные слои хорошо различаются.
Сосуды составляют до половины объема древесины. Это длинные вертикальные трубочки, состоящие из клеток с большими внутренними полостями и тонкими стенками. При отмирании клеток, образующих сосуд, они превращаются в капиллярные трубки. В сосуде нет сплошных внутренних перегородок, и вода свободно перемещается по сообщающимся клеткам, а ствол растущего дерева имеет разветвленную единую водопроводящую систему.
Запас питательных элементов хранится специальными клетками, выглядящими как мешковидные образования, которые в процессе формирования ядра древесины закупоривают сосуды и повышают твердость древесины. У лиственных пород, сбрасывающих листву ежегодно, объем таких клеток больше, чем у хвойных, и составляет до 40% объема - им необходимо иметь больший запас питательных веществ. Их группы образуют две системы - горизонтальную (сердцевинные лучи) и вертикальную. Сердцевинные лучи объединяют основную часть этих клеток и могут составлять до 30% объема древесины. В сердцевинных лучах тропических и некоторых других пород располагаются ходы, содержащие камеди, предотвращающие гниение древесины и порчу ее природными вредителями.
Средние по высоте клетки сердцевинных лучей имеют по обеим сторонам узкие межклеточные ходы, заполненные воздухом. Эти ходы имеют продолжение и в коре. Через них происходит газообмен с окружающей дерево атмосферой.
В силу такой внутренней микроструктуры на свойствах деревянных черенов и накладок существенно сказываются их гигроскопичность и загниваемость. Для уменьшения отрицательного влияния в первую очередь применяют сушку, а также пропитывают специальными составами для предотвращения увлажнения в процессе эксплуатации.
Макроструктура древесины
Взглянув на поперечный разрез ствола, легко заметить его слоистую структуру. Внешний пробковый и внутренний лубяной слой коры переходит в камбий. Камбий - это невидимый невооруженным глазом слой сразу под корой. В нем зарождаются клетки для формирования древесины и для коры. С камбием соседствует заболонь - молодой и физиологически активный слой, переходящий в ядро. В процессе роста дерева стенки клеток древесины, примыкающей к сердцевине, постепенно изменяют свой состав, пропитываясь у хвойных пород смолой, а у лиственных - дубильными веществами. Движение соков в этой части ствола прекращается, древесина становится более твердой и менее подверженной загниванию. Эту часть ствола называют ядром, или спелой древесиной. Часть более молодой древесины, которая расположена ближе к коре (в ней еще есть живые клетки), называется заболонью. Относительный размер ядра и заболони у разных пород различный, а цветовой переход может быть резким или постепенным. Центральная часть ствола содержит меньше влаги и более стойка к загниванию. Поэтому для придания рукояти водостойкости стоит обратить внимание именно на нее. К ядровой древесине, популярной в изготовлении рукоятей, относится орех, рябина, яблоня, вишня, ясень, вяз, белая акация, эвкалипт. К безъядровым породам относятся береза, бук, клен, граб, самшит, груша. Этим перечнем, в принципе, виды подходящей для рукояти ножа древесины, произрастающей на территории нашей страны, и ограничиваются. С другой стороны, высокие декоративные свойства побуждают использовать и иные породы, обладающие более скромными прочностными свойствами и значительно более трудоемкие в обработке.
У деревьев, произрастающих в местах с резкими сезонными колебаниями климата, древесина имеет ярко выраженные годичные кольца, расходящиеся концентрическими окружностями от сердцевины: темные и плотные - осенние, более широкие и светлые -весенне-летние. Чем суровее условия произрастания древесины, тем мельче кольца, а сама древесина - прочнее. Южные породы имеют слои с размытой границей колец. Сердцевинные лучи - это мелкие штрихи или полоски разной ширины, размеров и формы, идущие от сердцевины в радиальном направлении. Они имеются у деревьев всех пород, только у некоторых невооруженным глазом неразличимы. Широкие блестящие лучи есть у дуба, платана, бука, они часто видны на разрезах.
Внешний вид древесины определяется цветом, блеском, макроструктурой и текстурой. Устойчивый цвет характерен для дуба, груши, клена, березы. Цвет древесины может изменяться под воздействием света и кислорода воздуха, а также под действием растительного масла. Особое значение для декоративных достоинств имеет текстура древесины: рисунок, возникающий на срезе древесины после прорезания волокон годичных колец и сердцевинных лучей в том или ином направлении. Целью применения древесины на рукояти не в последнюю очередь является использование естественной красоты вскрытого рисунка, на который влияют не только ширина годичных слоев и размеры сердцевинных лучей, но и направленность волокон, а также свилеватость - волнистость в их расположении.
Некоторые пороки древесины, снижающие ее сортность и качество, могут быть выгодно обыграны в рукояти ножа: волнистость и путаность волокон, их винтообразное расположение способно придать особый шарм законченной модели. Кроме того, свилеватая комлевая часть древесины березы придает ей уникальные прочностные свойства, что широко использовалось при изготовлении топорищ. Такой вид дефектов древесины, как наросты, широко использовался в древности для «выращивания» древков копий и рогатин. Преднамеренно наносимые стволу растущего дерева упорядоченные в шахматном порядке повреждения приводили к образованию групп наростов, обеспечивающих дополнительную надежность удержания выполненного из такого дерева древка.
Следует отметить анизотропность свойств древесины, которая приобретает особую важность при изготовлении длинномерных изделий - древков, топорищ, черенов. Прочность древесины при воздействии вдоль и поперек волокон отличается, что известно всем, кто хоть раз рубил дрова. Это великолепно обыгрывается на показательных выступлениях поклонников восточных единоборств, когда субтильный юноша несильным ударом разбивает пополам толстенную прямоугольную доску. Весь секрет -правильно выпиленный и ориентированный фрагмент. Кроме того, направление волокон важно при обработке древесины резанием.
Годичные кольца не очень хорошо работают на сдвиг, что необходимо учитывать при изготовлении топорищ. Волокна древесины в этом случае не только должны быть ориентированы вдоль топорища, но еще и располагаться параллельно линии удара.
Обработка древесины
Перед обработкой древесины традиционными инструментами - пилами, ножами, абразивными лентами - необходимо убедиться в том, что древесина сухая. Самый простой способ - с помощью стружки: тонкая влажная стружка легко сминается, в то время как
сухая крошится и ломается. Древесина - сырье достаточно капризное: при повышенной влаге идет набухание и впитывание влаги, а при повышенных температурах - усыхание и коробление. Рабочая древесина должна иметь влажность не более 10%. Можно работать и по влажной древесине, но это уже достаточно рискованно в отношении конечного результата. При обработке древесины следует учитывать возможность аллергических реакций на пыль и опилки: органы зрения и дыхания нуждаются в средствах защиты. Не стоит пренебрегать и мерами безопасности при работе самими инструментами.
Цветовая гамма рукояти должна соответствовать художественному замыслу ножа и гармонировать как с окраской и формой самого клинка, так и ножен. При использовании древесины с богатой и выразительной текстурой следует учитывать влияние узора древесины на кажущиеся изменения пропорций и изменение цвета при различных видах освещения. Поэтому в практике иногда возникает необходимость корректировать естественный природный цвет. К числу наиболее известных способов относят окраску на большую глубину кислотными красителями и протравами, отбеливание и обжиг в горячем песке.
Заключающей операцией является отделка. Ее главной целью является защита древесины от воздействия окружающей среды и загрязнения. Кроме того, она повышает прочность и долговечность рукояти, фиксирует ее цвет. Обязательными подготовительными операциями является зачистка, выравнивание, шлифовка и снятие ворса. Для снятия ворса рукоять увлажняют и оставляют подсохнуть, после чего поднявшийся ворс удаляется отработанной мелкозернистой наждачной бумагой. Для доводки поверхности часто используются специальные гладилки.
В отличие от мебели покрывать рукояти ножей нитролаком крайне нежелательно ввиду явного ухудшения эргономичности. Если растворами лаков и пользуются, то только на начальных этапах отделки, связанных с консервацией естественных пор древесины. Сердцевинные лучи, выходящие на поверхность, внешний вид улучшают далеко не всегда, поэтому их часто заделывают специальной шпаклевкой.
Наибольшее распространение при отделке черенов получили самодельные пропитки на основе воска, канифоли и скипидара, а также растительными маслами - льняным, тиковым и другими. Часто используют качественную олифу. Составы в разогретом виде в несколько приемов наносятся на подготовленную и нагретую поверхность. Естественная полимеризация растительных масел (либо форсированная за счет введенных в их состав «ускорителей» полимеризации - сиккативов) обеспечивает долговечное и износостойкое покрытие практически без ухудшения эргономичности. В последние годы и здесь наблюдается движение импортеров навстречу любителям: в магазинах можно приобрести готовые составы для обработки древесины. К числу наиболее известных относятся мебельные составы фирмы Rustm’s (Датское масло, Тунговое масло и др.), а также средства по уходу и сбережению лож стрелкового оружия от Ballistol. Завершают обработку древесины специальными полиролями. Как правило, это помогает придать дереву блеск, обеспечить неожиданную игру светотени и изменение тона древесины при изменении угла падения света.
Достаточно часто древесина выступает как сырье в изготовлении слоистых пластиков, по аналогии с фанерой. Шпон из ценных пород древесины может склеиваться между собой без пропитки (бакфанера) или с полной пропиткой (дельта-древесина). За рубежом такой материал носит множество названий - «Бриллиантовое дерево», "Резиновое дерево» и пр. В последнее время все большую популярность завоевывает «стабилизированная» древесина (Impregnated Wood или Dyed Wood). Натуральная древесина высушивается, естественные поры освобождаются от воздуха и заполняются на значительную глубину быстротвердеющим полимером, превращающим древесину в пластик, обладающий привлекательным внешним видом, стабильностью размеров, водостойкостью и износостойкостью. При этом появляется возможность использовать практические любые породы древесины, вне зависимости от их прочностных свойств. Увы, - в жертву долговечности и неизменному виду при такой обработке приносится эргономичность, да и в весе такая древесина прибавляет до 50%.
Рекомендации
Таблица 27.
Краткие рекомендации по хранению и экспонированию
Хранение | Экспонирование | |
Температура | 18-20 °С | 18-20 °С |
Относительная влажность | 50-60% | 50-60% |
Освещенность | В темном месте, в случае наличия освещения - не выше 250 lux | До 50 lux |
Ультрафиолетовое | В темном месте, в случае наличия УФ - | до 30pW/lm и не более |
излучение | до 30pW/lm и не более 75pW/lm. | 75|iW/lm |
При хранении ценных изделий обратите внимание на условия их содержания. При отсутствии мест, пригодных для хранения ценного предмета из древесины, обеспечьте систему искусственного климата.
Хранение рекомендуется во внутренних помещениях здания, вдали от источников света и тепла, с минимальными колебаниями температуры и влажности. Избегать труб отопления и водопровода, подвальных помещений.
Помещение должно быть вентилируемым во избежание повреждения насекомыми, плесенью и грибками.
Проведение регулярного осмотра и чистки. Накрывайте объект х/б чехлами.
Древесина, популярная в изготовлении рукоятей и плашек
Твердые лиственные породы
Бук обладает высокой прочностью и твердостью, хорошо поддается обработке, гнется и пропитывается различными химическими растворами. Сильно коробится при высыхании, подвержен загниванию с образованием червоточин. Древесина светлая с желто-красным оттенком. Годовые слои хорошо заметны на всех срезах, сердцевинные лучи образуют характерную крапчатую или пятнистую текстуру.
Ясень имеет прочную, вязкую, долговечную, стойкую к загниванию светлую древесину различных опенков - от бурого до желтоватого, с красивым текстурованным рисунком, которая при усушке мало коробится и хорошо гнется при распаривании, обладает высокой ударной вязкостью.
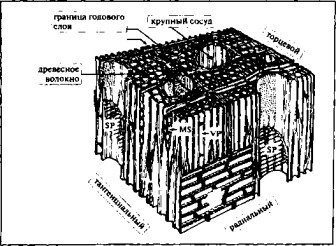
Рис. 74. Микроструктура березы при 100-кратном увеличении. MS - горизонтальные сосуды; VP - клетки-волокна; SP - сердцевинные лучи.

Рис. 75. Схема распилки и ориентации заготовок черенов.
Береза обладает невысокой устойчивостью к загниванию, склонностью к значительной усушке и подверженностью к короблению. Хорошо поддается обработке и пропитывается. Древесина однородная и мелкоструктурная. Более эффектной текстурой обладает комлевая часть и кап - нарост из спящих почек. Похожим узором обладает более редкая разновидность - карельская береза, иногда напоминающая мрамор по причине сложного переплетения волокон, пятен и точек, создающих эффектные узоры. Благодаря свилеватости и перепутанности древесных волокон эта порода почти не колется.
Вяз, берест, ильм представляют одну породу с древесиной светло-бурого или желтовато-белого цвета. Среди основных качеств -плотность, прочность, вязкость и малопористость. При усушке древесина практически не коробится и не трескается. Плохо поддается полировке, механической обработке и пропитке.
Клен - порода светлых тонов, твердая, вязкая и тяжелая. По сопротивляемости на вмятие и скалывание клен вместе с грабом и ясенем уступает только акации. Обычная древесина однородна, с мелкими блестками. На черенах популярностью пользуется разновидность «птичий глаз», имеющая красивый пятнистый рисунок с разводами. Стоек к воздействию биовредителей.
Плодовые породы
Груша обладает плотной однородной красивой древесиной розовато-бурого или красно- бурого цвета. Прочная, твердая, тяжелая порода, хорошо обрабатывается и режется во всех направлениях, легко отделывается, хорошо полируется и воспринимает краску. Груша мало коробится. Без покрытия дерево быстро темнеет и начинает гнить.
Яблоня относится к ряду красивых и прочных пород древесины. Заболонь желторозового цвета, ядро красно-бурого. Древесина прочная, твердая, плотная, вязкая. Годичные кольца и сердцевинные лучи слабо заметны. Дерево хорошо режется, поддается обработке и отделке, точится на токарном станке. При высыхании дерево сильно коробится и усыхает. Наросты на стволах яблони (капы и наплывы) весьма декоративны.
Орех - ядровая порода с древесиной коричневого и серого цветов разнообразных опенков. Обладает красивой текстурой -волнистой, с широкими разводами. Древесина твердая и умеренно тяжелая, хорошо поддается механической обработке, легко режется, очень гибкая, при резьбе не крошится. Неплохо сопротивляется гниению. При отделке приобретает густо-коричневый опенок с приятным, благородным рисунком. Широко используется для изготовления оружия - черенов и ружейных лож.
Черешня, вишня имеют желто-коричневую древесину с сероватым опенком. При радиальном разрезе хорошо выявляется характерная полосатость. Дерево прочное, твердое, хорошо обрабатывается, режется и отделывается.
Рябина - порода ядровая с широкой заболонью красновато-белого цвета. Ядро темнее, красновато-бурого цвета. Древесина плотная, твердая, прочная, тяжелая, отличается хорошей сопротивляемостью ударам. Из рябины делают рукояти ударных инструментов, изделия, требующие большой прочности.
Ископаемая древесина характеризуется высокой твердостью, стабильностью свойств и повышенной хрупкостью. Имеет ограниченное применение, в основном на дорогостоящих художественно-декоративных изделиях. Широко применяется янтарь -преимущественно в странах Балтии. В настоящее время за счет развития средств упрочнения древесины ее прочность, как главный критерий выбора, отошла на второй план, уступив место красоте текстуры. В последние годы в моду вошла т.н. стабилизированная древесина, в которой поры заполняются акрилатами после специального процесса вакуумной сушки, а затем его полимеризуют. Такая древесная структура хотя и обладает повышенной стойкостью к гниению и твердостью, но имеет и повышенный вес (на 30-40% тяжелее исходной древесины). Кроме того, она менее эргономична.
Таблица 28.
Популярные в изготовлении рукоятей породы экзотической древесины
Наименование | Латинское наименование | Английское наименование | Место произрастания | Цвет | Характеристики | Возможность 1 вызывать I кожные и респираторные раздражения |
Африканский палисандр | Guibourtia Dcmeusei | Bubinga. Kevazinfo, African rosewood | .Африка | I Светло-красный, розовокрасный или фиолетовый с равномерно расположенным и пурпурными или лиловыми прожилками. | Плотная, стойки к действию вредителей древесина, средней твердости Хорошо | полируется. | низкая |
Кокоболи | Daibeisia retuu | Cocobolo | Центральная Америка | Сочетания красного, черного, оранжевого, коричневого, золотого и фиолетового с черными полосами или вкрапинами. Сердцевина имеет пестрый цвет от фиолетово- красного до желтого, с черными вкрапинами. | Высокопрочная | , порода, очень жестки и тяжели, ! смолистая с неравномерными сосудами и прекрасной текстурой Полируется очень гладко. 1 | высокая j |
Эбеновое дерево, черное дерево | Diocpyros enmiflora, D. ebenum, D. haploaylu. D. mclanoxyton. D. teticubta идр) | Ebony. | Тропическая Азия. Африка 1 | Окраска варьируется от зеленой до черной, однородного строения, годичные кальиа и сердцевинные лучи незаметны | Хрупки, тяж&иш, 1 твердая. 1 1 ) | высоки 1 |
Ироко 1 | | Chlorophora excels* | lroko | Ьпадная 1 Африка I | Желтовато-коричневая, частично похожая на тик. на воздухе постепенно темнеет. | Твердость средни. 1 Устойчива к изменениям микроклимата, к различным вредителям. | высоки |
! Ятоба. 1 кУРбЧ>ид | Hymcnaca couibacil | Locust | Тропические области Центральной и Южной 1 Америки ( | Декоративные юна от оранжево-коричневого ло фиолетового и темно- коричневого При шлифовке а отдельных случаях может проявляться окраска пор древесины от почти белой до желто-лимонной. | Тяжели, прочий, твердая н мастичная. Трудно обрабатывается, шлифуется и матируется почти дозеркал ьпого блеска. | низки |
j Миагони | Swietcma candollei | МаДщоп 1 I | Центральны Америка | Кросяовато-корячмеаый цвет. Текстура и строение волокон древесины весьма разнообразны. 1 | 1 Прочная, хороню полируется, устойчива к внешним воздействиям. | низкая | |
Мсрбау 1 | Mcibau | McitaM | | I Юго-Восточная 'Азия | Коричневый, от светлого до темно-коричневого, местами е вкраплением желтых прожилок. | Содержит в порах маслянистые всшсстьд, очень тверди, устойчива к воздействию влаги и вредителей, мало рассыхается. | низки |
Паяисаидр 1 1 I 1 1 | Dalbergia nigra | Rosewood 1 | Азия и Южная Америка | Разнообразие оттенков от темного и темно- коричневого до розовою и фиолетового с более светлыми продольными прожилками. На срезе видны выходы многочисленных пор (каналов) я виде мелких | черных точек или черточек | Тяжелая, прочная, твердая и эластичная. Трудно обрабатывается, шлифуется и полируется почти до зеркального блеска. | очень высокая | 1 1 1 1 , 1 |
Гту* 1 1 | ' Thuja plicau | Thuja | ( Северная Америкам Восточная Азия | Цвет древесины ■ неопределенный, чаше всего он представляет переплетенные бурые, коричневые, желтые я красные жилки. | Твердая и прочная 1 хорошо поддастся 1 механической J обработке, шлифовке и полировке. | низкая ] |
Железное I лгрсао, ИЛИ rapponw | персидская | : ftrroria pcrrica j | Iroimwd | Ьлижнии Восток | Бстьядрояая порода с древесиной б.тедно- розового цвета, со 1 временем приобретает ^ коричневатые оттенки. | Очень прочная и твердая, каткая. | высокая |
Змеиное 1 «рево, пиреганера | Pimincni tuianensis | ' Snakcwood | Центральная и Южная , Америка | Эффектный полосатый красно-коричневый узор. | Очень прочная и твердая, колкая, хорошо полируется | низкая j |
1 Бенге 1 1 i | MiUcilia laurenti | ‘ Тропические • области j Западной I Африки | Цвет at шлотисто- коричневого до ТОМ 110- > коричневого с черными ' прожилками Структура | крупная, , ровноволокнистая | 1 Тяжелая, плотная и прочная. В порах содержится много минеральных н 1 маслянистых веществ. 1 устойчива к воздействию влаги | и вредителей. | высокая 1 1 |
Хранение | Экспонирование | |
Температура | Стабильная, оптимально 18-22 "С. Не более 25 °С . | Стабильная, оптимально 18-22 °С. Не более 25 °С . |
'Относительная влажность | 45-55% | 45-55% |
Освещенность | В темном месте, освещенность не более 150 люкс. В случае усыхания кожи - не более 50 люкс. | ' В темном месте, освещенность не более 150 люкс. В случае усыхания кожи - не более 50 люкс. |
Ультрафиолетовое излучение | В темном месте, при наличии УФ излучения - не более 30pW/lm, максимум - 75pW/lm. | В темном месте, при наличии УФ излучения - не более 30pW/lm, максимум - 75pW/lm. |
1Бенге 1 1 i MiUcilia laurenti ‘Тропические •областиj ЗападнойI Африки Цветatшлотисто-коричневогодоТОМ110-> коричневогосчерными' прожилкамиСтруктура| крупная, ,ровноволокнистая 1Тяжелая, плотнаяи прочная.Впорах содержится много минеральныхн1 маслянистых веществ. 1устойчивак воздействию влаги|и вредителей. высокая 1 1 Хранение Экспонирование Температура Стабильная, оптимально 18-22 "С. Не Стабильная, оптимально 18-22 °С. Не более 25 °С . 'Относительная влажность 45-55% Освещенность В темном месте, освещенность не более 150 люкс. В случае усыхания кожи - не более 50 люкс. ' В темном месте, освещенность не более 150 люкс. В случае усыхания кожи - не более 50 люкс. Ультрафиолетовое излучение В темном месте, при наличии УФ излучения - не более 30pW/lm, максимум - 75pW/lm. В темном месте, при наличии УФ излучения - не более 30pW/lm, максимум - 75pW/lm. представляющие собой текстурированное углеродное или стекловолокно в связующих, которые характеризует высокая механическая прочность и стойкость к ударным нагрузкам.
Текстолиты (от лат. textus - ткань и греч., lithos - камень) - это материалы, состоящие из нескольких слоев ткани (наполнителя), пропитанной синтетической смолой (связующим). Наибольшей популярностью в изготовлении рукоятей пользуются текстолиты на основе стеклянных тканей - стеклотекстолиты, а также текстолиты на основе хлопчатобумажных (например, бязь, миткаль, бельтинг, шифон) тканей и тканей из искусственных и синтетических органических волокон (например, вискозных, полиамидных, полиэфирных) - собственно текстолиты. Наполнителем для них может служить также нетканый материал.
Другой популярный материал - гетинакс. Это слоистый пластик на основе бумаги и синтетических смол. Связующим чаще всего служат фенол-формальдегидные смолы. Наиболее известен материал под названием Микарта (Micarta) на основе нити или бумаги, который имитирует слоновую кость. Кроме того, благодаря очень красивому внешнему виду получили распространение пленкосодержащие электроизоляционные материалы, состоящие из полимерной пленки, склеенной с древесным шпоном, например, Паккавуд (Pakkawood). Они прочны, недороги и технологичны. Обладают повышенным весом по сравнению с внешне сходными материалами естественного происхождения. Следует отметить, что, несмотря на наличие отечественных аналогов, последние подчас значительно проигрывают в свойствах и внешнем виде зарубежным маркам. Так, отечественный аналог Pakkawood - дельта-древесину - делают на основе Невзрачного березового шпона, в то время как за рубежом давно применяют для улучшения внешнего вида шпон из ценных пород древесины.
Глава 16. Выбор ножа и уход за ним
Пока в человека живо чувство прекрасного, будут жить и люди, стремящиеся на нем заработать. Это не плохо - в конечном итоге именно спрос рождает предложение. Так произошло и с современными ножами. В угоду моде и конъюнктуре прилавки магазинов в последние годы ломятся от узорчатых дамасков, высокотехнологичных нержавеющих и старомодных углеродистых сталей. На рукоятях серийных моделей вновь появились рог, кость и экзотические породы древесины, иногда вдобавок щедро украшенные резьбой и инкрустацией. Вместо убогого коленкора и кожзаменителя на ножнах мы видим высококачественную кожу с тисненым орнаментом. Обсуждать несомненные эстетические достоинства этих моделей мы не будем, а поговорим о возможных проблемах, которые сулят такие ножи не коллекционеру, бережно хранящему их в коробочках, а практику, берущему их в поле или лес, на сплав или на рыбалку.
Как бы ни ругали эстеты недорогие ножики с клинками из низкоуглеродистой нержавеющей стали и рукоятями из пластмасс, носимые в пластмассовых жестких ножнах, их главное достоинство никогда критике не подвергается. Это - минимальный уход (а иногда и его полное отсутствие), освобождающее пользователя от необходимости следить за общим состоянием ножа, ограничиваясь исключительно его остротой и соображениями гигиены. Ко всему хорошему человек привыкает достаточно быстро. Поэтому для впервые взявших на природу дорогой нож бывает настоящим шоком, что оставленный мокрым дамасский клинок быстро покрывается рыжим налетом ржавчины, черен из красивой древесины без ухода начинает гнить, а высушенные наспех у костра шикарные кожаные ножны - коробиться и трескаться. После это можно услышать реплики, что, дескать, ножи эти сугубо декоративные и для дела совершенно не годятся. Не будем торопиться со скоропалительными выводами. Веками наши предки пользовались подобными материалами, причем не в пример чаще, дольше и интенсивнее, чем мы. Волрос следует ставить иначе - готов ли современный пользователь платить за внешнюю красоту и ряд положительных свойств традиционных материалов? Цена эта - не только деньги, но и правильный выбор, бережное хранение и уход, которые требуют знаний, времени и кое-каких дополнительных материалов.
Если такая цена неприемлема, то клиент волен выбирать между совсем недорогими моделями из низкоуглеродистой коррозионностойкой стали и пластмассы и более дорогим хай-теком. Идя навстречу пожеланиям покупателей, зарубежные фирмы давно освоили разнообразные современные материалы, нуждающиеся в минимальном уходе или не нуждающиеся в нем вовсе. Так, кобальтовые и титановые сплавы обеспечивают клинку недурной комплекс рабочих свойств в любых климатических условиях. Специально разработаны даже технологии производства коррозионностойких узорчатых сталей. Рукояти, выполненные из различных пластиков, пленкосодержащих электроизоляционных материалов и изопреновых каучуков, обеспечивают привлекательный внешний вид и неплохую эргономичность при минимуме ухода. Ножны, произведенные с использованием пластмасс, нейлоновых тканей и термопластиков, долговечны, надежно защищают клинок, не гниют, легко моются. Но не все так хорошо. Такие материалы далеко не всегда могут полноценно заменить старомодные аналоги. Высокие требования к ножу как профессиональному инструменту, вопросы эргономичности и просто эстетические соображения заставляют профессионалов и любителей вновь и вновь обращаться к традиционным сталям и натуральным отделочным материалам. Как правильно выбрать такой нож? Что должен представлять собой уход за ним? Что для этого необходимо?
Клинок
Первым делом следует убедиться внешним осмотром в правильности монтажа и качественной пригонке частей. На клинке проверяют ровность плоскостей и граней, отсутствие поводок и деформаций. Убедитесь в том, что режущая кромка имеет одинаковую толщину по всей длине и нож заточен - тупой клинок сразу после покупки потребует дополнительного времени, а иногда и денег, для приведения в рабочее состояние. Если на клинке есть покрытие, проверьте его однородность и качество. Убедитесь в том, что черен насажен на хвостовик ровно, без перекосов. Если черен насажен на клею, то его следов не должно быть видно. Ни черен, ни прибор при монтаже не должны иметь щелей или болтаться на хвостовике. Если используется пластинчатый монтаж, то накладки должны быть тщательно подогнаны к полосе хвостовика, заклепки быть аккуратными, а древесина вокруг них не иметь следов деформации и задиров. Проверьте отсутствие выступающих элементов, которые могут намять, порезать, натереть или иным образом травмировать руку при работе ножом, его извлечении или ношении. Сложность ухода за клинком из углеродистой стали можно определить уже на стадии его выбора. Такие виды механической поверхностной обработки, как штрих и матирование, позволяют придать поверхности остромодный антибликовый вид и снизить прилипание к нему нарезанных продуктов питания. К сожалению, такую «рубашку» себе могут позволить только коррозионностойкие стали. На клинке из углеродистой стали влага будет скапливаться в таких микронеровностях, содействуя оржавлению клинка и усложняя его очистку. Те же соображения актуальны при выборе клинка из Дамаска. Неправильное глубокое травление, вследствие которого поверхность клинка становится «рельефной», резко усложняет уход за ним и увеличивает риск коррозионных повреждений. Правильно протравленный Дамаск дает узор за счет различного цвета окислых пленок, служащих ему дополнительной защитой, а не за счет рельефной поверхности.
В силу этих причин клинки из углеродистой стали традиционно полируют. Это уменьшает площадь поверхности, контактирующей с влагой, физиологическими жидкостями и кровью, а также упрощает уход за сталью. В наши дни к полировке часто испытывают совершенно незаслуженное предубеждение, базирующееся на том, что полировка, дескать, достойна только дешевых дальневосточных моделей и столовых приборов, обрабатываемых электрохимическим способом. Беспокоиться насчет «дешевого» блеска не надо - естественное оксидирование быстро придаст клинку благородную патину, которая впридачу слегка защитит его и от действия влаги. Иногда клинок оксидируют, принудительно создавая защитные пленки. Поверхностные покрытия клинков из углеродистой стали - воронение, фосфатирование, никелирование, хромирование и т.п. -не роскошь и не декор, а необходимое средство дополнительной защиты стали.
При желании прежний блеск можно восстановить средствами чистки. Великолепно подходят для этого неабразивные автополироли, которыми можно чистить даже клинки с покрытиями на основе никеля и хрома. Мелкоабразивной автополиролью можно вывести пятна и следы коррозии. В качестве средства последующего сбережения клинка после чистки очень неплохо себя показали автополироли с воском Карнаубы. На клинок Достаточно 1-2 раза в неделю (а то и реже) нанести этот состав и заполировать согласно инструкции. Для нанесения этих средств подойдет ветошь и плотный поролон. В отличие от традиционных масел - растительных (подсолнечного, гвоздичного, камелии) и синтетических - такие средства обеспечивают клинку стабильную водостойкую пленку, к которой не прилипает грязь. Для устранения крупных очагов коррозии можно рекомендовать специальные мелкозернистые абразивные губки, известные среди знатоков огнестрельного оружия и автолюбителей под названием «стальная вата» (Steelwool), или популярный продукт от фирмы ЗМ - Scotch-Brite. Это более качественные заменители популярной наждачки «нулевки».
Сегодня в магазинах широко представлены складные ножи, завоевывающие все большую популярность за легкость, компактность и легальность. Наряду с общими требованиями к качеству исполнения, у них проверяют надежность фиксатора. Для этого нож поворачивают лезвием вверх и, удерживая большим и указательным пальцами так, чтобы при закрытии лезвие не попало по ним, наносят несильный удар обухом о твердую поверхность. Правильно сделанный фиксатор должен не дать ножу сложиться. Следующий тест - зажать рукоять плотно в ладони на манер молотка и проверить надежность работы фиксатора. Бывает, складки кожи ладони непроизвольно разблокируют его, воздействуя на неудачно расположенные органы управление работой фиксатора. Кроме того, следует проверить качество подгонки деталей складной модели. Клинок не должен иметь продольного и поперечного люфта, надежно фиксироваться не только в открытом, но и в закрытом положении. Лезвие не должно контактировать с внутренними деталями рукояти - иначе оно быстро затупится. Шарнир не должен быть ни слишком тугим, ни слишком разболтанным - открытие и закрытие клинка должно быть удобным.
Шарнир складного ножа является просто сборником для мелкого мусора и песка. Забиваясь налипшей грязью, он работает хуже, а подчас вовсе отказывается открываться, или открывается ценой обломанных ногтей или даже случайных порезов. Поэтому нелишним может быть выбор модели, конструкция которой позволяет ее неполную разборку для экстренной чистки «в поле». Для чистки можно использовать составы для ухода за оружием от Ballistol Klever. Так, Robla-Kaltentfetter Spray можно применить для полной очистки и обезжиривания сильно загрязненных металлических частей перед смазкой или консервацией, a Ustanol-Spray - для защиты и смазки шарнира.
Очень часто уплотнение клинка в шарнире между плашками произведено за счет пар тонких шайб, сделанных из фторопласта или бронзы. Смазка такого соединения (по крайней мере, пока целы шайбы) не очень целесообразна - достаточно поддерживать его в чистоте. Для этого рекомендуют продувку сжатым воздухом (компрессор, баллон со сжатым воздухом или углекислотой) или струей чистой воды под напором с обязательной последующей сушкой узла напором горячего воздуха (фен. тепловая пушка и пр.).
Если риск попадания влаги в шарнир велик, то можно его очистить дегризером- растворителем (от Robla-Kaltentfetter Spray до цепных дегризеров к мотоциклам и велосипедам, а также WD-40) с последующей закладкой нелипкой смазки типа Ustanol- Spray или «сухих» цепных смазок для мото- и велоцепей. В России представлен широкий ассортимент подобных средств от Liqui-Moly и иных производителей, 8 т.ч. с тефлоном для ухода за прецизионными механизмами. Кроме того, есть и специальные составы, которые часто используют за рубежом для ухода за механикой огнестрельного оружия и складных ножей (Tuf-Glide и Militec). Наносить их рекомендуют на очищенную, обезжиренную и нагретую до 80-100 °С металлическую поверхность в несколько приемов. К их основным недостаткам относится достаточно высокая цена. Допустимо ставить между клинком и плашками специальные шайбы из самосмазывающегося материала типа Nylatron (полиамид со смазкой производства DSM), которые обеспечивают плавную работу узла за счет низких значений коэффициента трения. Если плашки выполнены из титановых сплавов, которые плохо скользят по стали при интенсивном трении, то эти материалы тоже необходимо разделять шайбами.
Рукоять
Традиционно в России с ее нежарким климатом предпочтение отдается дереву. Оно и руку не холодит, и излишки пота впитывает, и в руке не скользит. К сожалению, иные производители в погоне за снижением себестоимости позволяют себе ставить неподходящую, некондиционную, недосушенную и плохо обработанную древесину. Поэтому при выборе ножа с деревянным череном стоит обратить внимание на наличие пороков и дефектов древесины.
Наиболее часто для изготовления рукоятей используют лиственные породы. При выборе рукояти обратите внимание и на то, как она обработана. Миллиметровый слой лака или краски хотя и обеспечит ей сохранность, но пользоваться такой рукоятью будет крайне неудобно - во влажной руке она будет напоминать кусок мыла. Необработанная древесина будет недолговечной. Поэтому черен должен быть упрочнен морилками и защищен пропитками на основе растительных масел и восков либо стабилизирован химическими веществами.
Пороками древесины считают недостатки отдельных ее участков, снижающие ее качество и ограничивающие возможность ее использования. К ним относятся разнообразные сучки, внутренняя заболонь, водослой и пр. Некоторые пороки могут использоваться в декоративных целях. Так, свилеватость и кап придают черену привлекательный вид. Дефектами называют пороки древесины механического происхождения, возникающие в ней в процессе заготовки, транспортирования, сортировки, сушки и механической обработки. Это различные трещины, поражения грибками и насекомыми, риски, ворсистость, задиры и пр. Наряду с недолговечностью, такая рукоять может быть и просто травмоопасна.
Очистку черенов из дерева можно производить средствами по уходу за мебелью. Современные мебельные многокомпонентные полироли помогут эффективно очистить рукоять, благодаря воску предохранят ее от воздействия влаги и старения, придадут блеск и аромат, скроют повреждения и царапины. Сильно поврежденную древесину можно обработать специальным силиконовым средством Balsm Schaftol, пропитать нагретым льняным маслом или смесью воска и натурального скипидара. Качественная мастика для пола также поможет увеличить продолжительность службы рукояти из древесины.
Крайне привлекательно выглядят наборные рукояти из дерева, бересты и кожи. При их выборе желательно убедиться в хорошей подгонке составных элементов рукояти, отсутствии растрескиваний, деформаций и выкрашиваний на них. Рукоять из бересты в особом уходе не нуждается - достачно ее своевременно очищать от грязи. А вот наборная кожаная рукоять требует повышенного внимания - срез кожи в разы более гигроскопичен, чем лицевая часть, и плохо обработанная намокшая рукоять может сильно деформироваться и перекоситься при высыхании. Однако, будучи залита слоем лака или проварена в парафине, она полностью теряет свои достоинства - упругость и надежность удержания.
Рог и кость менее прихотливы, но и им необходимо внимание. Рукояти из рога рекомендуют дважды в год подвергать обработке минеральным маслом (например, популярным продуктом Johnson's Baby Oil). Предварительно очищенную рукоять погружают в него целиком на 10-12 часов, а потом удаляют остатки масла. Чтобы не забыть, эту процедуру можно приурочить к сезонному переводу часов на летнее и зимнее время.
Кость (особенно слоновая) очень не любит резких температурных и влажностных перепадов - есть риск появления трещин. Поэтому при хранении рекомендуется поддерживать определенную влажность, например, имея неподалеку открытую емкость с водой. Во избежание пересыхания кость рекомендуют увлажнять небольшим количеством растительного масла - можно нанести его тонким слоем на ладонь и промазать этим количеством черен. Кроме того, будучи мокрой, рукоять из кости способна впитывать красители с ножен или газетной бумаги - подбор ножен и хранение такого ножа должно исключать маркие и нестойкие красители. Вообще же заботу о черенах из экзотичных материалов - окаменевших ископаемых останков, слонового или моржового бивня - лучше доверить профессионалу.
Ножны
Очень важен правильный выбор ножен. Малоизвестный факт - правильно выполненые качественные ножны могут стоить не меньше самого ножа. И не зря - какой толк будет от клинка, потерянного в лесу из-за их неудачной конструкции? Внимание стоит уделить как их функционализму, так и уровню исполнения. Общими являются требования надежной фиксации ножа в походном положении, легкости извлечения и вкладывания, удобства при движении и нахождении в транспортном средстве или засаде, защиты ножа от грязи и влаги, безопасности владельца от ран ножом при случайном падении, ремонтопригодности и стойкости к условиям окружающей среды. Не менее важно и то, как ножны сделаны. Это критерий того, как производитель относится к клиенту. Шов должен быть прочным, аккуратным, с правильной ровной строчкой. Строчка должна быть хорошо утянута, без пропусков, обрыва нитей. Концы нитей закреплены и не должны быть видимыми. Обрезные края ножен должны быть чисто и аккуратно обработаны, тщательно закрашены под цвет лицевой стороны и заглажены. Цвет ниток должен гармонировать с окраской кожи. К ножу с плохо прокрашенными ножнами, не соответствующими размеру ножа, с незаделанными «бахромящимися» линиями среза, из низкокачественной кожи, прошитой гнилыми нитками, и скрепленными ржавыми заклепками придется искать другие ножны. Их изготовление под заказ может оказаться весьма накладным, хотя многие опытные пользователи в конечном счете так и поступают: серийный продукт далеко не всегда блещет функциональностью и продуманностью.
Традиционно ножны делают из кожи, вырабатываемой растительным дублением из шкур крупного рогатого скота, свиней и лошадей. Наиболее широкое распространение на ножнах получили «бычок» (производят из шкур молодняка толщиной до 4 мм), «яловка» (кожа коровы, эластичная, с ровным красивым лицевым слоем, толщиной до 2.5-4 мм), а также «бычина» (кожа быков, самая толстая и тяжелая с грубой, рыхлой структурой). Необходимо убедиться в качестве кожевенного сырья, из которого произведены ножны. Наиболее частыми дефектами являются жесткость (гремучесть при прощупывании кожи), маркость кожи (неустойчивость окраски к сухому и влажному трению), отдушистость (отставание лицевого слоя кожи, проявляющееся в виде морщин на лицевой поверхности, образующееся при сгибании ее лицевой поверхности внутрь и не исчезающее после распрямления кожи), рыхлость, неровная окраска, царапины, ссадины и сдиры.
Следует иметь в виду, что значительная часть кож обрабатывается хромовыми реактивами, что может вызвать коррозию оставленного в них надолго клинка из углеродистой стали. Некоторые производители используют на ножнах толстую жированную кожу, которая не впитывает влагу, типа юфти, или даже делают пластиковые вставки для увеличения их жесткости. При этом из виду упускается то, что внутренняя полость ножен должна впитывать избыточную влагу с клинка, а не оставлять его влажным. Надо четко осознавать: кожаные ножны без проблем способны переносить многократное намокание и высыхание, а вот углеродистая сталь на влажность реагирует отрицательно. Поэтому, если без вставки обойтись нельзя, ее выполняют из древесины. Очень практичны цельнодеревянные ножны, но в силу трудоемкости их изготовления они встречаются крайне редко.
Подавляющее большинство пользуется кожаной обувью, поэтому элементарные представления об уходе за кожаными изделиями есть у каждого. Храниться они должны в прохладном месте в шкафу, ни в коем случае не в целлофановом пакете. Необходимо периодически просушивать и проветривать ножны на воздухе, но не под открытыми лучами солнца, очищать от грязи, сушить вдали от отопительных приборов, смазывать кремом. В обувных магазинах представлен широчайший ассортимент соответствующих средств. Стоит воздержаться лишь от использования самых дешевых и низкокачественных из них. Хорошо подходят средства на натуральном пчелином воске. Производители рекомендуют наносить его в несколько тонких слоев, но возможны варианты: нанести крем густым слоем на кожу, а затем разогреть феном, чтобы он расплавился и лучше впитался в кожу. Такой обработки кожаных ножен хватит на достаточно длительный выход в непогоду. Для очистки от грязи выполненных тиснением узоров и нанесения составов можно использовать бывшую в употреблении зубную щетку с обрезанной до 3-5 мм щетиной. С мылом мыть кожу нежелательно, следует использовать специальные моющие средства для кожи или, в крайнем случае, обычную мыльную пену, которая почти не содержит щелочи.
Помните - некачественные или неправильно сделанные ножны - это не только риск повреждения и утраты ножа, но и опасность получения от него травмы.
Глава 17. Некоторые популярные легенды
Лазерная, ультразвуковая и электрохимическая заточка
«Ножи заточены лазером». Знакомый рекламный лозунг, не так ли? Лазер действительно получил широкое распространение как в изготовлении ножей (им производится раскрой листового проката под клинки и плашки складных ножей из сталей и сплавов), так и в машиностроении (термообработка лазером). Но точит клинки не лазер. После шлифовки клинок ножа затачивается на специальных машинах с помощью мелкозернистых шлифовальных камней и фетровых кругов. Угол заточки контролируется специальными прецизионными измерительными системами, включающими лазер для измерения погрешности перемещения подвижных частей станков. Таким образом, начиная от острия и до пятки клинка угол заточки практически одинаковый, а поверхность - гладкая и однородная. Этим достигается высокое качество заточки, долговечность РК и высокая производительность труда, необходимая в массовом серийном производстве.
Следует отметить, что лучшие и эксклюзивные модели продолжают затачивать вручную даже в таких странах, как Япония. Вообще же современная тендения массового производства заключается в уходе от дорогого ручного труда и переходе на механизированные средства заточки. Этим и объясняются многочисленные спекуляции вокруг механизированных способов придания ножу остроты. Так, менее качественная, чем лазерная, ультразвуковая (УЗ) заточка основана на том же принципе, что и УЗ шлифование или полирование. Суть - воздействие вибрацией на шлифовальные или полировальные инструменты, шлифовальные или полировальные среды и детали. УЗ заточка и суперфинишная обработка поверхностей заготовки может производиться с помощью абразивных брусков, двигающихся возвратно-поступательно с высокой (ультразвуковой) частотой.
Модули для электрохимической заточки инструмента (скальпели, иглы, ножи) действуют на принципах, аналогичных установкам для электрохимического полирования: затачиваемые клинки подвешивают особым образом в электролитической ванне как аноды, т.е. к ним подводят положительный потенциал от источника постоянного тока. За счет растворения поверхностных слоев происходит съем металла с клинка и, таким образом, он затачивается.
Хирургическая нержавеющая сталь
Часто производитель сообщает о марке стали клинка лишь то, что это «хирургическая нержавеющая сталь». Как было указано выше, нержавеющая сталь - это сплав на основе железа, содержащий определенное количество хрома. Кроме того, нержавеющие стали делятся на классы. Подразделение сталей на классы по структурным признакам является условным и производится в зависимости от основной структуры, полученной при охлаждении сталей на воздухе после высокотемпературного нагрева. По микроструктуре после нормализации они делятся на следующие классы: мартенситный - стали с основной структурой мартенсита; ферритный - стали, имеющие структуру феррита; аустенитный - стали, имеющие структуру аустенита: дуплексный (мартенситно-ферритный, аустенитно-мартенситный и аустенитно- ферритный). Рассмотрим те марки сталей, которые традиционно относят к «хирургическим»..
1. Стали с содержанием углерода от 0.2 до 1% и хрома от 12 до 18%. Эту группу именуют «мартенситные нержавеющие стали» - они являются магнитными и подвергаются закалке. Именно из этой группы делают ножи и хирургические инструменты. Это такие стали, как 410 (наиболее распространена на инструментах), 420 (ножи и скальпели), 440 (ножи). Последние две категории были подробно рассмотрены ранее.
2. Стали с содержанием углерода до 0.2% и хрома от 12 до 18%. Это ферритные нержавеющие стали. Они являются магнитными, но закалку не воспринимают. В быту преимущественно используются в кухонной утвари и столовых приборах. Изредка - на ножах дайверов. Наиболее распространенные в быту марки - 409 (жаростойкая) и 430 (отечественный аналог 12X17, т.н. «пищевая нержавейка»). Эту группу маркируют и иным способом: 18/0:18% хрома и 0% никеля.
3. Хром-никелевые стали. Это аустенитные нержавеющие стали, которые не закаляются, но упрочняемые при обработке в холодном состоянии, не магнитные, имеют самые лучшие гигиенические и коррозионностойкие показатели, высокую жаростойкость и холодостойкость. Это стали типа 304 (наиболее популярная для сантехники, пищеперерабатывающего оборудования, отечественный аналог 08X18Н10), 310 (жаростойкая - духовки, грили и пр., аналог 20Х23Н18), 316 и 317 (коррозионностойкие, аналог 08Х17Н13М2 и 03X16H15M3 соответственно). Именно из 316 и ее модификаций (316L и 316Ti) делаются хирургические имплантанты и аксессуары для пирсинга, поэтому ее тоже называют «хирургической». Кроме того, эту группу маркируют и иным способом: 18/8 -18% хрома и 8% никеля, 18/10 -18% хрома и 10% никеля.
Таблица 30.
Процентный состав т.н. «хирургических» нержавеющих сталей
Марка стали, AISI | Химический состав, % | |||||
С | Мп | Si | Сг | Ni | Мо | |
410 | 0.15 | 1.00 | 0.500 | 11.50-13.00 | - | - |
430 | 0.12 | 1.00 | 1.000 | 16.00-18.00 | 0.75 | - |
304 | 0.08 | 1.00 | 1.000 | 18.00-20.00 | 8.00-10.S0 1 | - | |
316 | 0.08 | 1.00 | 1.000 | 16.00-18.00 | 10.00-14.00 | 2.00-3.00 |
Хирургические инструменты часто выполняют по модульному принципу. Первый модуль - рабочие части - изготавливают из хромникелевых сталей типа 316 вакуумноиндукционной выплавки с добавлением молибдена, кобальта, алюминия, титана и гафния. Сталь подвергается упрочняющей термической обработке, при этом твердость рабочих частей составляет 48-52 HRC. Коррозионная стойкость при этом выше, чем у традиционных нержавеющих сталей аустенитного класса (так называемые «пищевые» нержавеющие стали). Второй модуль - ручки инструментов изготовлены из хромникелевых сталей аустенитного класса. Для повышения коррозионной стойкости она проходит специальную термическую обработку с получением однородной структуры аустенита. Добавление в сталь сильного карбидообразующего элемента - титана - способствует связыванию углерода и предотвращает возможное развитие межкристаллитной коррозии, столь характерной для большинства близких по составу так называемых «пищевых* нержавеющих сталей. Тем не менее, для снижения вероятности коррозии шероховатость поверхности инструмента не превышает 1,6 мкм. В ножеделии нашли применение и такие стали - из числа наиболее известных следует назвать Н1, используемую на ножах фирмы Benchmade для дайверов, и нашу отечественную сталь ЭП853, хорошо известную всем служившим в армии по штыкам-ножам.
Как видите, термин «хирургическая сталь» крайне некорректен и расплывчив - под него подходят и стали типа 420 и 440, годные для ножей, и 430, пригодные ограниченно (столовые ножи), а также 316 и 304 - малопригодные (кроме специальных условий -типа немагнитных ножей дайверов). Чаще всего под таким обозначением скрываются сравнительно недорогие низкоуглеродистые коррозионностойкие стали типа 410,420 и 430 с весьма скромными режущими свойствами. Примерно оценить их поможет магнит. К сталям типа 420 и 440 он притягивается достаточно интенсивно, а стали типа 316 и 304 являются немагнитными.
Ковка и штамповка
В магазинах средней руки вам часто предложат «настоящие кованые» кухонные ножи. Естественно, они будут рекламироваться как самые лучшие. Для вящей убедительности на стенах бывают развешаны плакаты и наглядные пособия, описывающие стадии изготовления ножа из стальной болванки. Обратимся к теории.
Ковка - способ обработки металлов давлением, при котором после многократного прерывистого воздействия инструмента на заготовку она приобретает заданные форму и размеры. Различают ковку в штампах (подкладочных) и без применения штампов-так называемую свободную ковку. При свободной ковке (ручной и машинной) металл не ограничен совсем или ограничен с одной стороны. При ручной ковке кувалдой или молотом воздействуют непосредственно на металл или на инструмент. Машинную ковку выполняют на специальном оборудовании - молотах с массой падающих частей от 1 до 5000 кг или гидравлических прессах, развивающих усилия 2-200 МН, а также на ковочных машинах. Основное назначение процесса ковки при изготовлении клинков -деформирование металла с целью улучшения микроструктуры и получения тонкого строения мартенсита в сравнении с мартенситом, полученным после обычной обработки. При этом опытные кузнецы считают, что осадка стали в ходе ковки дожна составлять не более восьмой части от исходного объема, - только тогда клинок получит нужный набор свойств. Второй момент -такая ковка особенно оправдана на низкоуглеродистых легированных или нелегированных сталях, а вот высокоуглеродистые и сложнолегированные стали улучшить ковкой уже достаточно сложно, особенно в условиях небольших кустарных мастерских. Как правило, более стабильное и высокое качество микроструктур высокоуглеродистой стали, используемой в серийной ножевой промышленности, достигается при ее промышленной прокатке или ковке. Так что ручная ковка, произведенная кузнецом средней руки, вряд ли добавит клинку особых свойств.
При ковке в штампах металл ограничен со всех сторон стенками рабочей полости штампа и при деформации приобретает форму, соответствующую этой полости. Поэтому такая разновидность ковки получила название штамповки. Она также является разновидностью кузнечно-штамповочного производства. Штамповка - процесс обработки металлов давлением, при котором формообразование детали осуществляется в специализированном инструменте - штампе. По виду заготовки различают объемную штамповку и листовую штамповку, по температуре процесса - холодную и горячую штамповку. Именно горячей штамповкой в прежние времена производились клинки ножей ответственного назначения. Объемная штамповка (или штамповка сортового металла) по сравнению с ковкой позволяет получать поковки более сложной конфигурации, требующие значительно меньшей обработки резанием для окончательного оформления детали, к примеру - клинка ножа.
Границы между этими процессами (свободной ковкой и штамповкой) изменяются по мере совершенствования кузнечно-прессового оборудования и увеличения развиваемого ими усилия деформирования. Поскольку стоимость штампов наряду со стоимостью металла заготовки является основной составляющей себестоимости поковки, применение объемной штамповки экономически выгодно при серийном производстве. По сравнению с ковкой она обеспечивает большую производительность благодаря тому, что пластически деформируется одновременно вся заготовка или значительная ее часть. Глядя на цену большинства современных «кованых» поварских моделей (изготовленных на самом деле штамповкой, причем далеко не всегда -горячей) нельзя не порадоваться - это очень недорого. Аналогичный нож, изготовленный сегодня автоматической ковкой, будет дороже в разы. А уж ручной - на порядок. К сожалению, есть и оборотная сторона медали.
Объемная штамповка имеет естественные ограничения: объем деформируемого в штампах металла и величина его усадки, влияющая на свойства. В ходе штамповки материал заготовки деформируется не столь значительно, как при ковке, что не позволяет говорить о значительном улучшении микроструктуры металла, как это происходит при ковке или прокате. Скорее можно говорить о технологичности и снижении себестоимости клинков, полученных матрично-штамповыми методами. Немцы из фирмы Хенкельс не зря возятся с более сложной и дорогой технологией SCT (Sintermetal Component Technology), позволяющей собирать нож из разных частей. Клинок даже у них выполняется штамповкой из проката, а шейка и рукоять изготавливаются методами порошковой металлургии, что придает им вид кованых. Рукояти ножей, изготовленные методом объемной штамповки, намного более технологичны, но за счет меньшего объема металла менее эргономичны (сравните удобноство ручки немецкого профессионального «шефа» и сходного испанского либо бразилького ножа). Поэтому профи в массе предпочитают немецкие, а не испанские поварские ножи.
Для человека со стороны полуфабрикаты, полученные ковкой и штамповкой, внешне неотличимы. Да и сама технология без пояснений будет не очень понятна - на заводах используется похожее оборудование: автоматизированные комплексы для ковки и штамповки с ЧПУ. Разница между ковкой и штамповкой проявляется только на качестве клинка: ковка позволяет получить изделие с более высоким комплексом свойств. В принципе, об этом знают все, посему и продавцы (кто искренне заблуждаясь, а кто и специально) допускают «маленькую неточность», говоря, что ножи произведены не «ковкой в штампах» (т.е. объемной штамповкой), а просто ковкой.
Сегодня качественный клинковый прокат по своим свойствам ничем не уступает клинкам, полученным ковкой, а в чем-то его и превосходит. У японцев он производится из современных сталей типа VG10 и MBS-26. Немцы используют аналоги - 425 (X45CrMoV15 и Х55СгМо14) и, реже, 440А. Ковка же сегодня сохранилась, в основном, на авторских моделях - это достаточно дорого и в серийном производстве нерентабельно. Кроме того, качество ковки, особенно ручной, очень зависит от квалификации кузнеца - без должного опыта и навыка металл можно не только не улучшить ковкой, но и вообще испортить.
Клапанная сталь
Под этим названием, популярным у россиян старшего поколения, скрывается хромокремнистомолибденовая жаропрочная сталь 40Х10С2М (или ЭИ107). Ее основное назначение - впускные клапаны моторов. Выпускные клапаны производятся из хромникельвольфрамовой стали и закалку не воспринимают. Популярность стали 40X10С2М в СССР объясняется ее коррозионной стойкостью и сравнительной доступностью со списанной техники. Первые отечественные модели из коррозионностойкой стали производились в Златоусте еще в начале 30-х годов XX века, однако в связи со стратегическим характером такого сырья и ограничениями, наложенными на оборот ножей в середине 30-х, объемы их выпуска были крайне незначительными при высоком спросе. Поэтому вплоть до середины 70-х годов, когда на предприятиях ООиР было, наконец, развернуто производство ножей с клинками из стали 40X13 и 65X13, это было единственное доступное сырье для клинка, обладающего коррозионной стойкостью. Примечательно, что аналогичные стали хотя и существовали за рубежом, но применялись на ножах крайне редко. Не в последнюю очередь потому, что сталь эта, будучи использована для изготовления клинка, отнюдь не обладала какими-то выдающимися свойствами. Так что данную марку стали можно в определенном смысле назвать национальной российской. Клинки из нее и сегодня производятся рядом предприятий г. Златоуста.
Клинки, не нуждающиеся в заточке
Именно так представляют группу изделий, появившихся на прилавках в последние годы. В эту группу входят разные модели. Разберем их по порядку.
Серрейторные клинки. Действительно, «убить» пилу насмерть, так, чтобы она совсем ничего не пилила, очень сложно. С другой стороны, чем больше серрейтор запущен, тем сложнее и тяжелее им что-то резать. В конечном итоге, таким «незатупляемым» ножом либо перестают пользоваться вовсе, так как это требует слишком больших физических усилий, либо пытаются отдать его на заточку, где из него обычно делают вполне заурядный нож.
Клинок с износостойким напылением. Как правило, это клинки, имеющие одностороннее или, реже, двустороннее износостойкое напыление. Очевидно, что такие ножи можно точить только с одной стороны: в противном случае первая же заточка удалит износостойкое покрытие. Кроме того, такой тонкий напыляемый на одну сторону РК слой способен резать тем дольше, чем аккуратнее им работают. К сожалению, твердость износостойкого покрытия очень сильно отличается от твердости клинка, вследствие чего рано или поздно покрытие начинает скалываться или облезать. В результате РК такого клинка начинает осыпаться и ее приходится перетачивать, удаляя ее износостойкое покрытие и, тем самым, превращая клинок в обычный.
Клинки высокой износостойкости. К этой группе относят керамические клинки. Они также требуют крайне бережного и аккуратного обращения, иначе РК скалывается. Со временем и они склонны к износу и также требуют заточки.
Тем не менее, в практике встречаются случаи, когда пользователь даже гордится тем, что годами не прикасался точилом к клинку. Это свидетельствует либо о крайне аккуратном обращении с ножом (нетолстый спуск у РК клинка просто периодически поправляют мусатом или оселком), либо, наоборот, о крайне небрежной работе им невзыскательного пользователя, режущего (а чаще - просто давящего) тупым клинком.
Самозатачивающиеся клинки
Под этим определением понимается клинок, который сам себя точит в процессе работы. На самом деле период самозатачивания характерен для очень небольшой группы сталей, имеющих в структурезначительные содержания карбидов (высокоуглеродистые легированные стали) или волокна цементита (типа булата). Он отмечается после периода приработки клинка и связан с более интенсивным износом матрицы, «обнажающим» на поверхности РК «микрозуб». Самозатачивание носит временный характер - со временем «микрозуб» выкрашивается, скалывается или заполировывается заподлицо с матрицей, на РК возникают площадки износа и клинок перестает эффективно резать. Чтобы он начал резать снова, необходима его обычная заточка. В теории возможно подобрать такие режимы, чтобы клинок сам себя затачивал достаточно долго, не нуждаясь в помощи со стороны владельца с абразивным инструментом. На практике, однако, такое случается очень редко.
Чудеса ВПК
Довольно часто среди любителей ножей ходят удивительные байки о чудо-клинках, произведенных некогда в недрах оборонных заводов и исследовательских лабораторий. Эти клинки якобы имели удивительные свойства: их сгибали пополам и они распрямлялись без остаточных деформаций, рубили чугунные батареи парового отопления и резали стекло как алмаз, после чего продолжали брить волосы на руках. К сожалению, все попытки автора увидеть такой нож или хотя бы узнать фамилию чудо-умельца, сделавшего его, успехом не увенчались: рассказчики ссылались на забывчивость, статьи УК и даже на страшную клятву молчания, которую с них якобы взял владелец такого ножа.
Нельзя отрицать возможность того, что где-то в глубоком подполье творил анонимный ученый или талант-самородок, производивший нечто уникальное по свойствам. Специфическое отечественное законодательство недвусмысленным образом влияло на стремление такого мастера к анонимности. Однако, думается, что подавляющее большинство таких историй связано скорее с ужасным качеством серийного отечественного ширпотреба второй половины XX века и крайне невысоким уровнем прочих самоделок, на фоне которого более-менее грамотно сделанный клинок выглядел как некая магия и чудо.
Другая, не менее часто встречающаяся тема, уже касается попыток самому создать нечто из остатков отечественного ВПК. Звучит это так: «У меня есть (турбинная лопатка, кусок танковой брони, часть соплового блока ЖРД и т.д. и т.п. - нужное подставить). Как из него сделать клинок?» Как показывает практика, клинок можно сделать почти из всего - аборигены Малайзии используют для этого даже бамбук. Другой вопрос - насколько качественным и функциональным он будет. Выбор оптимального режима ТМО любого экзотического сырья для задания нужных для клинка свойств требует либо академических знаний, либо феноменальной интуиции. Впрочем, если есть время и средства, можно и поэкспериментировать. Как знать, может быть и в самом деле когда- нибудь у вас получится нечто редкое и удивительное?
Словарь современных ножевых терминов
1070-1095
AIS11070,1080,1084,1095
Популярные среди американских производителей марки углеродистых конструкционных сталей, используемых в т.ч. для изготовления ножевых клинков. Содержание углерода (С) от 0.66 до 1%, марганца (Мп) - 0.6-0.9%. Пережив пик популярности в первой половине XX века, сегодня используются преимущественно на недорогих нескладных моделях фирмами Ontario, Ka-Bar, Camillus.
Аналоги: Германия DIN - С92 D; Россия - 70, 75,85; Япония - JIS SWR9.
15N20
Шведская инструментальная сталь от UDDEHOLM AG с повышенным содержанием никеля, используемая совместно с UHB20C или UHB15LM для придания контраста современным клинкам из дамасской стали шведского производства.
Состав: С 0,75%, Si 0,3%, Мп 0,4%, Р 0,02%, S 0,015%, Ni 2,0%.
17-7 PH
Ферритная хромистая сталь, используемая в США (Buck) для изготовления ножей для дайвинга.
Состав: С 0.09%, Сг 17%, Мп 0.5%, Ni 7%, A11,25%, Si 0.3%.
1770
1770 SS (Sweden Standard)
Популярная для производства клинков шведская конструкционная сталь.
Состав: С 0.7%, Мп 0.5%, Si 0.3%.
Аналоги: Россия - 65ГА, США - AIS11070, Германия - DIN Ck 67 (С 67 Е).
1778
1778 SS (Sweden Standard)
Популярная в производстве клинков шведская конструкционная сталь. Используется как составляющая в дамасских сталях. Фирменное название UDDEHOLM AG - UBH15LM. Состав: С 0.75%, Si 0.2%, Мп 0.73%.
Аналоги: Россия - 75А, США - AIS11078, Германия - DIN Ck 75 (С 75 Е).
UHB17LM
Конструкционная сталь от UDDEHOLM AG, используемая в производстве дамасской стали. Состав: С 0.85%, Si 0.3%, Мп 0.55%, V 0.2%.
1870
1870 SS (Sweden Standard)
Популярная в производстве клинков шведская конструкционная сталь. Используется как составляющая в дамасских сталях. Фирменное название UDDEHOLM AG - UHB20C. Состав: С 1.0%, Si 0.3%, Мп 0.4%.
Аналоги: CUJA-AIS11095, Германия-DIN Ck 101 (С 101 Е).
154-СМ (CPV-10M)
Американская коррозионносто йкая подшипниковая сталь. Широко применяется в США для изготовления клинков с начала 70-х годов XX века.
Состав: С 1.05%, Сг 14.0%, Мп 0.5%, Мо 0.4-0.55%.
Японский аналог - ATS-34 от Hitachi, шведский - RWL34.
Класс американских коррозионностойких хром-никелевых сталей, используемых для плашек и рукоятей складных ножей и на прибор нескладных, например 316, 304, 310 и др. Не воспринимает закалку.
Состав: С 0.15%, Мп 2.00%, Si 1.00%, Сг 17.00...19.00%, Ni 8.00...10.00%. Также известны под названием 18/10 и 18/8.
400
Класс американских низкоуглеродистых коррозионностойких хромистых сталей, используемых для замков, фиксаторов, фурнитуры и клипов складных ножей, например 410 и 416. Воспринимают закалку.
Состав: С 0.15, Мп 1.00, Р 0.040, S 0.030, Si 1.00, Сг 11.50/13.00.
420
(AISI 420, UNS S42000)
Класс американских низкоуглеродистых коррозионностойких хромистых сталей, используемых для изготовления клинков, а также фиксаторов и пружин для складных моделей. Воспринимают закалку. Высокая прочность и коррозионная стойкость, стойкость режущей кромки - слабая.
Состав: С 0.15.0.35%, Мп 1.00%, Si 1.00%, Сг 11.50...13.00%.
Аналоги: Dauphinox (Франция) - ТР1МО, ТР1, Т1; Россия - 3X13; Япония - AUS4, JIS SUS420J1; Швеция - Sandvik АВ - 6С27, 7С27Мо2; UDDEHOLM AG - OPTIMAX, STAVAX ESU; Германия - Werkst. Nr 1.4034, DIN Х40 Сг 13.
425
Класс американских коррозионностойких хромистых сталей, используемых для изготовления клинков, «модифицированная» повышенным содержанием углерода версия 420, известная также под названием 420НС, 420mod и пр.
Состав: С 0.40.0.65%, Мп 0.35...0.9%, Si 1.00%, Сг 13.5%.
Аналоги с содержанием углерода до 0.5%: Dauphinox (Франция) - Т5МО, T5MOV; Россия - 45X13, Sandvik АВ (Швеция) 12C27Mod; Япония - JIS SUS420J2; Германия - Werkst. Nr 1.4116, DIN Х45 CrMoVI 5. Аналоги, имеющее повышенное содержание углерода: Dauphinox (Франция) Т7МО, T6MOV; Россия - 50X14МФ, 65X13; Япония - AUS6; Sandvik АВ (Швеция) 12С27, 13С26; Германия - Werkst. Nr 1.4110, DIN Х55 CrMo14.
440А
(AISI 440А, UNS S44002)
Американская коррозионностойкая хромистая сталь, используемая для изготовления клинков.
Состав: С 0.60...0.75%, Мп 1.0%, Si 1.00%, Сг 16.00...18.00%, Мо 0.75%. Хорошее сочетание антикоррозионной стойкости и прочности.
440В
(AISI 440В, UNS S44003)
Американская коррозионностойкая хромистая сталь, используемая для изготовления клинков.
Состав: С 0.75...0.95%, Мп 1.0%, Si 1.00%, Сг 16.00...18.00%, Мо 0.75%. Хорошая стойкость режущей кромки; прочность и антикоррозионная стойкость - удовлетворительная. Аналоги: Dauphinox (Франция) Т7МО, T6MOV; Россия - 95X18; Япония -AUS8, AUS8A, MBS-26; Sandvik - 19С27; Германия - Werkst. Nr 1.4112, DIN Bezeichn. X90 CrMoV18, Boehler Edelstahl GmbH & Co. KG (Австрия) - N685.
440С
(AISI 440C, UNS S44004)
Американская коррозионностойкая хромистая подшипниковая сталь, используемая со второй половины 60-х в изготовлении клинков. Состав: 0.95/1.20 С, 1.00 Мп, 0.040 Р 0.030 S, 1.00 Si, 16.00/18.00 Сг. 0.75 Мо. Хорошая стойкость режущей кромки, склонна к трещинообразованию и охрупчиванию, антикоррозионная стойкость удовлетворительная.
Аналоги: Dauphinox (Франция) Т9МО, Франция - ANFOR Z90CDV18, Россия - 110X18 Германия - Werkst. Nr 1.4125 и DIN Bezeichn. X105 CrMol 7.
440XH
Коррозионностойкая сталь, используемая в производстве штампов и матриц, имеет ограниченное применение в изготовлении клинков ножей. Известна под названием «коррозионностойкая D2».
Состав: С 1.60%, Мп 0.50%, Мо 0.80%, Si 0.40%, Сг 16.00%, Ni 0.35%, V 0.45%.
5160
Американская углеродистая конструкционная сталь, популярная в производстве ножей для тяжелых работ.
Состав: С 0.56-0.64%, Si 0.15-0.30%, Сг 0.70-0.90%, Мп 0.75-1.00%.
Аналоги: Германия - DIN 55Cr3, Werkstoff Nr 1.7176; Франция - ANFOR, EVRONORM 55СЗ, 55СгЗ; Россия - 50ХГА; Япония - SUP9, SUP9A.
52100
(AISI Type Е52100, UNS G52986)
Американская подшипниковая сталь, используемая для изготовления клинков.
Состав: С 1.00%, Мп 0.30%, Si 0.25%, Сг 1.40%.
Аналоги: Германия - DIN ЮОСгб, Werkstoff Nr 1.3505; Франция - ANFOR, EVRONORM ЮОСгб, 100С6; Россия - ШХ15; Япония -JIS SUJ2.
А-2
(AISI Type А2, UNS Т30102)
Американская инструментальная сталь для вальцов, штампов и пуансонов, используемая в изготовлении клинков.
Состав: С 1.00%, Мп 0.80%, Si 0.30%, Сг 5.25%, Мо 1.10%, V 0.20%.
Аналоги: Россия - 95Х5ГМ; Германия - X100CrMoV5.1 (DIN); Япония - SKD-12 (JIS); Швеция - (UDDEHOLM AG) - Rigor.
ABS
Термореактивный пластик АБС (тройной сополимер стирола, акрилонитрила и бутадиена). Его российский аналог-стирол-бутадиен-акриловые пластики марок СНП-2 и СТЭН. Очень стоек, в т.ч. и к активным химическим веществам, прочен, сравнительно недорог и технологичен. Популярный материал для изготовления рукоятей ножей (преимущественно кухонных).
AEB-L
Популярная шведская коррозионностойкая сталь от UDDEHOLM AG для изготовления хирургического инструмента, бритв, кухонных ножей. Хорошая обрабатываемость, легкость в переточке.
Состав: С 0.65%, Si 0.4%, Мп 0.6%, Сг 18%.
AISI
Американский институт железа и стали (American Iron and Steel Institute) - североамериканская ассоциация производителей сталей и сопутствующего
оборудования, занимающаяся в т.ч. и вопросами стандартизации номенклатуры сталей и сплавов.
Almite
Микроскопическое покрытие для защиты поверхности алюминиевых деталей на основе анодирования с окраской анилиновыми красителями. Обладает красивым внешним видом и повышенной износостойкостью.
Alternative Ivory
Полиформальдегид, напоминающий внешним видом слоновую кость. Популярный искусственный материал на рукояти ножей.
Alumina Ceramic
Абразивные материалы в виде брусков и кругов для обработки и заточки клинков из сталей и других металлов. Представляют собой окись алюминия Аl2O3», известную также под названием “корунд" в керамическом связующем. Цвет зависит от примесей. Мелкокристаллический непрозрачный корунд серовато-черного цвета именуют наждаком; красные разновидности корунда именуют техническими рубинами; синие, голубые, зеленые, фиолетовые, желтые, оранжевые - сапфирами. Корунд занимает второе место по твердости (9 по шкале Мооса) и абразивной способности после алмаза. Плотность корунда 3,99-4,05 г/см3.
Aluminium 6061 Т-6
Авиационный алюминиевый сплав, пользующийся популярностью при изготовлении рукоятей складных ножей за высокие прочностные свойства и технологичность. Как правило, анодируется с созданием покрытия для лучшей эргономичности и износостойкости.
Ао Garni
Углеродистая сталь производства корпорации Hitachi Metals, популярный материал в изготовлении клинков. См. Blue Steel.
Arkansas Stone
Горная кварцевая порода, известная также под названием «новакулит» (от латинского «бритва» или «острый нож»), используемая для заточки режущего инструмента. Крупнейшее месторождение, открытое в первой четверти XIX века, расположено в горах Вачатау (Арканзас, США). Как правило, белого цвета, но может иметь и другие цвета. Твердый черный арканзас - популярный абразив для ручной доводки режущих кромок. В настоящее время повсеместно заменяется искусственными абразивами на основе корунда, карбида кремния и алмазов.
Делится на две основные разновидности: твердый мелкозернистый (Hard), с мелкозернистой однородной очень плотной структурой, и мягкий (Soft) - более пористый, менее плотный со средним зерном. Доводочные разновидности известны под названием Translucent True hard. В основном имеет белый цвет, но встречаются различные опенки голубого, розового, желтого, коричневого и черного.
ATS-34
Высокоуглеродистая хромистая подшипниковая сталь японского производства (Hitachi Metals), пользующаяся широкой популярностью с конца 80-х гг. XX века в изготовлении клинков дорогих серийных и авторских моделей. Очень близка по составу американской 154-СМ и шведской RWL-34.
Состав: С 1.05%, Мn 0.4%, Сг 14.0%, Мо 4.0%.
ATS-55
Высокоуглеродистая хромистая сталь японского производства, использующаяся в изготовлении клинков серийных моделей.
Состав: С 1.00%, Мn 0.5%, Сг 14.0%, Мо 0.60%, Со 0,40%, Си 0.20%, Si 0.40%.
AUS-4
Коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся популярностью в изготовлении клинков недорогих серийных моделей складных и кухонных ножей.
Состав: С 0.40...0.45%, Мn 1.0%, Сг 13...14.5%, Ni 0.50%, Si 1.0%.
AUS-41
Коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся популярностью в изготовлении клинков недорогих серийных моделей складных и кухонных ножей.
AUS-43
Коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся популярностью в изготовлении клинков недорогих серийных моделей складных и кухонных ножей.
AUS-6
Коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся популярностью в изготовлении клинков недорогих серийных моделей складных и кухонных ножей. Существует разновидность AUS-6M повышенной чистоты.
Состав: С 0.55...0.65%, Мп 1.0%, Сг 13...14.5%, Ni 0.50%, Si 1.0%, V 0.10...0.25%.
AUS-8
Коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся популярностью в изготовлении клинков серийных моделей складных и кухонных ножей. Состав: С 0.70...0.75%, Мп 0.50%, Мо 0.10...0.30%, Сг 13... 14.5%. Ni 0.50%, Si 1.0%, V 0.10...0.26%.
AUS-10
Коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся популярностью в изготовлении клинков серийных моделей различных ножей. Существует разновидность AUS-10M повышенной чистоты.
Состав: С 0.95...1.10%, Мп 0.50%, Мо 0.10...0.31%, Сг 13...14.5%, Ni 0.50%, Si 1.0%, V 0.10...0.27%.
AUS-118
Коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся популярностью в изготовлении клинков серийных моделей различных ножей.
Состав: С 0.90...0.95%, Мп 0.50%, Мо 1.30...1.50%, Сг 17...18%, Si 1.0%, V 0.10... 0.25%.
Axis Lock
Запатентованная компанией Benchmade оригинальная система фиксации клинка складного ножа стержнем, движущимся по направляющим в плашках, подпружиненным парой омегаобразных пружин.
Bakellte
Бакелит (или баклит) - фенолформальдегидная смола, названная по имени ее изобретателя L.H. Baekeland, получила широкое распространение во второй половине XX века. Устойчива до 300 °С, плохо переносит ударные нагрузки. Популярный недорогой материал для рукоятей ножей.
Ballistic Cloth
Ткань на основе нейлона, получившая в 90-е гг. XX века широкое распространение для изготовления недорогих ножен. См. также Cordura.
Bead Blast
Дробеструйная обработка: популярный способ поверхностной обработки клинков, основанный на бомбардировке поверхности маленькими стеклянными шариками или дробью. Поверхность упрочняется и приобретает «антибликовый» вид. Ухудшает коррозионную стойкость и повышает фрикционные свойства клинка при резе.
Beta-Л Alloy
Перспективный титановый сплав (т.н. бета-модификация) для изготовления клинков кухонных и водолазных ножей. Наиболее распространенные марки производства США - сплавы Ti-13V-11 Cr-3AI, TM5V-3Cr-3AI и Ti-8V-6Cr-3AI-4Mo-4Zr.
BG-42
Подшипниковая коррозионностойкая сталь Lescalloy BG42 (AMS 5749), разработанная американской компанией Timken Latrobe. Популярный материал в изготовлении ножевых клинков ряда авторских и серийных моделей.
Состав: С 1.15%, Мп 0.50 %, Сг 14.50 %, Si 0.30%, Мо 4.00%, V 1.20%.
Black Oxide
Чернение - химическое оксидирование поверхностей углеродистых сталей для повышения антикоррозионной стойкости и создания антибликового покрытия. Различают «холодное» и «горячее» оксидирование. Пережив пик популярности в первой половине XX века, ныне на клинках ножей встречается редко, будучи вытесненным новыми покрытиями.
Black-TI
Используемое американской фирмой Benchmade протекторное покрытие стали клинка, основанное на напылении тонкого (толщиной до 3 микрон) слоя карбонитрида титана. Покрытие имеет темный цвет, обладает хорошей стойкостью к износу и повреждению, повышает антикоррозионные свойства.
Blue Paper #1 (Ао Garni #1)
Японская легированная сталь повышенной чистоты производства Hitachi (Япония), популярная в производстве профессиональных поварских ножей, пил, кос.
Состав: С 1.20...1.40%, Si 0.10...0.20%, Мл 0.20...0.30%, Сг 0.30...0.50%, W
1.50.. .2.00%.
Blue Paper #2 (Ао Garni #2)
Японская легированная сталь повышенной чистоты производства Hitachi (Япония), популярная в производстве профессиональных поварских ножей, пил, кос.
Состав: С 1.00...1.20%, Si 0.10...0.20%, Мл 0.20...0.30%, Сг 0.20...0.50%, W
1.0. .. 1.50%.
Blue Paper Super (Ао Garni Super)
Японская легированная сталь повышенной чистоты производства Hitachi (Япония), популярная в производстве профессиональных поварских ножей, пил, кос.
Состав: С 1.40...1.50%, Si 0.10...0.20%, Мп 0.20...0.30%, Сг 0.30...0.50%, W
2.0. ..2.50%, Мо 0.30...0.50%, V 0.30...0.50%.
ВТ2
Покрытие клинков на основе тефлона, используемое фирмой Benchmade (США), обеспечивает высокую антикоррозионную стойкость и хорошие фрикционные свойства. Как правило, темного цвета. Стойкость к износу и механическим повреждениям -слабая.
Boron Nitride Coating
Покрытие из нитрида бора гексагональной структуры. Защищает клинки от окисления на воздухе и имеет высокую износостойкость. Покрытие является диэлектриком во всем интервале температур.
Bubinga
Произрастающий в Африке вид деревьев, латинское название Guibourtia Demeusei. Часто называется «африканским палисандром» из-за характерного цвета и строения. Цвет светло-красный, розово-красный или фиолетовый с равномерно расположенными пурпурными или лиловыми прожилками. Названия, Kevazingo и African rosewood, являются коммерческими и могут использоваться для описания древесины, имеющей высокие декоративные свойства, - например, свилеватых разновидностей. Плотная, стойкая к действию вредителей древесина средней твердости. Хорошо полируется. Популярный материал в изготовлении рукоятей.
Water Buffalo Horn
Рог индийского буйвола. Один из популярных натуральных материалов на рукояти ножей в Северной Америке. Как правило, дополнительно упрочняется. Обладает привлекательным внешним видом.
Carbon Fiber
Углеволокно. В ножевой периодике используется в значении “углепластик" - композиционный материал из углеродного волокна в эпоксидном или ином связующем. Популярный материал для рукоятей ножей, обладающий хорошими прочностными и диэлектрическими свойствами.
CarbonV
Фирменное название группы американских углеродистых сталей, близких по свойствам и составу к AISI50100-В (фирменное название изготовителя - 0170-6), используемых на клинках от Cold Steel. 50100 близка по химическому составу к 52100: имеет пониженное содержание хрома (0.40...0.50% Сг) и дополнительно легирована ванадием (отсюда и название - carbon-vanadium steel (Carbon V)).
Аналоги: Россия - ШХ4; Германия -^Х100СгМо\/5.1 (DIN) и Werkstoff Nr 1.3501.
Celluloid
Целлулоид - термопластические смолы, полученные путем химической модификации целлюлозы. Популярный материал на накладки и рукоятки ножей первой половины XX века. В настоящее время используется в ножевой индустрии крайне редко по причине деградации свойств со временем.
Ceramic
Alumina Ceramic - корундовый абразив в керамическом связующем;
Zirconia Ceramic - двуокись циркония, см. Zirconium oxide.
Clipit
Торговая марка фирмы Spyderco, которая одной из первых начала оснащать свои складные ножи специальным зажимом (клипом), обеспечивающим фиксацию ножа в кармане или на одежде.
Cocobolo
Кокоболо - латинское название Dalbergia retusa, произрастает в тропических лесах Западного побережья Центральной Америки. Кокоболо - экзотическая разновидность палисандра с эффектным цветом, включающим в себя сочетания красного, черного, оранжевого, коричневого, золотого и фиолетового с черными полосами или вкрапинами. Сердцевина имеет пестрый цвет, от фиолетово-красного до желтого, с черными вкрапинами. Является одной из наиболее прочных пород. Древесина очень жесткая и тяжелая; смолистая с неравномерными сосудами и прекрасной текстурой. Полируется очень гладко. Смолы в древесине придают ей естественный блеск, но могут вызывать проблемы со склеиванием. Иногда может вызывать кожные раздражения.
ComboEdge
Комбинированный тип заточки режущей кромки, часть которой (как правило, прилегающая к острию) выполнена в традиционной, а часть у пятки - в зубчатой манере.
Compression Lock
Фиксатор клинка складных ножей фирмы Spyderco на основе Liner Lock, модифицированный дополнительным предохранителем замка от непроизвольного разблокирования.
Concealex См. Kydex.
Convex Grind
Плоско-выпуклый (линзовидный) профиль клинка: клинок в разрезе образует угол с выпуклыми сторонами. Популярен на скандинавских универсальных моделях, профессиональных поварских ножах, непальских кукри, японских мечах и пр.
Cordura
Высокопрочная нейлоновая ткань от DuPont, используемая в т.ч. и в производстве ножен. Отечественный аналог авизент -плотная, весьма прочная капроновая ткань, промокающая либо нет, весом 200 г/кв.м и более, и плотно сплетенные, но менее прочные и тяжелые ткани, иногда каландрированные, типа «яхта», «дельтаплан», рюкзачная ткань.
Cowry X (RT-6)
Разработанная в 1993 году по технологии аморфных металлических сплавов японская коррозионностойкая сталь производства Daido Steel Со., LTD с 3% углерода, 20% Сr; 1% Мо; 0.3% V. Используется в производстве ножей.
Cowry Y(CP-4)
Разработанная в 1993 году по технологии аморфных металлических сплавов японская коррозионностойкая сталь производства Daido Steel Со., LTD с 1.2% углерода, 14% Сг; 3% Мо; 1% V. Используется в производстве ножей.
CPM440V
Торговая марка корпорации Crucible Materials Corporation (США), производящей аморфные металлические сплавы. Коммерческое название s60V. Используемая в ножевой промышленности коррозионностойкая сталь.
Состав: С 2.15%, Мп 0.40 %, Сг 17.0 %, V 5.50%, Мо 0.4%.
CPM-420V
Торговая марка корпорации Crucible Materials Corporation. Коммерческое название s90V. Перспективный материал, используемый для изготовления клинков в США.
Состав: С 2.30%, Мп 0.40%, Сг 14.0%, V 9%, Мо 1%.
СРМ 9V
Торговая марка корпорации Crucible Materials Corporation. Инструментальная сталь, используемая в ножевой промышленности.
Состав: С 1.70.1.85%, Мп 0.35...0.60%. Si 0.75...1.10%, Сг 4.75. .5.75%, Мо 1.10...1.50%, V 8.25...9.50%.
CPM10V
Торговая марка корпорации Crucible Materials Corporation. Перспективная инструментальная сталь, используемая в североамериканских авторских моделях. Состав: С 2.46%, Мп 0.50%, Сг 5.23%, V 9.75%, Мо 1.30 %.
Российский аналог - Р0М2СФ10- МП.
Cryogenic Quench
Криогенная закалка. Часть термообработки хромистых и сложнолегированных сталей с использованием низких температур.
D-2
(AISI Type D2)
(UNS Т30402)
Инструментальная сталь, используемая в изготовлении матричных штампов. Популярна у некоторых североамериканских изготовителей ножей.
Состав: 1.50 С, 0.50 Мп, 0.30 Si, 12.00 Сг, 0.80 Мо, 0.90 V.
Аналоги: Германия - DIN X155CrVMo12.1, Werkstoff Nr 1.2379; Франция - ANFOR, EVRONORM Z160CDV12, X160CrMo12.1; Россия - ГОСТ Х12МФ; Япония - JIS SKD1l! Швеция (Uddeholm) - Sverker 21.
Damascus
Узорчатая клинковая сталь, полученная многократной кузнечной сваркой различных по химическому составу сталей. В настоящее время делится на промышленную и авторскую, а также по типу узора и по технологии изготовления. Отмечается значительный разброс свойств дамасков - от очень хороших до крайне слабых. В зарубежной периодике иногда встречается термин «Real Damascus» - булат, вутц.
Damasteels Rostfria Pulverstal
Популярный у скандинавских производителей ножей вид промышленной коррозионностойкой дамасской стали, производимой шведской фирмой Damasteel АВ. Обладает хорошим комплексом свойств среди промышленных узорчатых сталей.
Состав пакета:
сталь RWL-34: С 1.05%, Si 0.5%, Мп 0.5%, Сг 14%, Мо 4.0%, V 0.2%. сталь PMC-27: С 0.6%, Si 0.5%, Мп 0.5%, Сг 13.5%.
Delrin
Полиформальдегид производства DuPont. Популярный недорогой материал на рукояти, обладающий хорошей износостойкостью и механическими свойствами, стойкостью к действию влаги и химически активным веществам.
Drop Forged
Ковка в подкладочных штампах. Популярный способ промышленного производства клинков ножей в начале XX века и ранее.
Drop Point
Специфическая форма клинка - приспущенный к острию обух. Популярна в скандинавских странах - Швеции и Норвегии.
Dymonwood
Пленкосодержащий электроизоляционный материал, состоящий из полимерной пленки, склеенной с различными электроизоляционными картонами и древесным шпоном. Аналогичный материал - Pakkawood. Прочен, недорог и технологичен. Устойчив к действию влаги и моющих средств.
Обладает повышенным весом в сравнении с внешне сходными материалами естественного происхождения (древесиной) и худшей эргономичностью. Отечественный аналог - дельта-древесина. Популярны в качестве материала рукоятей, имитирующих натуральное дерево.
Ebony (Macassar)
Эбеновое дерево, темноокрашенная древесина некоторых видов тропических деревьев семейства эбеновых и ряда других. Окраска варьируется от зелёной до чёрной. Лучшие сорта эбенового дерева получают от тропических видов хурмы (Diospyros crassiflora, D. ebenum, D. haplostylis, D. melanoxylon. D. reticulata и др.); их древесина чёрная, однородного строения, тяжёлая, твёрдая; годичные кольца и сердцевинные лучи незаметны. Применяют для отделки ножей штучной работы. Заменителем эбенового дерева для изготовления рукоятей служит древесина кавказской хурмы (Diospyros lotus) из Закавказья и Средней Азии.
ELMAX
Шведская инструментальная сталь от UDDEHOLM AG, популярная в производстве клинков у мастеров-ножовщиков скандинавских стран.
Состав: С 1.7%, Мд 0.35%, Сг 18.0%, Si 0.8%, V 3%, Мо 1%.
Epoxy powder black coat
Покрытие клинка на основе порошковой эпоксидной смолы. Как правило, черного цвета. Обеспечивает антикоррозионную защиту и применяется, в основном, на клинках из углеродистых сталей. Слабая стойкость к царапинам и износостойкость. Используется при изготовлении ножей с середины XX века по сегодняшний день (Cold Steel, Ontario и др.). Evrina
Полиформальдегид производства DuPont, похожий на натуральную слоновую кость. Применяется для изготовления рукоятей и накладок.
Fiberglass Reinforced Nylon Resin (FRN)
Полиамидная смола со стекловолокнистым наполнителем, используемая в изготовлении рукоятей ножей (см. также Zytel).
FIbrox
Полиамид, используемый на рукоятях кухонных ножей швейцарским производителем Victorinox.
Flat Ground
Клиновидное сечение клинка: клинок в разрезе образует треугольник.
Flitz Metal Polish
Популярная неабразивная бескислотная полироль для сталей, сплавов и пластиков. Не повреждает хромированные и анодированные покрытия, малотоксична, не образует налета. Используется для чистки и ухода за ножами.
Full Tang
Популярный способ монтажа рукоятей, когда накладки крепятся к хвостовику, повторяющему профиль рукояти.
G-2
Старое название японской коррозионностойкой стали GIN-1 (Gingami 1), популярной для изготовления клинков. Замена названия произведена в конце 90-х по причине наличия на североамериканском рынке пластика с таким же названием.
Состав: С 0.90%; Сг 15.50%; Мп 0.60%; Мо 0.30%; Si 0.37%.
G-10
Стеклотекстолит на основе эпоксидных связующих и стеклоткани, разработанный для изготовления монтажных плат. Известен также под названием Spauldite и G-10/FR4 Garolite. Хорошие прочностные свойства (в т.ч. на растяжение и удар), негорюч, обладает диэлектрическими свойствами, влагостоек. Может иметь различный цвет. Популярный материал для щечек и накладок рукоятей ножей. При низких температурах (менее -17 °С) отмечается ухудшение прочностных свойств.
G-10 Shell
Тонкое ламинирование подложки из G-10 материалами натурального происхождения - перламутром, черепаховым панцирем и пр.
German Silver
Нейзильбер: сплав меди, цинка и никеля. В зарубежной литературе также известен под названием Nickel Silver. Популярный материал на приборы ножей и ножен.
Graphite Black Woven Composite
Графитопласт - пластмасса, содержащая в качестве наполнителя графитовое волокно и связующее - синтетические смолы.
Grilon
Полиамид, используемый на рукоятях кухонных ножей швейцарским производителем Wenger S.A.
Grinder
Шлифовальный станок для изготовления ножей. Рабочий элемент - абразивный круг или, чаще, абразивная лента. Лидерами в производстве промышленных шлифовальных станков с ЧПУ для изготовления ножей и режущего инструмента являются две германские фирмы - Е. Siepmann & Со. и Heinz Berger Maschinenfabrik GmbH & Со.
H1
Аустенитная коррозионностойкая хром-никелевая сталь американского производства, используемая для моделей дайверов с высоким антикоррозионным потенциалом.
С 0.12%, Сг 14.2%, Мп 1%, Мо 1%, Ni 6.8%, Р 0.015%, Si 3.5%, S 0.03%, N-0.1%.
Hammer Forged
Ковка на кузнечном молоте.
Hawkbill Blade
Тип клинка, изогнутого на манер крюка с заточенной внутренней частью. Популярен в садовом и строительном ручном режущем инструменте.
High Alloy
Сложнолегированный сплав.
High-Carbon
Обычно углеродистая ножевая сталь, имеющая более 0.5% углерода в своем составе.
High-Carbon Stainless
Высокоуглеродистая коррозионностойкая сталь. Как правило, хромистая сталь, содержащая около 0.5% углерода или более. В большей степени склонна к коррозии в сравнении с низкоуглеродистыми хромистыми сталями.
High-Speed Steel (HSS)
Инструментальная быстрорежущая сталь. Имеет ограниченное применение на авторских и серийных ножах. Пример -американская сталь М2 (российский аналог Р6М5).
Hollow Ground
Профиль клинка, известный под названием «клин с подводом». Сечение напоминает треугольник с вогнутыми сторонами (как на опасной бритве).
Hytrel
Полиэфир, материал имеющий ограниченное применение в изготовлении рукоятей ножей.
Hypalon
Гипалон - материал на основе хлоркаучука производства DuPont, имеющий хорошие прочностные и изоляционные свойства, используемый в изготовлении рукоятей.
Inox
Нержавеющая сталь от inoxidable (фр.) - см. Stainless Steel
INFI
Эксклюзивная марка стали, используемая на ножах производства Busse Combat Knives. Состав: С 0.5%, V 0.36%, Сг 8.25%, Со 0.95%, Ni 0.74%, Мо 1.3%, N 0.11%.
Impregnated Wood (Dyed Wood)
Также извесна под названием Stabilized Wood, Stamina Wood, Chromawood и Resinwood. Натуральная древесина, высушенная и насыщенная полимерами, используемая в изготовлении рукоятей. Достоинства - стабильность размера, водостойкость, прочность. Повышенная в сравнении с исходным материалом плотность.
Iroko
Сорт древесины, произрастающий во всех зонах тропической Западной Африки. Ботаническое название - Chlorophora excelsa, немецкое - Kambala, английское и итальянское - Iroko. Зрелая древесина желтовато-коричневая, частично похожая на тик, на воздухе постепенно темнеет. Твердость средняя. Устойчива к изменениям микроклимата, к различным вредителям древесины, популярный материал на рукояти.
Jigged Bone
Натуральная упрочненная кость (цевка), поверхность которой обработана режущим инструментом для придания сходства с оленьим рогом. Имеет разнообразную расцветку и текстуру. Улучшает эргономичность рукояти.
К460
Используемая в изготовлении ножей инструментальная сталь производства Boehler (Австрия).
Состав: С 0.95 %, Si 0.25%, Мп 0.40%, Сг 1.30%, Мо 0.25%, Ni 4.00%.
Аналоги: Германия - DIN 100MnCrW4, Werkstoff Nr 1.2510; Россия -9ХВГ; Япония - (JIS) SKS3; США - (AISI) 01.
К510
Используемая в изготовлении ножей подшипниковая сталь производства Boehler (Австрия).
Состав: С 1.18 %, Si 0.25%, Мп 0.30%, Сг 0.70%, V 0.10%.
Аналоги: Германия - Werkstoff Nr 1.2210.
К600
Используемая в изготовлении ножей (преимущественно - как одна из составляющих дамасской стали) инструментальная сталь производства Boehler (Австрия).
Состав: С 0.45%, Si 0.25%, Мп 1.10%, Сг 0.55%, V 0.10%, W 0.55%.
Аналоги: Германия - DIN X45NiCrMo4, Werkstoff Nr 1.2767.
K990
Используемая в изготовлении ножей углеродистая сталь производства Boehler (Австрия).
Состав: С 1.05%, Si 0.20%, Мп 0.20%.
Аналоги: Германия - DIN C10W1, Werkstoff Nr 1.1545; Россия - У10; Япония - JIS SK3; США-(AISI) W1.
Kalgard
Покрытие на основе тефлона фирмы Kal-Gard Industries, используемое для защиты от коррозии и придания антифрикционных свойств деталям огнестрельного оружия. Не дает бликов, обладает хорошими прочностными свойствами. Используется для покрытия клинков компанией Chris Reeve Knives.
Kevazlngo
См. Bubinga.
Kevlar
Параарамидное волокно, обладающее хорошим сочетанием свойств, в т.ч. высокой прочностью на разрыв при низком удельном весе. Используется как составная часть термопластиков, применяемых в т.ч. и в изготовлении рукоятей к ножам. Отечественный аналог - СВМ, армос, Twaron.
КК
Японская легированная сталь производства Hitachi (Япония), популярная в производстве профессиональных поварских ножей и опасных бритв.
Состав: С 1.20...1.30%, Si 0.15...0.20%, Мп 0.10...0.30%, Сг 0.15...0.30%.
Kraton
Изопреновый каучук. Используется как в качестве материала рукоятей (напр. нескладные модели Cold Steel), так и как вставки в рукояти из Zytel. Упругий термопластичный полимер, как правило черного цвета, напоминающий резину, обычно рифленую для лучшего сцепления с ладонью. При длительном использовании без перчатки способен «намять» ладонь.
Kydex
Материал, аналогичный Concealex, популярный для изготовления ножен: термопластик на основе ПВХ (поливинилхлорида) и акрила производства фирмы Kleerdex Company. Долговечен, негорюч, прочен. Стоек к действию химикатов и кислот. Выпускается в листах различного цвета и толщины.
L6
(AISI Type L6)
(UNS Т61206)
Инструментальная сталь для пуансонов, втулок, вырезных штампов и пр. Выла популярна среди североамериканских серийных производителей в середине XX века. Высокая прочность и хладостойкость, стойкость к действию коррозии - слабая.
Состав: С 07-0.9%, Si 0.25-0.3%, Сг 1%, Мп 0.35%, Ni 1.75%.
Аналоги: Германия - DIN 55NiCrMoV6, Werkstoff Nr 1.2713; ANFOR, EVRONORM (Франция, Европа) 55NCDV7, 55NiCrMoV7; Россия 5XHM; JIS (Япония) SKT4; Uddeholm (Швеция) - Grane.
LAK41
Коррозионностойкая сталь производства Daido Steel Co., LTD, используемая в производстве недорогих кухонных и поварских ножей.
Состав: С 0.50%; Сг 15.5%; Мо 1.0%.
LAK42
Коррозионностойкая сталь производства Daido Steel Со., LTD, используемая в производстве недорогих кухонных и поварских ножей.
Состав: С 0.58%; Сг 13.0%; Мо 1%.
Laminated Steel
Пакет, как правило, трехслойный (реже - пятислойный), где твердый износостойкий центральный слой, создающий режущую кромку, упрочняется обкладками из вязкой и прочной стали. В Европе известен с конца I тысячелетия н.э. и связывается со скандинавской ножевой традицией.
Lanyard Hole
Отверстие в рукояти для страховочного корда или ремня.
Laser Scrimshaw
Применяемый в промышленности способ нанесения точечного узора на рукояти ножей лазером.
Laser Cut
Популярный в последнее десятилетие высокопроизводительный способ раскроя проката стали, сплавов и прочих листовых материалов под заготовки клинков, рукоятей и фурнитуры складных ножей на станках, оснащенных углекислотным лазером.
Liner
Плашка: фасонная металлическая пластина между клинком складного ножа и накладкой. Две плашки могут служить и корпусом складного ножа. Материалы крайне разнообразны - нержавеющие стали, титановые и алюминиевые сплавы, латунь.
Liner-Lock
Фиксатор клинка складного ножа, представляющий собой изогнутую часть плашки (Liner), подпирающую пятку клинка. Выполняется с запрессованным в нее шариком для удержания клинка в закрытом положении. Различные модификации этого фиксатора носят названия Modified Locking-Liner, Mono-Lock (фирмы Benchmade), Rolling Lock (Round Eye Knife & Tool - REKAT), Compression Lock (Spyderco) и np.
Lockback
Фиксатор клинка складного ножа с помощью подпружиненной откидной рамки, выступ которой (т.н. «собачка») входит в паз на пятке клинка и тем самым фиксирует его от самопроизвольного складывания. Различные модификации этого фиксатора носят названия Back Lock, Mid Lock и np.
Loctite
Семейство резьбовых фиксаторов фирмы Loctite, представляющие собой однокомпонентные жидкие клеи (как правило -цианоакрилатные), которые полностью заполняют микроскопические зазоры между граничными плоскостями резьбовых соединений и затем, при контакте с металлом и отсутствии воздуха, полимеризуются в прочную и твердую пластмассу. Наиболее популярное средство против самоотвинчивания крепежных соединений рукоятей складных моделей.
Locust
Древесина, произрастающая в тропической Центральной и Южной Америке от Мексики до бассейна реки Амазонки, - ятоба (курбарил). Ботаническое название - Нутепаеа courbaril, немецкое и итальянское - Courbaril, английское - West Indian Locust. Зрелая древесина имеет очень красивые и декоративные тона от оранжево-коричневого до фиолетового и темно-коричневого. Древесина тяжелая, прочная, твердая и при этом относительно эластичная. Она трудно обрабатывается, но шлифуется и полируется почти до зеркального блеска. При шлифовке в отдельных случаях может проявляться окраска пор древесины от почти белой до желто-лимонной. Твердость высокая. Популярный материал для рукоятей.
М-2
(AISI Туре М2)
(UNS Т11302)
Быстрорежущая молибден-вольфрамовая сталь, используемая на некоторых моделях складных ножей и небольших нескладных моделях.
Состав: С 0.82%, Мп 0.30%, Si 0.25%, Сг 4.25%, Мо 5.00%, W 6.25%, V 1.80%.
Аналоги: Германия - DIN S 6-5-2, Werkstoff Nr 1.3343; Франция - ANFOR, EVRONORM
Z120WDCV06-05-04-02, HS6-5-2; Россия - Р6М5, Р6АМ5; Япония - JIS SKH51; UDDE- HOLM AG (Швеция) - Vanadis 23.
М390
М390 Isomatrix - мартенситная хромистая коррозионностойкая сталь производства Boehler Edelstahl GmbH & Со. KG (Австрия), используемая в изготовлении литейных форм для пластиков. Вырабатывается с использованием технологий аморфных металлических сплавов. Перспективный материал в изготовлении коррозионностойких клинков, обладающих повышенной износостойкостью.
Состав: С 1.90%, Мп 0.30%, Si 0.60%, Сг 20.00%, Мо 1.00%, W 0.60%, V 4.00%.
Mahagoni
Древесина, произрастающая в Центральной Америке. Ботаническое название - Swietenia candollei, немецкое - Echtes Mahagoni, английское - American mahogany, итальянское - Mogano. Зрелая древесина имеет красновато-коричневый цвет. Текстура и строение волокон древесины весьма разнообразны. Древесина прочная, очень хорошо полируется, устойчива к внешним воздействиям.
Твердость средняя. Популярный материал на рукояти ножей.
Marss 500
Популярная коррозионностойкая сталь для ножей шведского производства (UDDEHOLM AG). Состав: С 0.52%, Si 0.4%, Мп 0.6%, Сг 18%.
Matte Finish
Общее название финиша металлических частей рукояти складного ножа: как правило, сатинирование или штрих.
Merbau
Сорт древесины, произрастающей в Юго-Восточной Азии (Малайзия, Индонезия, Филиппины). Латинское название - Merbau. Африканская порода, очень близкая по свойствам к мербау - дуссия. Основной тон окраски мербау - коричневый, от светлого до темно-коричневого, местами с вкраплением желтых прожилок. Древесина содержит в порах маслянистые вещества, очень твердая, устойчива к воздействию влаги, мало рассыхается. В процессе эксплуатации мербау темнеет (особенно более светлые участки), в результате чего окраска древесины в целом выравнивается.
Твердость высокая. Популярный материал на рукояти ножей.
Micarta
Пленкосодержащий электроизоляционный материал, состоящий из полимерной пленки (на основе фенолоальдегидной, крезолоальдегидной, ксиленолоальдегидной смолы или смолы из смеси фенольного сырья), склеенной с различными электроизоляционными бумагами и нитями. За хороший внешний вид, обрабатываемость, долговечность и стойкость к действию влаги получил широкое распространение на рукоятях ножей. Может иметь различные цвета - от цвета слоновой кости до черного дерева. Отечественные аналоги - гетинакс, поделочный текстолит высшего сорта. Разновидности - linen micarta (материал, получаемый горячей формовкой на основе полотна) и canvas micarta (лоскутов полотна).
MILUEC-1
Кондиционер металла фирмы MILITEC Incorporated на основе синтетических углеводородов, импрегнируемых в поверхностный слой металла, популярный для ухода за шарниром складных ножей и механизмом огнестрельного оружия. Снижает трение и износ механических частей, противодействует коррозии.
N690
Мартенситная хромистая сталь производства Boehler Edelstahl GmbH & Со. KG (Austria), используемая в серийном изготовлении клинков.
Состав: С 1.07%, Сг 17.00%, V 0.10%, Со 1.5%, Мо 1.10%, Si 0.40%.
Аналоги: Германия - DIN 105СгСоМо18-2, Werkstoff Nr 1.4528.
Nickel Silver См. German Silver.
Novaculite
Cm. Arkansas Stone.
Nylon
Найлон (нейлон) (англ, nylon) - распространенное зарубежное торговое название полиамидного волокна, используемого в производстве рукоятей и тканей для ножен. Аналог - капрон.
01
(AISI Туре 01)
(UNS Т31501)
Популярная у североамериканских ножовщиков инструментальная сталь для производства пуансонов и штампов.
Состав: С 0.90%, Мп 1.20%, Сг 0.50%, V 0.20%, W 0.50%.
Аналоги: Германия - DIN 100MnCrW4, Werkstoff Nr 1.2510; Франция - ANFOR, EVRONORM 90MnWCV5, 95MnWCr5; Швеция (Uddeholm) - Ame.
Obsidian
Обсидиан (вулканическое стекло) - стекловидная вулканическая горная порода (красная, черная, серая, иногда с красивым отливом) с режущим изломом в виде раковин. Образуется при застывании вязкой кислой лавы. Легко полируется; применяется для изготовления современных ножевых реконструкций первобытной культуры.
Parachute Cord
Парашютный шнур - популярный материал для обмотки рукоятей ножей. Представляет собой 9 внутренних шнуров из нейлона с внешней оплеткой для прочности и долговечности.
Philips Screw
Фурнитура Philips под крестовой шлиц, популярная для сборки серийных моделей.
Pocket Clip
Зажим-клипса для ношения ножа и другого инструмента в кармане (см. Clipit).
Polyamide
Полиамиды - класс полимеров (например, капрон), из которого изготовляются полиамидные пластмассы, используемые в производстве рукоятей ножей.
Polyvinyl Chloride (PVC)
Поливинилхлорид (ПВХ) - долговечный пластик, используемый для рукоятей недорогих моделей. Чувствителен к нагреву.
Polypropylene
Полипропилен - синтетический полимер. Отличается высокой прочностью при ударе и многократном изгибе, износостойкостью, низкой паро- и газопроницаемостью; хороший диэлектрик. Популярен в изготовлении недорогих рукоятей ножей. Может армироваться стекловолокном.
Renaissance Wax
Популярное среди европейских и североамерикеских коллекционеров английское средство сбережения и консервации холодного оружия и ножей, изготовленное на основе полусинтетического микрокристаллического воска из окаменелых останков. Химически нейтрально, долговечно.
Rosewood
Палисандр, латинское название Dalbergia nigra, древесина, произрастающая в Азии и Южной Америке. К наиболее распространенным в изготовлении рукоятей относят разновидности Brazilian Rosewood, South American Cocobolo, Laos Flamewood, Honduran Rosewood, Indonesian Rosewood и Kingwood. Спелая древесина отличается разнообразием оттенков, от темного и темно-коричневого до розового и фиолетового с более светлыми продольными прожилками. На срезе видны выходы многочисленных пор (каналов) в виде мелких черных точек или черточек. Отличается высокой твердостью и прочностью, но при этом хорошо поддается механической обработке, шлифовке и полировке. Популярный материал для изготовления рукоятей.
Rostfre!
Нержавеющая сталь (нем.) - см. Stainless Steel.
Rucarta
Слоистый искусственный материал на основе ткани и фенолоальдегидной смолы, см. Micarta.
RWL 34
Сталь, близкая по составу к ATS 34, дополнительно легированная ванадием, получаемая по технологии аморфных металлических сплавов производства фирмы Soderfors (Швеция). Популярный материал среди ножовщиков Северной Европы.
Состав: С 1,05%; Мп 0,5%; Сг 14,0%; Si 0,5%; Мо 4,0%; V 0,2%.
Sambar
Крупный вид оленя, распространенный в Индии и Юго-Восточной Азии, рог которого используется на рукояти ножей. Также известен под названием Stag и India stag.
Sandvic 12С27
Инструментальная сталь фирмы Sandvic АВ (Швеция), популярный материал для изготовления клинков серийных моделей. Обладает пониженным содержанием примесей - серы и фосфора.
Состав: С 0.6%, Мп 0.35%, Сг 14.0%.
San Mai
От японского «три слоя» - см. laminated steel. Патентованное американской фирмой Cold Steel название трехслойного пакета из коррозионностойких сталей -сердцевина из AUS8 и обладки из 420J2.
Satin Finish
Сатинирование (матирование) - финишная обработка, при которой на поверхности остаются следы от абразива, -т.н. микроштрих. Распространена на кухонных ножах, т.к. препятствует прилипанию к клинку тонких ломтиков продуктов.
Santroprene
Окрашиваемый в различные цвета гибкий резиновый полимер, используемый в качестве вставок в рукояти для улучшения эргономичности.
Scrimshaw
Декоративная резьба на раковине и кости, представляющая собой рисунок из упорядоченных точек и штрихов, заполненных пигментом. Популярный способ придания изделиям художественно-декоративного вида, используемый на рукоятях.
Sermollan
Упругий полимер, обеспечивающий надежность удержания рукояти и стойкость к воздействию бактерий, применяемый фирмой Spyderco на кухонной серии Pro Culinaire.
Senator
Зубчатая режущая кромка.
SGPS (Super Gold Powder Steel)
Японская сталь с высокой стойкостью к коррозии, разработанная фирмой Takefu Special Steel Со., Ltd. (Япония) для производства высококачественного режущего инструмента. Материал используется на серийных ножах, производимых в Японии рядом фирм (Fallkniven (Швеция)).
Состав: С 1.40%; Сг 15%; Мп 0.4%; Мо 2.8%; Si 0.50%; V 2.0%
Silver 1
«Серебряная 1» сталь - торговая марка корпорации Hitachi Metals (Япония), популярный материал в изготовлении коррозионностойких клинков поварских ножей и бытовых ножниц.
Состав: С 0.80-0.90%; Мп 0.35-0.75%; Si 0.35%; Сг 15.0-17.0%; Мо 0.30-0.50%.
Silver 3
«Серебряная 3» сталь - торговая марка корпорации Hitachi Metals (Япония), популярный материал в изготовлении коррозионностойких клинков поварских ножей и бытовых ножниц.
Состав: С 0.95-1.10 %; Мл 0.60-1.00%; Si 0.35%; Сг 13.0-14.5%.
Silver 5
«Серебряная 5» сталь - торговая марка корпорации Hitachi Metals (Япония), популярный материал в изготовлении коррозионностойких клинков поварских ножей и бытовых ножниц.
Состав: 0.60-0.70 %С; 0.60-0.80% Мп; 0.35% Si; 12.5-13.5% Сг.
Silver Steel
«Серебряная» сталь - популярная в Северной Европе в конце XIX - начале XX века сталь, используемая для клинков, при изготовлении которой для предотвращения выгорания углерода в ковше использовалось серебро. В незначительных количествах используется рядом европейских производителей.
Состав современных марок: С 1.1-1.2%, Si 0.1-0.2%; Сг 0.5-0.5%, Мп 0.3-0.4%.
SK5
Популярная в изготовлении ножей японская углеродистая инструментальная сталь. Состав: С 0.8-0.9%; Si <0.35%; Мп <0.5%; Р <0.030%; S <0.030%.
Slip Joint
Складной нож с подпружиненными пятками клинков, не имеющими фиксатора клинка в открытом и закрытом положении, или без пружин вообще.
SLD
Популярная на японских поварских ножах марка коррозионностойкой стали.
Состав: С 1.40... 1.60%; Сг 11.0... 13.0%; Мп 0.30..0.60%; Si 0.15...0.35%; V 0.2...0.5%.
S-STAR
Коррозионностойкая сталь производства Daido Steel Со., Ltd., используемая в производстве недорогих кухонных и поварских ножей, близкая по составу к 420J2.
Spacer
Декоративные проставки из кожи, металла, рога и пр. материалов, используемые для украшения рукояти.
SpyderEdge
Запатентованный фирмой Spyderco зубчатый профиль режущей кромки специфической формы.
SRK-8
Популярная на японских ножах, рубящих и селькохозяйственных инструментах марка инструментальной стали.
Состав: С 0.95...1.10%; Сг 0.20...0.50%; Мп 0.25%; Si 0.30%.
SRS15
Популярная на японских поварских ножах марка коррозионностойкой стали.
Состав: С 1.50%; Сг 13%; Мп 0.3%; Мо 2.8%; Si 0.30%; V 1.5%; W 1.25%.
Stainless Steel
Нержавеющая сталь. Также используются обозначения Rostfrei (нем.) и Inox (фр.) Термин без указания конкретной марки, как правило, говорит об использовании низкоуглеродистых сталей типа 420 и аналогов. Следует отметить некоторую некорректность термина. На самом деле нержавеющими при нормальных условиях являются те разновидности хромистых сталей, которые имеют в своем составе до 0.15% углерода, не подвержены закалке и которые в производстве клинков не используются.
STELLITE 6ВН
Кобальтовый сплав, запатентованный американской фирмой Deloro, обладающий высокой износостойкостью и коррозионной стойкостью за счет структуры - карбидов хрома и вольфрама в вязкой кобальтовой матрице. Аналог - Talonite. Популярный материал для головок режущего инструмента, рабочих частей дробильного оборудования и штучных ножей.
Состав: Ni 3%; Si 2%; Fe 3%; Мп 2%; Сг 28%...32%; Мо 1.5%; W 3.5...5.5%; С 0.9...1.4%.
Sub Hilt
Вторая гарда на рукояти - упор между указательным и средним пальцем. Встречается на некоторых североамериканских и индокитайских боевых ножах.
Swedge
Скос обуха, «щучка». Будучи заточенным, носит название False Edge (фальшлезвие).
Т508
Французская сталь, патентованная фирмой Dauphinox, для производства ножей (серийных и авторских), а также режущего инструмента. Состав: С 0.5%; Сг 8.0%.
Т113
Французская коррозионностойкая сталь, патентованная фирмой Dauphinox, для производства ножей. Состав: С 0.95%; Сr 13.4%.
Talonite
Кобальтовый сплав, запатентованный фирмой Carbide Processors, Inc, близкий по составу к Stellite 6ВН, дополнительно подвергаемый прокату и старению. Обладает лучшей обрабатываемостью в сравнении со Stellite 6ВН. Популярный материал для изготовления штучных и малосерийных ножей с повышенной коррозионной стойкостью и стойкостью режущей кромки.
Tasou-kou
Конструкция клинка - трехслойный пакет (японск).
Teflon
Политетрафторэтилен (тефлон, фторопласт-4).
Тефлон используется в химическом машиностроении для изготовления пластин, кранов, вентилей, клапанов и т.д., применяемых в условиях широкого температурного диапазона (-260 °С до +300 °С) в среде концентрированных минеральных кислот. Химическая стойкость и низкий коэффициент трения сделали тефлон популярным материалом для антикоррозионной защиты клинков. Не горюч, имеет хорошие диэлектрические свойства, не гигроскопичен, физиологически нейтрален. В производстве ножей используется для защиты металла клинка. Естественный цвет - светлый, полупрозрачный. Цвет покрытия, наносимого на клинок, как правило, - черный.
Tek-Lok
Пластиковый зажим, запатентованный Робертом Терзуолой и Тимом Венжером (US Patent # 6,145,169), позволяющий многопозиционный подвес ножен (обычно из материала Kydex) и их надевание-снятие без снятия снаряжения.
TEX-TUFF
Стеклотекстолит на основе фенольных связующих и стеклоткани. Цвет - темно-красный и черный, по виду напоминает пленкосодержащий электроизоляционный материал на основе полотна. Прочный и плотный. Популярный материал для накладок рукоятей складных моделей.
Топе
Фурнитура под отвертку «шестигранник-звездочка», популярная для сборки серийных складных моделей.
Tuf-Cloth
Популярный продукт фирмы Sentry Solutions Ltd. - специальная ткань, пропитанная пленочной смазкой TUF-GLIDE, для ухода за оружием и ножами.
TUF-GLIDE
Пленочная смазка на основе минеральных спиртов от фирмы Sentry Solutions Ltd. - замедлитель коррозии и смазка на замену маслам и силиконам. Обеспечивает нелипкую и стойкую к износу пленочную защиту механическим частям и поверхностям оружия, ножей, инструментов и пр. Безвреден для древесины. Популярное средство ухода за механизмом шарнира ножа.
Tagua Nut
Некрупный орех пальмы тагуа (средний вес ореха - 25-40 гр), или как его еще называют «легальная слоновая кость». Растительный материал - популярная замена слоновой кости, запрещенной к использованию природоохранным законодательством многих стран.
Thong Hole
Отверстие в головке рукояти для продевания страховочного корда.
Titanium alloy
Титановые сплавы - популярный материал в изготовлении замков и рукоятей современных складных моделей. Высокая прочность, легкость, износостойкость, коррозионная стойкость. Наиболее популярная разновидность - титановый сплав 6AL- 4V, используемый в изготовлении плашек, накладок и притинов складных ножей, а также клинков недорогих моделей для дайвинга.
Turkey stone
Мелкозернистая кремнистая горная порода, используемая в т.ч. для изготовления точильных камней, добываемая в Центральной Турции.
UHC steel
(Ultra High Carbon) - высокоуглеродистая (около 1.5% С) сталь, используемая в моделях ножей финского производителя Хеймо Розелли.
Vapor Honed
Паровоздушная пескоструйная обработка, близкая по свойствам к дробеструйной, с тем отличием, что производится мелким зерном с водой. Более дорога, чем дробеструйная, используется для финишных операций на ряде дорогих моделей ножей. Результат - поверхность, близкая по качеству к полированной.
VG-2
Японская коррозионностойкая сталь, разработанная фирмой Takefu Special Steel Со., Ltd. (Япония) для обкладок многослойных кухонных ножей.
VG-10
Японская коррозионностойкая сталь, разработанная фирмой Takefu Special Steel Со., Ltd. (Япония), применяется для режущего инструмента поваров и садоводов. Известна под названием V-Gold №10. Популярный материал на серийных ножах ряда фирм, производимых в Японии (Fallkniven (Швеция), Spyderco (США)).
Состав: С 0.95-1.05%; Сг 14.50-15.50%; Со 1.30-1.50%; Мп 0.50%; Мо 0.90-1.20%.
Volcano Grip
Торговая марка - название рифления особого профиля рукоятей из армированного стекловолокном капрона для придания ей повышенных антифрикционных свойств при удержании рукой.
W1
(UNS Т72301)
Инструментальная американская сталь, популярная в изготовлении ножей.
Состав: С 1.05%, Мп 0.20%, Si 0.20%.
Аналоги: Россия - У8Г, Германия - DIN C60W, Япония - JIS SK5.
Wenge
Дерево Венге, ботаническое название - Millettia laurenti, немецкое, английское и итальянское названия - Wenge. Произрастает в тропических джунглях Западной Африки. Древесина тяжелая, устойчива к давлению и изгибу. В порах древесины содержится много минеральных и маслянистых веществ, предотвращающих гниение и повреждение биовредителями. Цвет - от золотисто-коричневой до темно- коричневой с черными прожилками. Структура крупная, ровноволокнистая, древесина очень декоративная, плотная и твердая. Популярный материал на отделку штучных моделей.
White Paper #1 (Shlro Garni #1)
Высокоуглеродистая инструментальная сталь производства корпорации Hitachi Metals (Япония), популярный материал в изготовлении клинков высококачественных поварских и промышленных ножей.
Состав: С 1.20-1.40%; Мп 0.20 - 0.30%; Si 0.10-0.20%.
White Paper #2 (Shlro Garni #2)
Высокоуглеродистая инструментальная сталь производства корпорации Hitachi Metals (Япония), популярный материал в изготовлении клинков поварских ножей, кос, топоров, стамесок.
Состав: С 1.00-1.20%; Мп 0.20-0.30%; Si 0.10-0.20%.
White Paper #3 (Shlro Garni #3)
Высокоуглеродистая инструментальная сталь производства корпорации Hitachi Metals (Япония), популярный материал в изготовлении клинков, кос, топоров, стамесок, поварских ножей, промышленных ножей.
Состав: С 0.80-0.90%; Мп 0.20-0.30%; Si 0.10-0.20%.
Wootz
Вутц, булат. В зарубежной периодике выделяют древний вутц (индийский и персидский) и современный.
Х-15 (X15TN)
Французская коррозионностойкая сталь от фирмы Aubert & Duval, используемая в производстве ножей. Одна из ее разновидностей использовалась под названием XD15NW (AMS 5925) в авиакосмической отрасли для подшипников. Твердость материала клинков - 58-60 HRC. По заявлению производителей обладает улучшенной коррозионной стойкостью и прочностью в сравнении с ATS-34. Обратная сторона - некоторое снижение износостойкости режущей кромки.
Состав: С 0.4%; Сr 15.5%; Мо 2.0%; V 0.3%; N 0.2%.
YC3
Популярная на японских поварских ножах марка углеродистой стали.
Состав: С 1.0...1.10%; Сг 0.20...0.50%; Мп <0.50%; Si <0.35%.
ZDP-189
Разработанная в 1996 Hitachi Metals (Япония) на основе технологии аморфных металлических сплавов высокоуглеродистая сталь, используемая в изготовлении ножей. Состав: С 2.90-3.00%; Si 0.35; Сг 19.00-20.50%; Мо 0.90-1.00%; V 0.25-0.35%.
ZDP-247
Высокоуглеродистая японская коррозионостойкая сталь Hitachi Metals (Япония), применяемая в изготовлении поварских ножей. Состав стали не обнародован.
Zirconia
Оксид циркония (ZrO>) - материал, обладающий высокой твердостью, используемый в изготовлении клинков из керамики и абразивных лент. Отличная стойкость режущей кромки, трудны в переточке, хрупки.
Zytel
Зайтель (Zytel - фирменное название DuPont) - нейлоновая смола (капрон), гетерогенная полимерная система, состоящая из полиамидной матрицы, армированной измельченным углеродным волокном или стекловолокном (содержание наполнителя от 25 до 50% масс. Технологичен, обладает повышенной химической стойкостью; стабильностью размеров деталей при изменении температуры; высокими прочностными характеристиками; пониженным коэффициентом трения в 1,5-2 раза; высокой износостойкостью и устойчивостью к воздействию абразивных сред; хорошей электро- и теплостойкостью; антистатическими свойствами. Используется в изготовлении рукоятей складных моделей.
Список используемой литературы
• Арзамасов Б.Н. и др. «Конструкционные материалы», М.: Машиностроение, 1990 г., 688 с.
• Виноградов В.Н., Сорокин Г.М. «Износостойкость сталей и сплавов», М.: Нефть и газ, 1994 г., 417 с.
• Геллер Ю.А. «Инструментальные стали», М.: Металлургия, 1983, 526 с.
• Ермаков С. С., Вязников Н. Ф. «Порошковые стали и изделия», Л.: Машиностроение, 1990 г., 319 с.
• Полевой С.Н., Евдокимов В.Д. «Упрочнение машиностроительных материалов», М.: Машиностроение, 1994 г., 496 с.
• Петракова А. «Нижегородские ножи с костяными черенками», «Русскій Антикваріатъ».
• Попов С.А. «Шлифовальные работы», М.: Высшая школа, 1999, 383 с.
• Середа М. «Складной нож» - интернет-публикация.
• Терехова Н.Н. и др. «Очерки по истории древней железообработки в Восточной Европе», М.: Металлургия, 1997 г., 320 с.
• Устинов А.И. и др. «Холодное оружие и бытовые ножи», М.: ВНИИ МВД СССР, 1978 г., 132 с.
• Федосов С.А. «Механические свойства сварочной дамасской стали современной выделки» - интернет-публикация.
• Щербаков В.А., Борзунов В.П. «Булатная сталь», М.: МИСИС, 1996 г., 312 с.
• Bernard R. Levine «Levine’s Guide to Knives and Their Values (Serial)», Paperback: 512 pages; Publisher: Krause Publications; 4th edition (April 1997).
• Jim Hrisoulas «Pattern-Welded Blade: Artistry In Iron», Hardcover: 120 pages; Publisher: Paladin Press; (December 1994).
• Wayne Goddard «The Wonder of Knifemaking», Paperback: 160 pages; Publisher: Krause Publications; (April 2000).
Материалы журналов:
Металлургия, НожЪ, Blade, Knife World, Knives Illustrated, Tactical Knives, ежегодника Knives 1990-х - 2000-х гг., авторов Л.Архангельского, Д.Самойлова, Д.Полимагина, Г.Прокопенкова, А.Марьянко, B.Tersuola, В.Levine, М.Carter, R. Parsons.
Справочно-информационные материалы фирм:
Crucible Materials Corporation (США), Uddeholm AG (Швеция-Австрия), Hitachi Metals (Япония), Daido Steel Co, Ltd (Япония), Erasteel SA (Швеция), Scana Steel Soderfors AG (Швеция), Sandvik AB (Швеция), Scana Steel Soderfors AB (Швеция), Soderfors Powder AB (Швеция), Damasteel AB (Швеция), Boehler Edelstahl GmbH & Со. (Австрия), Bonpertuis (Франция), Timken Latrobe Steel (США), Takefu Special Steel Co., Ltd (Япония), Aichi Steel Works (Япония). Cutlery & Allied Trades Research Association (Великобритания).
Рекламные материалы фирм:
Spyderco, Benchmade, KAI, Hattory, Kitano Edge, David Boye Knives, Chris Reeve Knives, Kyocera, Mad Dog Knives, Dick GmbH, Akashi-Kiko Co., Ltd., Watanabe Blade, Seki Direct.

Последние комментарии
52 минут 55 секунд назад
1 день 13 часов назад
1 день 19 часов назад
2 дней 2 часов назад
2 дней 5 часов назад
2 дней 5 часов назад