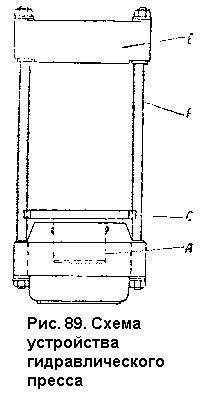
 В некоторых конструкциях гидравлических прессов прессовая плита совершает движение в обратном направлении, т. е. сверху вниз, нажимая на прессуемый предмет, расположенный на нижней неподвижной плите.
В некоторых конструкциях гидравлических прессов прессовая плита совершает движение в обратном направлении, т. е. сверху вниз, нажимая на прессуемый предмет, расположенный на нижней неподвижной плите.
Жидкость, например вода, в пресс подается специальными насосами. Для изменения скорости движения плунжера необходимо удалять излишки подаваемой насосом воды или менять скорость работы насоса. Для этого между насосом и прессом устанавливается гидравлический аккумулятор; он удерживает запас воды под давлением в те периоды, когда пресс расходует ее меньше, чем подает насос. В моменты большой нагрузки аккумулятор отдает воду. Часто применяются грузовые гидравлические аккумуляторы, которые состоят из гидравлического цилиндра с постоянным грузом.
 Прессовочный инструмент состоит обычно из нескольких частей. Для насыпки составов служит матрица; это — прочный стальной цилиндр со сквозным внутренним каналом. Канал имеет такую форму, какую следует придать прессуемому изделию. Дном матрицы служит специальная подставка — поддон. Перед прессованием матрицу устанавливают на поддон, в канал ее насыпают порцию состава и вставляют специальный стержень — пуансон, с помощью которого состав уплотняется при прессовании. Вся сборка устанавливается под пресс. Давление пресса через пуансон передается составу, сжимая его до требуемой степени. Давление гидравлического пресса наблюдается с помощью манометра. Запрессованное изделие выталкивается из матрицы через ее нижнее отверстие.
Прессовочный инструмент состоит обычно из нескольких частей. Для насыпки составов служит матрица; это — прочный стальной цилиндр со сквозным внутренним каналом. Канал имеет такую форму, какую следует придать прессуемому изделию. Дном матрицы служит специальная подставка — поддон. Перед прессованием матрицу устанавливают на поддон, в канал ее насыпают порцию состава и вставляют специальный стержень — пуансон, с помощью которого состав уплотняется при прессовании. Вся сборка устанавливается под пресс. Давление пресса через пуансон передается составу, сжимая его до требуемой степени. Давление гидравлического пресса наблюдается с помощью манометра. Запрессованное изделие выталкивается из матрицы через ее нижнее отверстие.
Контроль операции прессования. При прессовании пиротехнических изделий весьма важно точно соблюдать указанное в технологическом процессе давление. Превышение давления может вызвать вспышку состава при прессовании, уменьшение скорости горения его (увеличение плотности) или отказ при вослламе-
нении. При недостаточном давлении получаются непрочные изделия, изделия со слишком большой скоростью горения, иногда с неравномерностью горения и т. п. За величиной давления следует наблюдать по манометру.
Готовые запрессованные изделия подвергаются наружному осмотру для выявления трещин и пр. Изделия проверяются также испытанием в действии.
Т е х н и к а б е з о п а с н о с т и п р и п р е с с о в а н и и. При прессовании пиротехнических составов рабочие не должны находиться около пресса. В момент прессования или выталкивания готового изделия из матрицы состав может воспламениться. Если при горении состава образуется много газов, то воспламенение может сопровождаться взрывом, и осколки инструмента могут нанести тяжелые ранения. Пресс необходимо устанавливать в отдельной кабине или за надежными щитами; управление прессом выносится за пределы кабины или щита.
§ 4. ПОДГОТОВКА ОБОЛОЧЕК ДЛЯ ОБЪЕКТОВ И ВСПОМОГАТЕЛЬНЫЕ
ОПЕРАЦИИ
Многообразие конструкций пиротехнических изделий не позволяет дать перечень вспомогательных и подготовительных работ: в каждом отдельном случае используются наиболее удобные практические способы и средства.
Большинство изделий имеет картонные пли металлические оболочки; снаряды имеют стальные корпусы, фейерверочные изделия большей частью снаряжаются в картонные гильзы. Металл для оболочек очищают от ржавчины на механических станках с помощью керосина, бензина пли спирта. Для защиты металла от коррозии при соприкосновении с составами внутреннюю поверхность снарядов покрывают изолирующим лаком. Лакировку производят пульверизатором или вручную кистью.
Картонные оболочки могут изготовляться на картонажных производствах. В небольших пиротехнических мастерских картонные гильзы для фейерверочных фигур изготовляют на ручных катальных станках.
К вспомогательным операциям относятся шитье тканевых мешочков для пороховых зарядов, катка бумажных трубок для запальных - проводов и замедлителей, приготовление тестообразной воспламенительной подмазки и др. При больших масштабах производства отдельные операции механизируются. В небольших производствах большинство вспомогательных операций, особенно безопасных и нетрудоемких, можно выполнять ручным способом.
§ 5. СНАРЯЖЕНИЕ ОБЪЕКТОВ
Под снаряжением объекта понимают цикл производственных операций, при которых все детали изделия соединяются, образуя объект, обладающий требуемыми свойствами. В современных производствах процесс снаряжения разделяется на ряд' отдельных операций. Изготовление каждого пиротехнического изделия имеет
свои определенные операции снаряжения в зависимости от устройства изделия. Большинство операций
Последние комментарии
27 минут 3 секунд назад
3 часов 57 минут назад
21 часов 51 минут назад
23 часов 20 минут назад
1 день 15 минут назад
1 день 22 часов назад