Николай Николаевич Качалов Стекло
Ответственный редактор академик И. А. Орбели
Москва Издательство Академии наук СССР 1959
От автора

Приступая к работе над этой книгой, я поставил себе задачу рассказать в доступной форме все самое главное и самое интересное о стекле — об этом замечательном материале, занимающем исключительное место в жизни человека. По образованию и роду деятельности я инженер, химик, педагог. Первую половину жизни я проработал на производстве, вторую — в высшей школе и в научно-исследовательских институтах. Моя специальность — технология стекла. Ею я занимаюсь почти полвека. Предлагаемая вниманию читателей книга — не учебник. Работая над ней, я не заботился о том, чтобы ее содержание точно следовало за программой курса технологии или истории стекла. Я широко пользовался правом свободного выбора сюжетов для своего повествования и выбирал такие сюжеты, которые мне представлялись наиболее ярко освещающими ту или иную стадию развития стеклоделия. Вместе с тем отдельные страны, большое значение которых в истории общей культуры несомненно, не попали в мою книгу, так как они не внесли существенного вклада в историю стеклоделия потому ли, что действительно это производство было в них слабо развито, или потому, что архивы не сохранили об этом достоверных документов. Проследить шеститысячелетнюю историю стекла, заглядывая в каждый закоулок ее извилистого пути, одному человеку непосильно. Поэтому я был вынужден ограничиться выбором небольшого количества характерных для развития стеклоделия периодов, стремясь показать каждый из них по возможности ярко. Так произведено деление моей книги на главы. Но так как на свете ничто не происходит само собой, то показ основных этапов развития стеклоделия надлежало осуществить на фоне картины развития человеческого общества на всем огромном протяжении жизни стекла — от первобытнообщинного строя до наших дней. Только в этом случае читатель получит впечатление чего-то дельного, логически будет связывать последовательные звенья эволюции стекольного производства, которые без исторической канвы рассыплются, как бусы, из которых выдернули нитку. Необходимость толковать историю стеклоделия с точки зрения законов развития человеческого общества являлась для меня, не историка, первой и самой главной трудностью. Вторая, пожалуй, не меньшая, трудность заключалась вот в чем. Благодаря своим природным художественным достоинствам стекло использовалось людьми с незапамятных времен как излюбленный материал в изобразительном искусстве. Характерно, что уже самые первые стеклянные вещи выполняли не только утилитарные, но и эстетические функции. Чем более повышался уровень культуры того или иного народа, тем полнее изделия стекольной промышленности отражали вкусы и степень эстетического развития общества. Поэтому, излагая историю стеклоделия, никак нельзя отказаться от толкования отдельных ее этапов с искусствоведческих позиций, что составляло для меня, не специалиста по художественным вопросам, вторую большую трудность. Таким образом, получалось, что из трех направлений, которые должны были развиваться в книге, мне хорошо было известно только одно, и тут мне стало понятным, почему такой книги о стекле, за которую я собирался взяться, еще никто не написал ни у нас, ни за границей: каждый из подходивших к этому вопросу, будь он историк, искусствовед или технолог, знал только одну треть того, что нужно было знать. Что же оставалось делать мне? Скромнее всего, быть может, было бы тоже отказаться. Но я взял на себя смелость написать эту книгу. Чтобы застраховать себя от обвинений в том, что я пишу о предмете, который мне недостаточно знаком, я принял и осуществил два следующих решения. Во-первых, я воздержался от высказывания собственного мнения по вопросам истории и искусства и по возможности ограничился обобщением суждений, принадлежащих авторитетным в этих областях лицам. Во-вторых, каждую главу моей книги я решил обсудить в каком-либо из бесспорно авторитетных коллективов. Для этой цели я в течение года провел 15 чтений книги перед собранием научных сотрудников соответствующих отделов Государственного Эрмитажа. Само собой разумеется, что принятые меры не могут полностью уберечь меня от ошибок и недочетов в работе. Их, конечно, немало, и на них мне еще укажут историки и искусствоведы. Но я рассчитываю на снисходительность читателя, который, может быть, и не поставит мои промахи мне в вину. И, наконец, читатель, может быть, простит мне также склонность к отступлениям, которые встречаются в моей книге по разным поводам, а иногда как будто бы и совсем без повода. Редакторы пробовали бороться с этой дурной привычкой, но, как видно, не всегда успешно. В заключение я хочу выразить благодарность всему коллективу Государственного Эрмитажа, принявшему участие в предварительном обсуждении моей книги. Выражаю также глубокую признательность лицам, взявшим на себя труд дать письменный отзыв о проделанной мною работе: доктору химических паук В. П. Барзаковскому, доктору технических наук В. В. Варгину, кандидату исторических наук А. В. Банк, профессору М. К. Каргеру, доктору исторических наук Т. Н. Книпович, зав. отделом прикладного искусства Государственного Русского музея Т. Н. Кречетовой, академику А. А. Лебедеву, главному инженеру Гипростекло К. А. Мясникову, академику И. А. Орбелн, архитектору-художнику Б. А. Смирнову, академику В. В. Струве, доктору исторических наук В. Д. Флитнер, инженеру Ф. С. Энтелису и писателю Л. А. Кассилю. И, наконец, приношу особую благодарность двум моим ближайшим помощницам по написанию книги — кандидату технических наук Анне Семеновне Тотеш и художнику прикладного искусства Наталии Всеволодовне Владимировой, которые проделали огромную работу по собиранию различных материалов в музеях, архивах и библиотеках Ленинграда, Москвы и Киева, изучению литературных источников, составлению обзоров, рефератов и аннотаций, по ведению картотек, оформлению рисунков, подбору образцов и т. д. Без их помощи выполнение задачи, взятой мной на себя, было бы немыслимым. Вот что я хотел сказать читателям перед тем, как они раскроют первую главу моей книги.

ГЛAВA ПЕРВАЯ. ЧТО ТАКОЕ СТЕКЛО
Не право о вещах те думают, Шувалов, Которые стекло чтут ниже минералов, Приманчивым лучем блистающим в глаза: Не меньше пользы в нем, не меньше в нем краса.М. В. ЛОМОНОСОВ

Гай Плиний Старший, знаменитый естествоиспытатель и историк античного мира, живший в I в., описывает такой случай. Однажды, в очень давние времена, финикийские купцы везли по Средиземному морю груз добытой в Африке природной соды. На ночлег они высадились на песчаном берегу и стали готовить себе пищу. За неимением под рукой камней, они обложили костер большими кусками соды. Поутру, разгребая золу, купцы обнаружили чудесный слиток, который был тверд, как камень, горел огнем на солнце и был чист и прозрачен, как вода. Это было стекло. До сих пор мы не знаем достоверно, так или каким-либо иным путем возникло на земле стеклоделие, но во всяком случае легенда, рассказанная Плинием, не содержит в себе ничего невероятного. Присутствие золы сгоревшего топлива, мелких известковых ракушек, обычно содержащихся в морском песке, и наличие ветра могли создать необходимые для варки стекла условия в отношении как химического состава, так и возможности достижения на костре достаточно высокой температуры. Существуют и другие версии открытия стекла; о них мы скажем дальше. Какая из них наиболее достоверна, неизвестно, да это, пожалуй, и неважно. Несомненно то, что человек научился вырабатывать стекло — этот замечательный материал, сыгравший выдающуюся роль в развитии нашей культуры, — очень давно, несколько тысяч лет назад. Исключительное значение стекла в нашей жизни объясняется его замечательными свойствами, резко отличающими его от всех известных нам материалов. Безусловно, самое примечательное из них — прозрачность. Чтобы составить себе ясное представление о степени прозрачности стекла, вспомним, что пластинка толщиной в один сантиметр, изготовленная из высокосортного, например оптического, стекла может пропускать больше 99% падающего на нее света, если не считать потерь на отражение, от прозрачности не зависящих. Таким образом, задерживаться в такой стеклянной пластинке будет не больше одного процента света. Человеческий глаз не способен заметить столь ничтожную потерю света, и пластинка ему будет казаться абсолютно прозрачной, — как говорят, «оптически пустой». Мы не знаем другого прозрачного материала, который мог бы полноценно заменить стекло в главных случаях его применения. Когда-то в окна вместо стекла вставляли слюду, но этот материал гораздо хуже пропускает свет, добывается в виде листов сравнительно небольшого размера и требует частых оконных переплетов. В итоге освещение получалось тусклым, а дефицитность и относительно высокая стоимость слюды не позволяли причислить ее к материалам широкого потребления. Не может конкурировать с обычным стеклом и новый материал, приближающийся к нему по прозрачности, так называемый «плексиглас», или органическое стекло. Он несоизмеримо дороже и обладает небольшой твердостью, так что легко царапается разносимыми ветром песчинками, и поверхность листов, сделанных из него, скоро становится матовой. Остается еще упомянуть некоторые, относительно редкие минералы и драгоценные камни, которые имеют очень высокую прозрачность, но их, само собой разумеется, по экономическим соображениям никак нельзя рассматривать в качестве заменителей стекла при его массовом использовании. Вот, в сущности, все твердые материалы, которые близки по прозрачности к стеклу, но они, как мы видим, не способны полноценно заменить стекло ни на одном из участков обслуживания потребностей человека. Таким образом, стекло остается монополистом замечательного качества — прозрачности. В своем месте мы подчеркнем, как незаменимо это качество в некоторых случаях. Вторым замечательным свойством стекла следует считать его химическую устойчивость, т. е. способность противостоять воздействию активнейших химических реагентов. По существу, разрушающее действие на стекло оказывает лишь одно вещество — плавиковая кислота. Все же остальные химические соединения совсем не действуют на стекло или производят лишь незначительные повреждения его поверхности, медленно проникающие вглубь. Исключительно высокая химическая стойкость стекла великолепно защищает стеклянные изделия от воздействия так называемых атмосферных агентов — дождей, морозов, солнечных лучей, которые в течение миллионов лет разрушают громадные массивы каменистых горных пород. Эти страшные, непреодолимые в непрерывности в длительности своего действия, агрессивные силы не причиняют, как показывает опыт, серьезных повреждений стеклянным изделиям, находящимся под их воздействием в течение тысячелетий, а лишь образовывают на их поверхности тонкие пленки, отливающие цветами радуги. Это явление обязано особому оптическому эффекту, носящему название «интерференции». Подобные «иризирующие» пленки можно наблюдать иногда на воде, когда по ее поверхности разольется тончайшим слоем керосин или нефть. Высокая химическая устойчивость стекла — причина того, что стеклянные изделия, изготовленные во времена глубокой древности, нередко доходят до нас в прекрасной сохранности, являясь, наряду с каменными и глиняными изделиями, единственными, поистине «нетленными» вещественными памятниками человеческой культуры. Каждое из двух названных основных свойств стекла в отдельности могло бы прославить вещество, которому оно присуще в столь высокой степени. Какова же должна быть ценность и практическое значение материала, сочетающего в себе оба эти свойства? Постараемся уяснить себе это глубже. Главный потребитель стекла — строительное дело. Больше половины всего выплавляемого стекла перерабатывается на листы для остекления зданий. Известно, что, несмотря на очень большую давность существования стеклоделия на земле, оконное листовое стекло научились делать лишь к концу средневековья. Могущественные феодалы Европы в своих замках, украшенных несметными богатствами, блуждали в темноте при колеблющемся мерцании каминных огней и зимой дрожали от холода, когда открывались ставни, чтобы хоть изредка впустить в комнату луч солнца. Окна этих замков представляли собой пустые щели, прикрытые дощатыми ставнями. Теперь у нас есть листовое стекло, и человек, наконец, получил возможность пользоваться дневным светом в своем жилище круглый год. Однако следует помнить, что вопрос этот разрешен столь удачно потому, что стекло не только прозрачно, но и химически устойчиво. Действительно, мы знаем, что благодаря именно этому последнему свойству вставленное в раму стекло может жить десятки лет, если его случайно не разобьют. Ведь ни один из известных нам материалов не мог бы выстоять так долго на открытом воздухе. Мы знаем по опыту, что кровельное железо, если его не красить, проржавеет насквозь через два-три года. Вторая по величине грунта стеклоизделий, составляющая около одной трети всей стекольной продукции, — это так называемое «полое» стекло, т. е. сосуды самого разнообразного типа, фасона и назначения — для жидкостей, порошков, газов, для продуктов питания, химикалий и т. д. Первое требование, которое предъявляют ко всякому сосуду, заключается в том, чтобы внутренние стенки его и содержимое химически не реагировали друг с другом. Если это условие не обеспечено, то стенки сосуда будут разрушаться, а содержимое портиться. Высокая химическая устойчивость стекла вполне обеспечивает это важнейшее условие. Но поставим вопрос так: является ли химическая устойчивость свойством, достаточным для того, чтобы мы могли признать такой материал во всех отношениях подходящим для изготовления сосудов? Мы полагаем, что нет и что второе свойство стекла — прозрачность — играет в данном случае очень большую роль. Благодаря прозрачности стенок сосуда мы можем, не прикасаясь к нему, а лишь взглянув, сделать правильные заключения о содержимом; например, в тех случаях, когда набор хранящихся в стеклянной таре веществ ограничен, бывает достаточно одного взгляда на сосуд, чтобы точно определить, какое это именно вещество из числа хранящихся. Во многих случаях можно при этом убедиться, какого качества содержимое, не испортилось ли оно при хранении; например, не помутнела ли вода в графине. Наконец, и это очень важно, мы можем, не беря сосуда в руки, не открывая его и не встряхивая, быстро установить, много ли осталось в нем содержимого. Все это очень важно при постоянном и частом пользовании наполненными сосудами, например в химической лаборатории или в домашнем хозяйстве. Эти на первый взгляд мелкие и несущественные преимущества прозрачного сосуда дают большую экономию времени и в ряде случаев могут предотвратить потери, аварии и отравления. Итак, проблема хранения различных веществ решена при помощи стеклянной тары весьма успешно опять-таки потому, что стекло не только химически устойчиво, но и прозрачно. Таким образом, мы видим, что большая часть всей стекольной продукции может отвечать своему назначению вследствие того, что стекло — носитель одновременно двух свойств, выраженных в предельно высокой степени, — прозрачности и химической устойчивости. В этом секрет «незаменимости» стекла как материала почти во всех случаях его применения. Какой же материал может с ним соперничать, если ни одно из двух его основных свойств не присутствует в отдельности ни в одном из известных нам материалов в такой высокой степени, как в стекле? Казалось бы, такое исключительно ценное для практики вещество должно было бы иметь и высокую стоимость. Однако это не так. Мы знаем, как широко распространено стекло в нашем быту. Нет ни одного дома, где бы этот материал не был представлен предметам первой необходимости. Относительная дешевизна стеклянных изделий объясняется, во-первых, доступностью и дешевизной сырых материалов, из которых варится стекло, а во-вторых, тем, что расплавленная стеклянная масса, как мы увидим дальше, очень удобна для всевозможных методов формования изделий, в том числе механизированных, обеспечивающих массовый выпуск продукции. Это свойство расплавленного стекла дает возможность в каждом отдельном случае подобрать наивыгоднейший в экономическом отношении технологический процесс формования, наиболее подходящий к фасону, величине и прочим особенностям изготовляемого предмета. Понятно, что это условие — чрезвычайно важный фактор в снижении стоимости продукции, а следовательно, и в ее проникновении в разнообразнейшие области нашей жизни. Самого беглого взгляда достаточно, чтобы убедиться, как глубоко зашел процесс врастания стекла в быт и деятельность человека, какое место оно заняло среди других материалов, необходимых человеку в его повседневной жизни, в технике и науке. Действительно, в строительном деле оно нашло себе широчайшее применение прежде всего для остекления окон, затем как стеновой и отделочный материал — пустотелые кирпичи, блоки из пеностекла, облицовочные плитки. Не менее почетное место стекло занимает и в пищевой промышленности, являясь непревзойденным пока материалом, из которого изготовляются сосуды, предназначенные для хранения и транспортировки разнообразнейших пищевых продуктов, — бутылки, консервная тара, хозяйственные банки, бытовая столовая посуда и т. и. В качестве совершенно незаменимого материала стекло выступает там, где речь идет о хранении химических активных веществ, например в лабораторной технике, которая немыслима без стеклянной химической посуды — колб, стаканов, реторт, пробирок, трубок и множества специальных приборов разных форм и назначений, изготовляемых искусными руками стеклодувов. К этой же категории химического стекла должны быть отнесены крупная тара и другие крупногабаритные сосуды и аппараты, применяемые в химической промышленности. Многие из них, ввиду своего особого назначения, обязательно должны быть изготовлены из стекла, а не из какого-либо другого материала. Не вызывает сомнения громадное значение стекла в осветительной технике: это — колбы для электрических ламп, ламповые стекла и резервуары для керосинового освещения. Вспомним так называемую электровакуумную промышленность с ее радиолампами, рентгеновскими трубками, ртутными выпрямителями и тому подобными изделиями, значимость которых общеизвестна. Не забудем и транспорт, который потребляет громадное количество специального листового стекла для остекления автомашин, самолетов, троллейбусов, трамваев, железнодорожных вагонов, пароходов. К активным потребителям стекла следует причислить линии связи, так как стекло — самый дешевый материал для изоляторов низкого напряжения. За последние годы все шире и шире развертывается производство стеклянной ваты, стеклянного волокна и тканей из него. В этой продукции нуждаются те отрасли техники, где решающее значение имеют вопросы теплой и электрической изоляции. Там эта разновидность стеклянной продукции широко используется в объектах специального назначения. Оптическая промышленность и оптическое стекло подарили человечеству непревзойденные орудия изучения и подчинения себе сил природы — современные точнейшие оптические приборы во всем разнообразии их типов и назначений, начиная от очков и кончая астрономическими телескопами. Наконец, остановимся еще на одном случае применения стекла. Как известно, стеклу присущи специфические декоративные свойства, а именно: способность воспринимать изумительные по глубине и нежности окраски, создавать неподражаемую игру света, отливающую в граненых изделиях всеми цветами радуги, беспредельное разнообразие в переходах от кристальной прозрачности через все степени замутнения до полной заглушенности, наподобие благородного камня. Эти замечательные художественные достоинства в соединении со свойством долговечности стеклянных изделий были использованы народами всех времен для создания художественных памятников, отражающих особенности культуры различных исторических эпох. Точнее говоря, применение стекла в области изобразительного искусства было его основным назначением на всем многовековом протяжении существования стеклоделия вплоть до начала XX в., когда со стремительным развитием науки и техники стекло начинает все более и более широко использоваться для удовлетворения самых разнообразных, чисто практических потребностей человеческого общества. Замечательные декоративные свойства стекла обусловил существование особой группы изделий, объединяемой общим названием «художественное стекло». Сюда относится в первую очередь художественная столовая посуда во всем бесконечном разнообразии представленных этой категорией предметов. Особо можно выделить группу уникальных крупных сосудов (чаши, кубки, вазы, блюда), используемых для призовых наград, подарков и в качестве предметов, украшающих жилище. Далее идет группа монументальных стеклянных изделий, служащих для внутреннего убранства парадных общественных зданий, — это барельефы, торшеры, люстры, монументальные вазы и. наконец, изделия, в которых стекло используется как декоративный отделочный материал. Сюда входят прежде всего плитки и листы стекла как облицовочный материал для стен и полов зданий. Такая отделка придает помещениям вид исключительной нарядности и опрятности. Стеклянные иолы представляют собой пестрый ковровый паркет, под которым можно располагать нагреватели и источники света. К декоративному стеклу надлежит отнести и такие элементы декоративной отделки зданий, как карнизы, фризы, наличники, багетные рамы для картин и зеркал, детали колонн и пилястр, вентиляционные решетки, балясины для перил и балюстрад. Особенно эффектно применение цветных стекол в витражах, т. е. в узорчатых окнах парадных зданий. При этом могут быть использованы самые разнообразные производственные приемы, начиная от средневековой техники, когда фасонно вырезанные кусочки стекла скреплялись свинцовой оправой, и кончая современными методами, например спеканием или холодной склейкой разноцветных кусков стекла, гравировкой рисунков струей песка, подающегося под большим давлением, химическим травлением стекла и нанесением на его поверхность тонких иризирующих покрытий. Стоит ли говорить о том, какое большое значение должно иметь искусство витража в наше время при грандиозном развертывании строительства монументальных зданий и сооружений. Нам кажется, что каждое окно, расположенное выше человеческого роста, т. е. предназначенное не для смотрения через него, а для освещения помещения, должно в той или иной мере выполнять эстетическую функцию, широко используя богатство светотехнических эффектов. Без сомнения, технику витража мы должны всемерно развивать. Не меньшее, если не большее, значение в наше время должна иметь и другая, родственная ей по характеру техника — техника мозаичной живописи. Этот вид монументального декоративного искусства, воспроизводящий на стенах сложные орнаменты и картины из разноцветных кусочков стекла, связанных прочным цементом, как нельзя более соответствует требованиям, предъявляемым к оформлению воздвигаемых в наше время великолепных зданий общественного назначения. Вот почему производство требующихся для мозаики заглушенных (непрозрачных) цветных стекол, называемых «смальтой», или, как говорили во времена Ломоносова, «мусией», должно составлять одну из важных отраслей художественного стеклоделия. Упомянем еще один случай наиболее, быть может, эффектного применения стекла как материала. Мы имеем в виду монументальную стеклянную скульптуру. Разработанная в СССР методика изготовления монументальных стеклянных скульптур сложной формы дает возможность отформовывать таким путем крупные детали архитектурного характера, например капители колонн, барельефы, орнаменты. Я думаю, что сказанного достаточно для ясного представления о значении стекла в жизни человека и о бесконечном разнообразии стеклянных изделий, служащих для удовлетворения наших потребностей. Нас не может не поражать эта универсальность, это множество назначении, которым стеклянные изделия должны служить, а отсюда и бесконечное разнообразие требований, которым стекло как материал должно отвечать в каждом отдельном случае. Посмотрим, какими особенно ярко выраженными свойствами должно обладать стекло при том или ином применении. Стекло для лабораторной посуды прежде всего должно быть химически устойчивым; оно не должно поддаваться разъедающему действию разных агрессивных реагентов. Остальные свойства, как, например, термическая устойчивость — способность переносить резкие температурные скачки, механическая прочность, имеют гораздо меньшее значение, а внешний вид изделий не играет здесь никакой роли. Наоборот, для хрустального бокала важна в первую очередь эстетическая сторона, и стекло должно быть по возможности свободно от внешних косметических дефектов — пузырей, свилей и зеленоватой окраски, вызываемой загрязняющими примесями, свойственными дешевым сортам стеклоизделий. Кроме того, важно, чтобы показатель преломления был достаточно высок, так как в этом случае грани бокала будут ярче играть в проходящем свете. Прочие свойства, как, например, химическая и термическая стойкость, механическая прочность и т. д., особенного значения здесь не имеют. Дальше, оптическое стекло должно прежде всего иметь для каждого из своих многочисленных типов присущие ему «оптические постоянные», т. е. определенную величину коэффициента преломления для лучей разной длины световой волны, и, кроме того, отвечать чрезвычайно высоким требованиям в отношении беспузырности, бессвильности, прозрачности и окрашенности. В отношении же термической стойкости, механической прочности и электропроводности оптическое стекло может быть самым обычным. Бывают случаи, когда стекло должно быть носителем какого-нибудь одного свойства: или выраженного в очень сильной степени, или по величине своей точно отвечающего заданию. К остальным свойствам заказчик в этих случаях выражает полное безразличие. К такому виду стеклянных изделий можно отнести, например, защитное рентгеновское стекло, которое должно предохранять работающего на рентгеновской установке от вредоносного действия икс-лучей. Кроме этого защитного, специфического действия от стекла в данном случае ничего больше не требуется. Оно может быть свилистым, пузыристым, обладать любой окраской, любыми оптическими свойствами, может как угодно реагировать на химические воздействия, на резкое изменение температур и т. д. То же можно сказать о стекле, которое применяется для колб электроламп и ряда других электровакуумных изделий для радиевой техники и иных назначений. Эти стекла должны обладать только одним свойством, а именно: их коэффициент термического расширения должен точно совпадать с коэффициентом расширения того металла, из которого делаются впаивающиеся в стеклянное тело колбочки проводники электрического тока. Если эти коэффициенты не совпадут, стекло и металл после впайки при охлаждении будут неодинаково сжиматься (как известно, все тела расширяются при нагревании и сжимаются при охлаждении), в результате чего в стекле возникнут большие внутренние напряжения, которые приведут к разрушению изделия. Никаких других особых свойств от стекла данного типа не требуется. Можно было бы продолжить перечень подобных случаев, однако и так достаточно ясно, что необходимо приготовлять стекла, разные по свойствам: особо химически стойкие, особо прочные механически, обладающие определенным коэффициентом термического расширения и наперед заданными оптическими константами, и т. д. и т. п. Иными словами, разнообразные потребности человеческого общества не позволяют ограничиться одним сортом стекла, обладающим стандартными качествами, а заставляют иметь много разных сортов, вернее, типов стекла, каждый из которых будет отличаться какими-то особыми, только ему присущими свойствами. В погоне за такой своеобразной специализацией стекол нередко для достижения одних свойств приходится жертвовать другими. Так, например, мы миримся с пузыристостью и свилистостью некоторых сортов оптического стекла, отличающихся зато редким сочетанием своих оптических свойств; не обращаем внимания на желтизну защитных рентгеновских стекол или недостаточную термическую стойкость хрусталя. Как же достигнуть столь большого разнообразия в типах стекол? Как добиться того, чтобы каждому из этих типов были присущи требуемые свойства? Здесь мы подходим к одному очень важному в технике вопросу. Совсем недалеко еще то время, когда не знали, что свойства тела прежде всего связаны с его химическим составом, с тем, какие вещества, какие химические элементы его образуют и в каких количественных взаимоотношениях они для этого сочетаются. Ломоносов первый обратил на это серьезное внимание. До него, конечно, знали, что стекло можно сварить из разных исходных материалов, но считали, что раз стекло сварено, то свойства его всегда окажутся одними и теми же, независимо от того, какие вещества введены в его состав. Ломоносов понимал, что это не так, и в опытах, которыми он закладывал начало науки о стекле, всегда учитывал состав стекла как фактор, способный в корне изменить свойства стекла, а следовательно, и его поведение в той или иной обстановке эксперимента. Сейчас уже хорошо известно, как химический состав любого вещества влияет на его свойства. Изучением этого вопроса в наше время занимаются во всех отраслях науки. Его исследуют отдельные ученые, лаборатории и институты, о нем написано множество книг. Знанием законов влияния состава вещества на его свойства объясняется то изобилие разнородных материалов, которое человек привлек к удовлетворению потребностей своего быта и для нужд своей деятельности. Этим путем было достигнуто и умение управлять в широких пределах свойствами стекла, маневрируя его составом. Каков же состав стекла? Главной составной частью стекла, входящей в него в наибольшем количестве и определяющей все его типичные свойства, является кремнезем. Кремнезем представляет собой очень прочное химическое соединение одного атома кремния с двумя атомами кислорода. Насколько велико значение в природе этого соединения, можно судить по тому, что оно составляет около 60% земной коры. Природные или искусственные вещества, в состав которых входит кремнезем, называются силикатами. Помимо горных пород, к ним относится обширный ряд искусственных материалов, производство которых сейчас составляет самостоятельные крупные отрасли народного хозяйства, как, например, фарфоро-фаянсовое производство, производство огнеупорных материалов, кирпича, вяжущих веществ, стеклоделие. Кремнезем вводится в состав стекла в виде кварцевого песка. Кварцевый песок принадлежит к числу вторичных горных пород. Он образуется путем разрушения атмосферными агентами (или, как говорят, «выветривания») тех первичных кристаллических пород, которые содержат в себе минерал кварц. Такой породой, например, является гранит, состоящий из кристаллов кварца, полевого шпата и слюды. Зерна этих минералов, освобождающиеся в результате выветривания гранитов и им подобных горных пород, подхватываются водными потоками или ветром и переносятся иногда на громадные расстояния, пока соответствующие топографические или климатические условия не остановят их движения и не образуют «залежей» или «отложений» данного материала той или иной мощности. В процессе этого вынужденного путешествия в подземных и надземных водных потоках судьба зерен каждого типа будет различна. Она будет зависеть от их величины, формы, удельного веса и химических особенностей. Некоторые минеральные зерна будут отнесены дальше, другие ближе. Одни только изменят свою форму в результате трения друг о друга и отсортируются по крупности, другие подвергнутся сильным химическим превращениям и дадут начало новым веществам. В результате этого процесса зерна кварца приходят к месту своего окончательного отложения в виде крупинок более или менее правильной, окатанной, шарообразной формы с диаметром, обыкновенно не превышающим 1-2 мм, иногда очень точно отсортированных по крупности. В стекловарении используются только самые чистые разновидности кварцевого песка, в которых общее количество загрязнений не превышает 2-3%. Особенно нежелательно присутствие железа, которое, встречаясь в песках даже в таких ничтожных количествах, как десятые доли процента, окрашивает стекло в неприятный зеленоватый цвет. Принимая во внимание, что железо — также очень распространенный элемент на земле, становится понятным, что избежать его в песках не очень легко и что высококачественные чистые отложения стеклопромышленных кварцевых песков встречаются в природе не так уж часто. Стекло можно сварить из одного песка, не прибавляя к нему никаких других веществ, но для этого нужна очень высокая температура (выше 1700°). Получение таких высоких температур в печах промышленного типа связано с большими трудностями. Обычные печи, в которых используется твердое, жидкое или газообразное топливо, для этого не годятся; приходится прибегать к электрическим печам специального устройства, эксплуатация которых обходится дорого. Кроме того, при столь высоком нагреве сильно разрушается огнеупорный материал, из которого выложена печь и изготовлен стекловаренный сосуд. Наконец, расплавленный кварцевый песок представляет собой такую густую, вязкую массу, что из нее очень трудно удалять воздушные пузырьки и придавать изделиям нужную форму. Правда, иногда приходится мириться с этими трудностями, а также с дефектами и высокой стоимостью получаемых изделий ради одного замечательного достоинства кварцевого стекла, выражающегося в способности выдерживать любые температурные скачки. Раскаленные добела кварцевые тигли можно бросать в воду, не боясь растрескивания. Благодаря этому свойству кварцевые стаканы, тигли, чашки и трубки поистине незаменимы в лабораторной технике, что и заставляет поддерживать их производство в объеме, удовлетворяющем потребности лабораторий. Понятно, эти изделия не могут служить предметом широкого потребления. Тугоплавкость песка, являющаяся причиной всех трудностей при попытках сварить из него стекло, может быть значительно ослаблена прибавлением некоторых веществ. Так, например, если мы примешаем к песку соду, то нам удастся сварить стекло при температуре на 200-300° более низкой. Расплав при этом получится менее вязкий, будет успешно освобождаться от пузырей и позволит с удобством формовать из него изделия вполне удовлетворительного внешнего качества. Плавка при этом может производиться в обыкновенных топливных печах, огнеупорный материал будет работать в нормальных условиях и хорошо сохраняться. Однако достигнутый успех нас удовлетворить не может, так как оказывается, что сваренное при этих условиях стекло растворимо в воде и приготовленные из него изделия быстро разрушаются на воздухе под действием атмосферной влаги. Такой материал, конечно, не может быть использован для изготовления стеклянных изделий. Растворимое стекло находит себе широкое применение в других отраслях народного хозяйства, например в мыловаренной промышленности, в лакокрасочном деле, в текстильном и бумажном производствах, в дорожном строительстве, при проведении подземных выработок, для пропитки рыхлых грунтов с целью их уплотнения, при изготовлении крупных строительных блоков и т. д. Растворимое стекло изготовляется у нас в количестве десятков тысяч тонн ежегодно и составляет значительную отрасль химической промышленности. Итак, мы убедились, что ни песок один, ни смесь его с содой не дают при сплавлении такого материала, который необходим для стекольной промышленности. Нужно исправить недостаток такой двухкомпонентной смеси, дающей растворимое в воде стекло. Оказывается, для этого достаточно добавить третье вещество, например известь. Действительно, если мы составим не двух-, а трехкомпонентную смесь, или, как говорят стекольщики, «шихту», состоящую из песка, соды и известняка или мела, то получим стекло, вполне нас удовлетворяющее по всем своим свойствам. Известняк и мел — это горные породы, имеющие одинаковый химический состав, способные в ряде случаев заменять одна другую. Обе породы принадлежат к числу весьма распространенных на земле. Известковая, так называемая «бутовая», плита относится к числу самых обычных строительных материалов и используется для кладки фундаментов. Мел же представляет собой в основном скопление известковых панцирей мелких организмов. Он образует в природе мощные залежи, целые горы и широко применяется в строительном деле как материал для побелки стен и потолков. Остановимся на явлениях, которые происходят в шихте, когда она подвергается действию высоких температур. Сода и известняк (или мел) представляют собой карбонаты, т. е. соли угольной кислоты. Под влиянием жара печи они будут диссоциировать, или распадаться, с выделенном газообразной углекислоты, которая удалится из печи вместе с продуктами горения — дымом. При этом от соды в шихте останется окись натрия, а от известняка (или мела) — окись кальция. Вот эти-то два окисла, соединившись с кремнеземом песка, и образуют стекло. Таким образом, мы подошли к самому обычному, самому распространенному химическому составу стекла — натриево-кальциевому, который свойствен по меньшей мере девяти десятым всего выплавляемого на земном шаре стекла. Теперь мы имели случай убедиться в справедливости высказанного выше замечания о дешевизне, легкодоступности сырых материалов стекловарения. Действительно: песок и известняк — распространеннейшие горные породы, стоимость которых на месте залегания практически равна нулю. Нужно понести некоторые затраты лишь на добычу их и доставку на завод, что не очень обременительно, так как месторождений песков и известняков в СССР множество, а стекольные заводы располагаются всегда поблизости от них. Сравнительно более дефицитным компонентом стекольных шихт является сода. Эта знаменитая соль натрия известна с древнейших времен. Раньше она добывалась из воды некоторых озер, позднее также из золы солончаковых растений, а за последние полтора века содовое производство стало одной из самых мощных ветвей химической промышленности. Сода производится сотнями тысяч тонн в год и идет для удовлетворения нужд самых разнообразных отраслей народного хозяйства — в основном на мыловарение, текстильное и стекольное производства. Ввиду громадного спроса на этот материал со стороны самых разнообразных потребителей стекольная промышленность за последнее время начала заменять его другим, менее дефицитным, а именно — сульфатом натрия, или так называемой глауберовой солью. В СССР имеются неограниченные природные источники получения этой соли. В одном Кара-Богаз-Голе (заливе Каспийского моря) ежегодно осаждаются миллионы тонн сульфата, и стоимость его на стекольных заводах также определяется лишь затратами по добыче и доставке. Варка стекла на сульфате идет не так легко, как на соде, требует несколько более высоких температур и нуждается в добавке в шихту угля, который помогает разложению глауберовой соли на окись натрия и сернистый газ. Итак, мы выяснили, что в состав стекла, помимо кремнезема, должно войти минимум два вещества: окись натрия и окись кальция. Но оказывается, что вместо окиси натрия можно с успехом ввести окись калия, а вместо окиси кальция — окись магния, окись свинца, окись цинка или окись бария. Кроме того, часть кремнезема можно заменить некоторыми другими веществами, например борной или фосфорной кислотой. Наконец, в каждом стекле содержится небольшое количество глинозема, попадающее из стенок стекловаренного сосуда, всегда в какой-то очень небольшой степени растворяющихся в расплавленном стекле. Все эти вещества, участвуя в различных количественных сочетаниях, дают стекла с очень разными свойствами. Изучив детально, как влияет каждый из перечисленных окислов металлов на то или иное свойство стекла, в какую сторону и насколько он это свойство изменяет, можно, варьируя состав стекла, изменять его свойства в желаемом направлении. Например, мы знаем, что борная кислота, вводимая в стекло взамен щелочей, понижает коэффициент теплового расширения стекла и, следовательно, делает его более устойчивым по отношению к резким температурным скачкам, поэтому мы вводим бор в стекло, предназначенное для изделий, которые будут подвергаться внезапным изменениям температуры. Мы знаем, что свинец сильно увеличивает показатель преломления стекла, и на основании этого мы вводим большое количество свинцового сурика в шихту хрусталя, из которого будут изготовляться художественные граненые изделия, главная красота которых заключается в многоцветной игре преломляющегося света. Известно, что щелочи повышают растворимость стекла, поэтому мы стараемся довести их содержание до минимума в стекле, предназначенном для химической посуды. Таким образом, несмотря на очень ограниченное количество окислов, вводимых в состав стекла, можно, варьируя их количественное соотношение, сильно изменять свойства стекла. Однако можно пользоваться этим средством лишь в ограниченных пределах. Так, например, если мы превысим допустимую норму содержания песка, шихта окажется слишком тугоплавкой, варка пойдет с большими трудностями и нам не удастся получить прозрачного, свободного от пузырей расплава. Если же, наоборот, мы введем слишком много щелочей за счет песка, стекло окажется химически нестойким и поверхность его начнет быстро мутнеть под воздействием атмосферной влаги. Чтобы закончить наши рассуждения о химической природе стекла и тех веществах, изкоторых оно образуется, приведем примерные составы некоторых типичных промышленных стекол (табл. 1). Беглого взгляда на приведенные рецепты достаточно, чтобы убедиться в разнообразии комбинаций, составляемых из небольшого количества стеклообразующих окислов. Этот перечень рецептов можно увеличить в десятки раз. Одни оптические стекла охватывают собой несколько сот сортов, из которых каждый обладает какими-то особенными свойствами и имеет свой состав. отличающий его от всех других стекол.

Таким образом, разнообразные требования к свойствам стекла на практике удовлетворяются различными комбинациями нескольких входящих в состав стекол окислов. Иногда этих окислов в состав стекла входит очень мало (но не меньше трех), иногда — до десяти. Содержание главной составной части стекла — кремнезема — колеблется от 85 до 35%, а щелочей, т. е. окислов натрия и калия, — от 17% почти до нуля. Такие вещества, как окись бария и окись свинца, иногда совершенно отсутствуют, а иногда содержание их в стекле поднимается до 30-45% и выше[1]. Все ото лишний раз подтверждает, что химический состав — могущественное средство, которым пользуются для придания материалу нужных свойств. Итак, мы имеем достаточно полное представление о природе стекла, о его свойствах и о химических соединениях, входящих в его состав. Познакомимся теперь с условиями его приготовления. Как уже говорилось раньше, для того чтобы из смеси сырых материалов — шихты — получилось стекло, ее необходимо подвергнуть действию высокой температуры. При этом первой расплавится щелочь, после чего в ней начнут растворяться зерна кварца и известняка, вступая между собой в химическое соединение с образованием различных, растворенных друг в друге силикатов. В результате по истечении нескольких часов при температуре около 1400-1500° получается расплав, в котором уже не осталось ни одной крупинки исходных материалов. Этим заканчивается первая стадия варки стекла, называемая «проваром шихты». Расплав представляет собой прозрачное вещество и уже может быть назван стеклом, так как при охлаждении он сохранит свою прозрачность и не будет обнаруживать признаков кристаллического строения, присущего всем исходным материалам, входившим в шихту. Однако этот расплав еще не является готовым стеклом, из которого можно формовать изделия. Он недостаточно однороден. В нем имеется громадное количество пузырьков и так называемых «свилей» — нитеобразных потоков. Пузырьки бывают разной величины — от одного сантиметра до сотых в даже тысячных долей миллиметра в диаметре. Самые мелкие из них называются «мошкой». Пузырьки наполнены воздухом и газами, находящимися в продуктах горения, а также выделяющимися из шихты при диссоциации ее компонентов под влиянием высоких температур. Удаление пузырьков из расплава благодаря его большой вязкости представляет собой очень трудную задачу, не всегда удающуюся до конца. На рис. 1 показаны пробы, последовательно извлекаемые из расплава по мере протекания процесса стеклообразования и характеризующие разные стадии варки стекла.
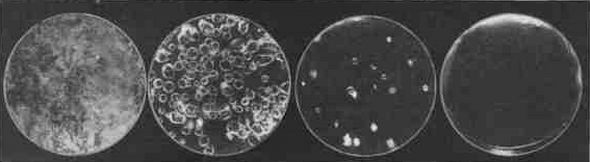 Рис.1. Стадии варки стекла
Рис.1. Стадии варки стекла
Свиль — это видимая граница двух соседних участков стекла неодинакового состава; она является признаком недостаточной однородности, недостаточно хорошей перемешанности расплава (рис. 2). Аналогичную картину свилистости мы можем наблюдать в стакане чая, когда в нем растворяется кусок сахара. При этом нетрудно заметить клубок нитевидных потоков, который будет подниматься над сахаром до тех пор, пока сахар не растает и чай не будет как следует перемешал ложкой.
 Рис. 2. Свили в стекле
Рис. 2. Свили в стекле
Чтобы пузырьки и связи удалились из расплавленного стекла, его нужно выдержать в течение нескольких часов при высоких температурах. Этот второй этап варки стекла называется «осветлением». Расплав будет постепенно разогреваться и становиться все более и более жидким, что облегчит удаление пузырей, так как скорость их подъема в жидкости обратно пропорциональна ее вязкости, и поможет уничтожению свилей, так как расплав будет лучше перемешиваться. Чтобы понять, почему именно расплав будет лучше в этом случае перемешиваться, нужно иметь в виду, что процесс перемешивания стекломассы осуществляется тремя путями: во-первых, конвекционными потоками, которые всегда возникают в подогреваемой жидкости (более теплые, более легкие слои жидкости поднимаются, а более холодные, более тяжелые опускаются); во-вторых, диффузией, т. е. способностью жидкостей и газов проникать друг в друга при соприкосновении; в-третьих, поднимающимися в стекломассе в период осветления пузырьками. Все эти три фактора — и конвекционные потоки, и диффузия, и поднимающиеся пузырьки — действуют гораздо активнее в более подвижных, менее вязких жидкостях, а потому и перемешивание стекломассы пойдет тем успешнее, чем выше будет ее температура. Когда стекломасса будет выдержана при высоких температурах (1400-1500°) достаточный промежуток времени и главная масса пузырей и свилей будет удалена, можно считать, что период осветления успешно завершен. Наступает третий этап варки, называемый «студкой». Задача этого периода — осторожное охлаждение стекломассы до той температуры, при которой она примет необходимую для последующего процесса формования вязкость, или густоту. Мы сказали, что охлаждение должно быть осторожным, имея в виду неприятные неожиданности, встречающиеся иногда на этом этапе варки. Нередко при охлаждении хорошо сваренное стекло, бывшее совершенно беспузырным, вдруг пронизывается бесчисленным количеством мошки — до нескольких тысяч штук в одном кубическом сантиметре (рис. 3). Происхождение этого явления связано с очень сложным вопросом о газах, содержащихся в скрытом виде в стекле. Доказано, что совершенно чистое, беспузырное стекло может содержать в себе очень много газов, объем которых в несколько раз превышает объем самого стекла. Эти газы либо химически связаны с компонентами стекла, т. е. образуют сними какие-нибудь определенные соединения, либо просто растворены в стекле физически подобно тому, как газы растворяются в воде. Такое «зараженное» газами стекло представляет во время варки большую опасность: достаточно, чтобы одна миллионная часть незримо заключенных в стекле газов пожелала выделиться в виде мельчайших пузырьков, чтобы все стекло, безупречное по качеству, было приведено в полную негодность. А ведь для того чтобы выделилась одна миллионная часть растворенных в стекле газов, достаточно ничтожно маленькой причины, настолько маленькой, что ее не только предотвратить, но даже и обнаружить чрезвычайно трудно. Я помню, как много лет назад, когда в Советском Союзе впервые ставилось производство оптического стекла, мы мучились с этим мелким пузырьком, так называемой «вторичной мошкой», появляющейся в период студки стекла. Я помню, как мы искали, и не без основания, причины этого явления в ничтожных колебаниях атмосферного давления и поддерживали для этой цели постоянный контакт с метеорологическими станциями.
 Рис. 3. Мелкие пузыри, или «мошка», в стекле
Рис. 3. Мелкие пузыри, или «мошка», в стекле
Итак, мы убедились не только в том, что варка стекла является самой ответственной операцией стеклоделия, определяющей важнейшие количественные и качественные показатели производства, но также и в том, что в этом процессе мы сталкиваемся с очень сложными физико-химическими явлениями силикатообразования, протекающими в чрезвычайно трудной для экспериментального исследования обстановке и совершенно недостаточно еще нами изученными. Наши представления о варке стекла как наиболее ответственном и трудном процессе стеклоделия были бы не полны, если бы мы не остановились еще на одном вопросе. Жидкая стекломасса, раскаленная до 1500° и содержащая 15-20% расплавленных щелочей, представляет собой исключительно агрессивное в химическом отношении вещество. Из какого же материала должен быть сделан предназначенный для варки стекла сосуд, стенки которого могли бы выдерживать долговременное соприкосновение с таким поистине чудовищным растворителем? Существует ли такой стойкий материал в природе или в числе творений рук человеческих? По счастью, такой материал нашелся. Он долгое время оставался единственным. Люди пять тысяч лет пользуются им для варки стекла и, по существу, ничем лучшим его до сих нор не заменили. Этот материал — глина. Глина принадлежит к числу очень огнеупорных материалов. Ее чистые разновидности, свободные от загрязняющих примесей, плавятся при температуре, близкой к температуре плавления платины (около 1780°). Природная глина обладает двумя замечательными свойствами, обеспечивающими ей столь широкое распространение в различных отраслях промышленности, — пластичностью, т. е. способностью легко воспринимать и хорошо сохранять форму, и огнеупорностью, точнее — способностью твердеть, каменеть под действием огня. Первое качество обеспечило простоту и дешевизну методов формования изделий, второе — надежный способ навечно сохранить полученную форму путем обжига. На этих двух свойствах глины построена керамическая промышленность — одна из самых старых на земле и одна из самых важных по своему значению в жизни человека. Глина, так же как в кварцевый песок, — весьма распространенная на земле горная порода вторичного происхождения. Она представляет собой продукт разрушения атмосферными агентами некоторых изверженных пород, богатых полевыми шпатами, например гранитов, гнейсов, порфиров. В процессе выветривания этих пород щелочи полевых шпатов вымываются водой и остается чрезвычайно тонкодисперсный минерал каолинит, состоящий из одной молекулы глинозема, двух молекул кремнезема и двух молекул воды. Этот минерал, смешанный с обломками некоторых сопутствующих ему минералов (например, кварца, полевого шпата, слюды, железорудных и некоторых других минералов), относится от места своего образования водными потоками иногда на очень большие расстояния. В застойных бассейнах при потере скорости потоков происходит осаждение взвешенных в воде частиц нередко с образованием очень мощных тонкодисперсных илистых напластований, однородных по своему строению, освобожденных от грубых включений посторонних минералов отмучиванием в процессе переноса. Так возникают месторождения глин, называемых «вторичными», в отличие от «каолинов», или «первичных глин», которые не подвергались переносу и, в силу особенностей топографических условий, остались на месте своего образования. В подавляющем большинстве случаев месторождения вторичных глин сильно загрязнены железистыми примесями, понижающими их тугоплавкость и придающими обожженным глиняным изделиям интенсивную желто-оранжевую окраску. Такие глины обычно применяются в простом гончарном производстве и при изготовлении строительного кирпича. В обоих случаях понижение огнеупорности, т. е. понижение температуры спекания «глиняного черепка», только выгодно, так как упрощает и удешевляет обжиг изделий, а желтая окраска не имеет значения. Но в сравнительно редких случаях глина приносится к месту окончательного залегания совершенно чистой, избежав на своем пути встреч с такими потоками, которые могли бы загрязнить ее посторонними веществами, в первую очередь железистыми примесями. Так образуются месторождения глин, обладающих драгоценными техническими свойствами, прежде всего — высокой огнеупорностью. Подобные месторождения насчитываются единицами и делаются знаменитыми на многие десятилетия по той пользе, которую они приносят человечеству. Из такой высокоогнеупорной чистой глины и изготовляются сосуды для варки стекла. До конца прошлого столетия эти сосуды имели форму простых толстостенных горшков, цилиндрических или слегка расширяющихся кверху. В очень древние времена, когда техника стекловарения находилась в зачаточном состоянии, когда высокие температуры достигались с большим трудом и размеры стеклянных изделий не превосходили масштабов украшений женского туалета, емкости стекловаренных сосудов были очень малы. Это, вероятно, были совсем небольшие тигельки. Но с течением времени, по мере развития техники, размеры их постепенно возрастали, и сейчас мы имеем стекловаренные горшки, вмещающие до 2-3 т стекломассы. Это — один из типов, применяющихся сейчас сосудов для варки стекла, а служащие для этого печи называются «горшковыми» печами. Но существуют также печи, предназначенные для массовой выплавки особо ходовых сортов стекла, например оконного; они называются «ванными» печами и отличаются от «горшковых» не только своими огромными внешними габаритами, но также формой и величиной того вместилища или того сосуда, в котором находится стекло во время варки. Такие печи вошли в употребление около ста лет назад (рис. 4).
 Рис. 4. Ванная стекловаренная печь
Рис. 4. Ванная стекловаренная печь
В ванных печах расплавленная стекломасса помещена в прямоугольный бассейн 4, имеющий в ширину 7-8 м, а в длину до 30-35 м. Глубина слоя стекла, заполняющего бассейн, доходит до полутора метров. Это — поистине циклопическая ванна. В нее входит больше тысячи тонн стекломассы, иначе говоря, целый железнодорожный состав сырых материалов. В отличие от горшковых печей, варка стекла в ванных печах протекает как непрерывный процесс. С переднего, обращенного к нам на рисунке конца бассейна, через загрузочный карман 3 непрерывно при помощи автоматических устройств подается шихта, поступающая в бункера 2 из подходящих по монорельсу контейнеров 1, а с противоположного конца бассейна 6 формующие машины днем и ночью выбирают сваренную стекломассу и безостановочно выбрасывают на эстакады сотни тони продукции. Под раскаленным добела сводом печи расплавленная масса стекла медленно, никогда не останавливаясь, течет вдоль стен канала, в то время как гигантские газовые горелки с ревом стелют свое пламя поперек этого потока, поддерживая температуру на уровне 1500°. Понятно, в каких непомерно тяжелых условиях находится материал, из которого сделаны стенки и дно бассейна ванной печи, и здесь мы опять используем в основном огнеупорную глину. Она способна выстаивать месяцами, непрерывно омываемая огнедышащим потоком расплавленного стекла. Из нее изготовляется главная масса тех громадных кирпичей (брусьев), весом до 100 кг каждый, из которых выкладываются стенки и дно бассейна ванных печей. Лишь в редких, особо ответственных случаях в последнее время стали применять специальные высокоогнеупорные муллитовые, корундовые и кварцевые брусья. Интересна такая деталь. Огнеупорные брусья кладут всухую впритык один к другому. Хотя и стараются добиться при этом возможно более плотного прилегания, все же между брусьями остаются узкие щелевидные промежутки, как говорят — «швы». Жидкая расплавленная стекломасса легко проникает в эти швы, она вытекла бы наружу, если бы стенки и дно бассейна не охлаждались с внешней стороны непрерывно действующими воздуходувными машинами. Вследствие этого проникшая в швы жидкая стекломасса застывает раньше, чем успеет приблизиться к наружным стенкам кладки, и останавливает таким образом дальнейшее просачивание стекломассы. Конструкция ванных печей дает возможность проникнуть в пространство, находящееся непосредственно под дном бассейна. Подняв голову, можно отчетливо увидеть прямоугольную сетку ярких, огненно-красных «швов», ограничивающих отдельные брусья. Современные ванные стекловаренные печи — это весьма сложные сооружения громадных размеров. Каждая из них помещается в специальном здании, которое занимает площадь немногим меньше гектара. Кирпича, идущего на кладку одной ванной печи, хватило бы на постройку двух школ десятилеток. Нижняя, наиболее объемистая часть строения печи представляет собой две огромные камеры 7 [2], заполненные так называемой «насадкой», т. е. кирпичом, уложенным в клетку с большими прозорами 8. Эти камеры называются «регенераторами», и назначение их заключается в том, чтобы улавливать тепло, теряющееся с горячими продуктами горения, покидающими печь через трубу в виде дыма. Эти продукты горения, раньше чем попасть в дымовую трубу, протягиваются через одну из регенераторных камер, скажем от нас правую, и отдают свое тепло кирпичной насадке, накаливая ее до 1000° и выше. Когда температура насадки достигает своего высшего предела, поток горячих продуктов горения направляют при помощи особых перекидных устройств 10 в другую, левую от нас, камеру, а через правую, только что накаленную, начинают протягивать воздух, поступающий в печь на горение. При этом воздух нагревается и возвращает печи то тепло, которое она теряла бы в трубу, если бы не существовало регенератора. Когда и левая камера нагреется до предела, опять переключают поток горячих газов на правую камеру, а воздух начинают протягивать через левую, и т. д. Кроме воздуха, подогревают также и газ, поступающий в печь на горение, для чего устраивают вторую пару регенераторов, расположенных параллельно первым 9 [3]. Остановимся несколько подробнее на конструкции горелок 5, являющихся устройствами, через которые подогретые газ и воздух поступают из регенераторов в печь на горение. Таких горелок, как видно на рисунке, в нашем случае имеется по семь с каждой стороны бассейна. Одна из них разрезана, для того чтобы можно было видеть ее несложное устройство. Каждая горелка — это сооружение, выложенное из огнеупорного материала и заключающее в себе два коротких спаренных канала, из которых нижний 11 соединен с газовым регенератором, а верхний 12 — с воздушным. По этим каналам газ и воздух поступают в печь под некоторым напором, образуют горючую смесь и воспламеняются в виде факела в несколько метров длины, пересекающего поперек всю ширину бассейна. В регенераторных печах горелки всегда работают попеременно: либо правые, либо левые. Когда работают правые, левые бездействуют и служат лишь каналами, по которым отработанные накаленные газы, т. е. продукты горения, будут уводиться из печного пространства в левые газовый и воздушный регенераторы, чтобы нагревать их кирпичную насадку, успевшую остыть за то время, пока действовали левые горелки. Такими перемежающимися режимами, то правым, то левым, сменяющимися примерно через каждый час, работает всякая регенераторная печь. Верхнее строение печи, расположенное между горелками, — наиболее ответственная часть, в которой протекает варка стекла и где господствуют наиболее высокие температуры, необходимые для завершения процессов стеклообразования. Продолжением печи служит «студочная», или «выработочная», часть, где путем постепенного охлаждения стеклу придается необходимая вязкость и откуда производится питание формующих машин стекломассой. Конструкция и размеры выработочной части печи бывают различными и зависят от типа выпускаемых изделий, а следовательно, и от особенностей формующих машин. Понятно, что такое чудовище, как современная стекловаренная печь, должно пожирать громадное количество шихты. Суточный расход сырых материалов достигает 200-300 т и больше. Песок, сода, сульфат, известняк потребляются ежедневно вагонами. Если мы представим себе, что все эти материалы, раньше чем поступить в шихту, должны подвергнуться некоторой предварительной переработке — дроблению, высушиванию, промыванию, иногда освобождению от вредных примесей, а полученная из них смесь должна быть тщательнейшим образом перемешана, а нередко после этого и подвергнута прессованию в брикеты, то станет ясным, что составной цех завода, т. е. тот отдел, где заготовляется шихта, по масштабам своим и разнообразию оборудования представляет собой крупное обособленное звено технологического процесса, состоящее на правах самостоятельной небольшой «обогатительной фабрики», как выражаются в горнорудном деле. Большая часть этого громадного здания занята отсеками для хранения различных сырых материалов вместимостью до нескольких сот тонн каждый. Мощный мостовой кран с грейфером, который может захватить и поднять до 5 т материала, катается под крышей вдоль всего здания и производит все необходимые транспортные операции по загрузке и разгрузке хранилищ сырых материалов и по обслуживанию всех механизмов, предназначенных для предварительной обработки компонентов шихты. На рис. 5 представлен общий вид такого цеха с его хранилищами, транспортными, помольными, тушильными и другими механизмами. Боковые стены и крыша здания на рисунке не показаны.
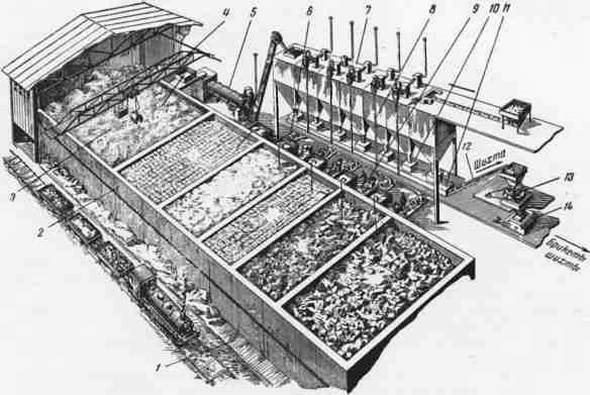 Рис 5. Цех приготовления шихты
Рис 5. Цех приготовления шихты
Прибывающие по железной дороге материалы выгружаются в расположенную вдоль боковой стены здания приемную траншею, из которой при помощи грейферного мостового крана 4 они распределяются по отсекам 2 и уже оттуда направляются в дальнейшую переработку в зависимости от природы материала. Песок, занимающий самый большой отсек 3, подается мостовым краном в сушильный барабан 5, представляющий собой медленно вращающуюся, наклонно расположенную широкую железную трубу. Песок, сползая вниз по этой трубе, высушивается встречным потоком горячего воздуха, после чего ковшовым элеватором подымается в один из расположенных в верхней части здания приемных бункеров хранения 7. Нередко бывают случаи, когда песок приходится, кроме того, подвергать очистке от примесей железа, пропуская его через магнитно-сепаратные или флотационные обогатительные установки. Известняк, доломит и другие каменистые породы проходят иной путь подготовки. Сначала они подвергаются дроблению на щечных дробилках 9, а затем на шаровых мельницах 6, после чего пневматическим транспортом, т. е. по трубам 8 с циркулирующим по ним сжатым воздухом, передаются в предназначенные для них бункера хранения. Сода и сульфат следуют по тому же пути; выпадает только ненужное для них измельчение на щечных дробилках. После шаровых мельниц сода и сульфат подаются через воздушные сепараторы и фильтры также в бункера запаса. Таким образом проводится предварительная обработка всех компонентов шихты, которые в окончательно подготовленном для смешения виде собираются в одном месте — в расположенных по одной линии бункерах 7. Развешивание шихты производится на автоматических дозировочных весах 10. Отвешенные компоненты попадают на закрытый кожухом ленточный транспортер 11, затем — по ковшовому элеватору 12 — в тарельчатый смеситель 13 и, наконец, в пресс для брикетирования шихты 14. Готовые брикеты направляются через сушильную камеру в контейнеры, питающие шихтой стекловаренную печь. Брикетирование шихты имеет целью предупредить ее «расслаивание», происходящее в результате транспортировки шихты от составного цеха до стекловаренных печей. Вследствие неизбежных при этом сотрясений крупинки шихты, ввиду разности их величины и удельного веса, начнут перемещаться по высоте, чем нарушится одно из главнейших условий успешности варки стекла — равномерное распределение компонентов шихты, т. е. ее однородность. Если же шихта приготовлена в виде брикетов, она не может расслаиваться при любых условиях хранения и транспортировки. Стеклянный бой, который вводится в шихту обычно в количестве 20-30%, подается в печь отдельно в процессе засыпки шихты. Итак, у нас теперь есть понятие о том, что представляет собой современная стекловаренная печь, предназначенная для выпуска массовой продукции. Мы знаем, из каких основных элементов она состоит, каково назначение каждого из них и в чем заключаются их главные конструктивные особенности. Мы ознакомились с громадными масштабами этих сооружений, их необычайно высокой производительностью. Мы отметили также, в каких огромных количествах поглощаются подобными печами сырые материалы и как выглядят современные механизированные цехи крупных стекольных заводов. В настоящее время в производстве однотипной стекольной продукции горшковые печи полностью вытеснены ванными. Однако первые еще сохранили за собой некоторые участки производства, где они незаменимы, как, например, при изготовлении художественных стеклянных изделий или периодическом процессе отливки толстого зеркального стекла, а также при варке оптических и некоторых специальных технических стекол, требующихся в небольших количествах. На рис. 6 изображена горшковая печь, служащая для выработки так называемой «сортовой посуды». Она вмещает двенадцать горшков полезной емкостью около 500 кг стекла каждый.
 Рис 6. Горшковая стекловаренная печь
Рис 6. Горшковая стекловаренная печь
Печь имеет также две пары регенераторов для подогрева воздуха 2 и газа 3. Вокруг печи изображены рабочие, вырабатывающие посудные изделия методом ручного выдувания. Вдали видна тоннельная печь, или лер 1, служащий для постепенного охлаждения, т. е. для отжига продукции, о чем подробнее будет сказано дальше. Все, что мы говорили до сих пор о технологическом процессе стекольного производства, относилось главным образом к его первой половине, связанной с изготовлением самого материала — стекла. Однако в любом производстве, в любой отрасли промышленности конечным продуктом является вещь, а назначение вещи, как правило, определяет ее форму. В соответствии с этим технологическая схема каждого производства заканчивается операциями, придающими изделию нужную форму. Мы подошли лишь к преддверию этих процессов и остановились на том месте, когда расплавленная стекломасса путем постепенного охлаждения доводится до вязкости, наиболее подходящей к выбранному методу формования. В последнем разделе книги мы подробно расскажем о современных способах производства наиболее распространенных типов стеклоизделий, рассмотрим основные виды машинных способов формования. Здесь же мы ограничимся немногими словами о формовании с единственным намерением показать, что стекло — очень удобный для формования материал. Напомним, что расплавленная стекломасса, которой можно придать по желанию любую степень вязкости, очень податлива к применению самых разнообразных методов формования. В каждом отдельном случае, для каждого изделия можно подобрать тот метод, который окажется технически и экономически наиболее выгодным. Кажется, не существует такого способа придания формы изделию в какой-либо отрасли промышленности, который не применялся бы в стекольном производстве. Стекло отливают и штампуют — как металл, пользуясь такими же формами, штампами, приспособлениями и станками. Стекло прокатывают на столах и между вальцами — как при производстве стальных листов. Стекло прессуют — как глину или пластмассу. Но, кроме этих приемов формования, обычно применяющихся и в других отраслях промышленности, в стекольном производстве особенно широко попользуются методы, не применимые ни к какому другому материалу; и вот именно эти методы, присущие только стекольному производству, особенно выгодны. Они и обеспечивают стекольным изделиям их пресловутую дешевизну и широкую доступность. Только благодаря этим способам придавать — просто, скоро и дешево — стекольным изделиям необходимую форму мы имеем дневной свет в наших жилищах и широко пользуемся в нашем быту самой гигиеничной, самой красивой и самой дешевой посудой. К специфическим методам формования стеклянных изделий относятся метод «вытягивания» и метод «выдувания». Первый из них изобретен сравнительно недавно, он предельно прост и блестяще решает вопрос изготовления стеклянных листов. Второй известен давно, ему две тысячи лет. Этот метод необыкновенно остроумно приводит к решению проблемы изготовления сосуда и сейчас в модернизированном виде, как один из наиболее успешно механизированных методов, применяется для изготовления полых стеклянных изделий во всем бесконечном разнообразии их форм, величин и назначений. При помощи методов горячего формования изготовляется подавляющая часть стекольной продукции. Эти методы основаны на использовании пластичности расплавленной стекломассы. Но бывает, что окончательную форму стеклянному изделию придают, когда оно уже совершенно остынет и приобретет механические свойства твердого тела. В таком состоянии стекло можно также подвергать самым разнообразным способам механической обработки. Стекло можно пилить так же легко, как деревянную доску, при помощи дисковых пил, в кромку которых зачеканивают алмазный или какой-нибудь другой особо твердый порошок. Стекло можно сверлить обыкновенными стальными сверлами, применяя специальную смачивающую жидкость. Стекло можно колоть на куски при помощи простого инструмента, напоминающего обыкновенный колун, но действующего не ударом, а постепенно нарастающим давлением. Стекло можно обрабатывать на токарном станке резцами из особо твердой стали, снимая стружку и вытачивая фигурные колонки совершенно так, как это делает токарь по дереву или металлу. Наконец, стекло шлифуют и полируют, применяя обычные абразивные порошки, инструменты и методы, давно известные и широко используемые в металлообрабатывающей, камнетесной и других видах промышленности. В настоящее время все перечисленные способы горячего и холодного формования стеклоизделий механизированы. Служащие для этой цели машины отличаются исключительным разнообразием типов, что объясняется прежде всего разнородностью форм и размеров изготовляемых изделий. Некоторые из машин — это громоздкие агрегаты, состоящие из нескольких тысяч деталей и осуществляющие с большой точностью весьма сложные движения в разнообразных направлениях. Глядя на их работу, нельзя не преклониться перед тем героическим трудом, который был затрачен человеком для достижения такого технического совершенства. Другие же машины, наоборот, пленяют простотой своего замысла. Пришедший в первый раз на производственную практику студент разочарован: где же тут пресловутый «технологический процесс»? Кажется, что его нет совсем, не видно движущихся коленчатых рычагов, не слышно стука зубчатых колес. И только когда студент глубже вникнет в сущность происходящего, он поймет, что стоит перед одним из самых блестящих решении технической задачи, всегда и прежде всего характеризующихся своей простотой. Наконец, встречаются машины, поражающие своей грандиозностью, как, например, современные шлифовально-полировальные конвейеры. Каждая из этих машин требует отдельного здания такой площади, которой хватило бы для размещения небольшого завода. Фундаменты под такими машинами достигают 20-30 м глубины, почти вдвое глубже, чем под Исаакиевским собором в Ленинграде. Эти машины работают с такой точностью, что, устанавливая их, нельзя уклониться от горизонтальной плоскости больше, чем на несколько десятых долей миллиметра. Итак, мы видим, что механическое хозяйство современных стекольных заводов очень сложно. Оно ставит перед собой весьма серьезные задачи и требует исключительно большого внимания и высококвалифицированного обслуживания. В предпринятом нами беглом обзоре главных стадий стекольного производства был бы существенный пробел, если бы мы в заключение не остановились еще на одном процессе — «отжиге» стекла. Если охлаждать на открытом воздухе без всяких мер предосторожности чугунную отливку, то никакого вреда ей не причинишь. Благодаря большой теплопроводности металла охлаждение отливки будет идти равномерно. Температура ее наружных и внутренних частей в любой момент охлаждения будет приблизительно одинаковой. Но если так же поступить со стеклянной отливкой, то здесь картина окажется иной. Стекло очень медленно проводит тепло, и при быстром остывании температура внутренних частей отливки будет значительно выше температуры наружных частей. Когда наружные слои изделия затвердеют и остынут до комнатной температуры, внутри стекломасса может оказаться еще в жидком состоянии и иметь высокую температуру — около 1000°. Как мы знаем, все тела при охлаждении сжимаются. Точно так же будет продолжать сжиматься при дальнейшем охлаждении и внутренняя часть нашей стеклянной отливки. Но наружная отвердевшая стенка уже достигла предельно низкой температуры, и ее объем больше уменьшаться не будет, поэтому между наружными и внутренними частями изделия возникает своего рода «конфликт», который может закончиться или разрушением изделия, или, если наружная корка окажется достаточно прочной, возникновением в стеклянном теле напряжений: растягивающих во внутренней части изделия и сжимающих — в наружной части. Стеклянное тело, находящееся в таком напряженном состоянии, называют «закаленным». Хорошим примером напряженного состояния может служить струнный музыкальный инструмент. Возьмем рояль. В нем струны с большой силой натянуты на чугунную раму. При этом они, точнее — вся внутренняя часть инструмента, находятся под действием растягивающих усилий, а рама — наружная часть системы — под действием сжимающих усилий. И те и другие внутренние напряжения, т. е. растягивающие у струн и сжимающие у рамы, очень велики и находятся на пределе прочности материала, что подтверждается непроизвольно происходящими обрывами отдельных струн, а иногда и разрушением рамы, которая сжимается натяжением многочисленных струн с силой до нескольких тонн. Итак, закаленное стеклянное тело характеризуется присутствием внутренних напряжений — как сжимающих, так и растягивающих, — находящихся в состоянии равновесия. Но достаточно иногда ничтожной причины, чтобы это равновесие нарушилось и напряженное тело разлетелось вдребезги. Так бывает от лишнего поворота ключа настройщика струнного инструмента, так бывает при нанесении легкой царапины на поверхности закаленного стеклянного изделия. Примером подобного рода закаленного стекла могут служить так называемые «батавские слезки» — капли расплавленного стекла, которые падают в воду и застывают в виде маленьких грушевидных телец с остроконечными хвостиками. Они настолько сильно закалены от резкого охлаждения, что, если отломить их хвостик, они со взрывом разлетаются в стеклянную пыль. Если же стеклянные изделия охлаждать медленно, так, чтобы во время всего периода охлаждения не возникло большой разницы в температурах наружных и внутренних слоев, напряжений не образуется. Такое изделие называется «отожженным». Ему не угрожает опасность внезапного разрушения, и оно не боится поверхностных повреждений. В соответствии со сказанным, каждое стеклянное изделие, каким бы методом оно ни формовалось, непременно подвергается тщательному отжигу, т. е. медленному охлаждению в специально предназначенных для этого печах. Охлаждение должно происходить очень равномерно и тем медленнее, чем больше толщина стенок изделия. Очень крупные стеклянные вещи, например линзы астрономических объективов, достигающие 1 м в диаметре, отжигаются с большой осторожностью в течение нескольких месяцев. Мелкие же изделия, вроде обычной столовой посуды, могут быть удовлетворительно отожжены в течение нескольких часов. Интересно обратить внимание на то, что внутренние напряжения в стекле иногда могут быть и полезными, значительно повышая механическую прочность изделия. Здесь все дело заключается в том, чтобы особенным образом распределить эти напряжения внутри изделия. Представим себе стеклянный брусок правильной геометрической формы. Если мы тотчас же после того, как он был отпрессован из расплавленной стекломассы, резко охладим его обдуванием струей холодного воздуха, он окажется закаленным с наличием весьма сильных напряжений. Как мы уже знаем, поверхностные слои его будут в сжатом состоянии, а внутренние — в растянутом. Если такой брусок начать сгибать, положив его, допустим, концами на две опоры и повесив посредине груз, который будем постепенно увеличивать, то можно заметить, что такой закаленный брусок покажет значительно большую прочность, чем обыкновенный, хорошо отожженный стеклянный брусок такого же размера. Окажется, что закаленный брусок сможет прогнуться, не разрушаясь, на значительно большую величину, чем отожженный. Чтобы уяснить себе это довольно сложное явление, нужно прежде всего знать, что прочность стекла на сжатие примерно в десять раз больше, чем на растяжение. Запомнив это, будем рассуждать следующим образом. Если сгибать стеклянную пластинку, то, как легко себе представить, на ее выпуклой поверхности возникнут растягивающие усилия, а на вогнутой — сжимающие. Поэтому слой стекла, находящийся на выпуклой стороне, окажется в положении очень опасном: именно на этом слое появятся первые трещинки, которые при дальнейшем изгибании будут разрастаться в глубину и приведут к разрушению пластинки. Сжатый же слой стекла, расположенный на вогнутой стороне, находится вне опасности, так как стекло прекрасно сопротивляется сжатию. Отсюда ясно, что для придания большей прочности стеклянному бруску нужно постараться воспрепятствовать возникновению в нем при изгибании значительных растягивающих напряжений. Это можно сделать, искусственно создав на его поверхности путем закалки избыток сжимающих напряжений. Тогда при изгибании бруска на его выпуклой поверхности растягивающие напряжения начнут возникать не сразу, а сперва будут постепенно ослабевать сжимающие напряжения, затем наступит момент, когда не будет никаких напряжений, и лишь после этого, когда брусок уже будет сильно согнут, начнут возникать растягивающие напряжения, создавая все большую и большую опасность разрушения бруска. Все, что было сказано о стеклянном бруске, приложимо в большей или меньшей степени ко всякому другому стеклянному изделию, и, таким образом, мы приходим к выводу, что посредством должным образом проведенной закалки можно значительно повышать прочность стеклянных изделий. На практике этим широко пользуются. Приведем несколько примеров. Существуют так называемые «водомерные» стекла, служащие для определения уровня воды в котлах высокого давления и представляющие собой бруски шириной пальца в два и длиной до одного метра. Такие стекла должны быть особенно механически и термически прочными, поскольку они находятся под давлением пара до 100 атмосфер и испытывают резкие температурные скачки. Обычно их изготовляют из стекла особого состава и подвергают сильной закалке. Чтобы убедиться, насколько в данном случае закалка повышает механическую прочность водомерного стекла, можно проделать следующий опыт: надев кожаную рукавицу и взяв брусок за одни конец, надо со всего плеча ударить другим концом по железной балке. Мы убедимся, что такое испытание всегда протекает без причинения вреда этой сверхпрочной стеклянной трости. Второй показательный пример эффективности закалки можно видеть в производстве так называемого «сталинита» — автомобильного стекла повышенной прочности, которое при разрушении не дает острых осколков, а распадается на округлые мелкие горошинки. Такой эффект достигается при обдувании холодным воздухом листов стекла, накаленных до размягченного состояния. Обычно принято демонстрировать упругие качества подобного стекла фотографией: двое мужчин качаются на стеклянном листе, положенном своими концами на два стула. Это — достаточно убедительно. И, наконец, последний пример. Очень популярен термин «небьющееся» стекло. Обыкновенно второй или третий вопрос, который задают при встрече стекольщику, касается небьющегося стекла. В больших городах можно иногда встретить человека, торгующего изделиями из стекла особого качества. Он, в целях рекламы, смело бросает на каменную мостовую стакан, который не разбивается, а только подпрыгивает. Этот стакан, конечно, скоро покупается, как чудо, за дорогую цену. Отчего же не делают все стеклянные изделия такими же прочными? А дело вот в чем: закалка как средство повышения механической прочности стекла есть орудие обоюдоострое. Результат зависит от формы изделия, и чем она сложнее, тем результат менее надежен. Если можно говорить, что при закалке таких простых по геометрической форме тел, как водомерные стекла и листы автомобильного стекла, безотказно получается положительный результат, то при закалке, например, посуды даже столь простой формы, как стакан или бутылка, никогда нельзя ручаться за благополучный исход, и всегда может образоваться в каком-нибудь месте этого изделия неблагоприятное расположение напряжений, которое вызовет понижение прочности изделия и даже может разорвать его в процессе самой закалки. Наконец нужно добавить, что всякое закаленное изделие очень чувствительно к механическому повреждению поверхности. Иногда достаточно ничтожной царапины от песчинки, приставшей к мочалке, чтобы изделие со взрывом разлетелось на мелкие осколки. Ненадежность результатов при закалке изделий сложной формы ограничивает использование этого приема для массового изготовления сверхпрочной посуды, однако это не мешает демонстрировать результаты отдельных удачных случаев, что всегда вызывает большой интерес у зрителей. На этом мы заканчиваем изложение кратких сведений о стекле, его свойствах и способах приготовления, без чего понимание дальнейшего материала было бы затруднено. В последующих главах книги мы остановимся на наиболее значительных этапах развития стеклоделия, придерживаясь по возможности их исторической последовательности. Здесь мы невольно должны будем руководствоваться тем, что на протяжении минувших веков основное назначение стекла определялось его декоративными свойствами и оно использовалось преимущественно как материал художественной промышленности. Это заставляет нас часто трактовать вопросы с точки зрения требований, предъявляемых искусством. Но в стекле эстетика и химия, красота и состав, художество и технология переплетены так тесно, что в отдельности эти понятия рассматривать нельзя, и, чтобы разобраться в вопросах художественного стеклоделия, необходимо иметь минимальный запас инженерных знаний, что и предполагалось сообщить читателю.

ГЛАВА ВТОРАЯ. ЗАРОЖДЕНИЕСТЕКЛОДЕЛИЯ
О глубокая древность!М. В. ЛОМОНОСОВ

Самые ранние государства, как известно, образовались на территории, охватывающей южную часть Азии и северо-восточные районы Африки. По этим обширным пространствам, заселенным народами древнего Востока, протекают большие реки — Нил, Тигр, Евфрат, Инд, Хуанхе, долины которых отличаются исключительно благоприятными условиями для развития земледелия. Разливы рек обильно удобряют и орошают поля; разрыхленную водой почву легко обрабатывать. В Египте и Месопотамии мягкость почвы позволила перейти на плужное земледелие раньше открытия железа — сошники тогда делали из твердых пород дерева. Естественно, что оседлое земледелие могло возникнуть в этих странах раньше и развиваться успешнее, чем в других. В этих условиях развитие народов Египта и Месопотамии шло быстрее, и они вступили в классовое общество еще в эпоху меди. Древнейшие культуры восточных стран оказали огромное влияние на ход истории тесно связанных с ними территориально и экономически стран античного мира. Таким образом, пути развития цивилизации современных европейских государств находятся в тесной преемственной связи с историей средиземноморских стран древнего Востока. Многие достижения современной нам материальной культуры и успехи отдельных отраслей нашей высокоразвитой промышленности уходят своими корнями в далекое прошлое народов, некогда населявших эти страны. Постараемся, идя этими путями, проследить истоки производства стекла. Для решения вопроса нужно прежде всего условиться, что считать за начало стекольного производства. На этот предмет, конечно, могут быть различные точки зрения. Мы полагаем, что правильнее всего отмерять этот срок от появления поливной керамики или вообще каких-либо глазурованных силикатных изделий. Всякая глазурь, закрепленная на глиняном или вообще силикатном черепке, по составу представляет собой стекло, и наиболее правдоподобная версия открытия стекла как самостоятельного материала связывается с наблюдениями человека над процессами керамической технологии. Однако глазурь на древнем фаянсе играет второстепенную роль в изделии и является материалом непрозрачным, т. е. она лишена главного отличительного признака стекла, а потому может называться им лишь условно. Таким образом, будет правильным рассматривать период развития поливной керамики как зачаточную стадию стеклоделия. В течение долгого времени первенство в открытии стеклоделия признавалось за Египтом. Недостаточная изученность истории и ремесел других стран Востока, ограниченное количество ископаемых памятников изобразительных искусств этих стран, объясняющееся скудностью погребального инвентаря и отсутствием обычая изображать на гробницах сцены из земной жизни умерших, — все это в совокупности препятствовало составлению достаточно ясного представления о развитии культуры этих народов. Однако за последнее время археологические исследования Двуречья, особенно его южной части — древних Шумера и Аккада, — начали быстро развиваться, и на основе вновь полученных данных наши представления о жизни и деятельности некоторых народов претерпевают существенные изменения. Сейчас мы уже с меньшей категоричностью можем утверждать приоритет Египта в стеклоделии, так как по мере углубления в этот вопрос мы сталкиваемся с противоречиями, которые все труднее и труднее примирить друг с другом. Действительно, несомненен факт употребления в Египте еще в первой половине III тысячелетия глазурованных стеклом фаянсовых плиток для внутренних облицовок погребального сооружения фараона Джессера (рис. 7). Известно также, что подле царской пирамиды середины III тысячелетия найдены фаянсовые глазурованные инкрустации, предназначенные для украшения деревянных ваз и т. д. Наконец, известны находки фаянсовых украшений посуды и остатков глазурованных облицовок, относящихся к временам первой династии фараонов (примерно около 3000 лет до нашей эры), и т. д.
 Рис. 7. Дверь в молельне при пирамиде Джессера, облицованная глазурованными фаянсовыми плитками. XXX в. до в. э.
Рис. 7. Дверь в молельне при пирамиде Джессера, облицованная глазурованными фаянсовыми плитками. XXX в. до в. э.
Таким образом, приходится признать, что стекло в Египте уже существовало около пяти тысяч лет тому назад. С другой стороны, от несколько более позднего времени сохранился памятник, добытый в Месопотамии в районе Ашпупака и представляющий собой цилиндрическую печать из прозрачного стекла, датируемую временем династии Аккада. Это значит, что возраст се около четырех с половиной тысяч лот. В Берлинском музее хранится кусочек стекла, по справедливости считающийся одним из древнейших и представляющий собой бусину зеленоватого цвета диаметром около 9 мм, найденную известным египтологом Флиндерсом Питри около г. Фив и насчитывающую, как некоторые полагают, пять с половиной тысяч лет существования. А в Двуречье были найдены глазурованные стеклом бусы, относящиеся к IV тысячелетию, и множество великолепных поливных изразцов древнейшего происхождения. Продолжая этот перечень находок, вспомним, что на территории Старовавилонского царства археологи систематически находят сосудики для благовоний, несомненно, местного происхождения и исполненные в той же технике, с которой мы знакомы по египетским изделиям. В итоге всего сказанного мы вправе с одинаковой достоверностью утверждать, что в Египте и в странах Передней Азии истоки стеклоделия относятся к одному в тому же очень далекому времени и отделяются от наших дней промежутком приблизительно в шесть тысяч лет. К сожалению, мы не располагаем достоверными сведениями о том, что было сделано в древние времена для насаждения стеклоделия народами Индии, Китая и других великих и малых стран Дальнего Востока, и этот вопрос пока остается открытым. Учитывая, что быт народа Египта изучен лучше, чем народов других стран Передней Азии, мы будем излагать в дальнейшем историю возникновения и развития стеклоделия главным образом по египетским материалам. Скажем несколько слов о начальных этапах исторического развития Египетского государства. Население холмов, окаймляющих долину Нила, появилось много тысяч лет тому назад. Эти палеолитические люди были рассеяны на большом пространстве Сахары, тогда еще не превратившейся в пустыню. О жизни этих людей ничего неизвестно, кроме того, что они пользовались каменными охотничьими орудиями, находимыми археологами в больших количествах на побережьях Нила. Дальше, уже не так туманно, прослеживается жизнь египтян времен неолита. Открытые селения и могильники показывают, что египтяне были хорошо знакомы с выращиванием злаков, приручали животных, выделывали посуду и ткани. В то же время было положено начало созданию трудами земледельческих коллективов грандиозной ирригационной системы, состоявшей из множества искусственных водоемов, плотин и каналов и предназначенной для орошения полей, а также защиты жилищ от наводнений в бурные периоды разлива Нила. После этого наступает эпоха все расширяющегося производства из меди оружия и ручных инструментов, а также предметов домашнего обихода. Затем следует процесс объединения первобытных общин в группы и происходит имущественное расслоение, приведшее к образованию объединений классового характера с элементами государственности. О дальнейшей судьбе таких объединений известно только то, что около 3000 лет до нашей эры они составляли уже единое государство. Тридцать династий фараонов правили Египтом на протяжении почти трех тысяч лет вплоть до последнего завоевания Египта персами в IV в. до в. э. Три тысячи лет! Громадный, я бы сказал — рекордный по длительности срок для существования страны, сумевшей сохранить в течение этого времени свою мощь, культурное значение и международный престиж. Длинный путь, которым шли египтяне из темноты доисторических времен к эллинистической цивилизации, не был легок и безопасен. Не раз на протяжения истории этой страны обострившиеся внутренние противоречия рабовладельческого общества, вражеские нашествия разрушали существующий государственный строй и приводили страну к распаду на самостоятельные или полусамостоятельные части. Но затем каждый раз государственное единство снова восстанавливалось. Господствующий класс понимал, что успешно вести свое хозяйство на берегах Нила ему удастся лишь в том случае, если он сохранит возможность регулировать стихийное проявление благих и разрушительных сил этой могучей реки. А это было возможно лишь при согласованных действиях единой государственной власти. Расцвет Египта как независимой, могучей державы, носительницы передовой для того времени культуры, падает на III и II тысячелетия до в. э. За эти двадцать веков трижды создавались и трижды рушились прочные государственные системы, так называемые «царства» — Древнее, Среднее и Новое. За это же время сменилось двадцать династий фараонов. Порядковыми номерами этих династий принято обозначать хронологические отрезки истории древнего Египта. Посмотрим теперь, что было сделано в области стекольного производства Египтом за многовековый период его начального развития, называемый «архаическим» и заканчивающийся IV тысячелетием. Технология египетского стекловарения особенно обстоятельно изучалась английским исследователем А. Лукасом, на данные которого мы в основном и будем опираться. Среди находок, добываемых раскопками в слоях, относящихся к этому периоду развития Египта, находятся изделия того типа, который в последующие века получил широкое распространение и который мы сейчас называем «египетский фаянс». Первоначально они были представлены в очень скромном ассортименте: бусы, амулеты, подвески, небольшие пластинки для инкрустаций и прочие мелкие украшения. Изделия обыкновенно покрыты глазурью зеленовато-голубого цвета. Нужно отметить, что все эти вещи носят название «фаянс» не по праву, так как главный признак принадлежности к этой категории изделий — наличие глинистого черепка — отсутствует. Основное вещество, или черепок, египетского фаянса бывает трех родов: стеатит, мелкая кварцевая мука и цельный, природный кварц. Считают, что наиболее ранние изделия изготовлялись из стеатита. Этот минерал по составу представляет собой силикат магния и встречается в природе в больших количествах в виде мягкого камня, легко поддающегося механической обработке. Изделия вырезались из куска стеатита при помощи заостренного костяного или металлического инструмента, покрывались глазурью, точнее порошкообразной смесью сырых материалов, входящих в состав глазури, и обжигались. Стеатит хорошо выносит высокие температуры, от них он становится тверже, и глазурь растекается по его поверхности ровным блестящим покровом. По химическому составу эта глазурь представляет собой силикат натрия с небольшим количеством кальция, т. е. легкоплавкое стекло, окрашенное в голубые или зеленовато-голубые тона медью, иногда с значительной примесью железа. С древнейших времен широкое распространение в Египте получил фаянс из порошкообразного кварца. При изучении этих образцов под микроскопом А. Лукас установил, что зерна кварца остроугольны, получены путем искусственного измельчения и не напоминают собой окатанные зерна природного песка, близкие к шаровидной форме. Химический анализ показал, что состав этого материала соответствует почти чистому кремнезему с незначительной примесью, от 1 до 3%, окиси натрия и окиси кальция. Вместе с тем, несмотря на ничтожное содержание так называемых «плавней», т. е. легкоплавких составных частей, которые образуют стекловидную фазу и спекают черепок во время обжига в плотную массу, изделия показали большую прочность, и черепок в местах, не покрытых глазурью, с трудом царапался острым инструментом. После долгих изысканий и проверочных опытов Лукасу удалось установить, что цементирующим веществом в данном случае были сода и поваренная соль. Крепкие водные растворы этих солей придавали отформованному изделию достаточную для глазурования и обжига прочность, а во время обжига, соединяясь с кремнеземом, образовывали стекловидную фазу в достаточном количестве, чтобы «спаять» между собой остроугольные зерна кварца в точках их соприкосновения. В результате получался достаточно прочный черепок. По-видимому, положительную роль здесь играла остроугольность зерен кварца, способствовавшая их лучшему сцеплению между собой. Избыток натрия испарялся во время обжига в виде летучего хлористого соединения, которое образовывалось вследствие присутствия поваренной соли. Этим объясняется, что анализ обнаруживал в черепке лишь незначительное количество щелочного металла. Все эти явления вполне согласуются с работами профессора И. И. Китайгородского в области так называемой «стеклокерамики». В этих работах показывается, что для получения весьма прочного черепка иногда достаточно долей процента стекловидной фазы. Наконец, третий вид египетского фаянса, находимый в более поздних слоях додинастического времени, — это механически обработанные и покрытые глазурью куски натурального кварца или горного хрусталя. Встречаются исполненные таким приемом голубые бусины. Здесь некоторое недоумение вызывает одно обстоятельство. Кварц при нагревании до 575° претерпевает изменения в своем строении и растрескивается. Обжиг же изделия, покрытого даже такой легкоплавкой глазурью, как голубая египетская, требует более высоких температур. Причина, почему при этих условиях кварцевое изделие у египтян по растрескивалось, лежит, по-видимому, в способе глазурования. Возможно, что глазурование осуществлялось погружением изделия на короткое время в расплавленную остывающую глазурь. В этом случае нагревание выше указанной опасной температуры могло затронуть лишь топкий наружный слой, возможное повреждение которого привело бы лишь к еще более прочному приставанию глазури вследствие неровности поверхности. Итак, мы получили представление о том, как возникло в Египте еще в архаическую эпоху то производство, которое можно считать родоначальником стеклоделия. Правда, глазурь египетского фаянса являлась лишь в частичной мере стеклом и использовалась не как самостоятельный, а как вспомогательный отделочный материал, но принципиально процесс стекловарения можно было считать открытым, так как люди узнали, что если смешать такие обыкновенные и неказистые материалы, как песок, золу и медную окалину, и подвергнуть их действию огня, то получится новое, прекрасное, голубое вещество, блестящее и твердое, как драгоценный камень. Однако люди архаической эпохи на этом не остановились. Они успели сделать еще один шаг, явившийся, вероятно, результатом многовековых наблюдений за свойствами и поведением глазури в производстве египетского фаянса. Об этом успехе свидетельствуют дошедшие до нас очень интересные, хотя и немногочисленные, образцы изделий из удовлетворительно проваренного заглушенного цветного стекла без стеатитовой и кварцевой основы, свойственной египетскому фаянсу. Мы обязаны признать эти вещи стеклянными, хотя стекло в них далеко еще не отвечает всем требованиям, предъявляемым к этому материалу. Таким образом, при вступлении Египта в период так называемого Древнего царства стеклоделие находилось еще в начальной, зачаточной стадии. Самостоятельного стекольного производства не существовало; изделия, целиком выполненные из стекла, появлялись только случайно и были большой редкостью. Проследим развитие стеклоделия в последующие периоды. Древнее царство, возникшее при третьей династии и просуществовавшее в точение нескольких веков III тысячелетия, являлось централизованной рабовладельческой монархией. Примечательное событие этой эпохи — строительство пирамид, или царских гробниц, расположенных неподалеку от Мемфиса на территории самого большого в мире кладбища. Пирамиды должны были наглядно свидетельствовать не только о бессмертии фараонов, но и об их непреоборимой мощи и величии. Строительство пирамид, требовавшее затраты огромных сил народа, было в то же время ярчайшим проявлением невыносимой тяжести деспотической власти фараонов, доведшей трудовое население Египта до полного порабощения. Эти строения поражают своей громадностью. Самое большое из них, пирамида фараона Хеопса, имеет в высоту 146 м. До окончания постройки в прошлом веке Кёльнского собора эта пирамида была самым высоким сооружением в мире. Строительству пирамид и других грандиозных зданий и сооружений древнего Египта способствовало обилие местных запасов разнообразного строительного камня. В царских погребальных и храмовых сооружениях и на могильных памятниках более скромного типа сохранилось множество изображений и надписей — неоценимых документов жизни далекого прошлого[4]. К концу Древнего царства наступает ослабление центральной власти. Номархи (управители отдельных областей — номов) поднимаются против фараонов. Государство распадается на отдельные объединения номов со своими независимыми правителями. Древнее царство кончает свое существование, и его сменяет трехвековый период смут и междоусобиц, о котором известно очень мало. В результате борьбы между номами была разрушена грандиозная ирригационная система — основа благополучия страны. Поэтому стали снова возрождаться центростремительные силы, ибо лишь при условии объединения народов долины Нила становилось возможным существование ирригационной системы в исправном виде. После длительной борьбы за объединение страны в Египте установилась снова единая государственная власть в лице династий Среднего царства (XXI–XVIII вв. до н. э.). Какие же успехи сделало стеклоделие за несколько веков существования Древнего царства и последующий смутный период? Прежде всего мы должны отметить значительное увеличение количества дошедших до нас образцов, характеризующих производство египетского фаянса в эту эпоху: пластинки для инкрустаций, облицовочные плитки, браслеты, бусы, амулеты, печатки, фигурки (рис. 8). Цвета изделий становятся значительно разнообразнее.
 Рис. 8. Фигура гиппопотама из фаянса, покрытого глазурью бирюзового цвета. XX в. до н.э.
Рис. 8. Фигура гиппопотама из фаянса, покрытого глазурью бирюзового цвета. XX в. до н.э.
Стекло по-прежнему непрозрачно. По химическому составу оно того же типа, что и стекло архаического периода. По-видимому, в теплотехнике заметных успехов не достигнуто. Температура варки стекла по-прежнему низкая, сварить настоящее стекло не удается, что толкает на путь имитации благородных камней. Начинают искусно подражать малахиту, бирюзе, ляпис-лазури. Широко развивается производство бус, которыми в последующие века Египет станет знаменит и развернет в больших масштабах экспорт этого товара во все концы мира. Пока, в эпоху Древнего царства, они еще очень примитивны по технике исполнения. Материал обычно непрозрачен, степень остеклования его незначительна. В большинстве случаев в середине бусины сохраняется керамическое ядро, которое не могло раствориться по причине недостаточно высокой температуры или слишком малой продолжительности обжига. Бусы обычно окрашены в зеленый или черно-синий цвет. На некоторых изделиях впервые, как редкость, появляется желтая и темно-синяя окраска. Последняя получена при помощи меди. Сравнительно часто встречается черная окраска; однако в ряде случаев можно предположить, что она первоначально была зеленой. Вот, пожалуй, и все, что мы можем сказать об общем состоянии стеклоделия в Египте за период всего III тысячелетия до в. э. Стекольная технология не сделала за это время сколько-нибудь значительных успехов, если не считать увеличения объема производства и некоторых усовершенствовании в методике варки, позволявших чаще получать материал, несколько более проваренный, отдаленно приближающийся по своим свойствам к настоящему стеклу. Первые династии Среднего царства происходили из Фиванского нома. Они украшали города нома, в особенности г. Фивы, но свою столицу перенесли на север, где производились в огромных масштабах новые ирригационные работы, значительно увеличивавшие посевную площадь северного Египта. Принимаются меры по усилению обороноспособности страны, возводятся новые укрепления, реорганизуется армия. Развивается торговля внутри Египта и с зарубежными странами. Вместе с тем нарастают типичные для классового строя противоречия. Увеличивается напряженность общественной атмосферы. Начинается обнищание, приводящее снова к бурной эпохе восстаний крестьян, рабов и ремесленников. Сохранился письменный документ, который, по мнению некоторых исследователей, относится именно к этой эпохе. В нем говорится: «...столица царя была захвачена в один час... Ворота, колонны и простенки царского дворца были сожжены, сохранились одни лишь его стены... Начальники страны спасаются бегством... Придворные выгнаны из дома царя...». Но стихийно протекавшее восстание потерпело поражение. К концу Среднего царства Египет был покорен прорвавшимися через восточную границу азиатскими кочевыми племенами — «гиксосами». Владычество гиксосов продолжалось около 100 лет, но когда египтяне опять поднялись на защиту своей родины, захватчики были выброшены за пределы государства. Началось Новое царство — третий период высокого могущества Египта. Этот период охватывает середину II тысячелетия и продолжается в течение пяти веков. В эпоху Нового царства Египет усиливает завоевательную политику и предпринимает ряд походов, в результате которых были покорены Палестина, Сирия, часть Ливии и Нубия. Эти завоевания, несомненно, способствовали небывалому росту военной мощи и богатства Египетской державы. Расширяется внутренняя и внешняя торговля. Возобновляется строительство великолепных зданий и сооружений, храмов, царских дворцов и роскошных гробниц, которые в столичных Фивах высекались в скалах, расположенных в грандиозном некрополе, находящемся в западной части Фив. Фивы разделялись Нилом на две части: западную — город мертвых и восточную — город живых. Египетское государство достигает высшей точки своего материального благосостояния и международного влияния, но народ Египта по-прежнему продолжает испытывать невыносимую нужду и гнет. Вполне естественно, что экономический подъем страны сопровождался успехами и в области стеклоделия. Остановимся подробнее на развитии этой отрасли производства за период Среднего и Нового царства и постараемся подытожить те достижения, с которыми стеклоделие пришло к началу I тысячелетия до в. э. Состав стекла со времени Древнего царства постепенно приближался к современным нам типовым составам. Люди мало-помалу овладевают варкой более тугоплавкого и более химически стойкого стекла. В начале II тысячелетия содержание окислов щелочных металлов — натрия и калия — еще очень велико и в отдельных случаях достигает 30%, а известь (окись кальция) вводится в количествах, не превосходящих 4-5%; но уже в Новом царстве мы встречаемся с образцами стекол, содержащими около 65-75 % кремнезема, 20% окиси натрия и 8% окиси кальция. Такие составы уже недалеки от античных, которые в ряде случаев почти совпадают с современными. Расширяется круг сырых материалов стекловарения. В стекло начинают вводить свинец. Для заглушения стекла применяют олово. В качестве красителей осваиваются марганец — для фиолетовой, кобальт — для синей и сурьмянокислый свинец для желтой окраски. Очень важно, что наконец появляются первые образцы прозрачного стекла. В гробнице фараона восемнадцатой династии Тутанхамона некоторые небольшие живописные изображения на вещах покрыты прозрачными стеклянными пластинками. Конечно, еще никак нельзя говорить об освоении варки настоящего, полноценного стекла, но факт первого ознакомления людей с самым замечательным свойством стекла — его прозрачностью — следует занести в список достижений II тысячелетия. Правда, прошло еще одно тысячелетие, прежде чем люди овладели этим свойством стекла вполне. Значительные успехи сделаны также и в отношении освобождения от загрязняющих примесей. Стекло становится чище, и неприятный зеленоватый оттенок, вызываемый железистыми соединениями, менее ярко выражен. Это улучшение было, несомненно, следствием более тщательного отбора песка для стекловарения. Египет располагал громадным количеством прекрасных месторождений этого материала, и нужно было только понять, что его природные свойства и особенности сильно влияют на качество получаемого стекла. Это было в конце концов осознано, и, как утверждает Плиний, египтяне знали, что для стекловарения годен не всякий песок, а «особенный». «Особенность» такого песка, по-видимому, заключалась не только в том, что в нем было мало железистых примесей, но также и в том, что он содержал значительное количество извести и солей натрия, являющихся необходимыми составными частями стекла. Известь часто содержится в морском песке, обусловленная присутствием мелких ракушек, а соли натрия (например, глауберова, поваренная и другие) заносятся в прибрежные песчаные отложения морской водой во время приливов и сильных волнений. Понятно, что песок, не загрязненный окислами железа и содержащий вместе с тем значительные количества окисей натрия и кальция, был соблазнительным сырьем для стекловара, так как он обеспечивал получение чистого, относительно бесцветного стекла и требовал значительно меньших количеств соды и извести. Источниками получения щелочей у египтян служила зола растений. Природные месторождения таких солей в изобилии встречаются на территории Северной Африки. Древесная зола содержит в себе и натриевые и калиевые соли в зависимости от типа растений, а кроме того, содержит всегда и известь, иногда даже в достаточном для варки стекла количестве. Известь вводилась в стекольную шихту также и в виде молотых чистых разновидностей известняков. Таких месторождений в Египте было множество. Отсюда следует сделать вывод, что в Египте в отношении сырья, применяющегося в стекольной промышленности, дело обстояло более чем благополучно. Постепенное приближение состава стекла к современному и все более и более частое появление образцов удовлетворительно проваренного, если еще не прозрачного, то в значительной степени просвечивающего стекла, говорили о том, что техника варки и конструкция печей за II тысячелетие значительно усовершенствовались. Прежде, во времена Древнего царства и ранее, варку стекла проводили в примитивных глиняных сосудах или просто в выложенных глиной ямках, пользуясь очагами простейшего устройства, может быть, с применением дутья ртом; теперь же, судя по продукции, следовало предполагать существование значительно более усовершенствованных условий производства. Каковы же были эти успехи в технике варки и конструкции печей? Большую помощь в раскрытии этой загадки оказал один замечательный памятник египетской старины. По среднему течению Нила лежит местность, носящая сейчас название Тель-эль-Амарна. Здесь построил себе новую резиденцию фараон восемнадцатой династии Аменхотеп IV, который встал в оппозицию к жреческой знати, провозгласил новый культ во главе с богом «Атоном», что означало «Солнечный диск», и окончательно порвал с Фивами. Новый город, названный «Ахетатон», т. е. «горизонт Атона», был отстроен с невиданной роскошью. Над созданием его трудились выдающиеся архитекторы, художники и скульпторы. Однако новая столица просуществовала недолго. После смерти фараона-еретика его второй преемник Тутанхамон обратился к прежнему культу и признал главенство Фив. Ахетатон пришел в запустение. Его здания были разрушены и послужили материалом для построек в соседних городах. Совсем недавно, в конце прошлого столетия, заброшенный город прославился теми раскопками, которые были произведены на его территории и обнаружили интереснейшие памятники материальной культуры. В частности, удалось натолкнуться на ряд находок, характеризующих уровень техники стекольного производства того времени. Было раскопано несколько стекольных мастерских с остатками оборудования. Очаги, в которых производилась варка стекла, настолько разрушены, что не дают возможности судить о их первоначальной конструкции. Но найдены в хорошей сохранности бывшие в употреблении глиняные горшочки, или тигли, емкостью около четверти литра. В них варилось стекло, что с несомненностью устанавливается по остаткам содержимого тиглей. Как видно, не всегда сваренное стекло выливалось из тиглей. В некоторых случаях оно остужалось в них до полного затвердевания. Об этом свидетельствуют многочисленные слитки стекла, сохранившие форму тиглей, из которых они были извлечены после охлаждения. Такая операция вполне возможна, но тигель при этом, конечно, гибнет. Из найденных слитков лишь единичные, как говорит Лукас, оказались значительно большего размера. Они указывали на использование тиглей до 5 л емкостью. Варка стекла в таком большом сосуде для тех времен представляла значительные трудности и предпринималась, вероятно, в исключительных случаях, когда надо было изготовить относительно крупное стеклянное изделие. Интересно, что в одной из мастерских около разрушенного очага был найден обломок глиняного сосуда, имевшего форму очень плоской чаши диаметром 25 см и глубиной 7 см. По сохранившимся остаткам стекла можно было заключить, что варка не была доведена до конца, так как в прозрачном расплаве оставались не успевшие раствориться зерна кварцевого песка. Эта находка позволяет сделать некоторые предположения об особенностях процесса варки стекла, которая в те времена, как известно, проводилась в два приема. Первая стадия термической обработки шихты, называемая проваром шихты, а иногда фриттованием, проходила, по-видимому, в тиглях, о чем можно заключить по наличию верхнего пенистого слоя в слитках, о которых говорилось выше. Обильная пена на поверхности расплава образуется обычно в начальной стадии варки, когда выделяется множество газовых пузырей и всплывают на поверхность загрязняющие примеси, не растворившиеся в стекле и образовавшие так называемый «хальмоз». Полученное в первой стадии варки стекло остужалось, разбивалось на части и отсортировывалось с отбором кусков, в которых стекло было проварено наилучшим образом, освобождено от пены и содержало возможно меньше пузырей и свилей. После этого отсортированное стекло, представляющее собой пригодный для дальнейших операций полуфабрикат, проходило вторую, окончательную стадию варки, в течение которой оно должно было хорошо провариться, приобрести возможно высокую степень прозрачности и освободиться от пузырей и свилей. Для этой цели, по всей вероятности, в Ахетатоне и пользовались плоскими чашами, о чем мы упоминали выше. Вторая стадия варки, или процесс «осветления» стекла, как сейчас говорят, требует более высокой температуры, чем первая стадия, и плоская широкая форма египетского сосуда как нельзя больше этому благоприятствует. Она чрезвычайно облегчает прогревание стекла и содействует поднятию пузырей на поверхность, т. е. удалению их из расплава. В современных конструкциях сложных, огромных стекловаренных агрегатов принимаются все меры к тому, чтобы пространство, в котором протекает вторая стадия варки, имело возможно большую площадь при возможно меньшей глубине. Иными словами, современные конструкторы стекловаренных печей добиваются тех же условий, о которых уже знали египетские стекловары, жившие за три тысячи лет до нас. Тот факт, что плоские чаши использовались именно для этой, наиболее ответственной стадии варки стекла, подтверждается находкой довольно высоких цилиндрических глиняных подставок, на которых устанавливались в печи эти сосуды, а, вероятно, также и тигли. На кварцевых камнях, выстилающих поды печей, ясно сохранились отпечатки от таких подставок. Об этом же говорят найденные в плоских чашах остатки хорошо проваренного стекла. Поднятие стекловаренного сосуда в печи на возможно большую высоту вполне целесообразно, так как именно в верхней части печного пространства сосредоточиваются наиболее высокие температуры, и варка идет здесь успешнее. Итак, в эпоху II тысячелетия египтяне действительно достигли значительных успехов в теплотехнике и методике варки стекла. Материалы, добытые в раскопках Тель-эль-Амарны, осветили еще одну очень важную сторону из области технологии стекла. В течение долгого времени археологи не имели определенного суждения о том, как формовались изделия египетского фаянса. Не вызывали сомнения случаи, когда изделие изготовлялось из твердого камня — стеатита или кварца. Здесь, очевидно, материалу придавалась форма от руки при помощи каких-нибудь твердых режущих или царапающих инструментов. Но в подавляющем большинстве случаев фаянсовые египетские изделия изготовлялись из порошкообразного кварца в присутствии незначительных количеств тех или иных связующих веществ. В этих случаях можно было пользоваться приемами ручной лепки или же прибегать к прессованию в формах, а если так, то, интересно, из чего и как изготовлялись эти формы. Вот вопросы, на которые долго не находили ответа. Раскопки в Тель-эль-Амарне, а затем и в ряде других мест дали очень ценный материал по этому вопросу. Были найдены тысячи глиняных формочек, предназначавшихся для изготовления всевозможных мелких предметов — бус, подвесок, колец, амулетов и т. п., а в отдельных случаях были встречены формы и для более крупных изделий, например для фигурок «ушебти», т. е. маленьких фаянсовых человечков, которые, согласно погребальному ритуалу, должны были следовать за умершим в могилу (рис. 9). На большинстве этих формочек остались следы прилипшей стекловидной массы, что с очевидностью подтверждало их назначение. Все формы были открыты с одной стороны, тыльная сторона изделия всегда оставалась необработанной. Таким образом, выяснили, что большинство мелких изделий египетского фаянса изготовлялось прессованием в керамических формах.
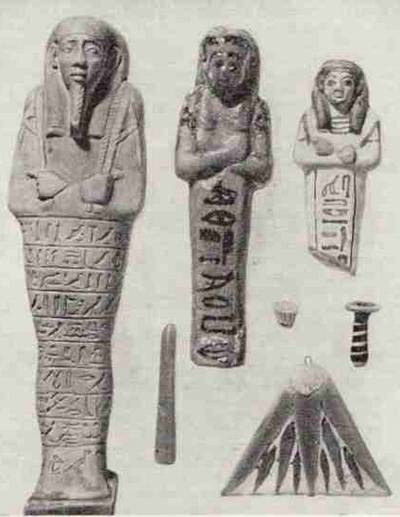 Рис. 9. «Ушебти» из фаянса. XIII–XI вв. до в. э.
Рис. 9. «Ушебти» из фаянса. XIII–XI вв. до в. э.
Некоторые исследователи утверждают, что при этом получалось лишь грубое приближение к оригиналу и после формования требовалась окончательная отделка резцом или иглой. Коль скоро выяснено, что формочки были глиняными, вопрос о способе их изготовления решался сам собой. Керамическая технология древности хорошо известна; она подсказывала, что формочки получались как слепки с оригиналов, вырезанных из мягких пород камня или вылепленных из глины и закрепленных обжигом. Однако нужно иметь в виду, что глиняные формочки до сих пор не были найдены в слоях, предшествующих восемнадцатой династии фараонов, и мы должны быть готовы к выводу, что до середины II тысячелетия фаянсовые изделия, приготовляемые из порошкообразного кварца, формовались как-то иначе — может быть, обычными приемами ручной лепки. Отформованное тем или иным методом изделие должно было покрываться глазурью. Как мы знаем, первоначально наибольшим распространением пользовалась светло-зеленая глазурь, которая потом, когда древние стекловары были увлечены идеей подражания благородным камням, переходит в голубую, копирующую цвет бирюзы, и ярко-синюю, подражающую ляпис-лазури. Как указывалось, эти цвета получались путем использования в качестве красителей меди и железа. Лишь начиная с Нового царства в стекло для получения глубокого синего цвета начали вводить иногда кобальт. Глазурь египетского фаянса, представляющая собой стекло, приготовлялась смешением мелко истолченного кварца с древесной золой или с природным карбонатом натрия. В качестве красителя вводился малахит, т. е. природная углемедная соль. Некоторое количество железа всегда присутствовало в качестве примеси к песку. Приготовленную таким способом смесь хорошо измельченных исходных материалов разбалтывали в воде и получали густую, как сливки, жидкость, называемую «шликером», при помощи которой и осуществлялся процесс нанесения глазури на изделия. Однако значительно лучшие, по мнению А. Лукаса, результаты давал другой способ приготовления глазури, когда смесь исходных материалов подвергалась предварительному сплавлению в стеклообразную массу, охлаждалась, измельчалась в порошок и лишь после этого разбалтывалась в воде для образования глазурного шликера. Сам процесс нанесения глазури на отформованное и высушенное изделие может производиться двумя способами: или изделие обливается шликером, или погружается в него на короткий промежуток времени. В обоих случаях вода шликера будет впитываться пористым черепком, а взвешенные в ней твердые частицы глазурной смеси станут оседать на поверхность черепка в виде плотного слоя. После этого изделие высушивается и обжигается. Под воздействием высоких температур глазурь сплавляется и растекается по поверхности изделия блестящим, стекловидным покровом. Таким образом, сейчас мы можем дать достаточно определенный ответ на вопрос, какой технологией пользовались в древнем Египте для изготовления широко известных изделий, носящих название египетского фаянса. Но мы знаем, что почти одновременно с фаянсовым производством в Египте начинают появляться и изделия другого рода, а именно чисто стеклянные, в которых стекло, правда, еще не является полноценным, так как оно непрозрачно и недостаточно проварено. Эти изделия отличались от фаянсовых тем, что они состояли во всей своей толще из однородного материала, а не слагались, как фаянсовые, из двух слоев: внутреннего (черепка) и наружного (глазури). Из такого непрозрачного, окрашенного в разные цвета стекла в Египте делали бусы, серьги, подвески, браслеты, кольца, пластинки для инкрустации, амулеты, небольшие фигурки и флаконы для хранения различных косметических составов. Методы производства такого рода изделий не имеют ничего общего с технологией фаянса, и на них мы остановимся подробнее. Как уже неоднократно указывалось, стекло, с которым человек имел дело в течение всего зачаточного периода стеклоделия, растянувшегося на десятки веков, представляло собой в расплавленном состоянии очень вязкую массу, так как примитивные очаги, в которых оно варилось, не могли обеспечить достаточно высоких температур. Такая густая, вязкая масса ограничивала методы формования изделий немногими, далеко не совершенными приемами. Первый прием основывался на способности расплавленного стекла вытягиваться в нити. Чем выше температура стекломассы, тем более жидка ее консистенция, тем тоньше нить, которую можно вытянуть. Современная техника позволяет вытягивать стеклянные нити толщиной в несколько микронов, т. е. гораздо тоньше человеческого волоса. В отдаленные же времена, когда стекло варилось на костре и было очень густым, трудно было вытягивать нити тоньше 2-3 мм. Сам по себе процесс этот очень прост: достаточно ввести конец металлического прутка в расплав, чтобы стекло к нему прочно пристало и потянулось за ним в виде жгута или нити, толщина которой будет тем меньше, чем жиже стекломасса и чем больше скорость вытягивания. Пока стеклянная нить не остыла, она сохраняет свою пластичность и может быть изогнута по любому направлению. Этим ее свойством в Египте и пользовались для формования изделий. Бусина изготовлялась навиванием стеклянной нити на медный стерженек, который затем извлекался, и бусина подвергалась повторному разогреву с последующей окончательной обработкой примитивными приемами ручной лепки при помощи простейших инструментов. В Тель-эль-Амарне были найдены образцы бусин, еще не снятых с медного стерженька. Подобным же образом изготовлялись и маленькие косметические сосуды. Сперва сооружался особый «сердечник», соответствовавший по форме и размерам внутренней полости сосуда. Материалом для сердечника служила смешанная с песком глина. Для прочности сердечник обертывался куском тряпки и завязывался бечевкой. Следы ткани и завязки часто можно наблюдать на внутренней поверхности сосуда. После высыхания сердечник обматывали стеклянной нитью совершенно так же, как поступали с бусиной, затем подвергали нагреванию и раскатывали на металлической или каменной плитке до тех пор, пока тело флакончика не получало должной формы, а поверхность его не становилась гладкой. После этого сердечник извлекался, и мастер вручную оформлял горлышко, прилеплял ручки и вообще заканчивал отделку вещи. Таков был прием формования при помощи стеклянной нити. Но применялся и другой способ формования. Например, при изготовлении сосуда размягченный в огне комок стекла раскатывали на плитке в лепешку, которую обертывали вокруг заготовленного вышеуказанным образом сердечника. Получившийся продольный шов «сваривался» и заглаживался при чередующихся нагреваниях и раскатываниях. Последующая обработка изделия велась ручной лепкой, как и в предыдущем случае. Подобный прием использовался также и при выделке бус. Сперва заготовляли путем вытягивания круглый стеклянный стерженек, который затем расплющивали на плитке в полоску. Этой полоской обвивали кусок медной проволоки, толщина которой соответствовала отверстию, служащему для нанизывания бус на нитку. Образовавшаяся таким образом толстостенная стеклянная трубочка имела продольный шов, который заглаживался последующим раскатыванием на плитке при повторных разогревах. Полученная трубкообразная заготовка разрезалась на части и отдельным бусинам придавали окончательную форму обработкой в горячем состоянии простейшими ручными приемами. Когда изготовляли бусы более сложного типа, прибегали к разноцветному стеклу; например составляли вышеуказанный исходный стерженек из нескольких спаянных между собой стеклянных прутиков разного цвета или раскатывали заготовку на плитке, посыпанной осколками разноцветного стекла, или комбинировали как-нибудь иначе полихромные эффекты, пользуясь высокими пластическими свойствами стекла в разогретом состоянии. Нередко готовую бусину украшали нанесением на ее поверхность лепных цветных украшений в виде концентричных кругов (так называемые «глазки»), спиралей, капель и даже человеческих масок. Наконец, скажем несколько слов отретьем методе формования, применявшемся для изготовления маленьких сосудов. Изготовленный вышеуказанным способом песчано-глинистый сердечник погружался в стекломассу, доведенную до возможно большей степени разжижения, для чего нужно было поднять жар в печи как можно выше. Погруженный в стекло сердечник вращали до тех пор, пока на нем не образовывался достаточно толстый слой стекломассы. После этого сердечник, с приставшим к нему стеклом, извлекался из печи, и изделие окончательно отделывалось описанными выше приемами. В заключение сделанного нами краткого обзора горячих процессов, применявшихся египетскими стеклоделами при формовании изделий, укажем, что излюбленным способом украшения стеклянных сосудов было обматывание горячего изделия, стенки которого еще сохраняли свою пластичность, многоцветными стеклянными нитями. Рисунки, образованные этими нитями, могут быть разными, по обычно нити опоясывали сосуд спирально или горизонтальными рядами, отстоящими один от другого на различные расстояния. Достигнутый таким порядком эффект часто усложнялся приемом, чрезвычайно типичным для старинного египетского стекла. На горячем еще изделии при помощи инструмента, напоминающего гребенку, ряды разноцветных нитей несколько приподнимались через равные промежутки по окружности всего сосуда, после чего поверхность изделия окончательно заглаживалась окатыванием на плитке с повторными разогреваниями. В результате получался эффектный зубчатый рисунок в виде фестонов, напоминающих подхваченную местами драпировку. Теперь подытожим сказанное об успехах в области стеклоделия, достигнутых во II тысячелетии. В течение этого времени состав стекла значительно усовершенствовался, но он еще отличается от современных нам составов большим избытком щелочей. Расширился круг материалов, вводимых в стекло: свинец, олово, марганец. Количество загрязняющих примесей уменьшилось, стекло стало чище. Значительно расширилось производство бус и других изделий из непрозрачного цветного стекла типа смальт. Увеличился ассортимент изготовляемых стеклянных предметов, главным образом мелких сосудов и статуэток (рис. 10-13).
 Рис. 10. Сосуд из непрозрачного стекла. XIV в. до н. э.
Рис. 10. Сосуд из непрозрачного стекла. XIV в. до н. э.
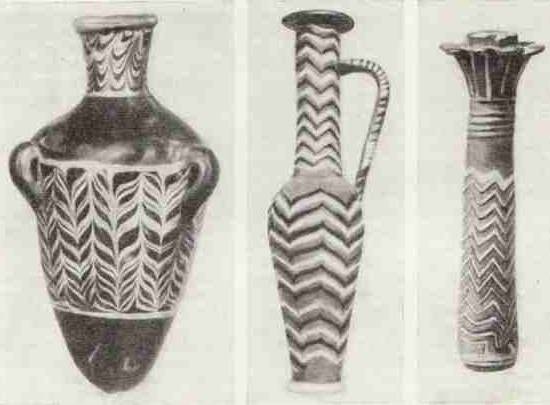 Рис. 11. Сосуды из непрозрачного стекла. XV–XI вв. до в. э.
Рис. 11. Сосуды из непрозрачного стекла. XV–XI вв. до в. э.
 Рис. 12. Статуэтка обезьянки, кусающей плод, из непрозрачного стекла. XIV в. до в. э.
Рис. 12. Статуэтка обезьянки, кусающей плод, из непрозрачного стекла. XIV в. до в. э.
 Рис. 13. Сосуд из непрозрачного стекла. XIV в. до н. э.
Рис. 13. Сосуд из непрозрачного стекла. XIV в. до н. э.
Широко развилось производство фаянсовых изделий с массовым использованием глиняных формочек. Значительно повысилась техника варки и увеличился объем стекловаренных сосудов. Появление изделий из прозрачного стекла является все еще большой редкостью и, как и раньше, носит случайный характер. Стеклянные изделия по-прежнему малодоступны широким слоям населения. Таковы итоги развития стеклоделия в течение Среднего и Нового царств. Обратимся к последнему тысячелетию старой эры летосчисления. Как мы помним, период Нового царства был ознаменован величайшим подъемом военного могущества и богатства Египетского государства. Но, как и всегда, эпоха особого возвеличения рабовладельческого государства сопровождалась обострением классовой борьбы и нарастанием внутренних противоречий, которые расшатывали власть. Так было и в Египте при последних династиях Нового царства. Власть фараонов постепенно ослабевала, склоняясь перед растущим авторитетом фиванского жречества. Фараоны опирались уже не на египетские, а на иноплеменные наемные войска. Египетские крестьяне и ремесленники, задавленные тяжким принудительным трудом, были одинаково враждебно настроены и к государству фараонов и к государству жрецов. К концу XII в. до н. э. эта напряженность достигает крайнего предела и приводит к распаду государства на полусамостоятельные части и захвату власти иноплеменными (ливийскими) воинами фараонов. В довершение всех бед страна подпала под эфиопское, а затем под ассирийское владычество. Наконец, в середине VII в. до в. э. при фараоне Псамметихе Египет освободился от ассирийцев. Страна была вновь объединена в единое государство. Наступил короткий, длившийся всего лишь 125 лет период относительного могущества Египта. Столица его находилась в богатом городе Саисе, расположенном в дельте Нила. Как известно, саисская эпоха ознаменована новым подъемом египетской культуры. С греческими городами Египет был связан в ту пору оживленнейшими торговыми сношениями. В это время в самой дельте Нила возникает торговый греческий город Новкратис. Наступило оживление и в стекольной промышленности. В поздние времена египетской истории она с успехом развертывала производство широко вывозившихся за границу бус, сосудов для благовоний, амулетов в виде священного жука «скарабея», различных статуэток культового значения и т. д. (рис. 14-17).
 Рис. 14. Бусы из непрозрачного стекла. I тысячелетие до н. э.
Рис. 14. Бусы из непрозрачного стекла. I тысячелетие до н. э.
 Рис. 15. Священный бык Апис из фаянса, покрытого глазурью бирюзового цвета. VII–VI вв. до н. э.
Рис. 15. Священный бык Апис из фаянса, покрытого глазурью бирюзового цвета. VII–VI вв. до н. э.
 Рис. 16. Священный жук «скарабей» из фаянса, покрытого глазурью бирюзового цвета. VII–VI вв. до н. э.
Рис. 16. Священный жук «скарабей» из фаянса, покрытого глазурью бирюзового цвета. VII–VI вв. до н. э.
 Рис. 17. Священный жук «скарабей» из фаянса, покрытого глазурью бирюзового цвета. VII–VI вв. до н. э.
Рис. 17. Священный жук «скарабей» из фаянса, покрытого глазурью бирюзового цвета. VII–VI вв. до н. э.
Но недолго продолжалось благоденствие страны, отдыхавшей после тяжелых испытаний предыдущего беспокойного, кровопролитного периода. Персидский царь Камбиз, продолжатель завоевательной политики своего отца Кира, готовил поход на Египет. В 525 г. до в. э. он перешел Синайский перешеек, разбил египетские войска и осадил Мемфис. На предложение сдаться египтяне ответили убийством послов. Камбиз взял Мемфис силой. На целый век с лишним прекратил свое существование Египет как самостоятельная держава. После наступившего недолгого периода восстановленной независимости страна была вновь завоевана персами. Но египетская культура стекла не пропала для будущего. Дальше мы еще расскажем, как пышно расцветет она в эпоху эллинизма, на заре новой эры летосчисления. Обобщая все то, что было достигнуто человечеством в развитии стеклоделия за несколько тысячелетий старой эры летосчисления, можно сделать следующие выводы. Производство стекла возникло очень рано, примерно за четыре-пять тысяч лет до нашей эры, причем первоначально стекло осваивалось, по-видимому, в качестве глазури на керамических изделиях. Была освоена варка только непрозрачного, заглушенного стекла, подобного смальтам. Найденные единичные образцы прозрачного стекла получались, должно быть, случайно, а уверенно варить такое стекло еще не умели. Стекло варилось в небольших сосудах на примитивных очагах, не дававших высоких температур, поэтому стекломасса получалась очень вязкой и в незначительных количествах. Эти обстоятельства обусловливали ограниченность и несовершенство приемов формования, однотипность и незначительность размеров изделий, а также их высокую стоимость. В результате ассортимент изделий, за некоторыми исключениями, исчерпывался ювелирными и мелкими туалетными предметами, в первую очередь — предметами роскоши. Таким образом, рассматриваемый нами огромный по длительности период мы должны трактовать в истории стеклоделия как зачаточный, ибо материал, который за это время был создан и освоен в производстве, можно назвать стеклом лишь условно. Этот материал приближался к стеклу только по своему химическому составу, по не обладал прозрачностью — этим уникальным отличительным признаком стекла.

ГЛАВА ТРЕТЬЯ. АНТИЧНОЕ СТЕКЛО
Пою перед Тобой в восторге похвалу, Не камням дорогим, ни злату, но Стеклу.М. В. ЛОМОНОСОВ

На пороге новой эры летосчисления произошли два знаменательных в истории стеклоделия события: люди научились варить прозрачное, бесцветное, как горный хрусталь, стекло и вырабатывать из него выдуванием большие, красивые сосуды. Стекло впервые предстало во всем блеске своих бесподобных природных качеств, как единственный материал, способный ограничивать пространство, пропуская световые лучи. Это настолько ошеломило людей, что они в течение нескольких веков меняли стекло на золото. Расскажем подробнее, как это произошло. В 330 г. до в. э. на юго-восточном берегу Средиземного моря, в западной части дельты Нила, царем Александром Македонским был заложен новый город, названный Александрией, которому было суждено сыграть огромную роль в распространении эллинской культуры среди всего передового человечества последних веков старой эры летосчисления. Царь сам выбрал место строительства и руководил проектными работами, порученными выдающимся греческим архитекторам. Город разрастался с необыкновенной быстротой. Как и всякий город, строившийся на новом, незаселенном месте, Александрия отличалась правильностью и просторностью планировки, не стесненной очертаниями старого города с его узкими и кривыми улицами. Две главные широкие магистрали длиной около 6 км каждая, украшенные по обеим сторонам колоннадами, пересекались множеством поперечных улиц, утопавших в садах. Город по тому времени был прекрасно благоустроен: мостовые, водопроводы, парки, театры, стадионы, роскошные бани, зверинцы с редкими животными — все ото характеризовало богатую городскую жизнь эллинистического общества. Почти треть города занимали царские дворцы, отстроенные с необыкновенной роскошью и окруженные многочисленными помещениями для придворного штата. Здесь же располагались и царские гробницы, в одной из которых впоследствии поместили тело Александра. Знаменитый греческий географ I в. до н. э. Страбон утверждал, что в его время тело Александра находилось в стеклянном гробу, куда оно было переложено после того, как один из царствовавших в Египте Птолемеев похитил золотой гроб, в который Александра положили после смерти. Достоверность рассказа Страбона, впрочем, нужно взять под сомнение, так как техника стекольного производства того времени в части изготовления крупных изделий была не на высоком уровне. Неподалеку от района расположения царских резиденций, в наиболее богатой и красивой части города, помещался музей с его знаменитой библиотекой. Александрийский музей в эллинистическую эпоху пользовался всемирной славой и представлял собой крупнейший центр науки и искусства. В библиотеке хранились сотни тысяч рукописей. Для их изучения содержался на средства государства многочисленный штат ученых, которые, по греческому обычаю, вели преподавание, прогуливаясь со своими учениками в портиках и аллеях тенистых садов Александрии. Особенной достопримечательностью города считался построенный у входа в него на острове Фарос гигантский маяк высотой около 140 м. На маяке по ночам зажигался огромный костер, свет которого, направляемый металлическими зеркалами, указывал путь кораблям и был виден в море за 40 км. Выгодное для торговли географическое положение Александрии чрезвычайно способствовало ее быстрому развитию. В эпоху присоединения к Римской империи она насчитывала уже свыше 600 тыс. жителей и по своему культурному влиянию занимала второе место после Рима. Этот период характеризовался сочетанием старой эллинской культуры с культурным наследием стран древнего Востока и молодой, бурно развивающейся цивилизацией Рима. Завоевания Александра Македонского разрушили политические преграды, препятствовавшие общению между народами средиземноморских стран. Теперь греческая культура быстро распространялась вширь; ее несли сотни тысяч греков, заселявших города завоеванных стран. Но одновременно с этим греческая культура сама претерпевала существенные изменения. Все больше и больше стали развиваться те отрасли знании, которые в древней Греции были на втором плане. Естествознание, математика, медицина, агрономия, строительное искусство достигли в эллинистическую эпоху необыкновенной высоты. Техника этой замечательной эпохи поражает нас своими достижениями. Во всех видах производства наблюдаются решительные сдвиги, усовершенствуются технологические процессы, расширяется ассортимент изделий, повышается их качество. Этот общий подъем, центром которого становится Александрия, отразился и на состоянии стекольного производства. Постараемся хоть приблизительно определить тот технический уровень, на котором находилось стекольное производство к началу новой эры. К сожалению, для этого мы располагаем далеко не достаточными данными. Прежде всего отметим, что в рассматриваемый период своеобразные методы варки и формовки стекла находились в стадии перехода от примитивных форм затянувшегося зачаточного периода стеклоделия к новому, более высокому техническому уровню, который соответствовал общему культурному подъему, охватившему молодое эллинистическое общество. По дошедшим до нас образцам изделий того времени нетрудно убедиться, каких успехов достигло стекловарение по сравнению с древнеегипетским периодом. В большинстве случаев стекло прозрачно, бесцветно или окрашено в разнообразные красивые тона, лишено видимых простым глазом пороков — пузырей и свилей. Попадающиеся иногда образцы из стекла не столь высокого качества говорят лишь о том, что технология еще не стабилизировалась, что стекловары еще не умели создавать таких условий, при которых производственные процессы протекали бы всегда однообразно и именно так, как нужно. По-видимому, были значительно усовершенствованы стекловаренные печи, или, вернее, те примитивные очаги, которыми пользовались в древности. Несомненно, что сильно развившаяся металлургия научила лучше использовать печные устройства для получения более высоких температур и, что особенно важно, для увеличения размеров равномерно обогреваемого пространства. Это последнее обстоятельство дало возможность выплавлять за один прием значительные количества стекла и вырабатывать изделия, в отличие от прежних веков, сравнительно большой величины. Что же касается состава стекол, то здесь по-прежнему еще не научились понимать значения количественного соотношения компонентов. Составы, в отношении их легкоплавкости, подбираются для каждой плавки на ощупь. Для этого плавку ведут в два приема. Сначала нагревают в печи смесь сырых материалов, взятых в приблизительных весовых соотношениях, и после этого отбирают для окончательной плавки наиболее спекшиеся, наиболее остеклованные участки шихты. К сожалению, не сохранилось сколько-нибудь достоверных данных о стекловаренной печи античного времени. Лишь косвенно, по словам Плиния и более поздних средневековых авторов Гераклия и Теофила, мы можем вывести заключение, что варка велась, как говорилось выше, в два приема и что в соответствии с этим печи имели три отделения: два для варки стекла и одно для отжига изделий. При варке стекла в шихту, т. е. в смесь сырых материалов, уже вводили бой стекла, как это делается сейчас. Знаменитый римский поэт Марциал, живший в I в., писал:
Тонким себя ты считаешь, Цецилии.
Верь, не таков ты. Каков же? Шут пошлый,
Как из-за Тибра бывает разносчик,
Тот, что на битые стекла меняет
Серные спички...[5]
(Перевод А. Фета)
Очевидно, уже в I в. массовая скупка битого стекла для переплавки была широко распространенным бытовым явлением. Очень интересный материал дают анализы античных стекол. Ясно видно, как постепенно изменяется их состав, приближаясь к современному. В древнем Египте, когда техника получения высоких температур была очень несовершенна, преобладали легкоплавкие рецепты с повышенным содержанием щелочей (до 30%) и незначительным количеством извести (около 3-5%). В эллинистическую же эпоху содержание щелочей в стеклах снижается до 16-17%, а извести — повышается до 10%, т. е. составы подходят уже вплотную к современным. В этом отношении представляется особо убедительным сопоставление анализов помпейского оконного стекла и современного бутылочного (табл. 2). Первый рецепт приведен в книге известного французского специалиста Пелиго «Стекло, его история и изготовление», второй взят из нашего учебника по технологии стекла, изданного в 1939 г. под редакцией профессора И. И. Китайгородского. Как видно, составы почти полностью совпадают.

Во всех анализах стекол того времени обращает на себя внимание несколько повышенное содержание железа (до 1-2% и больше). Вместе с тем окиси железа в стекле всегда сопутствует окись марганца, являющаяся, как известно, «обесцвечивателем» по отношению к железу, т. е. таким веществом, которое дает дополнительную окраску к зеленоватому оттенку, вызываемому в стеклах примесью железа. Дополнительными цветами называют такие, которые в сочетании друг с другом дают белый цвет. Таким образом, мы вправе сделать вывод, что в Александрийскую эпоху стекольщиками был эмпирическим путем разрешен довольно сложный вопрос обесцвечивания стекла. Значительное содержание железа в стекле обыкновенно бывает связано с загрязнением железистыми примесями сырых материалов, в первую очередь песка. Вот почему такое особое значение придается наличию поблизости от предприятия первоклассного месторождения этого вида сырья. Страны, расположенные по берегам Средиземного моря, были обеспечены многими высококачественными залежами кварцевого песка. Между ними первое место, безусловно, занимало месторождение, находящееся на финикийском побережье, вблизи города Сидона. Плиний так пишет об этом месторождении: «Часть Сирии, называемая Финикиею, сопредельная Иудеи, имеет при подошве горы Кармель болото, называемое Кандевия. Из него, как думают, вытекает река Бел, протекающая пять тысяч шагов и впадающая в море близ Птолемеева поселения. Она течет тихо, для питья не здорова, иловата, но священна по некоторым обрядам. Она обнаруживает песок только тогда, когда море наплывает, ибо песок, будучи взрыт волнами, по согнании нечистот, появляется. Думают, что оный тогда проедается остротою воды морской и без того годен не бывает. Находится оный тогда на берегу в пространстве не более пяти сот шагов и достаточен был многие века на произведение стекла». Очень интересно указание Плиния, что песок тогда только оказывался годен для стекловарения, когда с него после окончания прилива сходила вода. Очевидно, при этих условиях происходило обогащение песка солями натрия, растворенными в морской воде. Вспомним, что именно так добывается в настоящее время для надобностей стекловарения сульфат натрия на отмелях Кара-Богазского залива Каспийского моря. Пелиго пишет, что пески при устье реки Бел «пользовались многовековой мировой славой настолько, что в средние века венецианцы еще имели обыкновение направлять туда свои корабли для снабжения стекольных мастерских Мурано». Здесь мы, несомненно, сталкиваемся с вошедшим в традицию преувеличением природных особенностей некоторых месторождений полезных ископаемых. Нужно сознаться, что это явление только совсем недавно перестало бытовать в некоторых отраслях промышленности, и, может быть, силикатная специальность была последней, которая от него наконец освободилась. Действительно, одной из характерных особенностей производства большинства видов искусственных силикатов является тесная зависимость качества продукции от природных свойств исходных материалов. Не так давно, во всяком случае еще на моей памяти, господствовало убеждение, что технологический процесс на предприятиях силикатной промышленности совеем не замысловат, сводится к примитивным операциям полукустарного типа, требующим лишь в отдельных случаях высокого индивидуального мастерства работников. Считалось, что к повышению общей технической культуры в этом деле особых стимулов не имеется, так как конечный результат зависит от не поддающихся точному определению природных особенностей сырья, в частности песка для стекловарения, глины для керамических производств, известняков для вяжущих веществ. Такая, прочно укоренившаяся на протяжении веков точка зрения привела к своего рода фетишизму по отношению к некоторым месторождениям ископаемого сырья, которые приобрели мировую известность в качестве единичных, незаменимых. Например, преувеличенно громкой популярностью повсеместно пользовались германская кассельская глина для изготовления огнеупорного припаса, английский каолин «чайна клей» и норвежский полевой шпат для фарфорового производства, гогенбокский германский песок и французский песок из Фонтенебло для стекловарения. Фирмы, присвоившие себе монопольное право эксплуатировать эти месторождения, всемерно раздували репутацию своего товара и рассылали его сухопутным и морским транспортом во все уголки земного шара. В 1916 г., находясь в командировке на английском стекольном заводе фирмы Ченс в Бирмингаме, я имел возможность убедиться, в каком безвыходном положении оказалось это крупнейшее предприятие после израсходования последних запасов кассельской глины, поступление которой прекратилось с начала войны. Наша стекольная промышленность лишь после Великой Октябрьской социалистической революции освободилась от этих предвзятых представлений. Широко развернутые геологические изыскания обнаружили наличие огромного числа месторождений разнородного высококачественного минерального сырья, способного с успехом заменить ввозившиеся ранее из-за границы материалы. В результате этого наши заводы силикатной промышленности целиком перестроились на неисчислимые собственные базы первоклассного во всех отношениях минерального сырья. Мы остановились на составах античных стекол. Многочисленные анализы, проделанные разными исследователями, говорят о большом разнообразии применявшихся в стекловарении веществ. Кроме обычных стеклообразующих компонентов, о которых говорилось выше, применялся, правда весьма редко и в очень незначительных количествах, свинец. Возможно, что это делалось для повышения блеска, чем до известной степени был предрешен вопрос хрусталя, открытого, как принято считать, англичанами в XVII столетии. Для глушения стекла вводили олово, как делают и теперь. В качестве красителей применялись железо, марганец, кобальт, серебро. Большой известностью пользовалось ярко-красное заглушенное стекло, носящее название «гематинон». Из него делались всякого рода мелкие ценные безделушки. Красителем являлась тонко распределенная в стекле медь, находящаяся в коллоидном состоянии. Такое стекло родственно современному так называемому медному рубину и особого рода смальтам из группы пурпуринов и скарцетов, получение которых связано со значительными техническими трудностями. Далее интересно отметить, что античными мастерами производилось также розовое стекло. Пелиго по этому поводу пишет: «Они знали даже розовый цвет, полученный посредством золота, изобретение которого ошибочно было приписано Кункелю». Сейчас, приготовляя золотой рубин, золото растворяют в «царской водке» (смесь азотной и соляной кислот) и вводят в шихту в виде раствора. В древности же его, по всей вероятности, вводили в стекло в виде тонко измельченного порошка, приготовляемого путем растирания тончайших листов золотой фольги. Античные стеклоделы умели приготовлять фольгу и пользовались ею для украшения стеклянных изделий, впаивая вырезанные из нее рисунки между двумя слоями стекла (рис. 49). При использовании этого приема и был, наверное, открыт золотой рубин. Применялся также и уран. Он был найден в римских стеклах французским аналитиком Мишо. Ссылаясь на этот факт, известный французский археолог XIX в. Квишера в своей работе «О некоторых любопытных образцах античного стеклоделия» говорит: «Последнее немало удивило г. Мишо. Ведь Клапрот стал знаменитым, в частности, благодаря открытию урана в 1789 году. Это не первый сюрприз такого рода, полученный химиками». Суммируя все сказанное, мы приходим к заключению, что эллинистическая эпоха ознаменовалась в истории развития стеклоделия крупным шагом вперед, выразившимся в освоении методики варки стекла при достаточно высоких температурах с получением хорошо проваренного расплава, прозрачного, свободного от пузырей и свилей. Это был, безусловно, крупный успех. Второй, может быть, еще более важный по своим последствиям шаг был сделан примерно в это же время и в значительной мере являлся логическим следствием первого успеха. Я имею в виду открытие метода выдувания полых стеклянных изделий. Каким образом произошло это открытие, можно себе представить примерно так. Варить прозрачное стекло в значительных количествах, как только что указывалось, уже научились. Для этого нужно было освоить технику получения высоких температур, для чего, в свою очередь, следовало применить дутье, хорошо известное к тому времени из металлургии. В простейшем случае дутье осуществлялось ртом при посредстве тростниковой трубки. Чтобы воткнутый в очаг конец не горел, его обмазывали глиной. Об этом свидетельствуют настенные изображения древнейших времен. Такая трубка была прообразом знаменитого впоследствии инструмента стеклодува. Оставалось только ждать случая, который натолкнул бы на применение этой трубки совсем для другой цели, чем та, ради которой она была выдумана. Такой случай, тысячи таких случаев представлялись ежедневно каждому мастеру — стекольщику, когда он брал в руки свою трубку и принимался раздувать пламя под тиглем, где варилось стекло. Стоило только один раз ошибиться на несколько сантиметров и погрузить трубку в тигель, чтобы на конце ее образовался стеклянный пузырь. Этого было достаточно для того, чтобы новый метод формования вскоре появился на свет как логическое следствие подмеченного явления. Неизвестно, кто именно и когда точно натолкнулся на такой случай. Да это и не важно. Вопрос был настолько подготовлен совокупностью ряда достижений в стекольной технологии, он настолько назрел, что появление метода выдувания могло произойти со дня на день. Вернее всего, что он зародился одновременно в различных местах и в тех именно, где сосредоточивалась в то время наиболее передовая технология стекольного производства. Принято считать, что способ выдувания изобретен в Александрии в I в. до в. э. Нет никаких оснований оспаривать это утверждение. Оно, по-видимому, достаточно близко к действительности. Именно этот метод, должно быть, имеет в виду греческий писатель Афиней, когда в своем знаменитом произведении «Пирующие софисты» говорит: «Александрийцы обрабатывают стекло таким способом, который даст им возможность придать любую желаемую форму и делать различные вазы...». Поставим теперь перед собой вопрос: в чем же заключается сущность нового метода и где кроется причина столь большого влияния, которое он оказал на дальнейшие судьбы стеклоделия на земле? Постараемся по возможности показать этот метод так, как он выглядел в пору своего зарождения. Основной инструмент для выдувания стекла очень прост. Он состоит из обыкновенной железной трубки длиной немногим больше метра. На одном ее конце имеется небольшое утолщение, на другом конце насаждена деревянная рукоятка, чтобы трубка не обжигала руки. В чем же состоит сам процесс? Рассмотрим сперва самый простой случай, когда собираются изготовить сосуд несложной формы, например стакан. Прежде всего производится операция так называемой «наборки», т. е. извлечения из находящегося в печи горшка необходимой порции расплавленного стекла. Для этого рабочий, стоя перед окном (устьем) печи, слегка погружает в стекло предварительно нагретый утолщенный конец трубки, непрерывно вращая ее с умеренной скоростью. Стекло обладает способностью прочно прилипать к раскаленному металлу и потому наматывается на конец трубки, образуя ком, который будет тем больше, чем больше продолжается операция наборки. Убедившись, что стекла набрано достаточно, рабочий вынимает трубку из печи и приступает к обработке извлеченной порции стекла. Первая стадия процесса выдувания имеет своей конечной задачей придать неправильному комку стекла, прочно укрепленному на конце выдувательной трубки, форму, удобную для дальнейшей обработки. Приемы, которыми для этой цели пользуются, сводятся к раскатыванию на металлической плитке (рис. 18) или в деревянном смачиваемом водой ковшеобразном сосуде (до́локе) (рис. 19) с одновременным вдуванием небольших порций воздуха для образования внутренней полости. Заготовка при этом быстро остывает, теряет свою пластичность, и ее время от времени приходится повторно подогревать, всовывая в устье печи и выдерживая там над расплавленным стеклом в течение нескольких десятков секунд.
 Рис. 18. Обкатка баночки на металлической плите
Рис. 18. Обкатка баночки на металлической плите
 Рис. 19. Обкатка баночки на деревянном «долоке»
Рис. 19. Обкатка баночки на деревянном «долоке»
Когда все манипуляции первой стадии обработки закончены, заготовка имеет вид яйцевидного пузыря правильной формы, с симметрично расположенной небольшой внутренней полостью и с очень толстыми стенками. Эта заготовка носит название «баночки», и к ней предъявляют чрезвычайно строгие требования. От качества ее изготовления, от правильности ее геометрической формы, от симметричности распределения по ее массе температур, от верно найденного соотношения толщины боковых стенок и сферического дна зависит окончательный результат выдувания. Поэтому приготовление баночек поручают опытным, хорошо специализированным на этом деле рабочим, носящим название «баночников». Готовая баночка, плотно сидящая на конце выдувательной трубки, поступает в руки мастера для выполнения второй стадии процесса формования, цель которой — подготовить обрабатываемое изделие к окончательному выдуванию. Мастер начинает с набирания дополнительного количества стекла. Для этого он погружает баночку в расплавленную стекломассу и, медленно вращая, наматывает на нее стекло, пока не убедится, что его достаточно для того изделия, которое предполагается изготовить. Затем мастер приступает к дальнейшим действиям. Их основное назначение заключается теперь в том, чтобы возможно точнее приблизить заготовку по форме и размерам к окончательному изделию. Одновременно мастер должен добиться, чтобы заготовка отвечала также всем уже известным нам требованиям по части равномерности нагрева, толщины стенок и т. д., которые предъявляются к баночке. Приемы, используемые мастером в данном случае, гораздо разнообразнее и сложнее, чем при изготовлении баночки. В основном они сводятся к следующим манипуляциям. Удлинение и суживание заготовки достигается круговым размахиванием трубки, при котором заготовка растягивается действием центробежных сил. Укорочения и расширения заготовки добиваются выдерживанием трубки в вертикальном положении заготовкой кверху; она сплющивается под действием силы тяжести. Если стенки получаются при этом слишком толстыми, а запас стекла в дне, напротив, слишком малым, трубку держат вертикально заготовкой книзу. Тогда стекло начинает медленно стекать вниз, утончая стенки и утолщая дно. Если же, наоборот, дно обрабатываемой заготовки оказывается слишком толстым, а стенки слишком тонкими, трубку выдерживают в обратном положении, т. е. заготовкой кверху. Наконец, если нужно увеличить внутреннюю полость, вдувают дополнительно необходимое количество воздуха; если же, наоборот, внутренняя полость слишком велика, достаточно выдержать некоторое время заготовку в спокойном состоянии, и тогда полость сократится сама собой, за счет действия сил поверхностного натяжения. Эти действия в случае надобности сопровождаются раскатыванием заготовки и обработкой ее простейшими инструментами, вроде небольшой железной полоски (называемой «железко», «косарик»), укрепленной на деревянной скамье, вилки (называемой «фулязка»), или примитивных щипцов с фигурными концами. Во время всех этих операций заготовка быстро остывает, и ее, как и в случае приготовления баночки, приходится неоднократно подогревать в устье печи. Громоздкий комплекс всех перечисленных действий осложняется еще тем, что трубку с наборкой нельзя оставлять даже на самый малый промежуток времени в горизонтальном положении, так как мягкая стекломасса начнет свисать и форма заготовки будет искажаться. Чтобы этого избежать, необходимо непрерывно вращать трубку в течение всего времени, пока она по ходу дела должна находиться в горизонтальном положении. Для этого у мастера есть специальное кресло-верстак с длинными локотниками, на которые он укладывает перед собой трубку и быстро катает ее взад и вперед левой рукой, пока правой рукой не закончит всех операций по отделке заготовки (рис. 20).
 Рис. 20. Обработка заготовки на верстаке
Рис. 20. Обработка заготовки на верстаке
После того как заготовка окончательно отделана, приступают к третьей стадии процесса формования заготовки, состоящей в раздувании ее до требуемого размера с одновременным приданием ей окончательной формы. Эта операция также выполняется всегда самим мастером. Здесь нужно различать два варианта: так называемое «свободное выдувание» и «выдувание в форме». В первом случае, требующем большого умения, мастер придает окончательную форму изделию, работая на верстаке, пользуясь вышеуказанными простейшими инструментами и руководствуясь чертежами, шаблонами, а главным образом собственным глазомером (рис. 21).
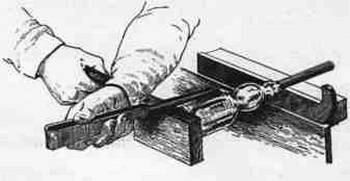 Рис. 21. Формование дна стакана
Рис. 21. Формование дна стакана
Второй способ — выдувание в форме — не требует от мастера такого большого искусства. Форма приготовляется из дерева или металла. Если изделие имеет простые очертания, например цилиндрическое или коническое, расширяющееся кверху, и если на поверхности его нет рельефных украшений, форму делают цельной. Процесс выдувания происходит следующим образом. Висящую на конце выдувательной трубки заготовку опускают в вертикальном положении в форму и раздувают с максимально возможной силой до плотного прилегания стекла к внутренним стенкам формы. При этом для получения более гладкой поверхности трубку обычно вращают. Раздутое изделие выдерживают несколько секунд в форме для достаточного затвердения, после чего извлекают простым движением трубки вверх. Если изделие имеет сложные очертания, не позволяющие извлечь его после выдувания из формы вытягиванием вверх, форму приходится делать разъемной, состоящей из двух частей, раскрывающихся на шарнирах. После этого окончательного выдувания в форме или без формы изделие почти готово. Остается проделать последнюю, иногда очень трудоемкую операцию — отделить сосуд от выдувательной трубки и обработать образовавшийся при этом неровный край. Отделение, или, как говорят стекольщики, «отшибание», сосуда производится при помощи прикосновения к соответствующему месту горячего изделия мокрой железной полоской. От резкого местного охлаждения в стекле возникает опоясывающая трещина, при легком постукивании по которой происходит отделение отформованного сосуда от выдувательной трубки. Само собой разумеется, что край изделия получается при этом неровным, с острыми, режущими кромками. Его нужно так или иначе обработать, и только тогда изделие можно считать годным к употреблению. Обработка края бывает различной по сложности. Иногда достаточно нагреть изделие в верхней его части до размягчения, чтобы кромки закруглились сами собой под действием сил поверхностного натяжения. Такую операцию называют «отопкой» края и ею иногда ограничиваются при изготовлении простейших изделий, например стаканов. Во всех же других случаях обработка края обращается в значительно более сложную операцию, так как, кроме заглаживания режущих кромок, часто приходится придавать верхней части изделия какую-либо специальную форму: например, отогнуть края наружу, придать им какое-либо фасонное очертание, сделать носик или, если речь идет о бутылке, оформить как следует ее горлышко. Во всех этих случаях мастер обрабатывает верхнюю часть изделия на верстаке, пользуясь ножницами и другими, уже знакомыми нам простейшими инструментами. Но здесь возникает вопрос: как же обрабатывать горячее, нагретое до размягчения стеклянное изделие, когда оно уже «отшиблено» от выдувательной трубки и его не за что ухватить? Чтобы выйти из такого затруднения, поступают следующим образом. Перед тем как отшибить сосуд от выдувательной трубки, устраивают особое держательное приспособление с противоположной стороны сосуда. К его дну прилепляют небольшой комочек размягченного стекла, вынутого из горшка на конце толстого железного прута, имеющего примерно ту же длину, что и выдувательная трубка. В результате этот прут, именуемый «понтией», приваривается к изделию перпендикулярно к его дну, представляя собой как бы продолжение выдувательной трубки (рис. 22). После того как такое страхующее приспособление устроено, отшибают вышеуказанным способом изделие от трубки, и оно остается укрепленным на понтии так же прочно, как было укреплено на трубке, но только с противоположной стороны, с обращенным наружу краем изделия, который надлежит подвергнуть окончательной горячей обработке (рис. 23 и 24).
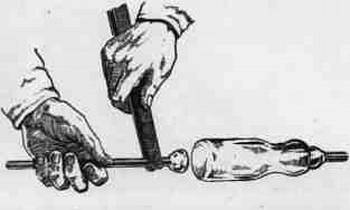 Рис. 22. Прилепка «понтии» ко дну заготовки
Рис. 22. Прилепка «понтии» ко дну заготовки
 Рис. 23. Обрезка края изделия
Рис. 23. Обрезка края изделия
 Рис. 24. Окончательное формование изделия
Рис. 24. Окончательное формование изделия
После завершения всех операций последней стадии готовое изделие отделяется от понтии таким же образом, как в предыдущей стадии от трубки, и направляется в отжиг. След от понтии, оставшийся на дне сосуда, заглаживается абразивным кругом. Так заканчивается длинный ряд операций формования стеклянных изделий методом выдувания. Перечислим их еще раз. 1. Наборка первичной порции стекла и приготовление баночки. 2. Наборка дополнительной порции стекла и обработка заготовки до придания ей формы и размеров, близких к готовому изделию. 3. Окончательное раздувание заготовки в форме или без формы. 4. Прилепка понтии и отшибание изделия от трубки. 5. Обработка верхнего края изделия, отшибание от понтии и направление в отжиг. Основные стадии формования стакана иллюстрируются фотографией (рис.25).
 Рис. 25. Стадии изготовления стакана
Рис. 25. Стадии изготовления стакана
Наше описание метода выдувания относится к самому простому случаю его приложения, когда речь идет об изготовлении сосудов несложной формы без ножек и ручек и лепных украшений. В этих последних случаях трудности выполнения сильно вырастают. Количество операций значительно умножается, сложность их заметно возрастает и нередко требует согласованных действий нескольких человек. Помощники мастера подготовляют и подают дополнительно порции стекла и заготовки отдельных деталей мастеру, который, работая на верстаке, располагает их на надлежащих местах, отрезает излишки материала, придает окончательную форму. Нужно иметь в виду, что подобная тонкая лепная работа возможна лишь в довольно узком интервале температур, когда стеклянная масса не слишком жидка и не слишком густа. Поэтому следующие одна за другой манипуляции должны производиться с необыкновенной быстротой и точностью и перемежаться повторными подогреваниями обрабатываемого изделия (см. рис. 26-38). Рис. 26-32 иллюстрируют последовательные операции изготовления бокала, а рис. 33-38 — кувшина[6]. Стадия приготовления баночки здесь не показана, так как она ничем не отличается от подробно описанной в предыдущем случае. Форма всех трех предметов — стакана, бокала и кувшина — взята античная, чтобы показать прием выдувания таким, каким он был в римское время.
 Рис. 26. Навивка канта на корпус бокала
Рис. 26. Навивка канта на корпус бокала
 Рис. 27. Первая подача стекла для формования ножки бокала
Рис. 27. Первая подача стекла для формования ножки бокала
 Рис. 28. Формование ножки бокала пинцетом
Рис. 28. Формование ножки бокала пинцетом
 Рис. 29. Окончательное формование ножки бокала «машинкой»
Рис. 29. Окончательное формование ножки бокала «машинкой»
 Рис. 30. Вторая подача стекла для формования основания ножки бокала
Рис. 30. Вторая подача стекла для формования основания ножки бокала
 Рис. 31. Формование основания ножки бокала «лещёдкой»
Рис. 31. Формование основания ножки бокала «лещёдкой»
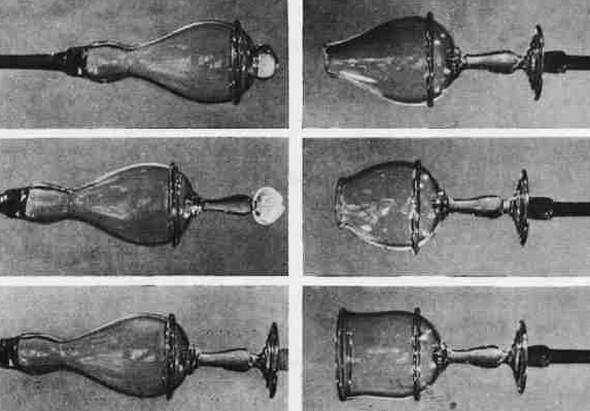 Рис. 32. Стадии изготовления бокала
Рис. 32. Стадии изготовления бокала

Рис. 33. Навивка канта на горло кувшина
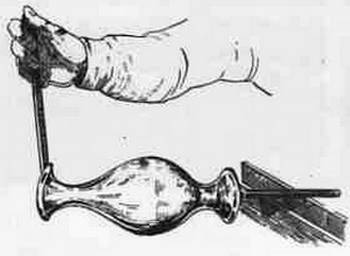 Рис. 34. Отгибание носика кувшина
Рис. 34. Отгибание носика кувшина
 Рис. 35. Растягивание прилепленной ручки
Рис. 35. Растягивание прилепленной ручки
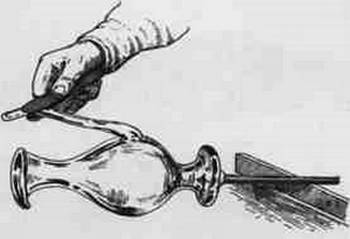 Рис. 36. Захват ручки пинцетом
Рис. 36. Захват ручки пинцетом
 Рис. 37. Прилепка верхнего края ручки к горлу
Рис. 37. Прилепка верхнего края ручки к горлу
 Рис. 38. Готовый кувшин
Рис. 38. Готовый кувшин
У человека, впервые прочитавшего описание работы стеклодува, может составиться ошибочное представление о кропотливости этого труда, о длительности всего комплекса манипуляций. На самом же деле это не так. Движения мастера настолько быстры, руки его настолько ловки, что на выдувание довольно сложного изделия затрачивается не больше нескольких минут. Сама природа процесса, построенного на использовании пластичности остывающего стекла, требует проворности исполнения, иначе стекло затвердеет. Работа мастера, отделывающего художественные стеклянные изделия, замечательна не только тем, что требует огромного опыта, внимания,точности движений и безотказного глазомера, но и тем, что она является в высокой мере творческим процессом, характеризующимся тонким художественным вкусом и широким полетом фантазии. Мастер ручного выдувания не выпускает своих изделий серийно по установленному шаблону, а они всегда у него в той или иной степени индивидуальны, каждая вещь имеет какое-нибудь отличие, какой-либо свой признак. Такой мастер-стекольщик, работающий в области прикладного искусства, особенно ценен тем, что он великолепно знает свой материал, чувствует, куда этот материал зовет, и потому никогда не создает нелогичных, фальшивых вещей, в которых форма противоречит материалу, его свойствам, его технологии. Метод ручного выдувания, связанный с лепными отделочными работами, дает мастеру богатейшие возможности проявить свои талант, свою индивидуальность. Выдувательная трубка — столь же простой инструмент, как скрипичный смычок: деревянная тросточка и пучок волос из конского хвоста, но по-настоящему владеть этими инструментами могут лишь истинные художники. Поэтому, поклоняясь нашим любимцам — виртуозам смычка, не забудем же и тех замечательных артистов железной трубки, которые наполнили витрины наших музеев величайшими произведениями прикладного искусства, делающими честь нашему народу. Имена многих из этих людей, по счастью, сохранились. Я приношу извинения перед читателями за пространное технологическое отступление, разъясняющее метод выдувания стеклянных изделий. Я сделал это потому, что этот метод замечателен своим остроумием и оригинальностью, что он блестяще разрешил проблему самого дешевого, самого гигиеничного и самого красивого сосуда, что он опередил свое настоящее и предвосхитил будущее на два тысячелетия, так как почти не изменился до наших дней. Я это сделал потому, что этот метод преобразовал скромного ремесленника в творца, открыл многим простым людям двери в храм искусства, куда они достучались, имея в руках волшебный жезл — свою выдувательную трубку. Я полагаю, что блестящее мастерство стеклодува заслуживает того, чтобы мы имели о нем представление, чтобы мы хоть изредка вспоминали об этом труженике с благодарностью и восхищением. По мере того как новый метод выдувания входил в употребление и мастера Египта, Сирии, Финикии, а затем и Рима все увереннее овладевали его бесконечно разнообразными приемами, стекольное производство начало вступать в новую фазу своего развития. С одной стороны, появилась возможность изготовлять небывалые по сложности и красоте вещи, представляющие собой ценные произведении искусства, а с другой стороны, навстречу потребностям широких кругов населения полился поток стеклянных предметов бытового назначения, доступных по стоимости и представленных разнообразнейшим, день ото дня расширяющимся ассортиментом. Ни до, ни после этого времени, ознаменованного появлением на свет замечательного инструмента — трубки стеклодува, — не было такого изобилия, такого роскошного избытка типов стеклянной посуды. Здесь мы встречаем все виды столовых и туалетных сосудов: маленькие флакончики для косметических жидкостей, рюмки, стаканы и бокалы всевозможных фасонов, кувшины, графины и крупные сосуды для хранения пищевых продуктов. Достаточно указать на таблицы, завершающие третий том труда известного немецкого знатока античного стекла Антона Низа. Трудолюбивый исследователь зарисовал 440 типов античных стеклянных сосудов времен империи, предназначенных для удовлетворения разнородных бытовых потребностей населения. Казалось, мастера стекольного дела не могли удержаться от соблазна выдувать все новые и новые формы, получавшиеся с такой легкостью и опережавшие самое смелое творческое воображение. Так, на рис. 39 приведены различные тины стеклянных бытовых изделий античного времени из числа хранящихся в Государственном Эрмитаже. Рис. 40 знакомит нас с разнообразнейшими формами ручек римских сосудов по зарисовкам, заимствованным из труда А. Киза.
 Рис. 39. Разнообразные виды изделий римского стекла бытового назначения. I–III вв.
Рис. 39. Разнообразные виды изделий римского стекла бытового назначения. I–III вв.
 Рис. 40. Формы ручек античных сосудов
Рис. 40. Формы ручек античных сосудов
Здесь я позволю себе остановиться на одном специальном вопросе, имеющем важное значение в деле музейного хранения стеклянных образцов. На приведенной фотографии сосудов бросается в глаза их неопрятный внешний вид и общий серовато-тусклый тон, делающий эти вещи не похожими на стеклянные. Кажется, что они сделаны из картона или жести. Причина подмеченного явления лежит, конечно, не в неряшливости храпения, не в том, что сосуды забыли вымыть перед фотографированием, а в давно укоренившемся у музейных работников представлении, что налет времени, образующийся на стеклянных памятниках при их хранении, являющийся следствием коррозии (разрушения) и загрязнения их поверхности, удалять нельзя. При этом выдвигают обыкновенно две мотивировки. Во-первых, говорят, что удаление налета времени, так называемой «патины», лишает экспонат вещественного доказательства его «старинности», его «антикварной ценности». Во-вторых, считают, что образующийся поверхностный налет должен сохраняться, ибо он служит надежным защитным покровом от дальнейшего разрушения вещи. Против этих аргументов можно сделать серьезные возражения. Представление о неприкосновенности патины очень сильно укоренялось в среде искусствоведов и музейных работников. Не беру на себя смелости категорически отвергать его разумность. Однако нельзя умалчивать о том, что патина — это не только признак высокой антикварной ценности памятника, но и орудие спекуляции в руках недобросовестных торговцев старинными вещами. Я вспоминаю беседу, которую в дни моей молодости имел с одним разоткровенничавшимся торговцем из Александровского рынка. Он рассказывал, как он собирал с печек пыль, разбалтывал ее в сахарном сиропе и при помощи пульверизатора наносил на новенькие фарфоровые статуэтки. Он уверял, что после протирания суконкой обработанной таким образом вещи она приобретала все качества антикварного объекта. Таким образом, утверждение о значении патины как признака подлинности старинного памятника не имеет под собой достаточных оснований. В энциклопедическом словаре Брокгауза и Ефрона издания 1894 г. сказано: «Патиной покрывают также художественные изделия, когда хотят, чтобы они походили на старинные». Итак, патина далеко не всегда ассоциируется в нашем представлении с подлинностью старинной вещи, с историей ее жизни, ее хранения, нередко она ассоциируется и с ее фальсификацией, и едва ли правильно придавать ей такое исключительное значение. Для возражения против второго довода, опирающегося на явления разрушения стекла от воздействия влаги, воздуха и иных химических агентов, обратимся к современным научным воззрениям на этот вопрос. Из работ академика Ильи Васильевича Гребенщикова мы довольно хорошо представляем себе картину «выветривания» стекла — картину разрушения его поверхности атмосферными агентами. В результате воздействия воды или ее паров на поверхности стекла возникают явления гидролиза, связанные с образованием тончайшей поверхностной пленки кремневой кислоты и ее солей, защищающей более глубокие слои стекла от дальнейшего разложения водой. Образующиеся при этом окислы так называемых щелочноземельных металлов, всегда присутствующих в стекле, например кальция или магния, также остаются на поверхности стекла в виде белых налетов. Окислы же щелочных металлов, т. е. натрия и калия, хорошо растворимы в воде и будут вести себя иначе: если стекло периодически омывается водой, они будут систематически удаляться и не причинят стеклу вреда; если же стекло не омывается водой, а находится лишь под воздействием ее паров, как, например, при хранении музейных образцов, никогда не моющихся, то образующиеся в результате гидролиза щелочные соли остаются на поверхности стекла, будут накапливаться, начнут притягивать воду из атмосферы и образовывать на изделии очень опасный сточки зрения коррозии так называемый «капельный налет». При длительном соприкосновении со стеклом таких капель концентрированного раствора щелочи происходят местные, довольно глубокие разрушения поверхности стекла. В результате всех описанных процессов поверхность стекла разрушается, покрываясь иризирующими отщепляющимися пленками, белесоватыми пятнами, капельными налетами и сеткой тонких трещин. Глубина разрушенного слоя и характер его строения зависят от состава стекла, времени и условий его храпения. Этот рыхлый слой накопляет и прочно удерживает в себе всевозможные загрязняющие вещества, которые приводят в конце концов к полному искажению внешнего вида изделий. Этот слой, коль скоро он образовался, особенно вредоносен тем, что вследствие своей большой гигроскопичности интенсивно притягивает из окружающей атмосферы пары воды, которые, конденсируясь в трещинах и на поверхности, образуют концентрированные щелочные растворы, агрессивно действующие на стекло, несмотря на наличие защитной кремнеземистой пленки. Отсюда ясно, что представление о том, будто бы этот разрушенный грязный слой, эта так называемая патина несет какие-то защитные функции и предохраняет памятник от дальнейшего разрушения, в корне противоречит современным научным высказываниям по этому вопросу. Напротив, действие такого слоя следует считать вредным. Нам кажется, что пора перестать бояться систематической очистки хранящихся в музеях стеклянных памятников от патины. Отмывание ее при помощи мыла и мягких щеток совершенно безвредно для вещи и безусловно полезно для дальнейшего ее хранения. Наука о поверхностном разрушении стекла в результате выветривания сделала за последние годы большие успехи. В настоящее время разработаны надежные способы для повышения сопротивляемости стеклянных изделий разрушающему действию химических агентов. Я полагаю, что настала пора внедрить эти достижения науки в музейную практику. Пусть мое предложение о необходимости удаления со стеклянных и керамических глазурованных изделий образующегося на их поверхности налета времени не встретит сочувствия у музейных работников. Пусть оно окажется противоречащим разумным правилам музейного хранения памятников старины (я неспециалист этого дела и могу заблуждаться). Но мне кажется, что независимо от судьбы, которая постигнет мое предложение, квалифицированные искусствоведы должны знать, что говорит по этому вопросу современная химия стекла. За последние годы наши музеи все более и более посещаются молодежью. Значительная часть этих посетителей имеет техническое образование. С их стороны можно ожидать вопросов о причине недопустимо загрязненного состояния старинных стеклянных изделий. Нужно быть готовыми к тому, чтобы ответы на такие вопросы давались на современном научном уровне. Мы остановились на ознакомлении с многообразием форм античных стеклянных сосудов. Необходимо отметить большое влияние на форму стеклянных изделий со стороны керамического производства — ремесла, предшествовавшего по времени возникновения стеклоделию. Значительное количество сосудов, изготовлявшихся из стекла в первое время появления выдувательной трубки, очень напоминает глиняные. Наблюдались также подражания и металлическим сосудам (рис. 41).
 Рис. 41. Стеклянный сосуд, по форме подражающий серебряным. Кавказ, 1 в.
Рис. 41. Стеклянный сосуд, по форме подражающий серебряным. Кавказ, 1 в.
Однако исключительное богатство приемов выдувания привело в дальнейшем к несравненно более разнообразным формам стеклянных изделий по сравнению с глиняными. Небольшой объем главы не позволяет подробно рассмотреть весь ассортимент стекольной продукции того времени, и мы ограничимся беглым ознакомлением лишь с некоторыми основными типами изделий. Глядя на рис. 39, охватывающий сравнительно скромный по разнообразию набор изделий римского времени (вспомним, что Киза приводит несколько сот форм античных стеклянных сосудов), мы можем составить себе ясное представление о назначении этих сосудов. Мы видим крупные сосуды, употреблявшиеся для хранения вина, воды, растительного масла, а также твердой пищи. В таблице Киза показано около 30 форм изделий такого типа. Большую группу представляли сосуды кувшинообразной формы, служившие для разливания и хранения в небольших количествах разных жидкостей. Эти изделия изготовлялись в громадном разнообразии форм и представлены у Кнза 130 типами. Очень много выделывалось также небольших питьевых сосудов, соответствовавших нашим бокалам, кубкам и стаканам. Это были небольшие сосуды самых разнообразных форм — широкие и узкие, высокие и низкие, на ножках и без них, с ручками или без ручек. У Киза зарисовано около сотни такого рода изделий. Изготовлялись также и стеклянные блюда, иногда весьма больших размеров. Афиней в своем произведении «Пирующие софисты» рассказывает о стоявшем на специальной серебряной подставке стеклянном блюде, имевшем в диаметре около двух локтей, что соответствует примерно одному метру. Значительная группа сосудов небольшого размера предназначалась для хранения различных лекарственных веществ и косметических составов, употреблявшихся при уходе за человеческим телом, т. е. благовонных масел, пудр, румян, помад, мазей для смягчения кожи и тому подобных снадобий. К этой категории сосудов относились небольшие бутылочки удлиненной формы с широким основанием или с округленным, полусферическим дном, с проушинками для подвешивания к поясу, а также различные коробочки и баночки с крышками. Известна страсть римлян к состязаниям на колесницах, цирковым зрелищам и в особенности к боям гладиаторов. Это жестокое увлечение запечатлено на различных памятниках, в том числе и на стеклянных изделиях. В раскопках на территории Римского государства и его европейских провинций, в частности в Галлии, находят однотипные кубки простой цилиндрической формы, часто из окрашенного стекла, с хорошо выполненными рельефными изображениями боев гладиаторов. Иногда эти рельефы сопровождаются выгравированными именами победителей и побежденных. Вертикальные швы на наружной поверхности кубков указывают на то, что выдувание производилось в раскрывных формах. Неоднократное нахождение сосудов этого типа в погребениях гладиаторов свидетельствует об использовании их в качестве призов победителям. Выдувание в форме дало возможность широко отступать от правильных геометрических очертаний, и стекольщики начали в большом количестве выделывать сосуды самых разнообразных форм, например в виде человеческих или звериных голов, фруктов, цветов, шлемов, кораблей (рис. 42 и 43).
 Рис. 42. Сосуд в виде головы юного Диониса. Херсонес, I–II вв.
Рис. 42. Сосуд в виде головы юного Диониса. Херсонес, I–II вв.
 Рис. 43. Кувшин с маской. I в.
Рис. 43. Кувшин с маской. I в.
Широко было распространено производство мелких галантерейных изделий: пуговиц, браслетов, колец, бус, печаток, шахматных фигур, игральных костей и т. п. Изготовляли и более ценные изделия этого рода, например изящно выполненные разноцветные птички, которыми украшались прически элегантных женщин, гравированные камеи в подражание сделанным из камня, миниатюрные мозаичные медальоны и, наконец, великолепно подделанные драгоценные камни (рис. 44-46). Подделка была настолько совершенна, что, как пишет Гай Плиний Старший, отличить искусственные камни от настоящих можно было лишь по «пленкам внутри и по тяжести, которая у стеклянных меньше, и иногда по пузырькам, светящимся подобно серебру».
 Рис. 44. Бусы из непрозрачного стекла, некоторые бусины из самоцветов — горного хрусталя, халцедона, сердолика. III–II вв. до н. э.
Рис. 44. Бусы из непрозрачного стекла, некоторые бусины из самоцветов — горного хрусталя, халцедона, сердолика. III–II вв. до н. э.
 Рис. 45. Подвески и бусы из непрозрачного стекла. Херсонес. III–II вв. до н.э.
Рис. 45. Подвески и бусы из непрозрачного стекла. Херсонес. III–II вв. до н.э.
 Рис. 46. Стеклянные палочки, перстни, бусы, подвески. III–II вв. до н. э.
Рис. 46. Стеклянные палочки, перстни, бусы, подвески. III–II вв. до н. э.
Искусство изготовления всякого рода изящных безделушек из стекла в Риме было доведено до большого совершенства. Подтверждением этого может служить следующий рассказ историка IV в. Ламиридия: «Император Гелиогобал, желавший посмеяться над своими паразитами (людьми, находившимися на его содержании. — В. К.), пригласил их однажды к столу, уставленному самыми изысканными и прекрасными на вид кушаниями и фруктами. Это были предметы из стекла, совершенные по сходству с настоящими. В довершение шутки Гелногобал, не выходя из-за стола, предложил голодным гостям умыть руки». Конечно, подобную издевательскую комедию можно было разыграть лишь в том случаи, если имитация была сделана с большим искусством. По мере того как совершенствовалась техника стеклоделия и возрастало количество стекольных мастерских в Египте, Риме, Сирии, Финикии, столовая посуда и предметы домашнего обихода из стекла становились все более доступными для необеспеченных классов общества. При Нероне обыкновенный кубок уже можно было купить за одну медную монету. Римский писатель Юлий Канетолнй пишет об императоре Люции Вере: «... часто узнавали его также в винных кабаках, как он ни старался утаиться, а тогда он кидал крупные монеты по кубкам, чтобы они разбились». Из описания этого «высокополезного» занятия мы узнаем, что стеклянные кубки были обычным инвентарем кабаков древнего Рима. Цицерон в одной из своих судебных речей говорит: «... вещи только показные, не имеющие настоящей цены, сделанные из бумаги, полотна и стекла». Этим также подтверждается широкая доступность простых стеклянных изделий. Если прибавить к сказанному, что даже в самых скромных погребениях первых веков новой эры на территории Боспорского царства советские археологи находят в большом количестве простейшие стеклянные бальзамарии, можно составить себе вполне ясное представление о том, что в самом начале новой эры бытовое стекло на всей обширной территории средиземноморских государств имело большое распространение. Однако человечество было еще очень далеко от введения в свой повседневный быт оконного стекла. Правда, южные климатические условия и архитектурные особенности жилищ того времени, совершенно открытых на внутренние дворики, не ставили остро этого вопроса. При раскопках лишь в очень редких случаях находят пластины толстого листового стекла, которые служили для застекления окон в крупных общественных зданиях, например в термах (банях) Помпей, погребенных под пеплом Везувия. Применение стекла в строительстве в качестве облицовочного декоративного материала, с которым мы сталкиваемся с очень древних времен, продолжалось и во времена Римской империи. Облицовка стен, колонн, потолков и полов цветным стеклом придавала помещениям роскошный вид. Плиний рассказывает, что эдил Скавр, пасынок императора Суллы, построил театр, средний ярус которого был облицован стеклянными пластинками, укрепленными на стене при помощи смолистого вещества. Тиран Фирмий превзошел роскошь Скавра, отделав свой дворец золочеными стеклянными пластинками. К сожалению, эти постройки не сохранились. Я здесь сознательно не останавливаюсь на применении цветного заглушенного стекла для мозаики. По-видимому, римляне были первыми, кто заменил в этим монументальном декоративном жанре природные горные породы стеклом, о чем могут свидетельствовать некоторые мозаические работы, обнаруженные в помпейских раскопках. На эту тему я буду говорить подробно в специальной главе. Перейдем к краткому описанию некоторых уникальных декоративных стеклянных изделий античной эпохи, найденных в раскопках на территории Советского Союза и в Западной Европе и показывающих, на какой высокий художественный и технический уровень удавалось подниматься в те времена мастерам стекольного дела. Замечательным образцом художественной посуды является найденный нашими археологами на окраине г. Керчи амфориск из зеленого стекла, изумительно тонко расписанный эмалевыми красками с изображением листьев и молодых побегов винограда. Эта вещь свидетельствует о высоко развитой в античное время технике живописи по стеклу (рис. 47).
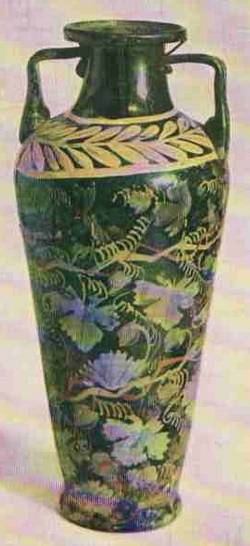 Рис. 47. Амфориск зеленого стекла, расписанный эмалевыми красками. Керчь, I в.
Рис. 47. Амфориск зеленого стекла, расписанный эмалевыми красками. Керчь, I в.
 Рис. 48. Амфора желто-коричневого стекла с рельефной орнаментацией и надписью «Эннион сделал». Керчь. I в.
Рис. 48. Амфора желто-коричневого стекла с рельефной орнаментацией и надписью «Эннион сделал». Керчь. I в.
Там же найдена прекрасная амфора желто-коричневого стекла, украшенная рельефным орнаментом (рис. 48). Надпись на вазе говорит о том, что этот сосуд сделан в Сидоне — финикийском городе, славившемся своим стекольным производством. Кроме названия города, на амфоре написаны слова «Эннион сделал». Стеклоделами эллинистической эпохи был разработан оригинальный метод украшения изделий, заключавшийся в том, что между двумя слоями стекла помещалась тончайшая золотая фольга, из которой был искусно выполнен растительный или геометрический орнамент. Образцом такого произведения искусства может служить полусферическая чаша, найденная в окрестностях г. Моздок (рис. 49). Совсем особенный декоративный прием представлен на найденной в Керчи великолепной широкой, плоской чаше пестрого темно-фиолетового стекла (рис. 50). Эта техника, открытая римлянами и впоследствии, в эпоху средневековья, широко использованная венецианскими мастерами, носит название «миллефиори», что в буквальном переводе с итальянского языка означает «тысячи цветов».
 Рис. 49. Чаша с рисунком из золотой фольги, заключенной между двумя слоями стекла. Кавказ. Начало н. э.
Рис. 49. Чаша с рисунком из золотой фольги, заключенной между двумя слоями стекла. Кавказ. Начало н. э.
 Рис. 50. Ваза «муррина» (фиолетового цвета, исполненная в технике миллефиори. Керчь, I в.
Рис. 50. Ваза «муррина» (фиолетового цвета, исполненная в технике миллефиори. Керчь, I в.
Осуществляется этот оригинальный прием так. Изготовляют стеклянные разноцветные стволики. Для этого соединяют в один пучок несколько различно окрашенных стеклянных палочек, сваривают их в одно целое и растягивают, пока не получится тонкий пестрый стволик, состоящий из разноцветных жилок. Можно изготовлять такие стволики и другим способом, например, наматывая спирально несколько слоев разноцветного стекла один на другой. Во всех случаях нужно, чтобы состав стекол разных цветов был более или менее одинаковым, так как иначе коэффициенты теплового расширения стекол будут различны и приготовленные стерженьки разорвутся при охлаждении. Полученные тем или иным способом стеклянные стерженьки рассекаются поперек на небольшие отрезки, которые раскладываются на металлической плитке по возможности плотнее один к другому. Работа мастера-выдувальщика начинается с того, что он приготовляет обыкновенным способом заготовку из прозрачного, бесцветного или окрашенного стекла того же состава, что и приготовленные заранее стволики. После этого он раскатывает заготовку на плитке с разложенными на ней отрезками стволиков. Когда эти последние несколько вдавятся в поверхность заготовки и пристанут к ней, мастер всовывает ее в устье печи, нагревает до размягчения и вновь раскатывает на плитке, повторяя эти операции до тех пор, пока разноцветные кусочки не вдавятся полностью в стенки заготовки и не составят с основным стеклом одной сплошной массы. Тогда мастер заканчивает обычными приемами формование изделия, которое получается изготовленным из пестрого, мраморовидного стекла с разбросанными в беспорядке, деформированными разноцветными обломками исходных стволиков. Прием этот можно бесконечно разнообразить, придавать стволикам самые различные рисунки в сечениях, заменять отрезки стволиков набором бесформенных мелких осколков цветного стекла. Изделия этого типа очень ценились в рассматриваемую нами эпоху. По-видимому, именно они назывались «мурриновыми». Плиний пишет о них: «Победа Помпеева была первым поводом к ввезению в Рим мурриновых изделий. Помпей при торжественном своем въезде первый посвятил такие камни и питейные сосуды Юпитеру Капитолийскому, но вскоре вошли они в употребление у людей, кои домогались иметь из них даже столики и столовые приборы. И роскошь в отношении всей вещи возрастает ежедневно, так что мурриновый сосуд, вмещающий в себе не более 3-х секстериев, куплен был за 70 талантов. За несколько лет перед сим пил из такого сосуда муж консульского достоинства и, по особливому пристрастию, обгрыз у него край, но самое сие повреждение цену его еще более возвысило, так что ныне никакой другой мурриновый сосуд дороже ценим не был. ...когда Петроний, консульского достоинства, умирал, то из зависти к Нерону, чтоб он не отнял столика у его наследников, разбил умывальницу мурриновую, купленную за 200 талантов. Но Нерон, как то императору было прилично, превзошел всех, купив себе один стаканчик за 300 талантов. Дело достопримечательное, что император и отец отечества пил из такой драгоценности». Из приведенных цитат видно, сколь высоко ценились мурриновые стеклянные изделия. Бесспорно, самой совершенной в художественном и техническом отношении стеклянной вещью из оставшихся нам в наследство от античной эпохи считается так называемая Портландская ваза (рис. 51). Она была найдена недалеко от Рима в совершенно неповрежденном состоянии в конце XVI в., наполненная пеплом сожженного тела, в великолепном мраморном саркофаге. Ваза представляет собой амфору из синего стекла, на фоне которого выделяются фигуры, высокохудожественно исполненные из белого, заглушенного стекла, изображающие сцены мифологического содержания. Ваза выполнена техникой двухслойного нацвета, получившей много веков спустя широкое распространение в художественном стеклоделии, а в те времена применявшейся главным образом для изготовления камей.
 Рис. 61. Ваза из двухслойного синего и молочно-белого стекла, так называемая «Портландская». Рисунок выполнен гравировкой. Окрестности Рима, I в.
Рис. 61. Ваза из двухслойного синего и молочно-белого стекла, так называемая «Портландская». Рисунок выполнен гравировкой. Окрестности Рима, I в.
Этот метод заключался в следующем. Прежде всего нужно было изготовить двухслойное стеклянное изделие. Для этого на баночку, выдутую из какого-нибудь цветного стекла, набирали из другого горшка вторую порцию стекла другого цвета, но такого же состава. Из баночки обычными приемами выдували готовое изделие, которое, таким образом, оказывалось сделанным из двухслойного стекла. После этого изделие подвергали обработке вращающимся медным колесиком, на которое подается размешанный с маслом абразивный порошок, например наждак. Таким путем наносился тот или иной рисунок. Чем на большую глубину снимался слой верхнего окрашенного стекла, тем больше просвечивало подстилающее стекло другого цвета. В конечном итоге на изделии появлялся не только рельефный, по и цветной рисунок со всеми переходами от цвета к цвету. Медное колесико в древности приводили во вращение при помощи тетивы лука, обернутой вокруг валика, на который было насажено колесико, или же пользовались устройством, приводимым в движение от ноги. Окончательная отделка производилась вручную при помощи соответственным образом заточенных игл или резцов из твердых минералов. Ваза, о которой идет речь, была приобретена за 50 000 франков герцогом Портландским и позднее передана Британскому музею. Здесь в 1845 г. случилось несчастье: она была разбита на мелкие куски одним из посетителей (оказавшимся душевнобольным). Вазу удалось реставрировать, но следы разрушения, к сожалению, отчетливо заметны. Стеклоделы античной эпохи довольно широко начали применять различные виды холодной обработки стекла. Наибольшего совершенства они достигли в только что описанной нами рельефной резьбе, которой были украшены Портландская ваза и несколько других дошедших до нас изделий такого же типа, равных ей по своему художественному совершенству. Вторым видом холодной обработки стекла, распространенным в античный период, была гравировка, дававшая на поверхности изделия негативный рельеф. В частности, к этому приему прибегали при изготовлении печаток. Инструменты, которыми при этом пользовались, существенно не отличались от инструментов для рельефной резьбы. Наконец, третий вид применявшейся в те времена холодной обработки напоминал современный процесс шлифовки художественных стеклянных изделий с нанесением на их толстые стенки более или менее широких плоских граней. Очевидно, этот прием принадлежит к числу старейших и восходит к эпохе неолита, когда человек начал шлифовать и полировать свои каменные орудия. Шлифованных изделий античной эпохи найдено сравнительно немного, и, должно быть, этот род отделки не пользовался в то время особой популярностью. Совершенно особняком по технике исполнения стоят немногочисленные сохранившиеся сосуды, носящие название «диатрет» (рис. 52). Их характеризует наличие наружной стеклянной сетки иногда довольно сложного узора, прикрепленной к сосуду на тонких стеклянных ножках. Часто, кроме сетки, имеется надпись, выполненная таким же способом: буквы прикреплены к сосуду двумя тонкими стеклянными ножками и находятся от него на некотором расстоянии. По-видимому, это делалось для того, чтобы в случае наполнения сосудов чем-нибудь горячим их можно было держать в руке, не обжигаясь. А горячие напитки в Риме были в большом употреблении. В частности, после обильных трапез считалось полезным для целей пищеварения пить горячее вино.
 Рис. 52. Сосуд «диатрета» (реконструкция архитектора А. И. Тарантула)
Рис. 52. Сосуд «диатрета» (реконструкция архитектора А. И. Тарантула)
До настоящего времени точно не установлено, каким образом изготовлялись диатреты. Сохранившиеся на них следы шлифовки побуждают некоторых исследователей считать, что эти вещи изготовлены путем холодной обработки. Однако более вероятным представляется, что диатреты изготовлялись горячим формованием с последующей подчисткой при помощи шлифовки. В заключение среди различных приемов художественной отделки стеклянных изделий в античную эпоху назовем способ, состоящий в нанесении на поверхность изделий лепных украшений. Эти накладные декоративные элементы делались из бесцветного или окрашенного стекла и имели самую разнообразную форму: кружков, овалов, капель, звезд, розеток, пластинок с различными рельефными изображениями и, наконец, нитей различной толщины, которыми обматывалось изделие. Последний прием был известен еще во времена древнего Египта. Обычно эти декоративные элементы получались штамповкой из комочков размягченного стекла, прилепленных к соответствующим местам поверхности изделия. Если штамповка производилась со значительным нажимом, на внутренней поверхности изделия появлялись выпуклости. По мнению А. Киза, это обстоятельство вводило в заблуждение некоторых исследователей, полагавших, что лепные украшения вделывались в предварительно вырезанные в стенках сосуда сквозные отверстия. В течение долгого времени были большие дискуссии о том, существовали ли в эллинистическую и последующую римскую эпоху стеклянные зеркала. Теперь, пожалуй, на этот вопрос можно ответить утвердительно. Плиний в своей «Естественной истории» писал: «Сидон был некогда знаменит такими (стекольными. — В. К.) заводами, где и зеркала изобретены». Пелиго по этому поводу высказывает следующие соображения: «Долгое время это утверждение было под сомнением, но разные находки подтвердили слова латинского историка. В Туринском музее можно видеть два античных стеклянных зеркала, найденных в погребениях близ Мемфиса. Они вставлены в деревянные обода, поддерживаемые двумя маленькими фигурками». Известно еще несколько таких находок на огромной территории Римского государства времен империи. Все это очень небольшие, более или менее хорошо отполированные стеклышки размером в два-три десятка квадратных сантиметров. Отражающий слой на оборотной стороне устроен по-разному: то это металлическая фольга, в одном случае даже золотая, то это нанесенный каким-то способом цинковый или свинцовый слой, то это подложенный бронзовый диск. Во всяком случае можно сказать, что стеклянные зеркала в античный век были большой редкостью и изготовлялись, по-видимому, в исключительных случаях. Обычно же пользовались металлическими зеркалами. Стеклянные зеркала вошли в широкое употребление лишь после усовершенствования методов шлифовки и полировки больших, плоских стеклянных поверхностей и нанесения на них амальгамных слоев, что произошло относительно недавно. Мы видели, что многообразие видов изделий, высокое качество стекла — прозрачного, свободного от пузырей и свилей, — красота форм, мастерство отделки и богатство красок резко отличало стекольное производство того времени от зачаточного состояния, в котором оно находилось на протяжении многих веков истории древнего Востока. Стеклянные изделия, употреблявшиеся в египетский период как некоторая роскошь в качестве мелких украшений женского наряда или сосудов для косметических и культовых надобностей, теперь, в римском обществе, стали выпускаться в большом разнообразии типов и сделались необходимыми каждому, обслуживая его повседневные бытовые потребности. Вместе с тем из этого же материала и в ту же эпоху научились изготовлять и уникальные высокохудожественные изделия, которые до настоящего времени хранятся в наших музеях как подлинные произведения искусства. Таким образом, нельзя не признать, что в античную эпоху стеклоделие сделало крупный шаг в своем развитии и заняло подобающее ему место в ряду других отраслей производства. Стекло становится чрезвычайно популярным. Оно — один из самых ходовых товаров в торговых сношениях между странами средиземноморского побережья наряду с зерном, тканями, папирусом и некоторыми другими материалами первой необходимости. Число стеклоделов в Риме уже в последних десятилетиях I в. быстро росло, и они со своими мастерскими и лавками занимали целые кварталы города около Целийского холма рядом с плотниками. Сперва работа шла под руководством александрийских мастеров, но вскоре римляне начинают соперничать со своими учителями. Стекольные мастерские стали возникать не только в Риме, но и в Кумах, Сорренто и других городах Италии. В Кумах, помимо продукции ординарного характера, вырабатывались изделия высокого художественного достоинства. Большинство римских императоров живо интересовалось стеклоделием и покровительствовало ему. Один из них, Коммод, царствовавший в конце II в., даже сам пробовал научиться выдуванию. Император Константин издал закон, согласно которому стекольщики, делившиеся тогда на два цеха: витрарии (выдувальщики) и диатретарии (шлифовщики и гравировщики), причислялись к 35 привилегированным профессиям, освобожденным от налогов. В эту категорию входили архитекторы, врачи, мастера серебряного дела и другие. Поэты воспевали стекло в своих произведениях. Так, например, в эпиграммах прославленного римского поэта I в. Марциала читаем:
Не из простого прими ты кубки рожденные праха,
А Суррентинского то дар щегольской колеса.
В Сурренто (т. е. в Сорренто. — В. К.) были знаменитые стекольные мастерские. Очевидно, Марциал имеет в виду изготовленный там сосуд, гравированный медным колесиком. И в другом месте — о бокалах:
Наш плебейский узор из стекла дерзновенного создан,
И от кипящей воды наш не страдает состав.
По всей вероятности, речь идет о стеклянном бокале, который Марциал хвалит за то, что он не лопается от горячей воды. Может быть, имеется ввиду сосуд типа «диатреты», который окружен узорчатой стеклянной сеткой и предназначен для горячих напитков. Знаменитый царедворец времен Нерона Петроний, так называемый «арбитр элегантиарум», т. е. знаток изящного, в своем романе «Сатирикон» пишет: «Тимальхион сказал: ,,... если бы стекло не разбивалось, я предпочел бы его золоту“». Дальше: «Некогда один мастер изобрел искусство придавать вещам из стекла такую прочность, что они не бились ... Цезарь восхвалил ловкость мастера ... спросил у него, знает ли еще кто-нибудь про секрет этого производства. Уверенный, что нет, цезарь приказал отрубить мастеру голову, сказав, что если этот секрет обнаружится, золото и серебро потеряют ценность». (Рассказ приведен в сокращенном виде. — В. К.). С началом I в. стеклоделие, получившее столь широкое развитие в Италии и на Востоке, стало с чрезвычайной быстротой распространяться по всем странам Западной Европы, завоеванным Римом. На первом месте оказалась Галлия. Уже во II в. в Нормандии, Пикардии, Бретани, Руане, Лионе, Марселе образовалось крупные центры стеклоделия, которые вывозили свою продукцию за границу, конкурируя с Римом, Александрией и переднеазиатскими странами. Примерно то же происходило в Испании, Португалии, Британии и на Рейне. Таким образом, в первые века новой эры летосчисления стеклоделие находилось на небывалой высоте своего развития, и, казалось, ничто не омрачало перспективы его дальнейшего подъема. Нужно вспомнить, что к этому времени Римское государство изживало свой золотой век, определявшийся выражением «pax romanum» (римский мир), связанный с общим подъемом культуры и расцветом искусства, развивавшегося под знаменем эллинизма. Но с конца II в. резко обозначается кризис Римского государства, вызванный ходом развития рабовладельческого общества. Он проявляется во все учащающихся восстаниях рабов и крестьян, в общем ухудшении экономического благосостояния страны, в сокращении торговли, в непрекращающихся попытках провинций отделиться от Римского государства. Острота внутренних противоречий отживающего общественного строя чувствуется все сильнее, и последние 150 лет существования Римской империи обращаются в ее медленную агонию. В середине III в. начался период небывалых смут, продолжавшийся около 30 лет и состоявший из сплошных «дворцовых переворотов». Императоров назначали и затем убивали почти непрерывно. В истории этот период получил название времени 30 тиранов. Понятно, что при таких условиях государственная власть не могла защищать растянувшиеся на тысячи километров границы Римского государства, и варварские племена волнами хлынули со всех сторон к истокам древней культуры — к побережью Средиземного моря. Первоначально двинулись готы. Они заняли Ольвию, овладели Боспорским царством и Крымом. Затем, в конце IV в., тяжкое положение Римской империи еще больше осложнилось новыми событиями, связанными с так называемым «великим переселением народов». Двинувшиеся от границ Китая в Европу кочевые племена гуннов достигли Карпатских гор, и вытесненные ими из своих земель вестготы перешли Дунай и вторглись в римские пределы. Перед лицом страшной опасности Римская империя в 395 г. раскололась на две: Западную, с городом Римом во главе, и Восточную, впоследствии названную Византийской, с главным городом Константинополем. В 410 г. Рим был занят и подвергнут страшному разграблению войсками вестготов под командой Аллариха. Однако скоро Рим был оставлен победителями, двинувшимися дальше на запад. Через некоторое время северная Италия опять была разгромлена до самой Этрурии гуннскими ордами Атиллы, а в 455 г. Рим был вторично взят и дотла опустошен вандалами, приплывшими из Северной Африки под командой своего вождя Гейзериха. Известно, что после этого в Риме осталось всего лишь семь тысяч жителей. Так пал императорский Рим. Это событие условно датируется 476 годом. Та же судьба, но несколько позднее, постигла рабовладельческий строй и в восточной половине империи, которая, однако, лучше сумела приспособиться к новым условиям. Она сравнительно безболезненно вышла из острого кризиса и перестроилась с рабовладельческого на феодальный способ производства. Средневековая Византия существовала еще около тысячи лет. По поводу падения Рима Энгельс пишет: «Вот к чему привело Римское государство с его мировым господством: свое право на существование оно основывало на поддержании порядка внутри и на защите от варваров извне; но его порядок был хуже злейшего беспорядка, а варваров, от которых оно бралось защищать граждан, последние ожидали как спасителей»[7]. С падением Рима стали постепенно стираться следы культуры, которую он с такой энергией насаждал в завоеванных европейских странах. Закатилась и звезда замечательного искусства мастеров стекольного дела. Так широко развернувшееся на огромной территории Западной Европы производство стеклянных изделий стало глохнуть и угрожало прийти в окончательный упадок. Центр стеклоделия был перенесен на Восток. О дальнейшей судьбе стекольного производства мы расскажем в последующих главах.

ГЛАВА ЧЕТВЕРТАЯ. МАСТЕРСТВО ВЕНЕЦИАНСКИХ СТЕКЛОДЕЛОВ
И было в деле сем удачно мастерство: Превысило своим раченьем естество. М. В. Ломоносов

Бывают такие исторически укоренившиеся репутации, которые навсегда закрепляют за определенными городами и странами славу достигнутых ими крупных успехов в той или иной отрасли материальной культуры. Валансьенские кружева, лионский бархат, дамасскую сталь, голландское полотно знают все. Знают и венецианское стекло. В течение трех столетий, завершающих средневековый период истории, в годы светлой эпохи Возрождения, в пору всеобщего обновления и небывалого подъема творческих сил народов Европы, чудесные стеклянные изделия Венеции пользовались непревзойденной мировой известностью. Такое положение явилось, несомненно, следствием многих причин исторического и социально-экономического характера. Богатейшее наследие, оставленное стеклоделами латино-эллинистической культуры, замечательное искусство, созданное на базе открытого ими приема выдувательной трубки, было подхвачено и творчески обогащено византийцами, которые после «крестоносного» погрома их столицы, знаменитой жемчужины европейского Востока, бережно перенесли огни своих печей на остров Мурано, перепоручив взлелеянное ими искусствоталантливым, мудрым и практичным гражданам всемогущей тогда Венецианской республики. Эти люди сумели оценить полученную ими драгоценность и подняли искусство художественного стеклоделия и престиж мастера-выдувальщика на небывалую высоту. После падения Западной Римской империи и вторжения на ее территорию варварских племен для Европы наступили суровые времена. Новая социально-экономическая формация, приходившая на смену отжившему рабовладельческому обществу, сопровождалась на первых порах острыми политическими и идеологическими столкновениями, междоусобными войнами и небывалым религиозным фанатизмом, жестоко подавлявшим малейшие проявления свободной мысли. В этих условиях многие достижения материальной культуры, унаследованные от римлян, приходили в упадок. Важнейшие отрасли промышленности останавливались в своем развитии. Возникшие под влиянием римской цивилизации предприятия закрывались и постепенно разрушались. Казалось, творческий дух, двигавший человечество по пути прогресса, потух, и люди стали забывать то, чему научились. Такая же участь постигла и стеклоделие. Стекольные предприятия, насаждавшиеся в течение пяти веков римлянами на занимаемой ими территории, постепенно свертывали свою деятельность. Производство высокохудожественных стеклянных изделий, поднятое на большую высоту в первые века Римской империи, почти полностью забывается. Сохранившиеся стекольные мастерские во Франции, в Прирейнской области и в некоторых других частях Европы переходят на производство простейшей бытовой посуды — бутылок, кружек и бокалов — из стекла посредственного качества. Хотя господствовавшая христианская религия и противилась тому, чтобы в могилы помещали предметы домашнего инвентаря, однако в захоронениях V–VII столетий иногда встречаются простые стеклянные сосуды, украшенные прилепленными каплями и нитями. Но такие находки сравнительно редки. Римско-католическая церковь, под эгидой которой развивались средневековые искусства и художественные ремесла, считала хрупкие изделия из художественного стекла символом греха и не допускала применения этих сосудов при богослужениях. Стекольные мастерские, состоявшие в большинстве случаев при монастырях, были заняты почти исключительно производством мозаичных смальт и цветного листового стекла для витражей, получивших столь широкое применение в романской и готической архитектуре. Полое же стекло сохранилось в ассортименте стекольной продукции лишь в самых скромных размерах. В таком примерно состоянии находилось в начале средних веков и стеклоделие Венеции — страны, которой суждено было сыграть выдающуюся роль в развитии этой отрасли прикладного искусства в Европе. Посмотрим, как это произошло и в чем заключается главная заслуга венецианских стекольщиков. Историю стеклоделия в Венеции можно разделить на четыре периода. Первый, охватывающий три столетия — X, XI и XII, — соответствует зачаточной стадии производства, выпускавшего простейшие вещи домашнего обихода; второй период — XIII и XIV вв. — является порой интенсивного развития стеклоделия, в результате которого оно заняло одно из ведущих мест в экономике государства; третий период — XV, XVI и XVII вв. — стадия невиданно пышного расцвета искусства стеклоделов, обеспечившего Венеции мировое господство в этой отрасли, и, наконец, четвертый период — XVIII в. — период упадка. Такой периодизации мы и будем придерживаться, излагая материал. Начало средневековья было временем полного упадка стеклоделия во всех западноевропейских странах, и лишь спустя пять-шесть веков после распада Римской империи появляются признаки возрождения этого производства. Имеются сведения, что в Венеции в X–XII вв. стекольное производство существовало, но в очень скромных масштабах, выпуская простейшие изделия бытового назначения, главным образом различные питьевые посуды и незатейливые предметы женского туалета, преимущественно бусы примитивных типов. Такое производство ни в художественном, ни в промышленном отношениях интереса не представляло и ничем не отличалось от находившегося на том же невысоком уровне стекольного производства других городов Западной Европы, в том числе и самой Италии, где тогда первое место по выделке стекла, как недавно установлено, занимал маленький городок Альтаре. В таких, более чем скромных размерах стекольное производство существовало в Венеции примерно в течение трехсот лет, не ознаменовываясь сколько-нибудь значительными успехами, которые могли бы его вывести из застойного состояния. Но с начала XIII в. обстановка меняется. Роль, сыгранная Венецией в четвертом крестовом походе, огромная добыча, доставшаяся на ее долю после разгрома Константинополя, и дипломатическое искусство ее правителей выдвинули Венецианскую республику на одно из первых мест среди прочих средиземноморских держав. Упорная вражда, которая в течение всего XII в. кипела между византийскими и венецианскими купцами, решалась в пользу последних, и торговое посредничество между Востоком и Западом окончательно перешло в руки молодой Адриатической республики. Однако ее политические руководители понимали, что для поддержания престижа и экономического благосостояния страны одного превосходства в транзитной торговле, сводящейся к перепродаже чужих товаров, недостаточно. Необходимо создать собственную производственную базу и торговать своими товарами, что и было сделано в короткие сроки со свойственной венецианцам энергией и деловитостью. Вскоре в ряду многих возникших таким образом в Венеции отраслей промышленности на одно из первых мест по своему экономическому значению в бюджете республики выдвинулась стекольная промышленность, которая вступает с начала XIII в. в полосу своего интенсивного развития. Этому успеху способствовало несколько обстоятельств. Например, известно, что при занятии Константинополя венецианцам удалось вывезти и упрятать в сокровищнице собора св. Марка огромную коллекцию образцов византийского художественного стекла (рис. 53-57).



 Рис. 53-56. Византийские сосуды из сокровищницы собора св. Марка, вывезенные венецианцами из Константинополя после его занятия крестоносцами в 1204 г.
Рис. 53-56. Византийские сосуды из сокровищницы собора св. Марка, вывезенные венецианцами из Константинополя после его занятия крестоносцами в 1204 г.
 Рис. 57. Византийский сосуд из сокровищницы св. Марка
Рис. 57. Византийский сосуд из сокровищницы св. Марка
Известен также факт переселения в Венецию большого числа греческих искусных мастеров-стекольщиков, бежавших из своего отечества от бесчинств крестоносного войска. Наконец, может быть, самым важным фактором явилась общая одаренность, артистичность натуры венецианцев, их склонность ко всякого рода изобразительным искусствам, которые позволили им при создавшихся благоприятных условиях творчески освоить и поднять на небывалую высоту великолепное искусство стеклодува, дающее фантазии художника неограниченный простор. В силу всех этих условий и предпосылок, а также общего экономического подъема республики в Венеции с XIII в. уровень стеклоделия как в отношении качества изделий, так и объема выпуска начинает заметно расти. Дальновидные правители республики сразу поняли, каким крупным источником государственных доходов может стать стеклоделие, если его правильно организовать. Прежде всего нужно позаботиться о монополизировании производства, запретить вывоз из страны сырых материалов стеклоделия, а особенно выезд за границу знаменитых, единственных в своем роде венецианских стеклоделов. За соблюдение этих законов правительство начинает ожесточенную борьбу, которая длится около трех столетий. Большой совет — верховный орган управления республикой — издает ряд следующих один за другим декретов, в которых стекольщикам, честно работающим во славу своего отечества, раздаются награды и всякого рода привилегии, а перебежчикам и нарушителям закона о сохранении тайн производства стекла сулятся жестокие кары, вплоть до смертной казни. Уже с начала XIV в. всякий гражданин Венецианской республики, ставший стеклоделом, причислялся к привилегированным слоям общества, а в 1346 г. издается удивительное по тому времени постановление, гласящее, что брак между дочерью мастера-стеклодела и венецианским патрицием считается равным, а потомство, происшедшее от этого брака, сохраняет все права патрицианства. Смысл этого декрета находился в чудовищном противоречии с традициями венецианского феодального общества, в котором денежная аристократия образовывала совершенно обособленную, замкнутую касту. Очевидно, только уверенность в том, что экономическое благосостояние страны в значительной степени зависит от успехов стекольной промышленности, вынудило нарушить эту традицию. Создавая вокруг мастеров-стеклоделов атмосферу особого почета и уважения, связывая их с отечеством прочными родственными узами и разного рода привилегиями, хитроумные правители Венеции крепили основу материального благополучия своей страны. Примером того, каким большим почетом пользовались венецианские стеклоделы не только на своей родине, но и за границей, может служить тот факт, что французский король Генрих III, находясь в 1574 г. в Венеции, пожаловал всем первым венецианским мастерам-стекольщикам французское дворянство. Но, очевидно, эта политика задабривания не достигала намеченной цели, так как уже с конца XIII в. во многих городах северной Италии — Падуе, Ферраре, Равенне и других — возникли стеклоделательные мастерские, в которых работали венецианские мастера-перебежчики, а с XV в. такие же центры производства стекла венецианского типа появляются в Германии (Нюрнберг, Кассель, Кёльн) и во Франции (Невер), также организованные специалистами, бежавшими из столицы Венецианской республики. Пришлось прибегнуть к суровым мерам возмездия. В середине XV в. издается закон следующего содержания: «Если какой-нибудь рабочий или мастер перенесет свое искусство из Венеции в другие места к ущербу республики, ему будет послан приказ вернуться. Если он не повинуется, будут заключены в тюрьму лица, наиболее ему близкие, чтобы этим принудить его к повиновению. Если он повинуется, прошлое ему будет прощено и ему будет устроена мастерская в Венеции. Если, несмотря на заключение в тюрьму его родственников, он будет упорствовать в желании остаться на чужбине, за ним вслед будет отправлен агент, которому будет поручено убить его. После его смерти его родные будут выпущены из тюрьмы». Доподлинно известно, что эти угрозы весьма решительно приводились в действие. На улицах европейских городов нередко находили трупы венецианских стеклоделов, бежавших из родной страны ради корыстных целей и казненных по приказанию Совета десяти. Эта зверская расправа продолжалась до XVIII в., когда в ней уже не было никакого смысла, так как к тому времени венецианское стеклоделие утратило безвозвратно свое значение. Однако справедливость требует подчеркнуть, что правители Венеции подняли на столь большую высоту стекольное производство своей страны не только политикой золота и казней. Огромное значение имела организационная сторона дела, замечательно хорошо продуманная и четко осуществленная. О ней необходимо сказать несколько слов. Самым важным в этом отношении мероприятием явилось перенесение в конце XIII в. всех более или менее крупных стекольных мастерских за пределы города на маленький остров Мурано, расположенный в Адриатическом море, в двух километрах от столицы Венецианской республики. В изданном по этому поводу декрете предлагаемая мера оправдывалась соображениями санитарно-технического порядка и необходимостью устранить пожарную опасность, возникавшую от большого скопления в городе стеклоплавильных печей. А вернее было считать, что правительство, сосредоточившее в одном месте всех обладателей тайн стекла, облегчало себе задачу строгого контроля за ними. В городе же разрешалось оставить лишь маленькие стекольные установки при условии, чтобы они располагались не ближе 15 шагов от жилых построек. Под большими стекольными мастерскими, переводившимися на остров Мурано, очевидно, нужно было понимать такие, в которых проводилась варка и, следовательно, имелись относительно большие печи. В этих же мастерских производилась и выработка художественной посуды, составлявшей впоследствии главную славу Венеции. Малыми же стекольными мастерскими, получившими право остаться в городе, считались, по-видимому, такие, где стекло не варилось, а лишь обрабатывалось на пламени паяльных горелок с целью изготовления бус, бисера, пуговиц, искусственных драгоценных камней и прочих украшений женского туалета, словом, всей мелкой продукции, объединявшейся под общим названием «conteriа» и составлявшей вторую специальность венецианских мастеров. Она приносила огромный доход и была широко распространена в период от X до XV столетия. Некоторые исследователи (Анриво, Лабарт, Вавра) полагают, что в указанное время производство бус и прочей мелочи было в Венеции основным и в значительной степени вытесняло производство художественных посудных изделий. Паяльная лампа, применявшаяся в этом производство, могла быть с успехом заменена примитивным «настольным» горном, состоявшим из чашки, наполненной углями, и трубки, в которую дули ртом. Трубка делалась из металла или тростника с глиняным наконечником. Исходным материалом служили цветные палочки и трубочки, изготовлявшиеся в более крупных мастерских, где имелись стекловаренные печи. Такое разделение производства мелких стеклянных изделий, в первую очередь бус, на две стадии было обычным для всех времен и народов. Большой интерес представляет организация труда стеклоделов острова Мурано. Все они разделялись на цехи. Во главе каждого из них стоял инспектор (guastaldo), имевший трех помощников. В число обязанностей этой цеховой администрации входила оценка пробных образцов, выполненных учениками различных цехов на получение звания мастера. Требования, которым должен был удовлетворять ученик, экзаменующийся на мастера, были очень строгими и точно регламентировались соответствующей документацией. Самовольный переход рабочих из одной мастерской Мурано в другую не допускался. На это требовалось особое разрешение конторы, которая ведала распределением мастеров, являя собой некоторое подобие наших отделов кадров. В XV в. жители острова получили свой особый суд, свою администрацию и даже свою монету. Грозная венецианская полиция не имела права высаживаться на острове Мурано, где каждому гражданину разрешалось носить при себе по два ножа. Это право, однако, было почему-то ограничено условием носить оба ножа в одних ножнах. Наконец, в 1445 г. острову Мурано была оказана особая милость предоставлением права содержать в Венеции своего посла, что было равносильно признанию Мурано как бы самостоятельной политической единицей. Итак, мы ознакомились с той обстановкой и теми мероприятиями, которые определили собой период стремительного роста венецианской стекольной промышленности в XIII и XIV в., увенчавшийся созданием беспримерного в истории по своей организованности, целеустремленности и высоте творческого потенциала центра художественного стеклоделия на острове Мурано. Этот маленький, дотоле никому не известный клочок земли, покрыл себя мировой славой. Он в течение трех веков служил главной экономической опорой своего государства и восхищал весь мир великолепием своих творений. Рассмотрим теперь его прославленную продукцию. Как уже указывалось, в течение начального периода существования стеклоделия в Венеции (X–XIV вв.) основным видом выпускаемых изделий были бусы, сперва чрезвычайно примитивные как по технике изготовления, так и по скромности своего декоративного убора, а впоследствии гораздо более сложные и дорогие. Кроме бус, в эту пору венецианские стекольные мастерские выделывали и простейшую посуду, но этот вид продукции играл второстепенную роль. Бусы занимают по своей распространенности на земле особое место среди прочих видов художественных стеклянных изделий. Кажется, нет ни одной страны, которая не ставила бы у себя этого производства, как только начинала заниматься стеклоделием. Столь широкая популярность этого незатейливого стеклянного убора объясняется сочетанием его дешевизны с красотой материала, которая даже в таком простом изделии выявляется во всем блеске. Стеклянные бусы отличаются чрезвычайным разнообразием. Форма бусин для простейших изделий этого типа обычно шаровидная, но она становится весьма разнообразной, как только мы переходим к более высоким сортам. Форма бусины может быть овальной, цилиндрической, биконической, в виде двух усеченных конусов, сложенных своими большими основаниями, может состоять из нескольких круглых бусинок, спаянных в один стерженек, или представлять собой ряд продольных или поперечных долек. Наконец, она может очень далеко отклоняться от шарообразной, например имитируя зерна коралла или волчьи клыки или принимая какой-нибудь совершенно неопределенный характер. Величина отдельных бусин колеблется в очень широких пределах — от 1-2 см в диаметре до размеров небольшого зерна. Материалом для бус служат все виды стекла. В простейших бусах применяется обыкновенное, в большинстве случаев цветное, прозрачное или заглушенное стекло. Для более ценных сортов нередко используют составы стекол, подражающие природным декоративным материалам, например яшме, малахиту, ляпис-лазури, а иногда и драгоценным камням, чаще всего бирюзе. В относительно ценных сортах бус с древних времен применяют стекло мозаичного типа, называемое «миллефиори», с включением в основную массу стекла разных декоративных элементов в виде правильных или неправильных по форме кусочков цветного стекла. Часто в этом случае на поверхности бусины располагают как бы отдельные яркие капли стекла, окруженные ободком другого цвета. Такие бусы, имевшие большое распространение в древности и служившие предметом широкого торгового обмена между странами, называют «глазчатыми». О них нам еще придется говорить впоследствии. Своеобразную группу представляют бусы, имитирующие природный жемчуг. Стеклоделы достигали в этом деле такого артистизма, что действительно бывало трудно отличить природный жемчуг от стеклянного. Для вящей убедительности мастера тщательнейшим образом воспроизводили все виды недостатков и неправильностей в форме, встречающиеся у природного жемчуга. Наконец, укажем еще на пользовавшийся довольно широкой распространенностью прием украшения бус при помощи тончайших цветных стеклянных нитей, которые располагались на поверхности бус, образуя сложные узоры. Итак, мы убеждаемся, как велико многообразие форм, величин и приемов декорирования бус, производство которых составляло одну из важнейших и доходнейших отраслей стекольного дела на острове Мурано. Но, как уже говорилось, наряду с производством бус теми же мастерами и по той же примерно технологии изготовлялись мелкие изделия несколько иного назначения, а именно: стеклярус, бисер, искусственные драгоценные камни, или «стразы», и другие подобные украшения. Стеклярус представляет собой очень тонкие трубочки из цветного стекла длиной в 1-2 см с отверстием такого диаметра, чтобы могла проходить швейная игла, а бисер — совсем коротенькие отрезки таких трубочек, имеющие вид маленьких продырявленных зернышек размерами около 1-2 мм. В отдельные периоды вышивание стеклярусом и бисером было столь модным занятием, что эта своеобразная стеклянная продукция требовалась в очень больших количествах и изготовление ее составляло весьма существенную часть выпуска заводов художественного стекла. Что же касается до фабрикации искусственных драгоценных камней, то трудно себе представить, до какой степени оживленно в средние века шла торговля этим товаром в колониальных странах и какие огромные барыши наживали при этом владельцы стекольных предприятий. Таким образом, вся эта мелочь, все эти маленькие кусочки разноцветного стекла, оформленные самым различным образом и являющиеся излюбленными деталями женского туалета всех времен и народов, составляли значительную группу изделий, обособленную по технологии производства от стеклянных изделий других типов и, по-видимому, отвлекавшую на себя немалую часть сил и бюджета предприятий острова Мурано. М. В. Ломоносов, когда хлопотал об организации фабрики художественного стекла, основным доводом в пользу своего предложения выдвигал сбережение русского золота, которое тратилось на покупку за границей, главным образом в Венеции, бисера, стекляруса и прочей подобной мелочи. Конечно, этот довод не имел бы никакой силы, если бы золота на указанную мелочь тратилось мало. Технология изготовления бус и прочих мелких украшений очень своеобразна и резко отличается от способов производства всех других видов стеклянных изделий. Мы уже имели случай частично ее описывать в главе о египетском стекле и будем еще о ней говорить, когда затронем стеклоделие Киевской Руси. Здесь же ограничимся некоторыми общими замечаниями. При производстве обычных видов стеклянных изделий мастер-выдувальщик вынужден работать в непосредственной близости от стекловаренной печи, так как он ежеминутно пользуется расплавленной массой стекла. При изготовлении мелких стеклянных украшений стеклодувы работают в обыкновенных комнатах, на простом рабочем столе, и единственное оборудование, которым они пользуются, — это стоящая на этом же столе паяльная лампа. В паше время это — обычная газовая горелка с воздушным дутьем, работающая часто при помощи ножных мехов. Как упоминалось выше, паяльная лампа могла заменяться простейшим воздуходувным горном. Такая принципиальная разница в обстановке и оборудовании рабочего места объясняется тем, что мастер-стеклодув, вырабатывающий бусы и прочую мелочь, пользуется не расплавленной стекломассой, а полуфабрикатом — стеклянными палочками и трубочками, изготовляемыми в значительном количестве в стекловаренных мастерских. Отсюда совершенно понятно, что именно мастерам, производящим conteria, было разрешено не переезжать на остров Мурано и работать в городе, так как их паяльные лампы или маленькие горны никакой серьезной пожарной опасности не представляли. Техника производства бус на паяльном столе сводится к следующему. Конец заготовки, представляющий собой сделанную из цветного стекла трубочку или палочку, разогревают до размягчения, после чего путем раздувания, если пользовались трубочкой, или при помощи фасонных щипцов и ручной лепки, если пользовались палочкой, образуют на конце заготовки пустотелый или сплошной шарик со сквозным отверстием для нанизывания на нитку. После этого, в случае надобности, декорируют бусину лепными украшениями и разноцветными стеклянными нитями и отделяют от заготовки. Может быть использован и другой метод формования бусины путем наматывания стеклянной нити или лепты на металлический стержень, который после извлечения оставляет в теле бусины нужное отверстие. Стеклянная нить или лента получается в этом случае также из палочки при оттягивании ее разогретого до размягчения конца. Этими приемами, имевшими бесконечные вариации, изготовлялись в Венеции разнообразные типы бус. Большим своеобразием отличаются производственные приемы изготовления бисера. Очень тонкие стеклянные разноцветные трубочки разрезают особыми ножницами на мелкие кусочки, не крупнее просяного зерна. Отломанные края этих кусочков очень остры и будут резать нитку, на которую бисер нанизывается. Для закругления режущих кромок есть один способ — нагреть бисер до размягчения, и тогда острые края заплывут. Но при такой операции бисеринки, несомненно, сплющатся и закроют имеющиеся в них канальцы. Чтобы этого избежать, бисер до нагревания тщательно размешивают с увлажненной смесью извести и мелко истолченного угля, пока все канальцы в бисеринках не заполнятся этой смесью. Затем бисер высушивают, смешивают с небольшим количеством песка и нагревают до «вишнево-красного каления» в медленно вращающихся чугунных барабанах. Острые кромки отдельных зернышек закругляются. После этого бисер охлаждают, промывают и высушивают. Остается только слегка отполировать его, так как при перекатывании в барабане с песком поверхность зерен теряет своя блеск. Полировку производят путем механического перемешивания бисера сначала с очень мелким песком, а потом с каким-нибудь тонким полирующим порошком, например крокусом (тонкой окисью железа, обожженной до 700°), глиноземом и т. п. Этот метод был общеупотребительным еще в сравнительно недавнее время, в XIX столетии. Мы не знаем, отличался ли от него изобретенный венецианцами метод, которым они пользовались в конце средних веков. Думаем, что нет. Во всяком случае у нас нет никаких оснований считать, что в чрезвычайно устойчивой технологии производства различных видов художественного стекла, которая, как мы знаем, почти не изменялась на протяжении двух тысяч лет, методика изготовления бисера представляет собой исключение. Интересно отмстить, что еще в XVIII в. секреты изготовления венецианского бисера не были широко известны в Европе. Во всяком случае М. В. Ломоносов, организовавший в 50-х годах XVIII в. свою фабрику цветного стекла, не имел этих данных и собирался для постановки бисерного производства выписывать специалиста из Венеции, но вскоре отказался от этого намерения, так как решил вопрос самостоятельно. Как именно он решил этот вопрос, точно неизвестно. Может быть, проф. М. А. Безбородов, занимающийся изучением работ Ломоносова по стеклу, или проф. В. В. Данилевский, производящий раскопки на бывшей Усть-Рудицкой фабрике, расскажут нам об этом. Остается еще сказать несколько слов о производстве искусственных драгоценных камней, которое одно время являлось едва ли не самым массовым и доходным среди производств других подобных мелких стеклянных украшений. Техника изготовления искусственных камней была почти такой же, как и при выделке бус. Нагревали конец стеклянной палочки и отформовывали граненый камешек при помощи щипцеобразной, раскрывающейся на две половинки формочки. После этого для придания камню надлежащего блеска его поверхность шлифовалась и полировалась вручную. Само собой разумеется, что здесь особенное внимание нужно было уделять составам стекол и красителям, чтобы добиться возможно более совершенного подражания природе. Справедливость требует сказать, что венецианские стекольщики оказались достойными последователями своих учителей-смальтоваров Византии — и с честью справились с задачей выплавки стекол самых разнообразных расцветок. В настоящее время производство граненых искусственных камней полностью механизировано как в части горячей формовки, так и в стадии холодной обработки. Особенно славятся с давних времен этим искусством чешские стекольщики. Начиная с XIII в. на передний план в Венеции постепенно выдвигаются другие виды изделий, главным образом сосуды. К сожалению, до нас не дошло образцов сосудов, изготовленных ранее XV в., и о их форме можно судить лишь по изображениям стекла на картинах итальянских мастеров. По-видимому, стекло того времени не отличалось большим разнообразием форм. Обычно это были слегка расширяющиеся кверху стаканы и шарообразные графины с узким, длинным горлышком. Позднее, в конце XV и начале XVI в., появляются формы, подражающие готическим серебряным сосудам. В стеклянных вазах и бокалах чувствуется стремление ввысь, ножки и чаши обычно украшаются вертикальными боровками. Получает большое распространение цветное стекло: иногда однотонное, а иногда разноцветное, так называемое «агатовое», представляющее собой плохо перемешанную массу, составленную из стекол разного цвета. Входят в большую моду изделия из цветного и бесцветного стекла, украшенные живописью и позолотой. На чашах, флягах, кувшинах и бокалах мы видим написанные красками изображения сцен мифологического содержания, народных празднеств и т. п. Особенно были распространены так называемые свадебные кубки на высоких ножках, с портретами жениха и невесты. Иногда такой росписью и позолотой покрывалась вся поверхность сосуда, который после этого переставал походить на стеклянный. Типичные образцы изделий этого периода из цветного и бесцветного стекла с росписью и позолотой или без такого рода украшений изображены на рис. 58-64. Кувшин, представленный на рис. 58, сделан из «агатового» стекла. Сосуд, показанный на рис. 64, сделан из бесцветного прозрачного стекла и украшен эмалью и золотом. Он представляет собой мощехранительницу. Обычно сосуды этого рода снабжались крышками, но, к сожалению, крышка эрмитажного экземпляра, который фотографировали для нашей книги, была утрачена. Очень высоко ценились также венецианские изделия из белого «молочного» стекла, обычно расписанные красками и позолотой (рис. 60-61). В это время (XVI–XVII вв.) вся Европа была охвачена «фарфоровой лихорадкой», добиваясь воспроизведения этого нового, только что вывезенного из Китая материала — фарфора. Алхимики соревновались в открытии секрета его состава. Не убереглись от этого увлечения и стекольщики. Они пытались имитировать фарфоровую массу, прибегая к заглушенному всеми способами стеклу. Фарфоровая горячка продолжалась до начала XVIII в., когда состав китайского фарфора был открыт немецким специалистом Иоганном Бетьгером.
 Рис. 58. Венецианский сосуд из агатового стекла
Рис. 58. Венецианский сосуд из агатового стекла
 Рис. 59. Венецианский сосуд из цветного стекла
Рис. 59. Венецианский сосуд из цветного стекла

 Рис. 60-61. Венецианские изделия из молочного стекла
Рис. 60-61. Венецианские изделия из молочного стекла

 Рис. 62-63. Венецианские сосуды с росписью и позолотой
Рис. 62-63. Венецианские сосуды с росписью и позолотой
 Рис. 64. Венецианский сосуд с росписью и позолотой
Рис. 64. Венецианский сосуд с росписью и позолотой
Наконец, появляется интересный род декорировки изделий, названный впоследствии «кракелажем» от французского слова «craquer» — трещать, растрескиваться (рис. 65). Прием заключался в следующем. Во время раздувания стеклянной заготовки, закрепленной на конце выдувательной трубки, заготовку погружали на несколько мгновений в воду. Охладившийся и затвердевший поверхностный слой при этом растрескивался. Внутренняя же поверхность заготовки продолжала еще оставаться горячей, а следовательно, пластичной. Заготовку извлекали из воды и подвергали дальнейшим, обычным приемам разделки на выдувательной трубке: нагревали, раскатывали, вторично погружали, если требовалось, в стекло, обрабатывали вручную на верстаке, раздували в форме или без формы. Все эти манипуляции. свойственные методу выдувания, нам известны по предыдущим страницам. Образовавшиеся на поверхности изделия трещины при этом лишь несколько заглаживались, заплывали, но оставались хорошо заметными и создавали своеобразный сетчатый узор.
 Рис. 65. Венецианский сосуд, исполненный в технике «кракле»
Рис. 65. Венецианский сосуд, исполненный в технике «кракле»
Во вторую половину XVI в., когда искусство венецианских мастеров достигло наивысшего уровня, форма сосудов все более и более совершенствуется. От этого периода до нас дошло множество образцов, не превзойденных по красоте форм и техническому совершенству отделки. В этих небольших, хрупких, элегантных вещах запечатлена черта большого стиля эпохи Возрождения. Замечательные декоративные свойства стекла, его прозрачность, чистота и пластическая выразительность использованы в этих изделиях с изумительным мастерством. Типичными для этого периода изделиями были бокалы с простой, исполненной из тонкого бесцветного стекла верхней частью в виде широкой чаши или опрокинутого колокола на очень высокой ножке, имеющей вид балясины, т. е. напоминающей собой точеную колонку (рис. 66-68).


 Рис. 66-68. Венецианские бокалы простой формы
Рис. 66-68. Венецианские бокалы простой формы
Постепенно, однако, форма ножек начинает усложняться. На них появляются рельефные, лепные или выдутые украшения в виде звериных голов, масок и т. п. Затем на балясины начали налеплять пару крылышек, принимающих характер ручек. В XVII в. все эти украшения на ножке разрастаются в тяжеловесную барочную орнаментику. Ясный профиль балясины сменяется необыкновенно искусным сплетением стеклянных змеевидных жгутов из бесцветного или цветного стекла, нагромождением листьев и лепестков фантастических цветов, гребешков, крылышек, птичьих голов, сочетающихся с элементами орнаментального характера. При этом чаша обычно остается кристально чистой, сделанной из прозрачного, тончайшего стекла, без единой отметины (рис. 69-75). Не подлежит сомнению, что основная идея, заложенная в композицию изделий этого рода, заключается в разительном контрасте между простотой чаши и сложностью ножки. Глядя на эти вещи, не знаешь, чему больше изумляться: безудержной фантазии художника или виртуозной технике мастера.




 Рис. 69-74. Венецианские бокалы с ножкой сложного рисунка
Рис. 69-74. Венецианские бокалы с ножкой сложного рисунка
 Рис. 75. Венецианский бокал
Рис. 75. Венецианский бокал
Одновременно с такого рода бокалами мастера Мурано создают изделия самых разнообразных форм, например сосуды в виде цветов, птиц, слонов, львов, мышей, галер, гондол, колоколен. Иногда сосудам придают вид разных фантастических животных и чудовищ. В таких сосудах алхимики, окружавшие науку ореолом волшебства и мистики, хранили свои лекарственные вещества (рис. 76).
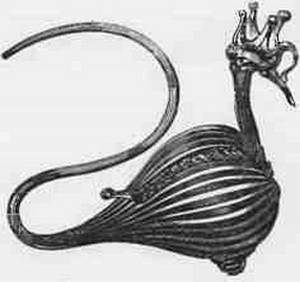 Венецианский сосуд в виде фантастического животного
Венецианский сосуд в виде фантастического животного
Литературные источники свидетельствуют об одном очень любопытном факте, характеризующем грубость нравов, царивших в правящих кругах средневекового общества. Необычайная хрупкость и изящество муранских изделий, которыми убирались обеденные столы феодалов, нередко вызывали в участниках пиршеств совершенно противоестественную реакцию, выражавшуюся в неудержимом желании перебить на куски эти великолепные творения рук человеческих. Такое дикое желание обычно приводилось в исполнение тут же за столом. В итоге это занятие вылилось, по-видимому, в своего рода спортивную забаву, развлекавшую пирующих аристократов. Появились даже чемпионы этого дела. Так, например, из мемуаров знаменитого средневекового писателя Жана Жуанвиля мы узнаем, что брат короля Людовика Святого граф д’Э имел обыкновение разбивать стеклянную художественную посуду при помощи особой, им самим изобретенной небольшой катапульты. Событием огромной важности в истории венецианского стеклоделия было изобретение так называемого «филигранного» способа выработки стекла. Этот метод, так же как и изобретенный в латино-эллинистическую эпоху прием мозаичного стекла «миллефиори», отличается тем, что он вносит декоративный элемент непосредственно в массу стекла, создает рисунок в самом материале, внутри самих стенок изделий, а не на их поверхности. В стекле «миллефиори» вводимые в толщу его декоративные элементы имеют характер беспорядочно разбросанных зерен или кусочков цветного стекла; в стекле же филигранной техники эти элементы имеют вид белых или цветных нитей, образующих внутри стекла иногда очень сложный, но всегда правильный, симметричный рисунок. Технический прием, которым достигается этот эффект, в течение долгого времени охранялся от разглашения. Он составлял тайну его изобретателей — мастеров-венецианцев и принес им поистине мировую, многовековую славу. Сущность его заключается в следующем. Производство филигранных изделий разбивается на две стадии. Первая, подготовительная, охватывает собой приемы заготовки особых стеклянных стволиков, или палочек, служащих отдельными декоративными элементами, а вторая заключается в изготовлении самой вещи с надлежащим распределением и закреплением этих декоративных элементов в толще стенок изделия. Рассмотрим первую стадию. Стволики, имеющие обычно толщину от 3 до 6 мм и длину в 5-6 см, могут быть разных степеней сложности. Простейшие из них представляют собой сделанные обычным приемом вытягивания палочки из прозрачного или заглушенного, бесцветного или окрашенного стекла. Более сложные стволики бывают двухслойными. Они получаются следующим образом: взятой из горшка на конце трубки наборке цветного стекла придают раскатыванием цилиндрическую форму, после чего ее опять погружают в расплавленное, но уже на этот раз бесцветное стекло и опять раскатывают, образуя более толстый, двухслойный цилиндрик. Растягивая такой цилиндрик, получают стволики нужной толщины двухслойного строения, т. е. с цветной сердцевиной и бесцветной, прозрачной оболочкой. Наконец, самые сложные стволики изготовляются из только что описанных нами простых стволиков следующим образом. Берут специальную формочку, представляющую собой металлический или глиняный сосуд, имеющий форму и размеры обыкновенного стакана. В эту формочку, вокруг се внутренней поверхности, устанавливаются в стоячем положении простые стволики. Чтобы они не падали, на дно формы насыпается немного песку. Располагаются стволики в самых разнообразных сочетаниях, в зависимости от своих декоративных особенностей. Иногда вся окружность формы заполняется так или иначе подобранными цветными стволиками, иногда используются только белые, сделанные из молочного стекла и бесцветные стволики, иногда цветные и молочные стволики чередуются с бесцветными, образуя правильный, симметричный рисунок. После этого мастер выделывает из бесцветного прозрачного стекла небольшую цилиндрическую заготовку и, разогрев ее до полного размягчения, осторожно вводит в вертикальном положении во внутреннее, свободное от стволиков пространство формы. Затем сильным нажатием сверху он заставляет заготовку расшириться настолько, чтобы заполнить всю внутренность формы. При этом стволики глубоко вдавливаются в пластичную стеклянную массу и прочно закрепляются к ней. После извлечения заготовки с приставшими стволиками из формы мастер подвергает се обычным манипуляциям с чередующимися разогреваниями и раскатываниями. В результате получается толстый стеклянный столбик около 6-8 см в диаметре и примерно такой же длины. Середина его состоит из бесцветного стекла, а наружная оболочка представляет собой довольно толстый слой, который пронизан продольно расположенными, самым прихотливым образом чередующимися разноцветными или молочно-белыми жилками. Последняя операция сводится к разогреванию столбика до размягчения и к вытягиванию из него за одни или несколько приемов тонких стволиков толщиной от 3 до 6 мм. Обычно вытягивание сочетают с закручиванием, тогда получаются стволики с нарядным, спирально переплетенным рисунком, узор которого может быть бесконечно разнообразным в зависимости от расположения в форме исходных цветных стволиков (рис. 77).
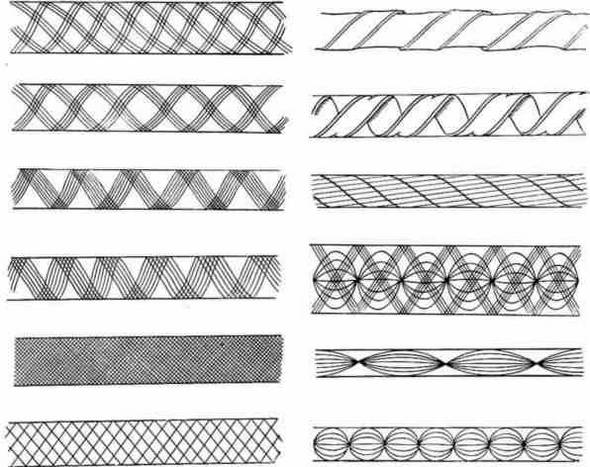 Рис. 77. Узорчатые стволики для изготовления филигранных стеклянных изделий
Рис. 77. Узорчатые стволики для изготовления филигранных стеклянных изделий
Этот изобретенный венецианцами классический метод изготовления декоративных элементов для филигранной техники имеет некоторые варианты. Один из них представляет собой развитие изобретенного древними египтянами и подхваченного римлянами метода выделки мозаичных миниатюрных стеклянных украшений. При этом варианте обходились без формы, а разноцветные палочки складывались вместе в определенном порядке, образуя пучок, который подвергался нагреву и сваривался в одно целое, после чего вытягивался в палочки, подобно вышеуказанному. Второй вариант, также выключавший применение формы, был заимствован из античной техники изготовления знаменитых «мурриновых» сосудов. Цветные и бесцветные стволики, чередуясь в известном порядке, раскладывались вплотную один к другому на плитке, после чего мастер прокатывал по ним разогретую до размягчения цилиндрическую заготовку из бесцветного стекла. В результате получался уже известный нам по предыдущим вариантам полуфабрикат, т. е. столбик прозрачного стекла, облепленный разноцветными стволиками. Дальнейшая обработка этого полуфабриката производилась точно так же, как и в предыдущих случаях. Таким образом, мы познакомились со способами изготовления декоративных стволиков, служащих для получения филигранного стекла. Обратимся теперь ко второй стадии этого своеобразнейшего производственного процесса — к тем приемам, которые приводят нас от простых, заготовленных описанным выше способом цветных палочек к эффектным, тончайшим, кружевным изделиям, честь изобретения которых принадлежит мастерам с острова Мурано. Чтобы объяснить, как это делается, нам остается сказать немного, так как эта стадия производства очень похожа на только что описанный нами метод изготовления сложных стволиков. Первоначально берут те или иные, простые или сложные, стволики и устанавливают их, как указывалось, в цилиндрическую форму, несколько большего размера, чем требовалось для изготовления самих стволиков (рис. 78). После этого мастер выделывает «баночку» соответствующего размера, которую и вставляет внутрь заготовленной вышеуказанным образом формы. Затем баночка раздувается до заполнения всего внутреннего пространства формы, и стволики вдавливаются в ее поверхность (рис. 79). Таким образом, отличие этого приема от того, каким изготовляются сложные стволики, заключается лишь в том, что вместо сплошной стеклянной заготовки во внутреннюю полость формы вводят баночку, т. е. заготовку, имеющую внутри полость. После извлечения из формы (рис. 80) заготовка раскатывается на плитке, чтобы стволики вошли еще глубже в ее стенки (рис. 81), вторично погружается в расплавленноестекло (рис. 82) и подвергается дальнейшей обработке повторными разогреваниями и раскатываниями, пока она не приобретет вида, показанного на рис. 83. Затем конец заготовки, противоположный выдувательной трубке, захватывается и обжимается особыми щипцами, в то время как трубке придается вращательное движение. В результате концы стволиков сближаются, а сами они принимают винтообразное расположение (рис. 84). Окончательная подготовка к дальнейшим операциям завершается отрезанием той части заготовки, где собраны концы стволиков (рис. 85).
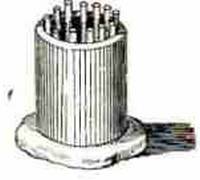 Рис. 78. Форма со вставленными в нее стеклянными стерженьками
Рис. 78. Форма со вставленными в нее стеклянными стерженьками
 Рис. 79. Раздувание стеклянной заготовки в форме со стерженьками
Рис. 79. Раздувание стеклянной заготовки в форме со стерженьками
 Рис. 80. Извлеченная из формы заготовка с приставшими стерженьками
Рис. 80. Извлеченная из формы заготовка с приставшими стерженьками
 Рис. 81. Обкатка заготовки со стерженьками
Рис. 81. Обкатка заготовки со стерженьками
 Рис. 82. Второй набор стекла на обкатанную заготовку
Рис. 82. Второй набор стекла на обкатанную заготовку
 Рис. 83. Вторично раскатанная и удлиненная раздуванием заготовка
Рис. 83. Вторично раскатанная и удлиненная раздуванием заготовка
 Рис. 84. Спирально закрученная заготовка
Рис. 84. Спирально закрученная заготовка
 Рис. 85. Обрезка заготовки перед окончательным выдуванием
Рис. 85. Обрезка заготовки перед окончательным выдуванием
В тех случаях, когда рисунок должен, по мысли автора, располагаться не спирально, а продольно, закручивающего движения не делают, и стволики вытягиваются вдоль по оси изделия. Полученная в результате всех этих операций заготовка оказывалась сделанной из стекла, заключающего в своей массе рисунок, состоящий из разноцветных или белых нитей. Заготовка готова к дальнейшей обработке всеми возможными, известными уже нам приемами ручного выдувания. В руках искусного мастера она будет послушно принимать всевозможные формы: сужаться в одних местах, расширяться в других, причем рисунок ее ткани, т. е. того материала, из которого сделаны ее стенки, будет в соответствии с этим то сжиматься, то растягиваться, показываясь в самых затейливых вариантах (рис. 86) и поражая воображение нескончаемым разнообразием получающегося рисунка. На рис. 87-99 показаны некоторые типичные изделия, исполненные в филигранной технике.
 Рис. 86. Образцы узоров на филигранных стеклянных изделиях
Рис. 86. Образцы узоров на филигранных стеклянных изделиях

 Рис. 87-88. Венецианские изделия филигранной техники
Рис. 87-88. Венецианские изделия филигранной техники
Особенной популярностью пользовались одноцветные вещи, неизъяснимая прелесть которых состояла в скромности и изяществе их декоративного убора, заключавшегося в тончайших молочно-белых нитях, спирально, тесными рядами опоясывавших весь сосуд. По технике наиболее совершенными считались так называемые «сетчатые» вещи. В них спиральное плетение белых нитей шло одновременно в двух противоположных направлениях, образуя тонкую сетку с квадратными или ромбическими ячейками. Особенно восхищало ценителей венецианского стекла наличие в центре каждой такой ячейки маленького воздушного пузырька. Такой «трюк» казался верхом виртуозности мастера. На самом же деле он получался в условиях данного технического приема сам собой, так сказать, автоматически. Прием же изготовления «сетчатых» изделий состоял в следующем. Сначала выдували тонкостенный шаровидный сосуд из обычного филигранного стекла со спиральными витками, направленными в одну сторону. После этого дно у него продавливали внутрь, образуя большое углубление, имеющее полушаровидную форму. Затем изготовляли вторую заготовку из такого же стекла, но со спиральными витками, направленными в противоположную сторону. Эту заготовку раздували внутри полусферического углубления первого сосуда до тех пор, пока стенки обоих сосудов не приходили в тесное соприкосновенно и спиральные витки не сливались в одну общую клетчатую сетку. Затем ненужные остатки первого сосуда осторожно обрезали по всей окружности и мастер приступал к обычной дальнейшей обработке полученной двухслойной заготовки, украшенной сетчатым филиграном. Так как филигранная нить несколько выступает над поверхностью стекла, то каждая ячейка образовавшейся сетки представляет собой маленькое замкнутое пространство, заполненное воздухом. Как мы знаем, все манипуляции метода выдувания производятся при довольно высоких температурах, когда стекло находится в размягченном, почти текучем состоянии. Поэтому замкнутый в каждой ячейке филигранной сетки воздух собирается под влиянием сил поверхностного натяжения в одном центрально расположенном пузырьке. Я вынужден извиниться за пространное изложение технологии филигранных изделий. Но этот род декорирования стеклянных сосудов пользуется столь широкой известностью и составил такую замечательную страницу в истории стеклоделия, что не может быть написано ни одной книги о художественном стекле, в которой этот прием не был бы показан с необходимой ясностью и полнотой. Но процесс настолько сложен, что кратко описать его не так легко.



 Рис. 89-92. Венецианские изделия филигранной техники
Рис. 89-92. Венецианские изделия филигранной техники

 Рис. 93-94. Венецианские изделия филигранной техники
Рис. 93-94. Венецианские изделия филигранной техники

 Рис. 95-96. Венецианские изделия филигранной техники
Рис. 95-96. Венецианские изделия филигранной техники


 Рис. 97-99. Венецианские изделия филигранной техники
Рис. 97-99. Венецианские изделия филигранной техники
Мы не составили бы полного представления о разнообразии художественной продукции венецианских мастеров, не назвав еще двух видов изделий: зеркал и люстр. Если не считать редчайших исключений в виде упоминавшихся выше единичных находок миниатюрных стеклянных зеркал античного времени, люди вплоть до XV столетия пользовались металлическими зеркалами, и венецианцам принадлежит честь открытия еще одной области применения стекла, где оно, может быть, более чем где-либо является незаменимым материалом. Как подробнее будет показано дальше, мастерам Мурано удалось к началу XVII в. настолько усовершенствовать старый холявный метод получения листового стекла, что изготовление стекол большого размера сделалось совсем обычным явлением. В начале XVII в. авторы этого изобретения были отмечены специальным постановлением правительства Венеции. Вскоре после этого производство туалетных зеркал становится одной из основных специальностей венецианских стеклоделов. Зеркальщики образуют в Мурано корпорацию, действующую на основании своего особого кодекса. В 1665 г. по приглашению французского министра Кольбера венецианские мастера строят в городе Тур-ла-Виль первый в Европе завод, изготовляющий относительно большие зеркала из дутого листового стекла. Характерная особенность венецианских зеркал — обрамление их богатой оправой, сделанной также из зеркального стекла и украшенной резьбой, гравировкой, позолотой, а иногда и драгоценными камнями (рис. 100). Это богатое убранство должно было подчеркивать редкостность и ценность предмета, изготовление которого не удавалось человечеству в течение многих веков.
 Рис. 100. Венецианское зеркало
Рис. 100. Венецианское зеркало
Известен один исторический факт, свидетельствующий о совершенно особом значении, которое в то время придавали стеклянным зеркалам, только что входившим в употребление. В 1600 г. правителями Венеции было поднесено Марии Медичи (по поводу ее бракосочетания с королем Франции Генрихом IV) зеркало шириной в 14 и высотой в 16 см, т. е. величиной с небольшую книжку. Золотая рама его, необыкновенно пышно скомпонованная, была декорирована множеством тончайших резных деталей, выполненных из ценных горных пород, и украшена гроздьями драгоценных камней — рубинов, изумрудов, сапфиров, алмазов. При инвентаризации королевских драгоценностей в 1791 г. эта вещь была оценена в 150 000 франков. Характерно, что само зеркало было сделано не из стекла, а из горного хрусталя, что может служить лишним доказательством отсутствия в то время надежных методов получения вполне доброкачественного стекла даже таких небольших размеров. В заключение скажем несколько слов о люстрах. Этот вид продукции получил широкое распространение в конце периода расцвета венецианского стеклоделия. Большой спрос на эти муранские изделия появился в Европе в XVII, особенно в XVIII столетии, когда они считались незаменимыми предметами убранства интерьеров, отделанных в стиле Людовика XV. Венецианские люстры с их разнообразными декоративными элементами — гирляндами из цветов и листьев, гроздьями плодов, прихотливо изогнутыми рожками и розетками, выполненными обычно из бесцветного, идеально прозрачного и чистого стекла, производили чарующее впечатление. Металл применялся очень скупо, только там, где без него нельзя было обойтись, железная арматура была замаскирована соответственным образом ограненным стеклом. Мода на венецианские барочные люстры продержалась до конца XVIII в. (рис. 101).
 Рис. 101. Венецианская люстра
Рис. 101. Венецианская люстра
Перечень изделий, выпускавшихся муранскими мастерскими, следует считать на этом в общих чертах исчерпанным. Наши читатели, вероятно, удивлены, что, в отличие от предыдущих случаев мы здесь ничего не сказали о химии стекловарения, о том, какими же составами стекол и какими красителями пользовались венецианцы при изготовлении их прославленных творений и что нового они внесли в эту область стеклотехники. Причина такого умалчивания заключается в том, что венецианцам действительно не было особой необходимости работать над составами стекол и красок, так как эта задача в основном была хорошо решена их предшественниками, стеклоделами античной эпохи и византийцами. Венецианцы получили все необходимые им рецепты по наследству. Однако одну большую заслугу в этой области за ними, безусловно, следует признать. Они по-настоящему поставили вопрос о чистоте стекла — о его бесцветности и прозрачности. А оба эти качества достижимы лишь при условии применения исключительно чистых сырых материалов, свободных от всякого рода загрязняющих примесей, в первую очередь окислов железа. Чтобы добиться этого, муранские мастера не жалели никаких усилий и затрат. Помимо всяких мероприятий по очистке сырья, венецианцы иногда посылали свои корабли за песком на реку Бел, расположенную на финикийском побережье Средиземного моря, откуда тысячу с лишним лет тому назад брали все сырье стеклоделы эллинистического мира. Венецианцы эпохи Возрождения, с их изысканным вкусом и высокоразвитым чувством прекрасного, отлично понимали, что главная прелесть стекла, дающая особенно утонченный эстетический эффект, — это его кристальная чистота, прозрачность и бесцветность. Поэтому во всех видах изделий, считающихся особенно типичными для муранского производства, — филигранные сосуды, высокие бокалы со сложными ножками и люстры, — венецианцы применяли главным образом бесцветное стекло. Искусство венецианских стеклоделов, вызывавшее в течение нескольких веков восхищение всего мира, не могло, конечно, обойтись без подражания. Несмотря на строгие законы, охранявшие секреты муранских стеклоделов, многим из них удавалось перебираться за границу и организовывать в разных уголках Европы производства стекла венецианского типа. Прежде всего это коснулось самой Италии, где стекольные центры, начиная уже с XII–XIII вв. образовались в ряде городов (в Альтаре, Тревизо, Ферраро, Падуе, Равенне). С ХV в. заводы венецианского стекла возникают во Франции (в Пуатье, Невере) и в Германии (в Нюрнберге, Касселе, Кёльне). В XVI и XVII вв. число европейских заводов, построенных по венецианскому типу, сильно увеличивается. Появляются предприятия в Риме, Флоренции, Неаполе, Милане и других итальянских городах, а также в Нидерландах и Англии. Многие из этих новых предприятий выпускали столь высококачественную продукцию, что ее невозможно отличить от подлинной муранской. Да и едва ли подобные изделия можно было считать «подделкой». Ведь они обычно изготовлялись руками тех же муранских мастеров — учеников и продолжателей классической венецианской школы. Итак, мы видим, как велика была слава искусства венецианских стеклоделов и какое огромное влияние имела стекольная культура острова Мурано на восстановление европейской стекольной промышленности после того упадочного состояния, в котором она находилась в эпоху средних веков. Поистине нужно признать, что в конце этого периода венецианские мастера выступили в роли учителей всей Европы. Велик был в эти годы их авторитет, велика была слава и популярность замечательного искусства острова Мурано, и ничто, казалось, не предвещало изменений в этой обстановке. Однако уже приближался срок перелома, который на протяжении XVIII в. свел значение венецианской стекольной промышленности к самым скромным размерам. Причиной этого отчасти явилось снижение художественных достоинств венецианских изделий, наблюдавшееся с конца XVII в. Благородные традиции прошлого начинают забываться. Формы становятся вычурными, декорировка перегружена деталями. Утрачивается простота, легкость, изящество. Вещи перестают нравиться и начинают постепенно выходить из моды, как и все имеющее отношение к изживающему себя барочному стилю. В искусстве звучат новые веяния — приближается эпоха классицизма. В это самое тревожное для венецианского стеклоделия время нарождается новый тип художественных стеклянных изделий. Пальма первенства в области стеклоделия переходит к Чехии, которая с конца XVII в. дебютирует на европейском рынке с продукцией своеобразного характера, представляющей собой тяжелые толстостенные сосуды, сделанные из великолепного бесцветного стекла и украшенные глубокой резьбой. Эти массивные кубки — прямая противоположность хрупким, тонкостенным бокалам и чашам венецианских мастеров. Но стекло в них идеально прозрачно, а полихромная игра света в глубоких гранях превосходит все, что видели почитатели муранских изделий. Этим новым вещам нельзя было отказать в своеобразной мужественной красоте, их нельзя упрекнуть в недостаточном использовании непревзойденных оптических свойств стекла. Этот вид продукции, известный под названием «богемский хрусталь», показан на рис. 102-104.


 Рис. 102-104. Богемский хрусталь
Рис. 102-104. Богемский хрусталь
Иногда приходится выслушивать суждения, будто бы появление этих изделий было связано с открытием, заключавшимся во введении в состав стекла извести, т. е. окиси кальция, что якобы привело к стеклу невиданной чистоты, прозрачности и какого-то особенного блеска. Подобные высказывания представляют собой чистейшее недоразумение. Известь всегда входила в стекло и сейчас является необходимым его компонентом, не считая некоторых особых составов, где она заменяется свинцом, барием, магнием или цинком. Окись кальция как постоянный компонент золы участвовала еще в составе древнеегипетских стекол в количествах около 2-3%. Римляне вводили ее до 10%, что превосходит содержание этой окиси в современных нам стеклах, в том числе и в богемском хрустале. Таким образом, понятие «богемский хрусталь» нужно относить не к какому-то особенному составу, который на самом деле соответствовал обычному, известному испокон веков известково-поташному стеклу, а к виду изделий, представляющих собой толстостенные сосуды простой формы, изготовленные из чистейшего, совершенно бесцветного стекла и обработанные глубокой резьбой или гравировкой. Именно такого рода изделиям, выпущенным чешскими стеклоделами на европейский рынок в XVIII столетии, и было суждено в корне изменить вкусы европейского общества и полностью вытеснить когда-то знаменитые творения мастеров острова Мурано.
ГЛAВA ПЯТАЯ. СТЕКЛО В АНТИЧНОЙ И СРЕДНЕВЕКОВОЙ АРХИТЕКТУРЕ
Изобрел все составы к мозаичному делу, для чего сделал больше четырех тысяч опытов, коих не токмо рецепты сочинял, но и материалы своими руками по большой части развешивал и в печь ставил, несмотря на бывшую тогда жестокую ножную болезнь.М. В. ЛОМОНОСОВ

Мозаика
Мозаика, в широком смысле этого слова, представляет собой особый род изобразительного искусства, в котором рисунок воспроизводится при посредстве соответственным образом расположенных кусков какого-либо твердого материала, скрепленных между собой и с основанием тем или иным вяжущим веществом. С этой точки зрения к мозаическим изделиям мы должны причислить и узоры из кусков обожженной глины, вставлявшихся в стены у народов древних культур Месопотамии и Египта, и декоративные полы средневековья, выложенные крупными поливными изразцами, и миниатюрные медальоны, рисунок которых, составленный из драгоценных камней или мельчайших стеклянных кусочков, можно хорошенько рассмотреть только при помощи лупы. В соответствии с разнообразием типов и масштабов произведении мозаичного искусства материалы, применяемые в нем, также различаются между собой. Мозаичисты пользуются и керамическими глазурованными пластинками, и естественными камнями всевозможных пород, и наиболее совершенным для данной цели материалом — цветным стеклом. Вяжущие материалы, закрепляющие мозаический набор на основании, также представлены в значительном разнообразии: применяются и известь, и все виды цементов, и разные мастики, в состав которых входят мука, клей, гипс, мел, олифа и тому подобные вещества. Наконец, различны формы и размеры кусков материала, из которого набираются картины, различны способы их предварительной подготовки, а также методы самого набора и окончательной обработки поверхности законченного изображения. Все это в совокупности взятое делает технологию мозаического производства как в части ручных приемов набора, так и в отношении изготовления и подготовки необходимых материалов предметом довольно пространным, охватывающим собой много разнородных вопросов. Дадим теперь самые общие представления об этой технологии, опираясь на сведения, сообщенные в предыдущих главах. Как известно, все произведения мозаического искусства можно разделить на две большие группы. Первая из них представлена мозаиками так называемого «наборного» типа, где изображение слагается из множества небольших кубиков, имеющих приблизительно одинаковую форму и величину. Ко второй группе относятся «штучные» мозаики, на которых рисунок выкладывается из фигурно вырезанных цветных пластинок различной формы и величины. Иногда такие плотно пригнанные одна к другой пластинки сплошь покрывают собой все поле изображения, а в других случаях они врезаются поодиночно или группами в мраморную, шиферную или какую-либо иную доску, служащую фоном для рисунка. Обычно для этого типа мозаик пользуются цветными природными камнями, керамикой, реже стеклянными смальтами. Подобные мозаики применяются для устройства нарядных полов, крышек для столов, рам для зеркал и картин, вставок для украшений ценных видов мебели, а также в ювелирной технике при изготовлении брошей, медальонов, перстней с инкрустациями из стекла или драгоценных камней. Первый вид мозаик назывался у римлян Opus tesselatum, второй — Opus sectile. Наконец, укажем еще на один технический прием — Opus vermiculatum, представляющий собой некоторое развитие техники Opus tesselatum, приспособление ее к выполнению тонких деталей картины. В этой технике кусочки камня или стеклянных смальт, имеющие самые разнообразные формы и размеры, располагаются при наборе извилистыми линиями, точно следуя за контуром рисунка. С использованием мозаичной техники Opus vermiculatum, отличающейся большим разнообразием и гибкостью изобразительных средств, были созданы наиболее значительные произведения, известные в истории мозаичной живописи. Эта техника набора давала художнику неограниченные возможности для воплощения его творческого замысла в таком благородном и долговечном материале, как стекло. Нужно подчеркнуть, что между указанными приемами мозаичного набора не существовало резкой границы. Античные художники обычно пользовались комбинированной техникой. Например, в мозаичных полах более простые орнаментальные мотивы набирались из кубиков в технике Opus tesselatum, тогда как помещенная в середине пола картина, более тонкая по рисунку и цвету, была набрана в технике Opus vermiculatum. Бывало и так, что в мозаичной картине человеческие фигуры и особенно лица выполнялись из мельчайших кусочков разнообразной величины и формы, а фон — из крупных кубиков одинакового размера. Вооруженная комбинированной техникой мозаика применялась в древности и применяется сейчас в качестве ближайшей подсобницы зодчества при возведении парадных сооружений, раскрывая и конкретизируя величественные, немые образы архитектуры. Здесь мозаика выступает в своем возвышенном качестве, как один из благороднейших видов монументального искусства. Именно эту группу наиболее распространенных и важных по своему значению мозаик мы и будем в основном иметь в виду при изложении технологического процесса. Как и во многих отраслях художественного стеклоделия, технология мозаического искусства за долгие годы своего существования не претерпела значительных изменений. Поэтому я не буду загромождать изложения многочисленными справками о том, к какому именно периоду относится тот или иной прием, учитывая, что почти любой прием, которым мы пользуемся сейчас, мог бы быть по своему техническому уровню отнесен и к прошлому. Остановимся прежде всего на основном материале мозаической живописи — смальте, или мусии, как ее называли раньше. Термин «смальта» употреблялся в средине века для обозначения особого рода эмалей. В том смысле, какой мы этому слову придаем сейчас, оно стало применяться сравнительно недавно. Смальта по своей природе — обычное силикатное стекло, точнее его разновидность, представленная группой непрозрачных цветных стекол. Из содержания предыдущих глав мы уже в общих чертах знаем, из чего делаются стекла, чем они окрашиваются, что прибавляется к их составу для заглушения, т. е. для того, чтобы сделать их непрозрачными, и, наконец, как и в чем они варятся. Поэтому я не буду повторяться и ограничусь приведением лишь тех сведений, которые будут необходимы для характеристики основных отличий производства смальт от производства обычных стекол. По своему составу смальты относятся к группе свинцовых силикатных стекол. Значительное содержание свинца способствует понижению температуры варки и увеличению яркости достигаемых окрасок. Погоня за этим эффектом зачастую приводит к повышению содержания свинца до недопустимых пределов, что нередко имеет своим последствием недостаточную прочность и долговечность материала. Как известно, основное специфическое свойство мозаических смальт — это их заглушенность. Глушение стекла происходит в результате распределения по всей его массе бесчисленного множества мельчайших кристаллических частиц, которые получились или потому, что введенный в шихту глушитель (вещество, способствующее помутнению стекла) не растворился во время варки стекла, или потому, что, растворившись во время варки, он выделился при охлаждении в виде маленьких кристалликов. Размеры таких кристалликов могут быть очень малы, меньше одного микрона (тысячной доли миллиметра). В одном кубическом миллиметре их бывает до нескольких сот тысяч. Сами по себе эти кристаллики обычно совершенно прозрачны, но их показатель преломления отличается от показателя преломления окружающего стекла, вследствие чего падающие на них лучи света отклоняются от своего прямолинейного направления и стекло перестает быть прозрачным, оставаясь только просвечивающим. Оно пропускает через себя свет, но расположенный за таким стеклом предмет остается невидимым. Как уже отмечалось, в качестве глушителей стекла с древних времен применяли костяную муку, т. е. фосфорнокислый кальций, а также окислы олова, мышьяка и сурьмы. Именно с применением этих глушителей были сварены смальты всех известных нам мозаик, начиная от античных и кончая теми, что украшают стены Исаакиевского собора в Ленинграде. В наше время для глушения наиболее часто употребляются фториды (криолит, плавиковый шпат и некоторые другие природные и искусственные соединения фтора). По сравнению с вышеуказанными глушителями фториды имеют ряд существенных преимуществ технического и экономического характера и с каждым годом приобретают все большее и большее распространение. Второе, не менее характерное для смальт свойство — богатство и разнообразие окраски. Говорят, что знаменитая «папская» мозаическая мастерская в Риме хранила на своих складах смальту 28 тысяч различных цветовых оттенков. В ленинградской мозаической мастерской, находящейся в ведении Академии художеств СССР, сейчас есть в запасе 15 тысяч сортов смальт разных колеров, заготовленных еще в прошлом столетии Санкт-Петербургским стеклянным заводом. Крашение стекла относится к числу сложных технических проблем и включает обширный круг вопросов, находящихся в стадии теоретической и экспериментальной разработки. Рамки настоящей книги и цели, которые она себе ставит, не допускают широкого охвата этой темы, и мы ограничимся показом того многообразия факторов, явлений и условий, с которыми здесь приходится считаться. Прежде всего обратим внимание на то, что обширная палитра красок мозаических смальт, насчитывающая несколько десятков тысяч цветовых оттенков, достигается при использовании немногим больше десятка красителей, уже знакомых нам. Назовем их еще раз: железо, марганец, медь, никель, кобальт, уран, золото, серебро, сурьмянокислый свинец; позднее стал применяться хром и уже в наше время — селен и сернистый кадмий. Большинство из указанных элементов проявляет свои красящие свойства в стекле при соединении с кислородом, т. е. в виде окисей. При этом огромное значение имеет степень окисления, иными словами — количество молекул присоединяемого кислорода. Металлы обычно обладают переменной валентностью: они способны соединяться с различным количеством кислорода, причем каждое из таких соединений характеризуется особой окраской. Например, медь, в зависимости от степени окисления, дает голубой и красный цвета, а то и совсем не окрашивает стекла, железо — желтый и голубой, марганец — желтоватый и фиолетовый и т. д. Добиться в процессе варки, чтобы тот или иной краситель перешел в желаемую степень окисления, не всегда просто. Для этого нужно суметь обеспечить ряд условий, например провести варку в окислительной или восстановительной среде, т. е. с избытком или недостатком воздуха, что иногда бывает затруднительно. Часто для этой же цели нужно ввести в шихту восстановитель — вещество, способное во время варки отнимать у красителя кислород, или окислитель, действие которого обратно действию восстановителя. В качестве окислителей применяются обыкновенно калиевая или натриевая селитра, восстановителями же обычно служат уголь, опилки, мука, винный камень, закись олова, алюминий. Нужно знать, когда, сколько именно из этих веществ следует вводить. Окраска стекла в некоторых случаях сильно зависит от тех сочетаний, в которых краситель в стекле находится. Например, ни сурьма, ни свинец в отдельности не красят стекло, а сочетание их в виде сурьмянокислого свинца применяется стеклоделами с незапамятных времен как прекрасная желтая краска. Сера окрашивает стекло в синий цвет, а в присутствии кадмия, который сам по себе не красит стекло, дает желтый цвет. На окраску стекла также сильно влияет его состав. Иногда, например, чтобы изменить цвет стекла, достаточно заменить в нем некоторое количество натрия его ближайшим аналогом — калием, хотя ни натрий, ни калий сами по себе не являются красителями стекла. Наконец, в некоторых случаях огромное значение имеет термическая обработка стекла после того, как оно уже сварено. Действительно, бывают такие красители, как, к примеру, медь. Этот краситель, растворяясь в стекле, распределяется в нем молекулярно и не вызывает никакой окраски. Стекло остается абсолютно бесцветным и прозрачным. Но если его подвергнуть вторичному нагреванию и выдержать при температурах, близких к тем, при которых стекло начинает размягчаться, в нем начнут выделяться микроскопические кристаллики металлической меди, и стекло будет постепенно приобретать розовый оттенок, который при дальнейшем увеличении размеров кристаллов меди начнет переходить в густой темно-красный цвет. Такое стекло принято называть медным рубином; его широко используют в производстве цветного стекла в виде тонкого слоя на бесцветном стекле. Если мы будем подвергать полученный медный рубин дальнейшему нагреванию, его кристаллики будут продолжать свой рост, стекло начнет мутнеть, чудесный красный цвет будет принимать все более и более бурый оттенок и, наконец, стекло может превратиться в непрозрачную массу печеночно-красного цвета с рассеянными в ней крупными кристаллами меди в виде эффектных блесток, хорошо различимых невооруженным глазом. Такое стекло называется искусственным авентюрином и широко применяется в ювелирной промышленности для изготовления печаток, брелоков, брошей и тому подобных мелких поделок. Таким же способом можно приготовить не менее декоративный хромовый авентюрин, отличающийся от медного своим зеленым цветом. Выделяющиеся кристаллики являются здесь окисью хрома. Интересно отметить, что в этих случаях заглушение стекла вызывается самими кристалликами металла — красителя и никаких специальных заглушающих добавок не требуется. Описанная нами термическая обработка, преследующая цель выявить в полной силе окраску стекла, называется «наводкой». Коллоидными красителями стекла, кроме меди, могут служить золото и серебро, причем первое окрашивает стекло в малиново-красный цвет (золотой рубин), а второе — в желтый. Золотой рубин неподражаемо красив, он получается в любых степенях интенсивности, не капризен в производстве и широко применяется при изготовлении художественной ценной посуды. В самое последнее время большее распространение получил так называемый «селеновый рубин». Он приготовляется введением в стекло селена и сернистого кадмия и характеризуется исключительно красивой ярко-красной окраской. В заключение о способах окраски стекла остановимся на одной характерной группе смальт, носящих название лаков, скорцетов и пурпуринов. Эти смальты окрашены медью, находящейся в низших степенях окисления, в желто-оранжевые, коричнево-красные и темно-сургучные тона. Они принадлежат к самым трудным, если можно так выразиться, стеклам, получение которых требует точного воспроизведения ряда приемов варки и последующей термической обработки. Эти смальты выплавлялись с большим успехом Ломоносовым на его Усть-Рудицкой фабрике. Знатоки мозаичной техники утверждают, что ни до, ни после Ломоносова не удавалось достигать в смальтах этого рода столь большой яркости и выразительности цветовых оттенков. Несомненно, к этой же категории составов, как показывает химический анализ, относилось и знаменитое, уже знакомое нам, античное стекло «гематинон», отмеченное Плинием Старшим и столь ценимое римлянами времен империи. Нам кажется, что сказанное об окрашивании стекол дает достаточно полное представление о сложности этого процесса и о том искусстве, которым владели мастера древности, разработавшие; еще в античные времена богатую палитру цветных стекол. Мы знаем теперь, что приобретаемая стеклом во время его варки окраска зависит не только от особенностей выбранного красителя, но и от множества других факторов, например степени окисления красителя, состава стекла, присутствия в шихте восстановителей или окислителей, взаимного влияния одновременно присутствующих в стекле красителей, характера пламени во время варки стекла, режима последующей термической обработки и т. д. Каждый из этих факторов, взятый в отдельности, может в корне изменить окраску стекла. Поэтому необходимо изучить их до тонкости, чтобы в каждом отдельном случае направить их действие в нужную сторону. В этом, в сущности, и состоит главная трудность искусства крашения стекла. Познакомившись в общих чертах с составами мозаических смальт, способами их заглушения и окрашивания, перейдем теперь к процессам варки цветных стекол, придерживаясь того же правила — говорить лишь об особенностях, характеризующих смальтовое производство и отличающих его от производства обычных стекол. Прежде всего надо составить себе правильное представление о масштабах смальтоваренного производства. Оно никогда не может быть очень большим. Набранная в мастерской Ломоносова громадная мозаичная картина «Полтавская баталия», хранящаяся сейчас в Ленинграде в здании Академии наук СССР, имеет площадь около 30 кв. м. Мастерская Ломоносова, в которой работало семь художников, трудилась над этой картиной два года. Если предположить, что таких трудоемких уникальных произведений монументального искусства надлежало бы производить в год до десяти (что едва ли правдоподобно), то потребность такой явно завышенной программы в смальте могла бы быть удовлетворена совсем небольшой стекловаренной установкой с годовой производительностью 20-30 т. Вторая особенность мастерской, предназначенной для варки мозаичных смальт, вытекает из множественности цветовых оттенков смальт. Каждый оттенок требует своего состава, а следовательно, должен вариться в отдельном сосуде. Отсюда вытекает, что печь нужно строить небольшую, но вмещающую несколько тиглей или горшков малой емкости. При таком устройстве можно вести варку одновременно нескольких сортов разноцветных смальт в сравнительно небольших количествах, что и требуется для мозаичного производства. Небольшая варочная печь учебно-производственной мастерской Кафедры стекла Ленинградского технологического института вмещает 8 тиглей емкостью около 3 л каждый. Если принять во внимание, что по соображениям элементарной экономики стекловаренные печи всегда работают круглосуточно и что варка смальт в трехлитровых тиглях занимает в среднем 3-4 часа времени, суточная производительность этой установки выразится примерно в 200-300 кг смальты. Если бы эту установку загрузить целиком выплавкой смальт, то она могла бы давать не меньше 50 т смальт в год, что, вероятно, было бы достаточным для покрытия потребности большой страны. Итак, мы видим, что печи, в которых производится варка смальт, обычно бывают небольшими. По конструкции и несложности управления они принадлежат к простейшим установкам. Относительно низкая температура варки освобождает от необходимости иметь усложняющие приспособления для подогрева воздуха. При поддержании теплового режима варки не требуется особой точности — и отпадает надобность в автоматических устройствах для регулировки температур. В мастерской смальт, кроме варочной печи, всегда имеются и другие, выполняющие различные вспомогательные операции: отжиг стекла, наводку цвета, обжиг тиглей. Эти печи обычно бывают еще примитивнее по своему устройству и обслуживанию. Таким образом, мы убеждаемся, что оборудование, в котором протекают процессы приготовления мозаических смальт, занимает немного места, примитивно по конструкции и просто в употреблении. Но оперировать этими простейшими устройствами нужно с большим искусством, опираясь на огромный опыт в использовании разнообразнейших факторов, влияющих на глушение и окраску стекла. Здесь, так же как при работе с выдувательной трубкой, при примитивной простоте инструмента на первый план выдвигаются уменье и творческая инициатива мастера, определяющие окончательный успех. Сваренная смальта выливается непосредственно из тиглей или при помощи железной ложки на чугунную доску, где и застывает в лепешки или плитки величиной в ладонь и толщиной 1-1,5 см. Иногда, пользуясь рамкой, этим лепешкам придают правильную прямоугольную форму. Только что отформованные, еще горячие плитки направляются в печь, предназначенную для отжига. Совершенно особую группу составляют золоченые смальты, получившие в византийский период огромное распространение в мозаиках христианских храмов для заполнения фонов. Повышенные требования к прочности употребляемых в мозаической живописи материалов не допускают применения обычных методов золочения, при которых тонкий слой золота, смешанного с легкоплавкими флюсами, закрепляется на поверхности стекла путем обжига. Нанесенный таким способом поверхностный слой недостаточно прочен, и время сотрет его гораздо раньше того срока, который выдерживают цветные смальты, окрашенные во всей своей толще. Поэтому для приготовления золоченых смальт применяется известный с древности способ заключения тонкой золотой фольги между двумя слоями стекла. Как известно, золото исключительно ковкий, пластичный металл. Из 1 г золота можно вытянуть проволоку длиной в 3 км. При помощи ковки металлическими, а потом деревянными молотками, применяя смазку растительным маслом и кожаные прокладки, можно куски чистого золота расплющивать в листочки, т. е. в так называемую фольгу, толщиной до 0,0001 мм. Такие листочки в сотни раз тоньше человеческого волоса. Процесс изготовления золоченой смальты заключается в следующем: методом выдувания приготовляют чистые стекла толщиной не более 1 мм, которые разрезают на небольшие квадратные пластинки площадью около 100-200 кв. см. Далее, на каждую пластинку (называемую в данном случае кантарелью) накладывается листок золотой фольги, и в таком виде пластинка вводится в особую печь, разогретую до температуры, достаточной для приведения стекла в размягченное состояние. Когда это будет достигнуто, на каждую кантарельку поверх фольги наливают такое количество расплавленного стекла, чтобы его хватило на образование слоя около 1 см толщиной, после чего формование плитки заканчивают простейшим прессовальным приспособлением. Процесс завершается, как всегда в подобных случаях, отжигом в специальной печи. Для надлежащего качества золоченых смальт нужно соблюсти два условия: чтобы стекло не было очень тугоплавким (иначе золото будет «гореть») и чтобы оба слоя стекла — и кантарель, и нижний, подстилающий — были одного и того же состава, т. е. одинакового коэффициента расширения, иначе плитку разорвет на куски. Значительно реже, чем золотыми, в Византии пользовались серебряными смальтами, которые приготовлялись точно таким же образом с той лишь разницей, что серебряная фольга была толще золотой. Уже давным-давно был известен прием подделки серебряной смальты под золотую применением для кантарели окрашенного в оранжевый цвет стекла. За самые последние годы Всесоюзным научно-исследовательским институтом стекла в Москве был разработан способ нанесения на стекло металлического алюминия при помощи катодного распыления с последующим перекрытием этого слоя цветной кантарелью. Получился эффект, не отличимый от подлинно золоченой смальты. Эта смальта уже нашла себе применение в современном строительстве. В распоряжение художника-мозаичиста смальты поступают обычно в виде плиток площадью около 150-200 кв. см и толщиной 1-2 см и больше. В более позднее время смальтовары начали выпускать свой продукт также и в другом виде. Пользуясь способностью расплавленного стекла растягиваться, сохраняя при этом полное подобие фигуры поперечного сечения вытягиваемого жгута, некоторую часть смальт, предназначенных для набора мелких деталей, вырабатывают вытягиванием в виде прямоугольных или круглых стволиков толщиной от 2 см до 2 мм, а иногда для мозаик миниатюрного типа — до 0,1 мм (рис. 105). Рис. 105. Миниатюра «Исаакий». Работа мозаичной мастерской Российской Академии художеств. Середина XIX в. Натуральная величина. Образец так называемой «портативной» мозаики, которой славилась Византия
Рис. 105. Миниатюра «Исаакий». Работа мозаичной мастерской Российской Академии художеств. Середина XIX в. Натуральная величина. Образец так называемой «портативной» мозаики, которой славилась Византия
В том виде, в каком смальта поступает в мастерскую художника-мозаичиста, будь то плитки или стволики, она не годится для непосредственного употребления в дело. Ее нужно превращать в куски требуемой формы и величины. Эту операцию художник обыкновенно производит собственноручно, пользуясь молотком особой формы и наковальней, имеющей вид широкого долота с направленным вверх притупленным лезвием (рис. 106).
 Рис. 106. Станочек и ручное приспособление для раскалывания смальты
Рис. 106. Станочек и ручное приспособление для раскалывания смальты
Иногда при разделении плитки на составные элементы мозаического набора ее предварительно распиливают ленточной стальной пилкой с песком и водой. За последнее время для этой цели прибегают к более совершенному инструменту — к так называемой «алмазной пиле». Алмазная пила представляет собой укрепленный на оси электромотора небольшой диск из листового железа, в кромку которого зачеканена «алмазная крошка» — алмазный порошок, получающийся как отход в ювелирном производстве. Кусок стекла, который нужно распилить, зажимают в особое приспособление, называемое суппортом, и при помощи груза или винтового приспособления плавно нажимают на быстро вращающийся диск, непрерывно подавая на место распилки какую-нибудь смазывающую жидкость, например керосин или скипидар. Диск врезается в стекло почти с такой же легкостью, как обыкновенная пила в деревянную доску. Распиливая тем или иным способом плитки несколько раз в поперечном направлении, получают бруски или стволики толщиной около 1,5-2см. Для более плотного прилегания наборных кубиков друг к другу боковые поверхности стволиков — как пиленых, так и тянутых — нередко прошлифовываются на точильных кругах. От таких стволиков (или непосредственно от плиток) художник-мозаичист, когда ему нужно, откалывает молотком кубики высотой около 2-2,5 см, чего вполне достаточно для прочного закрепления набора в слое вяжущего вещества. В старое время нередко применяли кубики высотой меньше 1 см. Чтобы кубики прочнее держались в растворе, иногда придают их нижней части пирамидальное заострение путем скалывания углов молотком. На рис. 107 показаны различные заготовки смальты. При наборе картины каждый кубик укладывается наружу поверхностью своего излома. Таково требование художников, которые при этом настаивают, чтобы в интересах надлежащего декоративного эффекта излом мозаичной плитки имел не глянцевый раковистый, а тусклый землистый характер, свойственный мелкокристаллическим горным породам. Это условие не так легко дается смальтоварам, так как не всегда можно добиться, чтобы при охлаждении сваренного стекла в нем выделилось бы достаточное количество кристаллов, иначе говоря, чтобы стекло успело «зарухнуть» в должной степени. Закрепление мозаичных кубиков на том или ином основании производится при помощи различных вяжущих веществ — искусственных порошкообразных материалов, которые, будучи замешаны с водой, образуют тесто, превращающееся через некоторое время на воздухе или в воде в твердое, камневидное тело. К этой категории веществ относятся обычные известковые растворы, применяемые при кирпичной кладке, гидравлические извести и цементы всех родов, имеющие широчайшее применение в строительстве. Основными материалами, входящими в состав таких веществ, являются известь, мергель, глина, кварцевый песок, вулканические горные породы, толченый кирпич (так называемая «цемянка»). Затвердевание смесей этих материалов, затворенных с водой, вызывается довольно сложными физико-химическими процессами, связанными с гидратацией некоторых веществ (гидратация — соединение с водой), с поглощением из воздуха углекислоты и образованием кристаллов. Некоторые из этих составов применяются только на воздухе, другие же способны твердеть под водой и употребляются поэтому для гидравлических сооружений. В мозаическом производстве в прежние времена использовались только простейшие известковые растворы, в состав которых, кроме обыкновенных извести и песка, вводили иногда толченый мрамор, вулканические туфы, измельченный кирпич и черепицу, иногда прибавляли для прочности какое-либо растение, например осоку, вводили для замедления схватывания трагант (особый вид древесного клея), растительное масло и некоторые другие вещества. Особенную прочность этим составам придавали вулканические породы и толченый кирпич, так как в них благодаря воздействию высоких температур, которым они подвергались, часть кремнезема находилась в аморфном, растворимом состоянии, что способствовало образованию в затвердевшем растворе большого количества кремнекислых соединений. За последнее время в мозаическом производстве нашел широкое применение обыкновенный портландский цемент. Остановимся теперь на самой технике набора. В древности, когда создавались большие мозаические картины, украшавшие стены монументальных зданий, кубики укладывали непосредственно на самой стене, предварительно подготовив для этого ее поверхность. Чтобы обеспечить надлежащее сцепление с известковым раствором, нужно было хорошенько подготовить грунт, для чего на стене наносили насечки, умышленно делали ее неровной и в случае надобности укрепляли на ней проволочную арматуру. Затем кладку обильно смачивали водой и наносили за один или два приема слой известкового раствора толщиной 4-6 см. После того как поверхность была выровнена под прави́ло, можно было считать подготовку грунта законченной. Позднее художники отказались от манеры набирать картины непосредственно на стенах зданий. Оказалось гораздо более удобным собирать набор по частям, отдельными небольшими участками площадью около 1-2 кв. м. В этих случаях набор производился в плоских деревянных или металлических ящиках (кассетах), дно которых нередко представляло собой шиферную или мраморную плиту. Такие ящики можно было располагать в мастерской в наиболее удобных для работы положениях. По окончании набора фрагменты картины извлекались из ящиков и заделывались на соответствующие места в стену, причем подстилающая каменная плита, если таковая имелась, также замуровывалась в кладку вместе с закрепившимся на ней набором. Образовавшиеся швы аккуратно заделывались кубиками, хорошо подобранными по цвету и размерам. В технике выкладывания кубиков существуют два способа: прямой и обратный. При прямом способе (ряс. 108) мозаичист в процессе своей работы располагает в ящике кубики лицевой стороной кверху. Таким образом, он в любой момент видит, что у него выходит, и, отступив на некоторое расстояние от рабочего места, может правильно судить о качестве получающегося изображения, о сходстве его с оригиналом, а в случае надобности легко может сделать необходимые исправления. При обратном же наборе (рис. 109), технически значительно более простом, кубики укладываются в ящике лицевой стороной книзу, и художник в процессе работы видит их лишь с тыльной стороны. В этом случае его работа превращается в чисто механический процесс, почти не поддающийся творческому контролю со стороны автора. Он может оценить результат лишь после окончания фрагмента, когда исправления вносить уже трудно. Однако по экономическим соображениям этот способ, как значительно менее трудоемкий, оказывается иногда целесообразным.
 Рис. 107. Смальта в виде плиток, стержней и кубиков
Рис. 107. Смальта в виде плиток, стержней и кубиков
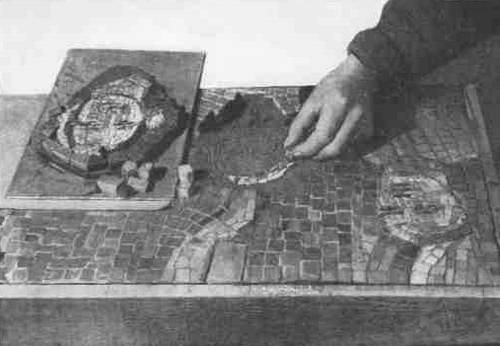 Рис. 108. Метод прямого мозаического набора
Рис. 108. Метод прямого мозаического набора
 Рис. 109. Метод обратного мозаического набора
Рис. 109. Метод обратного мозаического набора
Сама техника набора осуществляется следующим образом. Рассмотрим сначала случай прямого набора. Заполняют плоский ящик, или кессон, имеющий глубину 6-7 см, гипсовым раствором до краев. Когда гипс затвердеет, на его поверхность накладывают толстую бумагу с нанесенным на нее рисунком будущего мозаического изображения. После этого оконтуривают небольшой участок (площадью около 25×25 см) и вырезают внутри его границ гипс по всей толщине до самого дна кессона. Образовавшуюся выемку заполняют каким-либо влажным порошкообразным минеральным веществом или специально приготовленной мастикой из клейстера, мела и масла. В этот рыхлый слой мозаичист-художник вставляет в надлежащем порядке кубики, из которых складывается изображение. Кубики там удерживаются достаточно прочно, чтобы рисунок не рассыпался, и вместе с тем настолько легко вынимаются и заменяются другими, что поправление ошибок не составляет труда. Покончив с первым участком, приступают ко второму, третьему и т.д. Когда вся площадь кессона будет таким образом обработана, на поверхность набора наклеивают толстую бумагу, весь кессон переворачивается лицевой стороной книзу, дно убирается, порошок или мастика удаляются, а обратная сторона набора сплошь заливается каким-либо вяжущим веществом с прокладкой арматуры. Иногда применяется и другой способ прямого набора, при котором обходятся без гипса, а мастика и кубики вставляются непосредственно в цемент. В этих случаях начинают с того, что прокладывают арматурное плетение на высоте приблизительно 2-2,5 см от дна кессона, подкладывая под сетку небольшие цементные кубики соответствующей высоты. После этого выгораживают где-либо внутри кессона деревянными дощечками с прорезями, наподобие гребенок, участок площадью около 25×25 см, который и заполняют снизу до верху (на высоту 6-7 см) густым раствором затвердевающего в течение нескольких часов цемента. Затем, не теряя времени, художник осуществляет набор внутри отгороженного участка, вставляя кубики непосредственно в цемент. После окончания набора, в пределах первого выделенного участка, приступают к совершенно такой же обработке второго, соседнего участка и так далее, пока не будет закончен набор во всем кессоне. Величину обрабатываемых участков нужно согласовать со скоростью схватывания цемента. Скажем теперь несколько слов о технике набора, который называется обратным. На дно кессона укладывают кальку с нанесенным на нее с нижней стороны контурным рисунком оригинала. Руководствуясь просвечивающим через кальку изображением, а также глядя на помещенный поблизости оригинал, художник располагает на дне кессона кубики таким образом, чтобы лицевая их сторона была обращена книзу, а наверх выдавались только пирамидально заостренные нижние концы. Лицевая поверхность каждого кубика густо смазывается клейстером или казеиновым клеем. Когда составленный таким образом опрокинутый набор покроет всю площадь кессона, его заливают сверху цементным раствором с прокладкой сетки из толстых железных прутьев. Цементу дают затвердеть, после чего кессон разбирают и приклеенную с лицевой стороны кальку смывают. Заканчивая описание технологии процессов мозаического производства, мы не можем не остановиться на еще одной операции, которой иногда эти процессы завершаются. Мы имеем в виду окончательную механическую обработку поверхности готового изображения обычными приемами шлифовки и полировки, которые со времен глубокой древности применяются в художественном стеклоделии и за многие века не претерпели существенных изменений, если не считать замены мускульной силы механическими приводами. Шлифовка и полировка мозаик производилась и производится сейчас в тех случаях, когда это признается необходимым, каменными и металлическими шлифовальниками и мягкими войлочными полировальниками с использованием кварцевого песка, наждака, окиси олова, крокуса и других общеупотребительных абразивных материалов. Если обрабатываются небольшие картины, не заделанные на местах, или отдельные фрагменты еще не собранных больших картин, то их выгоднее шлифовать и полировать на современных крупных ротационных станках с большими вращающимися в горизонтальной плоскости столами. Так и обрабатывал свои мозаики Ломоносов на водяных приводах Усть-Рудицкой фабрики. Когда же речь идет о шлифовке и полировке большой картины, заделанной в стену, приходится работать вручную, растирая абразивный материал на поверхности картины небольшими ручными шлифовальниками и полировальниками. При помощи именно таких приемов недавно ремонтировали знаменитую ломоносовскую мозаику «Полтавская баталия». Во всех ли случаях мозаические картины подвергаются окончательной механической обработке, преследующей цель возможно совершеннее выровнять, выгладить их поверхность? Нет, не всегда. Если мозаика выступает как произведение монументального искусства, как подсобница архитектуры и если она будет рассматриваться с больших расстояний, ее не принято полировать. Здесь, наоборот, мы наблюдаем у художников тенденцию к тому, чтобы сделать поверхность нарочито шероховатой, чтобы ставить кубики с разными наклонами, умышленно оставлять между рядами явно заметные швы, использовать в художественных целях графическую сетку кладки отдельных элементов набора. Конечно, в этих случаях выглаживание поверхности явилось бы бессмысленным, противоречащим замыслам художника. В тех же случаях, когда мозаика теряет свое значение как самостоятельная ветвь монументального искусства и становится на путь копирования произведений масляной живописи, где для этого она должна пользоваться тысячами всевозможных оттенков и по возможности делать незаметным ступенчатость цветовых переходов, и, наконец, в тех случаях, когда мозаическая картина или портрет будут рассматриваться с небольшого расстояния, там, конечно, полировка поверхности не только желательна, но и необходима. Однако этим мы никак не хотим сказать, что нешлифованная неровная поверхность мозаики — признак ее более высокого художественного достоинства по сравнению с полированной мозаикой. Художник, работающий в области прикладного искусства, должен поставить перед собой задачу использовать материал, из которого он создает свои произведения, в его самом высшем эстетическом качестве, отличающем его от других материалов. Полированное стекло обладает изумительным свойством передавать цвет с такой силой, яркостью и выразительностью, как ни один другой из известных нам материалов. Едва ли можно признать правильным то решение, когда приходится сознательно притуплять в стекле его непревзойденное качество, становиться на путь имитации природных камней, которые не способны давать такой яркости и блеска. «Неправо о вещах те думают, Шувалов, которые Стекло чтут ниже Минералов», — писал Ломоносов, подчеркивая этим самостоятельную красоту стекла как присущее ему свойство, по меньшей мере в той же степени, как и у природных самоцветов. Мы присоединяемся к этому мнению и считаем, что стекло прекрасно само по себе и нет необходимости гримировать его под другие материалы. Вообще путь имитации, работы «подо что-то» не перспективен в искусстве. Не может быть, чтобы в монументальном искусстве, служение которому является основным призванием мозаики, яркие цвета не нашли себе применения. Хочется думать, что художники все-таки справятся и с этой задачей. Изложим кратко важнейшие этапы развития мозаики — этой замечательной ветви изобразительного искусства. Ввиду явного преобладания в данной теме элементов эстетического порядка над технологическими, я принужден ограничиться в трактовке этого вопроса кратким извлечением из общепринятых представлений и отдельных высказываний специалистов-искусствоведов. Когда ведутся исследования о зарождении тех или иных производств, различных видов искусств или отраслей человеческого знания, часто при установлении сроков между отдельными учеными возникают резкие разногласия. В большинстве случаев это проистекает от отсутствия договоренности: что же именно, какую ступень, какой признак считать в каждом случае за начало. Когда дело идет о мозаике, справедливо будет признать за начало этого замечательного искусства принятый у народов древнейших культур обычай украшать стены зданий камешками, стержнями или пластинками из обожженной глины, глазурованными, иногда окрашенными в разные цвета. Эти элементы, располагаемые соответственным образом на поверхности стен, составляют различные орнаментальные рисунки и надписи. Следы такого способа украшения зданий были обнаружены в Месопотамии, в древнем Уруке и Лагаше, во многих вавилонских и ассирийских постройках. Подобная же отделка мозаическими стержнями из обожженной глины применялась в Египте, о чем могут свидетельствовать, например, фризы некоторых фиванских гробниц. Мы имеем полное право отнести этот прием архитектурного декора к мозаическому жанру, так как он в точности отвечает тому определению мозаики, которое дано в самом начале настоящей главы. В Египте, на всем протяжении его многовековой истории, большое применение имели плитки, маленькие пластинки и кубики из глинистого или кремнеземистого глазурованного материала, иногда окрашенные в чрезвычайно яркие цвета. Такими элементами украшались ценные виды мебели, шкатулки, саркофаги; из них выкладывались по дереву или металлу иногда очень сложные узоры в виде орнаментов геометрического или растительного характера, нередко оживляемые фигурами птиц, рыб и зверей. Такие же цветные пластинки, выделываемые в более поздние времена из заглушенного стекла, употреблялись для отделки самых ответственных архитектурных деталей. Так были, например, украшены капители колонн в Тель-эль-Амарне, сделанные в виде опахал из пальмовых листьев, богато инкрустированных стеклянными пластинками голубого, золотистого и красного цветов. Наконец, упомянем еще изготовленную около 5000 лет назад великолепную деревянную вазу, найденную в одном из погребений, поверхность которой была украшена множеством различных фигур, вырезанных из стеклянных пластин. Таким образом, мозаическое искусство в его зачаточном состоянии при использовании глиняных клиньев и пластин и лишь позднее примитивного стекла было известно людям приблизительно за 3000 лет до н. э. и просуществовало почти без всяких изменений в технических приемах до эллинистического периода. Благодаря драгоценному свойству мозаичной живописи — ее долговечности — до наших дней дошел ряд подлинных произведений художников-мозаичистов греко-римского времени и эпохи Византийской империи. Изучая эти памятники, мы глубже познаем культуру, быт и производственные отношения народов далекой древности. Но, помимо чисто познавательного значения, выдающиеся произведения мозаичного искусства прошлого представляют для нас интерес и потому, что, отличаясь высоким художественным мастерством исполнения, реализмом своих образов, монументальностью, красочным богатством и подлинной декоративностью, они продолжают оказывать свое эстетическое воздействие и в наше время. Одним из самых древних произведений греческого мозаичного искусства считается дошедшая до нас в полуразрушенном состоянии мозаика пола в храме Зевса в Олимпии, относящаяся к V–IV вв. до н. э. (рис. 110). На мозаике изображены Нереида и Тритон, окруженные строгим классическим орнаментом из меандра и пальметок. Мозаика набрана из округленных камешков речной гальки темно-синего, желтого, красного и белого цветов, залитых известковым раствором. Поверхность пола была выровнена и гладко отшлифована. В этой же технике исполнена и относящаяся ко II в. до н. э. мозаика, найденная советскими археологами в 1938 г. в. Херсонесе и изображающая бытовую сцену омовения. Херсонесская мозаика отличается исключительно высоким художественным качеством как по уверенному рисунку, так и по своей лаконичной, мягкой красочной гамме.
 Рис. 110. Фрагмент мозаичного пола из храма Зевса в Олимпии, построенного в V в. до н. э.
Рис. 110. Фрагмент мозаичного пола из храма Зевса в Олимпии, построенного в V в. до н. э.
Прекрасными образцами мозаик такого рода являются также мозаики, открытые в Ольвии и при раскопках города Олинфа в Македонии. Наиболее значительные произведения греческого мозаичного искусства были созданы в эллинистическую эпоху, т. е. в последние века старой эры летосчисления. В этот период в связи с решительными сдвигами в области техники стекловарения стекло начинает постепенно вытеснять из мозаики природные камни. Оно разнообразнее и ярче по краскам, легче в обработке и доступное по цене в тех случаях, когда призвано заменять ценные горные породы, например малахит, ляпис-лазурь, яшму и другие. Переход от каменных мозаик к стеклянным, смальтовым, происходил постепенно, в течение нескольких веков, и резкой границы между этими двумя видами техники во времени их распространения не существует. Большой славой в эпоху эллинизма пользовались произведения пергамского художника Соза, о котором Плиний говорит, как о самом искусном греческом мастере мозаичной живописи. В Пергаме, во дворце Атталидов, Соз набрал мозаичный пол, на котором были изображены беспорядочно разбросанные после пиршества остатки кушаний — рыбьи кости, клешни крабов, овощи, фрукты, раковины и т. п. Здесь же была изображена мышь, грызущая орех, и птицы, которые клевали ягоды. Эта шуточная картина была выполнена в натуральную величину с невиданным до того в мозаичном искусстве мастерством. Столь же прославленной была и другая мозаика Соза, также украшавшая пол, — «Голуби на чаше» (рис. 111). На ней была изображена, по описанию Плиния, «пьющая голубка, затемняющая поверхность воды тенью своей головки; остальные сидят, прихорашиваясь». Очевидно, это произведение было в свое время очень популярно, так как при раскопках в Италия было найдено несколько вольных подражаний ей.
 Рис. 111. Голуби ни чаше. Мозаика. I в.
Рис. 111. Голуби ни чаше. Мозаика. I в.
Применял ли пергамский художник в своих мозаиках кубики из стеклянных смальт? Плиний говорит, что Соз в своих мозаиках употреблял «мелкие кубики, окрашенные в разные цвета». Здесь, вероятно, речь идет о стеклянных кубиках, так как для них разноцветность более характерна, чем для камешков. Но зато с полной достоверностью установлено, что целиком стеклянными были мозаичные полы на острове Делос, относящиеся ко II в. до н. э. На этих мозаиках кладка цветных кубиков, иногда очень мелких, была столь совершенной, что позволяла выполнить чрезвычайно тонкий рисунок. Нельзя не упомянуть одного очень оригинального, пожалуй, единственного в своем роде случая применения мозаики на корабле. По свидетельству древних авторов, сиракузский тиран Гиерон приказал украсить свой роскошный корабль мозаичной живописью с изображением многочисленных сцен из «Илиады» Гомера. Как указывают литературные источники, над созданием этих картин трудилось 360 художников и мастеров-мозаичистов. Знакомство римлян с греческой мозаикой начинается со II в. до н. э. и особенно развивается в период победоносных походов Юлия Цезаря и Октавиана Августа, когда в Рим начинают стекаться огромные богатства из завоеванных стран. За счет эксплуатации порабощенных народов роскошь декоративной отделки общественных зданий, дворцов, храмов и частных домов зажиточных слоев населения достигает своего апогея. Мода на мозаику как на один из наиболее пышных и дорогих способов художественной отделки строений распространяется до небывалых пределов. Все чаще и чаще наблюдаются случаи украшения мозаикой не только полов, но и стен зданий. Каждый сколько-нибудь имущий хозяин стремится завести у себя в доме хотя бы небольшую мозаичную картину или выложить на полу у входа из мелких кусочков фигуру оскалившегося пса с надписью: «cave canem» — «берегись собаки» (рис. 112).
 Рис. 112. Мозаика пола из Помпей с надписью «берегись собаки». I в.
Рис. 112. Мозаика пола из Помпей с надписью «берегись собаки». I в.
Сам Цезарь приказывает возить за собой в походах мозаичные плиты, чтобы выстилать ими пол в своей палатке. Римляне не удовлетворяются сдержанностью красок греческих мозаик и начинают применять агат, оникс, бирюзу, изумруд и прочие драгоценные камни. Однако из-за дороговизны подобных материалов развитие мозаики в этом направлении ограничивалось, что натолкнуло на преимущественное использование стекла, как материала, дающего не меньший декоративный эффект, по неизмеримо более дешевого и широко доступного. Переход на стекло открыл перед мозаикой новые возможности и способствовал еще большему ее распространению при отделке общественных зданий и домов богатых горожан. Огромной известностью пользуется мозаика, найденная в Помпеях, в так называемом доме Фавна, изображающая последний момент битвы Александра Македонского с Дарием при Иссе (рис. 113-115). Она считается копией с живописного оригинала, который приписывается греческому художнику Филоксену из Эритреи, современнику Александра. В картине поражает огромное внутреннее напряжение и глубина характеров действующих лиц. Лицо Александра, с его горящим взглядом и резкими угловатыми чертами, совсем некрасивое, по-видимому, имеет большое сходство с оригиналом и совершенно не напоминает многочисленные идеализированные портреты этого героя. На лице царя Дария, который видит гибель одного из близких ему людей, художник передал сложное выражение ужаса, жалости и беспомощности. Мозаика украшала пол одной из комнат дома Фавна и занимала площадь в 15 кв. м. Для ее изготовления потребовалось около полутора миллионов кубиков из естественных горных пород. В мозаике использовано ограниченное число цветов: черный, белый, желтый и красный. Гёте, неоднократно любовавшийся этим замечательным произведением искусства, писал, что каждый раз, подходя к нему, «мы все снова возвращаемся к простому и чистому восторженному изумлению».
 Рис. 113. Битва Александра Македонского с Дарием. Мозаика из Помпей
Рис. 113. Битва Александра Македонского с Дарием. Мозаика из Помпей
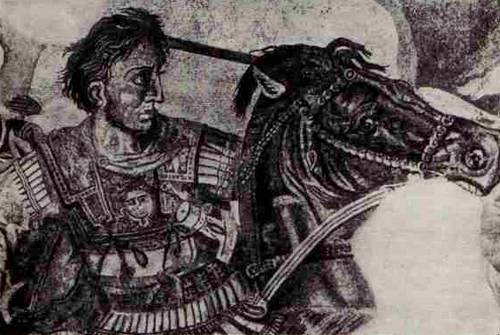 Рис. 114. Александр Македонский. Деталь мозаики «Битва Александра Македонского с Дарием».
Рис. 114. Александр Македонский. Деталь мозаики «Битва Александра Македонского с Дарием».
 Рис. 115. Дарий. Деталь мозаики «Битва Александра Македонскою с Дарием».
Рис. 115. Дарий. Деталь мозаики «Битва Александра Македонскою с Дарием».
Назовем еще несколько мозаик из числа найденных в развалинах Помпей. В столовой одного из домов сохранилась прекрасная мозаика пола с геометрическим и растительным орнаментом, в котором наряду с кусочками цветного мрамора применены стеклянные смальты красного, зеленого, синего, золотисто-желтого и белого цветов. Очевидно, владелец дома чрезвычайно высоко ценил это великолепное произведение искусства и оберегал его от повреждений. Об этом свидетельствует свинцовый лист, которым была прикрыта мозаика и который защитил ее от разрушительных сил разразившейся катастрофы. Там же найдены мозаики с жанровой тематикой, например с изображением группы странствующих музыкантов или актеров, репетирующих перед выходом на сцену. Одна из мозаик изображает морское дно. Весь ее черный фон заполнен рыбами разных видов, плавающими вокруг морского полипа, который вцепился щупальцами в омара (рис. 116). На других помпейских мозаиках мы видим птиц и животных, например дерущихся петухов (рис. 117), кошку, держащую в зубах перепелку, и т. д.
 Рис. 116. Морское дно. Мозаика из Помпей. I в.
Рис. 116. Морское дно. Мозаика из Помпей. I в.
 Рис. 117. Бой петухов. Мозаика пола из Помпей. I в.
Рис. 117. Бой петухов. Мозаика пола из Помпей. I в.
Большой интерес в художественном отношении представляет мозаичный портрет женщины, украшавший пол в спальне одного помпейского дома. Портрет, вероятно исполненный с натуры, отличается подлинным реализмом, который нам знаком по лучшим образцам древнеримской скульптуры. Значительным произведением мозаичного искусства, расширяющим наши представления об античной живописи, является мозаика, называемая «Платон в Академии» (рис. 118).
 Рис. 118. Платон в Академии. Мозаика, найденная близ Помпей
Рис. 118. Платон в Академии. Мозаика, найденная близ Помпей
Однако существует предположение, что на картине изображены семь ученых — членов Александрийского музея. Картина набрана из смальт и мраморных кубиков и обрамлена великолепным мозаичным орнаментом из цветов и фруктов. Простота композиции и лаконичность в изображении деталей свидетельствуют о том, что картина вышла из античной греческой школы живописи. Интересные римские мозаики, относящиеся к I-II вв., хранятся в собрании Государственного Эрмитажа в Ленинграде. Среди них — превосходная мозаика «Танцующая девушка», небольшая картина, аллегорически изображающая месяц июнь в виде мальчика, держащего корзину с фруктами, и большая мозаика, показывающая Гиласа, спутника Геракла, в его странствиях. Все эти мозаики набраны из смальт с использованием некоторого количества мраморных кубиков. Упомянем еще мозаику античного периода, недавно найденную в Гарни, близ Еревана. На ней изображены морские божества в обрамлении богатого орнамента. Мозаика набрана, по всем признакам, местными армянскими мастерами из разноцветных кубиков натурального камня. Огромный интерес представляют недавно открытые мозаики древней Антиохии, на которых с выдающимся мастерством изображены мифологические сцены (рис. 119-120).
 Рис. 119. Мозаика пола. Антиохия, IV в.
Рис. 119. Мозаика пола. Антиохия, IV в.
 Рис. 120. Силен. Мозаика пола. Антиохия, IV в.
Рис. 120. Силен. Мозаика пола. Антиохия, IV в.
Примером удачного использования мозаики в римской архитектуре могут служить найденные в Помпеях четыре колонны, богато украшенные орнаментом с изображением охотничьих сцен, набранным из разноцветных кусочков смальты (рис. 121).
 Рис. 121. Мозаичная колонна из Помпей, I в.
Рис. 121. Мозаичная колонна из Помпей, I в.
В Помпеях сохранились также фонтанные ниши, сплошь покрытые орнаментальной мозаикой. Наибольшего развития римская мозаическая живопись достигает в первую половину II в. при императоре Адриане. Во время своих длительных путешествий он возил с собой целый отряд архитекторов и художников, в том числе мозаичистов, которые должны были украшать здания, возводимые по его приказу в разных городах Римской империи. Под руководством этих художников в ряде городов были созданы мозаичные мастерские. Вполне возможно, что известная мозаика пола из Палестрины, изображающая долину Нила во время разлива, оживленную многочисленными бытовыми сценами, была создана римскими художниками-мозаичистами ко времени возвращения Адриана с верховьев Нила. К концу II в. Римская империя вступает в полосу глубокого кризиса, который впоследствии приводит к гибели весь античный рабовладельческий мир. Государственная казна постепенно истощается, в стране растет нищета. Однако правители Рима не хотят замечать надвигающейся катастрофы. Тратятся неисчислимые средства на пиршества, представления и народные празднества. Народ ни о чем не должен знать — все обстоит совершенно благополучно. Все рассчитано на внешний эффект: и огромные размеры построек, и непомерная стоимость отделочных материалов, и необычайно пышное убранство интерьеров. Мозаическое искусство как один из самых дорогих приемов украшения зданий получает особенно широкое применение. Знаменитые термы (бани) Каракалла, построенные в начале III в., богато отделываются мозаикой. Полы выложены кубиками из цветных мраморов, в стенных мозаиках применены смальты самых ярких цветов и позолота. Остатки этой пышной декорировки дошли до нас и позволяют различать неуклюжие изображения знаменитых римских атлетов. Грубая упрощенная трактовка фигур и жесткие краски свидетельствуют о резком упадке художественного вкуса. Все говорило о том, что в истории Римского государства приоткрывалась одна из самых мрачных страниц, насыщенная политическими репрессиями, угрожавшая отодвинуть искусства на задний план и затормозить их развитие на долгие годы. Казалось, такой печальной участи не могло миновать и мозаическое искусство, но этого не случилось, поскольку судьба этого искусства оказалась связанной с новой христианской религией, закреплявшейся вокруг византийского трона восточных римских императоров. Как известно, христианская религия, вошедшая в мир как исповедание рабов и бедняков, после ниспровержения рабовладельческого общества была очень успешно приспособлена правящими кругами нового феодализирующегося строя для утверждения и оправдания новых форм эксплуатации трудящихся. Ничего не могло быть более для этой цели подходящего, как проповедь непротивления злу, как учение о том, что если тебя бьют по одной щеке, то подставь другую, что слабый и неимущий должен во всем подчиняться сильному и богатому и что он за это получит щедрую компенсацию на том свете, где первые здесь будут последними, а последние — первыми. При императоре Константине в начале IV в. христианство становится официально признанной религией и занимает позицию верной прислужницы государственной власти, искусно сочетая проповедь аскетизма с непомерной пышностью храмов и великолепием быта высокопоставленных церковных деятелей. На византийское искусство и на вкусы византийского общества огромное влияние оказывало соседство со странами Востока — носительницами древнейших культур, изобиловавшими к тому же природными богатствами. Из этих стран в Европу через Византию струился нескончаемый поток драгоценностей, азиатских редкостей и невиданных дотоле предметов роскоши. У этих народов культ пышности и великолепия был доведен в аристократических слоях общества до пределов, поражавших воображение европейцев. Монументальное искусство, архитектура и все виды материальной культуры Византии носили на себе явный отпечаток этого влияния, этого стремления к величию и богатству; все облекалось в пышный наряд, блестело яркими красками, золотом и драгоценными камнями. Мозаическое искусство своей парадной многоцветностью и величавой монументальностью особенно отвечало этим стремлениям и приняло невиданный размах с начала средневекового периода в строительстве грандиозных храмов — храмов нового культа, торжествовавшего свою окончательную победу над язычеством. Мозаическая живопись на стенах храмов была нужна не только для того, чтобы преумножать их великолепие, но и как сопутствующий момент религиозной пропаганды. Пастыри церкви утверждали, что живопись на стенах храма должна раскрывать сущность христианской религии неграмотным молящимся, которые не могут читать книг духовного содержания. Мозаика должна была также укреплять в народе представление о священном назначении императорской власти и о незыблемости основ официальной религии. В этот начальный период торжества нового вероисповедания художники, создатели мозаик в христианских базиликах, пользовались не только целиком унаследованной от греческих и римских мастеров техникой, но и откровенно заимствовали из языческого искусства многие образы и символы, придавая им новый смысл. Примером этой особенности раннехристианских мозаик могут служить мозаики усыпальницы св. Констанции в Риме, относящиеся к IV в. Здесь на белом мозаичном фоне изображена сцена сбора винограда. Все, что показано на этой картине: амуры, ягнята, птицы (так же как и общий характер композиции), — проникнуто ясным жизнерадостным миросозерцанием античности. К этой же категории следует отнести известную мозаику в церкви св. Пуденцианы в Риме, изображающую Христа в окружении апостолов, мозаику в мавзолее Галлы Плацидии в Равенне, показывающую Христа в виде доброго пастыря, окруженного ягнятами, на фоне гористого пейзажа с темно-синим небом, и некоторые другие. Все мозаики этого переходного времени проникнуты реалистическими традициями римского искусства и античным пониманием красоты человека и окружающей его природы. Колорит этих картин IV и V вв., выложенных из смальтовых кубиков, отличается разнообразием и яркостью красок, свидетельствующих о больших успехах римских стекловаров. Характерно появление синего фона вместо белого, обычного для первых веков Римской империи. Впоследствии, в период полного расцвета византийской церковной мозаической живописи, синие фоны вытесняются золотыми. Мозаика, окончательно укрепившаяся в Византийском государстве в начальные годы его существования, связала с ним свою судьбу навсегда. Она, как никакой другой вид изобразительного искусства, отражала и уровнем своей технической оснащенности, и манерой трактовки художественных образов, и идейным содержанием своей тематики все важнейшие события многовековой истории византийского общества. Она покрывалась золотом и множилась, когда страна богатела, съеживалась и умолкала, когда враг стоял у ворот, становилась особенно благочестивой и строгой в периоды усиления религиозных репрессий. Византийские мастера-мозаичисты неустанно совершенствовали унаследованную от греко-римской эпохи технику мозаичной живописи. Они разработали богатейшую палитру смальт, необычайно обогатили «фактуру мозаичной кладки, усилив ее выразительные средства. Они научились до конца попользовать декоративные свойства стекла и все его оптические эффекты. Располагали смальтовые кубики наклонно, под разными углами, создавая этим тонкую игру света на поверхности картины; они начали сопоставлять кубики в смелых цветовых контрастах с тем, чтобы издали, сливаясь, они давали цельный живописный образ. Так иногда, чтобы придать особенно нежный колорит какой-либо части изображения, они вставляли один-два ярких кубика, которые с известного расстояния оптически растворялись на светлом фоне, придавая ему тончайший цветовой оттенок, недостижимый другими средствами. Наконец, они научились использовать швы как одни из важных фактурных компонентов мозаичной кладки и нередко преднамеренно утолщали, подчеркивали их. Большого расцвета византийская мозаичная живопись достигает в VI в. при императоре Юстиниане — в эпоху утверждения мирового могущества Восточной империи с ее необъятной территорией. К сожалению, в Константинополе ничего не сохранилось из мозаик V-VI вв., которые могли бы характеризовать мозаичную живопись Византии столичной школы времени ее первого расцвета. Недавно открытый мозаичный фрагмент в константинопольской церкви св. Николая, на котором с огромным мастерством изображена голова ангела, относится к VII в. С наиболее значительными образцами мозаичной живописи VI в. мы знакомимся по памятникам, сохранившимся на стенах церквей г. Равенны — тогдашнего центра византийского наместничества в Италии. Эти росписи считаются одним из самых выдающихся памятников мозаического искусства того времени. В частности, в церкви Сан-Витале в общем ансамбле декоративной живописи изображены император Юстиниан с женой Феодорой в окружении их свиты (рис. 122-124). При известной неподвижной условности расположения фигур лица очерчены смелыми, четкими линиями и поражают остротой индивидуальных характеристик. Очевидно, многие из них писаны с натуры. Цветовая характеристика их также очень выразительна. Розовый цвет щек достигнут включенном двух-трех кубиков ярко-красной смальты. Седеющие волосы даны сочетанием черных и серых кубиков. О высоком совершенстве мозаической живописи того времени можем судить также по мозаикам VII в. церкви Успения в Никее, которые изображают трон в окружении четырех фигур ангелов, олицетворяющих собой «силы небесные» (рис. 125).
 Рис. 122. Император Юстиниан со свитою. Деталь стенной мозаики церкви Сан-Витале в Равенне. VI в.
Рис. 122. Император Юстиниан со свитою. Деталь стенной мозаики церкви Сан-Витале в Равенне. VI в.
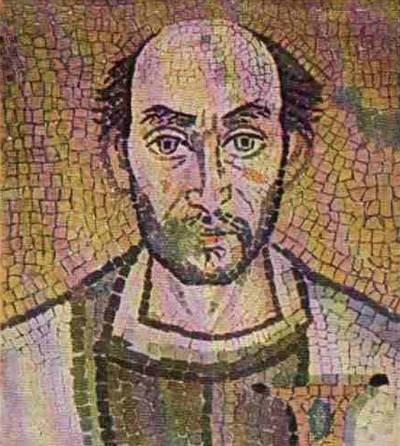 Рис. 123. Архиепископ Максимиан. Деталь степной мозаики «Император Юстиниан со свитою». Церковь Сан-Витале в Равенне. VI в.
Рис. 123. Архиепископ Максимиан. Деталь степной мозаики «Император Юстиниан со свитою». Церковь Сан-Витале в Равенне. VI в.
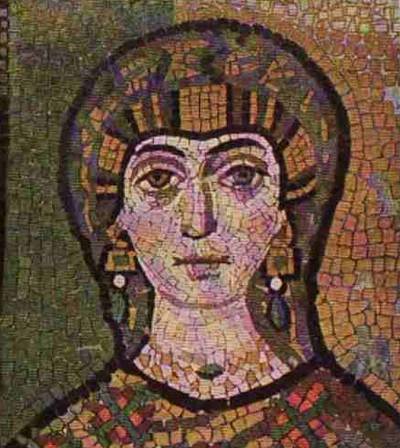 Рис. 124. Придворная дама. Деталь степной мозаики «Императрица Феодора со свитою». Церковь Сан-Витале в Равенне. VI в.
Рис. 124. Придворная дама. Деталь степной мозаики «Императрица Феодора со свитою». Церковь Сан-Витале в Равенне. VI в.
 Рис. 125. Деталь мозаики «Силы небесные» церкви Успения в Никее. VII в.
Рис. 125. Деталь мозаики «Силы небесные» церкви Успения в Никее. VII в.
Эти фигуры написаны с большим мастерством и выделяются на темном золоте мозаичного фона во всем богатство сверкающих красок. Лица поражают своим живым выражением. Член-корреспондент Академии наук СССР В. Н. Лазарев в своем известном труде «История византийской живописи» дает подробный анализ никейских мозаик и устанавливает связь их живописных приемов с традициями эллинистической живописи. К ценнейшим памятникам мозаической живописи VII в. относятся также мозаики в Салониках. Эти работы отличаются высоким мастерством исполнения и богатством красок, но, к сожалению, они дошли до нас в сильно разрушенном состоянии. В эпоху иконоборчества, охватывающую VIII и IX вв., в византийской храмовой живописи допускались лишь нерелигиозные сюжеты: изображения птиц, животных, растений, орнаменты. Церковные фрески и мозаика с человеческими фигурами рассматривались как проявление идолопоклонства и беспощадно уничтожались. В императорских дворцах получила широкое распространение светская мозаическая живопись, прославлявшая военные подвиги императоров и изображавшая сцены из придворной жизни. Наступивший вслед за эпохой иконоборчества расцвет византийского искусства обычно условно называют «Македонским возрождением», по имени царствовавшей в эти годы династии. В живописи этого периода, длившегося около двух веков, формируется тот классический византийский стиль, который был призван выразить идею величия феодализированной Византийской империи, усиление ее экономической и военной мощи и международного авторитета. В искусстве устанавливается система строгих правил и регламентация, диктовавшаяся интересами централизованной власти. В живописи, особенно константинопольской школы, наиболее близко стоявшей ко двору, большую роль начинает играть обращение к классическим античным традициям. При этом необходимо отметить, что реалистические достижения иконоборческой эпохи были успешно использованы в мозаиках последующего времени, в первые годы Македонской династии. Среди ранних образцов македонского времени наиболее выдающимися являются недавно открытые мозаики в константинопольском Софийском храме, относящиеся к середине IX в. Светское начало в живописи предшествующей иконоборческой эпохи нашло свое яркое выражение в этих мозаиках, изображающих фигуры Богоматери с младенцем на руках и архангела Гавриила (рис. 126).
 Рис. 126. Архангел Гавриил. Деталь мозаики Софийского собора в Константинополе. Середина IX в.
Рис. 126. Архангел Гавриил. Деталь мозаики Софийского собора в Константинополе. Середина IX в.
Вот что пишет об этих высоких произведениях искусства В. Н. Лазарев: «Царица небесная торжественно восседает на троне. Ее широкая, массивная фигура, при всей монументальной замкнутости контура, свободно развернута в пространстве. Этому пространственному впечатлению немало содействует подножие трона, данное в смелом ракурсе. Вместо того чтобы подчинить фигуру плоскости, мозаичист располагает ее так, как будто она выступает из золотого фона. В подобной трактовке живо чувствуются пережитки того античного понимания формы, которое можно было бы назвать статуарным. И столь же сильны античные отголоски в прекрасном, полном женственности лике Марии. Мягкий овал, правильной формы нос, сочные губы — все это придает ему земной характер. Но в то же время он подкупает своей одухотворенностью. Большие глаза, печальные и неподвижные, являются как бы зеркалом души. Это же своеобразное сочетание чувственности и одухотворенности поражает в чудесном лике ангела, таком неповторимом в своем аристократизме и в своей ярко выраженной индивидуальности. Есть поистине нечто «врубелевское» в этом изумительном образе, представляющем, рядом с никейскими ангелами, одно из высших воплощений византийского гения». В константинопольском Софийском соборе сохранились и другие мозаики, пользующиеся широкой известностью. Упомянем некоторые из них. Мозаика, на которой изображен сидящий на троне Христос с коленопреклоненнымперед ним императором Львом VI. Мозаика более позднего происхождения изображает императоров Константина и Юстиниана, приносящих дары Богоматери (рис. 127). Сюда же относятся важнейшие памятники зрелого византийского стиля XII в., — мозаики южной галереи Софийского храма с тонкими по живописи изображениями Христа, Иоанна Крестителя и Богоматери. Интересны также находящиеся там же портретные изображения членов семьи Комнинов (рис. 128-129). При внешней импозантности портретных изображений членов семьи Комнинов, пышности их костюмов и обилии драгоценных украшений и при некоторой идеализации изображаемых лиц все они имеют определенно выраженные индивидуальные черты, присущие реалистической портретной живописи.
 Рис. 127. Император Юстиниан. Мозаика Софийского собора в Константинополе. Вторая половина X в.
Рис. 127. Император Юстиниан. Мозаика Софийского собора в Константинополе. Вторая половина X в.
 Рис. 128. Константин Мономах. Мозаика Софийского собора в Константинополе. Первая половина XII в.
Рис. 128. Константин Мономах. Мозаика Софийского собора в Константинополе. Первая половина XII в.
 Рис. 129. Императрица Зоя. Мозаика Софийскою собора в Константинополе. Первая половина XII в.
Рис. 129. Императрица Зоя. Мозаика Софийскою собора в Константинополе. Первая половина XII в.
Все эти произведения мозаического искусства показывают высокое мастерство исполнения, свойственное столичной школе. Они обнаруживают редкое уменье вызывать ощущение объемности и глубины пространства, отличаются богатством колорита и использованием наряду с золотыми фонами серебряных смальт. Для последних мозаик этого периода характерна более плотная укладка кубиков по сравнению с предыдущими работами. Заметна также большая четкость и определенность контурных линий. В отличие от столичной школы провинциальная византийская школа мозаичистов может быть охарактеризована памятниками из монастыря Хозиас-Лукас в Фокиде, относящихся к середине XI в. Типы святых, их необычайная выразительность говорят о связи этих мозаик с местными народными традициями. Контурные линии отличаются резкой подчеркнутостью и жесткостью. Трактовка фигур принимает плоскостный, условный характер. Аскетический суровый стиль живописи подчеркивается их мрачным колоритом, в котором преобладают темные, тусклые тона (рис. 130).
 Рис. 130. Св. Петр. Мозаика из монастыря Хозиас-Лукас в Фокиде. XI в.
Рис. 130. Св. Петр. Мозаика из монастыря Хозиас-Лукас в Фокиде. XI в.
Остановимся еще на одном замечательном памятнике, который, может быть, наиболее полно отразил высокое мастерство, достигнутое художниками-мозаичистами Византии в XII в., — на росписи монастыря в Дафни, близ Афин (рис. 131). Каждая мозаика в Дафни представляет собой самостоятельную композицию и вместе с тем неотъемлемую часть стройного единого ансамбля росписи, органически связанную с архитектурой. Нужно заметить, что при этом мозаики не покрывают сплошь все стены, а оставляют незаполненными большие поверхности, которые подчеркивают красочное богатство росписи. Стройные и правильные по своим пропорциям человеческие фигуры изображены в сложных, иногда стремительных движениях и поворотах, формы переданы объемно, хотя большую роль играет четкая линяя контуров, придающая изображению некоторую сухость. Основное назначение мозаик, по представлению византийских правящих кругов, заключалось в поучении верующих. Ясность в развитии сюжета и доходчивость до зрителя мозаик монастыря Дафни могут служить образцом для монументальной живописи.
 Рис. 131. Архангел Михаил. Мозаика в Монастыре Дафни. XI в.
Рис. 131. Архангел Михаил. Мозаика в Монастыре Дафни. XI в.
Говоря о выдающихся памятниках мозаичной живописи XII в., нельзя не остановиться на мозаиках, находящихся на территории нашей страны. Безусловно, к числу памятников мирового значения следует отнести стенные росписи монастыря Гелати в Грузин (рис. 132). Помещенная в апсиде собора, мозаика изображает Богоматерь с младенцем и архангелами Михаилом и Гавриилом. Фигуры отличаются правильными строгими пропорциями. Лица грузинского типа полны одухотворенности. Мозаики поражают своим насыщенным колоритом. Вероятно, они были исполнены местными грузинскими художниками, творчески заимствовавшими достижения византийской мозаичной техники той эпохи.
 Рис. 132. Мозаика монастыря Гелати в Грузии. XII в.
Рис. 132. Мозаика монастыря Гелати в Грузии. XII в.
О замечательных, пользующихся мировой известностью монументальных мозаиках Киевской Руси XI–XII вв. мы будем говорить в специальной главе. «Взятие крестоносцами Константинополя в 1204 г. было самой большой катастрофой, которую пережила Византия на протяжении своего долгого существования», — говорит В. Н. Лазарев в «Истории византийской живописи». Греческие художники, не будучи в состоянии переносить бесчинства крестоносцев, разбегаются по разным странам. В 1261 г. Константинополь был снова завоеван греками. Установился период второго, так называемого Палеологовского ренессанса, длившегося около двух веков, в течение которых византийские искусства, в том числе и мозаическое, расцвели пышным цветом в последний раз. Глубокие социальные потрясения, кризис всей феодальной системы, переживаемый Византийской империей в эту эпоху, нашли в монументальной живописи свое наиболее полное отражение. В мозаиках этого времени сквозь схематизм официального церковного искусства проглядывает стремление живописцев к изображению человека со всей глубиной и сложностью его переживаний. Наряду с этим намечается постепенный отход от монументальности, столь характерной для византийской живописи предшествующих столетий. Самым ранним и бесспорно самым значительным памятником палеологовской живописи XIV в. являются знаменитые мозаики монастыря Хора (Кахриэ-Джами) в Константинополе (рис. 133-134). Они характеризуются свободным и естественным расположением человеческих фигур, их органической связью с пейзажем и архитектурой, на фоне которых развертывается изображаемое действие. Небольшие, изящные фигуры, полные внутренней сосредоточенности, отражают стремление художника к жанровости, интимности и передаче тонких душевных переживаний. На этих мозаиках в реальном трехмерном пространстве размещены изящные, легкие формы архитектурных строений, которые подчеркивают ритм в расположении и движении фигур. Особенно хороши грациозные женские образы этих мозаик, проникнутые тонким лирическим настроением.
 Рис. 133. Раздача пурпура израильским девам. Мозаика монастыря Кахриэ-Джами в Константинополе. Начало XIV в.
Рис. 133. Раздача пурпура израильским девам. Мозаика монастыря Кахриэ-Джами в Константинополе. Начало XIV в.
 Рис. 134. Федор Метохит. Мозаика монастыря Кахриэ-Джами в Константинополе. Начало XIV в.
Рис. 134. Федор Метохит. Мозаика монастыря Кахриэ-Джами в Константинополе. Начало XIV в.
Мозаики Кахриэ-Джами характеризуются богатейшей палитрой своих переливающихся тонов и в цветовом отношении причисляются специалистами к высшим достижениям мозаичного искусства. В отношении техники выкладки эти мозаики, как и вообще все поздневизантийские произведения этого жанра, отличаются применением мелких кубиков смальты правильной однообразной формы, с тщательно отшлифованными боковыми гранями, вследствие чего сетка швов мозаического набора мало заметна. Палеологовский ренессанс замыкал собой большой культурный цикл, представляя последний, заключительный этап в его развитии. С завоеванием Константинополя турками в 1453 г. рухнул замечательный культурный центр. Для византийского искусства это явилось ударом, от которого ему уже не суждено было оправиться. С этого времени на территории бывшего Византийского государства не было создано ни одного сколько-нибудь значительного произведения искусства, в том числе мозаического. В Западной Европе после распада Римской империи мозаическое искусство пришло в полный упадок и до XI столетия в этой области не было создано ничего значительного. Хранителем высшего мозаичного мастерства в эту эпоху была Византия, и именно к ней пришлось обратиться за помощью, когда наступила пора восстановить мозаическое дело. Началось с того, что настоятель Монте-Кассинского итальянского монастыря Дезидерий основал в XI в. для монахов школу мозаичного искусства, пригласив в качестве учителей группу византийских художников. По его примеру вскоре были созданы подобные же школы и в других итальянских городах, и с этой поры началось возрождение мозаичного искусства в Западной Европе. Уже в XII-XIII вв. на острове Сицилии в городах Чефалу, Палермо и Монреале, на островах Торчелло и Мурано, около Венеции, в самой Венеции, в соборе св. Марка и в других местах появляются замечательные мозаические картины, созданные новой школой итальянских мастеров, творчески осваивавшей традиции Византии (рис. 135-137).
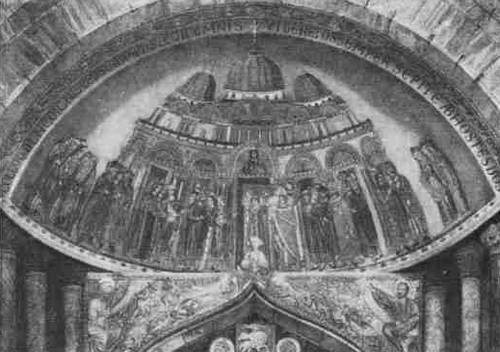 Рис. 135. Мозаика собора св. Марка в Венеции
Рис. 135. Мозаика собора св. Марка в Венеции
 Ил. 136. Апостол Марк. Мозаика собора св. Марка в Венеции. Исполнена по рисунку Тициана. XVI в.
Ил. 136. Апостол Марк. Мозаика собора св. Марка в Венеции. Исполнена по рисунку Тициана. XVI в.
 Рис. 137. Мозаика собора св. Марка в Венеции
Рис. 137. Мозаика собора св. Марка в Венеции
Памятники возрожденного в XII в. мозаичного искусства мы видим и в ряде римских церквей. В этом движении принимали участие многие крупнейшие художники Италии, как например Чимабуэ, Пьетро Каваллини, Джотто, Доменико Гирляндайо и другие. Первые итальянские мозаики этого периода по своим художественным достоинствам близки к лучшим византийским образцам XII в. Вполне византийскими выглядят фигуры святых с их удлиненными пропорциями и вытянутыми одухотворенными лицами. Очень красив чистый колорит мозаик. Византийская техника набора видна в большинстве случаев во всем своем блеске. Однако иногда кажется, что византийская четкая линейность слишком утрирована. Нередко наблюдается перегрузка картин человеческими фигурами с резкими, угловатыми позами, производящими беспокойное впечатление. Не всегда мозаики отличаются строгим единством стиля: наряду со следами ярко выраженных византийских влияний иногда отчетливо проступают и местные, романские черты. Колорит некоторых мозаик, например из числа находящихся в соборе св. Марка, по сравнению с тонкой красочностью византийских мозаик кажется сумрачным. Вот то общее впечатление от итальянских мозаик, предшествовавших эпохе Возрождения, которое можно составить на основании многочисленных высказываний специалистов. К концу XIV в. мозаика повсеместно начинает утрачивать характер монументального искусства больших форм, имевшего в течение многих веков вполне самостоятельное значение, выступавшего в качестве равноправного соратника архитектуры, помогавшего раскрытию архитектурных образов. Мозаика становится на путь рабского копирования образцов масляной живописи — и в этой незавидной роли опускается все ниже и ниже, не будучи в состоянии конкурировать с развивающейся фресковой живописью.
Витраж
Термин «витраж» происходит от французского слова «vitre» (оконное стекло). Витраж представляет собой предназначенную для заполнения оконного проема декоративную орнаментальную или тематическую композицию, выполненную из кусков разноцветного стекла, часто расписанного красками, которые закрепляются на стекле обжигом. Отдельные, фигурно вырезанные куски стекла скрепляются между собой обычно свинцовыми перемычками, образующими сложный узорчатый переплет. В особенно больших окнах, площадь которых измеряется десятками квадратных метров, переплет вырезается из камня, например мрамора или известняка, а отдельные части его соединяются между собой металлическими штырями и скобами. Наконец, некоторые элементы оконной арматуры, как, например, рама, окаймляющая всю композицию, делаются обыкновенно из железа или дерева. Витраж, точно так же как и мозаика, основным своим назначением в прошлом имел служение архитектуре. Он дополнял и пояснял язык ее образов. Так же, как и мозаика, витраж своим тематическим содержанием служил целям церковной и политической пропаганды; смягчал своими яркими красками суровый мрак готических храмов. Наконец, аналогия между витражом и мозаикой заключается в общности материала, из которого выполняются изображения этих двух жанров. Там и здесь это — цветное стекло, но в мозаическом искусстве стекло заглушенное, а в витражном — прозрачное. Мозаика пользуется эффектом отраженного света, а витраж — проходящего, особенно полированное, обладает высоким коэффициентом отражения, и яркость мозаических красок превосходит все, что может дать живопись по любому непрозрачному материалу. Именно в этом — главнейшее преимущество мозаичных монументальных изображений над фресковой, масляной и иными видами живописи. Однако насыщенность и сочность цветовых оттенков, которые мы наблюдаем в окрашенном прозрачном стекле при рассматривании его в проходящем свете, ни с чем не может сравниться. Искусство витража, в основе которого лежит полное использование непревзойденных оптических свойств прозрачного стекла, блестяще разрешило декоративную задачу. Век витражного искусства в два-три раза короче века мозаического. Тем не менее исторические судьбы этих двух жанров монументальной живописи сходны между собой. И мозаика и витраж получили наибольшую распространенность в период средневековья и, достигнув апогея своего совершенства в эпоху Возрождения, стали быстро утрачивать значение как самостоятельные ветви прикладного искусства, составлявшего неотъемлемую часть архитектуры. Начиная с XVII в. и мозаика и витраж откровенно становятся на путь копирования масляной живописи и постепенно уступают свое место гораздо менее сложной фресковой технике. Познакомимся теперь с историей витражного искусства. Начнем с технологических вопросов. Вполне понятно, что развитие витража, точно так же как и мозаики, должно было идти в ногу с успехами стеклоделия. Однако в мозаике требования к стеклу были очень скромными. Достаточно было иметь небольшие куски разноцветного непрозрачного стекла любой формы, раскалывая которые молотком, как это делалось с природными камнями, художник получал нужные ему кубики для набора картины. Варить цветное стекло в кусках небольшой величины люди научились очень давно, и стеклянная мозаика получила возможность широкого распространения еще в конце старой эры летосчисления. Требования витража к стеклу значительно более строгие. Во-первых, стекло должно быть прозрачным, а прозрачность была достигнута значительно позже. Во-вторых, нужно было иметь стекло в виде сравнительно тонких листов, что люди научились делать только в начале средних веков, да и то на первых порах еще очень неискусно: стекло получалось неодинаковым по толщине, с шероховатыми поверхностями и в листах очень небольшой величины. Монах Теофил в своем известном труде, написанном в XII в., дает довольно подробное описание современного ему метода изготовления листового стекла, не указывая, к сожалению, времени изобретения этого метода. Наиболее древняя техника витража представлена в окнах христианских базилик в первые столетия средневекового периода. История не сохранила нам ни одного из редкостных памятников такого рода, но по некоторым литературным источникам мы можем догадываться, что это был примитивный набор из разноцветных кусков стекла разной величины и неоднородной толщины, образовывавший рисунок коврового типа. Куски стекла укреплялись, по-видимому, при помощи замазки в прорезях деревянных, мраморных или каменных досок, вставлявшихся в оконные проемы. К этому времени люди уже научились варить прозрачное окрашенное стекло, но не умели еще придавать ему форму тонкого листа, однако цвета были настолько разнообразны и ярки, что, по свидетельству греческих и латинских писателей IV–VI вв., такого рода окна в храмах производили на посетителей огромное впечатление. Так, например, Фортунат, епископ г. Пуатье, живший в VI в., в торжественных стихах прославляет лиц, украсивших базилики цветными стеклами, и описывает эффект первых лучей утренней зари, играющих в окнах Парижского собора. Один из латинских поэтов VI в. воспевает магическую игру солнечных лучей, проходящих сквозь цветные стекла в окнах храма Софии в Константинополе. Римский поэт Пруденций (IV–V вв.), посетивший двор императора Гонория, сравнивает цветные стекла в окнах базилики апостола Павла с весенним лугом, усеянным яркими цветами. Мы уже знаем, что первые столетия средневекового периода истории совпали с оскудением стекольного производства почти на всей территории европейского материка. Искусство стекольщиков начало приходить в упадок, и витражное дело, нуждавшееся в усовершенствовании техники изготовления прозрачного листового стекла, оказавшись в неблагоприятных условиях, задержалось в своем развитии на несколько веков. Во всяком случае мы не имеем никаких оснований полагать, что за период VI–IX столетий появились какие-либо новые разновидности витражей, отличающихся от описанных нами первичных, созданных в начальные годы средневековья. Перелом наступает около X столетия. Уже несколько раньше, точно не известно когда, появляется описанный Теофилом способ изготовления тонкого листового стекла, который позволяет получать фасонные куски значительно большего размера, чем это было возможно раньше, когда витраж представлял собой, в сущности, прозрачную мозаику. Вырезанные фигурные кусочки листового цветного стекла научились к X в. соединять свинцовым переплетом. Делалось это, судя по описанию, оставленному Теофилом, следующим образом. Сначала отливали в железных или деревянных формах свинцовые стерженьки, которые затем расплющивали в полоски. Этими полосками обертывали края заранее нарезанных и точно пригнанных один к другому кусков цветного стекла, составляющих в своей совокупности тот или иной узор или картину. Затем эти куски стекла, обернутые по краям свинцом, раскладывались в надлежащем порядке на большом столе и плотно пригонялись один к другому. После этого соприкасающиеся свинцовые перемычки спаивались, для чего применялся припой — сплав олова со свинцом. В качестве паяльника служил железный стержень особой формы. Швы пропаивали сперва с одной стороны витража, а затем с другой, для чего лист приходилось переворачивать. Фигурная вырезка кусков стекла производилась при помощи раскаленного железного прута, концом которого проводили по контуру, предварительно нанесенному на стекло краской. В месте прикосновения прута к стеклу возникали сквозные трещины, которые следовали за движущимся концом прута. Разрез получался неровный, так как от главной трещины вправо и влево отходили маленькие ответвления, характерные для витражей средних веков. Такова была в основных чертах техника изготовления так называемого «паечного» витража в начальный период его появления, т. е. в IX–X вв. К этому времени он уже успел приобрести свои типические черты, удержавшиеся в течение нескольких столетий. Характерную особенность паечного витража составляет фигурная сетка свинцовых перемычек, вкомпанованная в более крупные прозоры железных или резных каменных переплетов. Перемычки обычно располагались по главным контурным линиям изображения, акцентируя их, что было важно при рассматривании картины с большого расстояния. Вся эта система — совокупность прочно скрепленных разноцветных кусков стекла — охватывалась общей деревянной или железной рамой, вставлявшейся в окна нередко гигантских размеров — до нескольких десятков квадратных метров в готических зданиях. X век для витражного искусства стал знаменательной вехой, поскольку в это время впервые на цветных церковных стеклах появилась живопись. В качестве краски широкое распространение получил и удержался на долгие годы состав, известный под названием «шварцлота» (Schwartz Loth) и представлявший собой тонко растертую смесь окислов меди и железа с легкоплавким, иногда свинецсодержащим стеклом. Такой порошок, имевший коричневый цвет, замешивался на воде, вине или на каком-нибудь растительном масле в кашицу, которой и наносился на стекле рисунок при помощи волосяной кисти. После высыхания разрисованное стекло подвергалось обжигу при умеренной температуре, достаточной для размягчения того легкоплавкого стекла, которое вводилось в состав краски. В результате рисунок «прижигался», т. е. прочно закреплялся на стекле. В X в. в витражном искусстве были открыты новые пути воздействия на зрителя — через восприятие сюжета изображения. Прибегая к помощи живописи, начали воспроизводить на стекле фигуры людей, зверей и птиц, оставляя орнаменту все меньше и меньше места. Один из наиболее ранних, дошедших до нас памятников этого рода — витраж с изображением пророков в окнах собора в Аугсбурге (рис. 138). Витраж исполнен в ранней технике «прозрачной мозаики». Фронтально поставленные фигуры имеют застывшее, статичное выражение. Рис. 138. Витража собора в Аугсбурге. XI в.
Рис. 138. Витража собора в Аугсбурге. XI в.
Несмотря на то, что палитра цветных стекол этого периода была ограниченной, художникам удавалось достигнуть большой согласованности тонов, производивших вследствие этого впечатление яркой красочности. Детали обычно прорисовывались шварцлотом. Наносился контур, изображались лица, руки, складки на одежде. При этом трактовка форм была достаточно обобщенной, не нарушающей плоскостного характера витража. От толщины слоя краски зависела большая или меньшая степень ее прозрачности и различие в оттенках. Для смягчения светотеневых переходов применялась штриховка. Теофил очень точно описывает способы передачи светотени в живописи на стекле: «Тени и свет на одеждах... ты можешь делать так же, как это практикуется в живописи, а именно следующим образом. Когда ты вышеупомянутой краской (шварцлотом. — В. К.) сделаешь линии на одеждах, распространи их кистью так, чтобы стекло в той части просвечивало, которою ты привык в живописи наводить свет. Пусть одна линия в одной части будет тяжелая, в другой — легкая, наконец, — еще нежнее, чередуясь нюансами с такой тонкостью, что они кажутся тремя нанесенными красками. Этот порядок ты должен соблюдать у бровей, вокруг глаз, носа и подбородка, вокруг юношеских лиц, обнаженных ног и рук и прочих обнаженных частей тела. Этот характер живописи основывается на богатстве меняющихся топов». Как видно из книги Теофила, техника изготовления витражей уже в его время имела многолетний опыт и достигла большого совершенства. Она дала возможность использовать в витражах готических соборов выдающиеся декоративные свойства стекла. Обычно витраж готического храма представлял собой расположенные во всю вышину огромных окон вертикальные ряды медальонов различной формы: круглых, овальных, четырехугольных. Эти медальоны, в которых помещались изображения, обычно окаймлялись богатым орнаментальным узором из листьев, цветов, лепт или геометрических фигур. Цвета стекол, применявшихся в витражах XI–XIII вв., были чрезвычайно разнообразны, что вполне соответствовало относительно высокому уровню техники стекловарения, достигнутому к тому времени стараниями византийских специалистов-мозаичистов. Чтобы получить хотя бы некоторое представление о богатстве палитры цветных стекол, применявшихся в это время для витражей, обратимся к свидетельству глубочайшего знатока витражного искусства французского архитектора XIX в. Виолле ле Дюка. Он пишет о шести обычных цветах стекол: синем, желтом, красном, зеленом, пурпуровом, белом и двух редких — красновато-коричневом с золотистым отливом и темно-зеленом тёплом. Каждый из этих цветов имел по три или четыре оттенка, а именно: синий — от чисто бирюзового до густого индиго; красный — от нежно оранжевого до красного густого, крапленого под яшму; зеленый от светлого зелено-желтого до зеленого бутылочного. Разные оттенки в витражных стеклах имел излюбленный в то время пурпуровый цвет: пурпуровый светлый теплый; пурпуровый темный винного цвета; пурпуровый светлый неяркий (для тела). Бесцветное или белое стекло также имело несколько оттенков: желтоватый неяркий зеленоватый, цвета морской воды, перламутровый. Дневной свет, проходя во внутренние помещения храмов через такие стекла, создавал поразительные красочные эффекты. Говоря о подобных витражах в своей «Истории искусств всех врем и народов», К. Берман восклицает: «В течение всей своей истории искусство не произвело ничего, что могло бы выдержать, в отношения декоративной эффектности, сравнение с этими рядами расписных стекол». На рис. 139 представлен прекрасно сохранившийся до наших дней один из витражей аббатства Сен-Дени во Франции работы XII в. В хронике монастыря говорится, что для росписей витражей этой церкви были приглашены художники из разных стран. На одном из витражей изображена фигура аббата монастыря, распростертого на земле у ног Богоматери. Обросшее волосами лицо аббата, написанное реалистично, скупыми штрихами краски, вероятно отличалось большим сходством с оригиналом.
 Рис. 139. Витраж аббатства Сен-Дени. XII в.
Рис. 139. Витраж аббатства Сен-Дени. XII в.
Следует также обратить внимание на один из самых прославленных памятников живописи на стекле XIII в. — ансамбль витражей в окнах Шартрского собора во Франции. Эта коллекция почти полностью сохранилась до наших дней. Собор украшают три огромных круглых окна, называвшихся в готической архитектуре «розами», из которых каждое имеет в диаметре 12 м. Кроме того, имеется 47 таких же круглых окон («роз») меньшего размера и 125 окон обычной формы. Этот монументальный ансамбль витражей отличается необычайным красочным богатством. На рис. 140 мы показываем один из знаменитейших витражей Шартра — успение Богоматери.
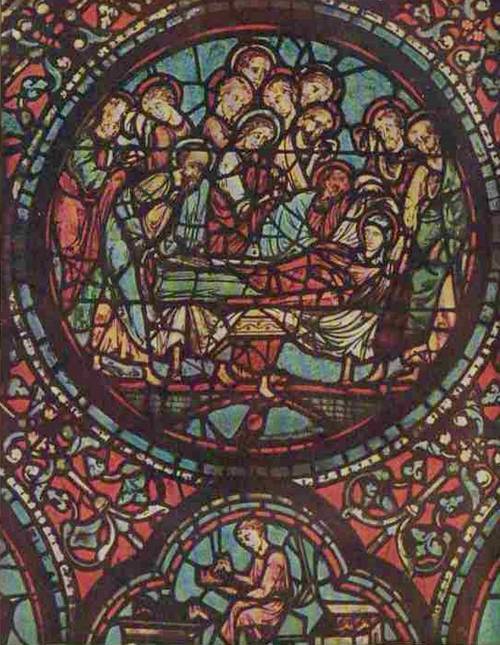 Рис. 140. Успение Богоматери. Витраж Шартрского собора. XIII в.
Рис. 140. Успение Богоматери. Витраж Шартрского собора. XIII в.
Не меньшей славой пользуются уцелевшие с XIII в. витражи собора Парижской Богоматери. Это — три главные розы, дне из которых имеют диаметр около 13 м (рис. 141). Великолепный ажурный переплет этих окон искусно вырезан из камня. Весь комплекс бесчисленных кусков цветного стекла поражает необыкновенным богатством сверкающих красок. Французский искусствовед XIX в. Гильерми сравнивает красочный эффект круглых окон собора Парижской Богоматери с поэтическим описанием кругов рая в «Божественной комедии» Данте. Виктор Гюго в своем знаменитом романе «Собор Парижской Богоматери» посвящает этим окнам следующие строки: «Внутри собора было уже пусто и сумрачно. Боковые приделы заволокло тьмой... Лишь большая «роза» фасада, разноцветные стекла которой купались в лучах заката, искрилась в темноте, словно груда алмазов, отбрасывая свой ослепительный спектр на другой конец нефа».
 Рис. 141. Роза северного фасада собора Парижской Богоматери. XIII в.
Рис. 141. Роза северного фасада собора Парижской Богоматери. XIII в.
Пожалуй, не менее знаменитым памятником витражного искусства XIII в. считается парижская церковь Сен-Шапель (святая капелла). Огромные, заполненные витражами окна ее образуют сплошные стеклянные стены, благодари чему все помещение капеллы производит впечатление необыкновенной легкости в изящества. Витражи Сен-Шапель — подлинный шедевр декоративной живописи на стекле как по краскам, так и по тонкости и сложности рисунка. Франции, нужно сказать, принадлежит ведущая роль в развитии витражного искусства в Европе. К величайшему сожалению, до нас дошло не так много подлинных витражей старого времени и совсем не потому, что стекло представляет собой хрупкий материал, а часто по другим причинам, в которых виновато не стекло, а люди. Например, известно, что духовное начальство, представлявшею собой администрацию собора Парижской Богоматери, в 1741 г. распорядилось выломать из всех окон драгоценные старинные витражи и заменить их обыкновенным листовым стеклом на том основании, чтобы в церкви стало светлее. Три большие розы, о которых говорилось выше, сохранились от варварского уничтожения только потому, что были расположены очень высоко и добираться до них ретивым невеждам было не так безопасно. На этом же основании и приблизительно в это же время была сознательно уничтожена часть витражей Реймского собора и монастыря Сен-Реми. Монах-бенедиктинец Шателен с горечью пишет но поводу одной из церквей: «С тем, чтобы придать этой большой базилике величественный и пышный вид, которого она до того не имела, монахи, не ограничиваясь тем, что за несколько лет до этого они заменили почти все цветные витражи в церковных окнах бесцветными стеклами, распорядились в 1755 г. выбелить церковь мелом сверху до низу для того, чтобы она казалась совсем новой». Приведенных примеров достаточно, чтобы проиллюстрировать массовый характер наблюдавшихся в то время в западноевропейском обществе случаев возмутительного вандализма и пренебрежительного отношения к произведениям искусства. Витражи готических соборов, как мы уже видели, по содержанию представляют собой обычно религиозные картины, которые точно так же как и мозаические росписи византийских храмов, должны были воздействовать на массы верующих, отрешая их от влияния внешнего мира и создавая особое, мистическое настроение. Искусство этого времени, как отмечалось выше, служило выражением идеологии феодального общества и по преимуществу носило церковно-догматический характер. Вместе с тем нужно заметить, что в ряде наиболее значительных произведений готического монументального искусства в период его расцвета, когда возведение грандиозных общественных сооружений было делом всего города, его ремесленных цехов и широких масс населения, находили свое место и реалистические сюжеты, отражавшие живую действительность. Следует помнить, что если культура средневекового города раньше, на первом этапе своего развития, была тесно связана с крестьянскими массами, с народным творчеством, то теперь, начиная с XIII в., она отражала по преимуществу интересы городского населения. Общность этих интересов всех слоев населения средневекового города находила свое выражение, между прочим, в грандиозных архитектурных сооружениях готического стиля, в создании которых участвовали городские массы в лицо коллективов ремесленников различных специальностей. Поэтому в витражах многих общественных построек того времени, как, например в соборах Шартра, Бурже, Сомюра, Амьена, наряду с господствовавшей в них религиозной тематикой можно увидеть сцены труда и другие сюжеты, характеризующие деловую сторону жизни города. В них изображены сапожники за работой, каменщики, возводящие здания, архитекторы, вычерчивающие планы построек, мясники за убоем скота. Эти небольшие картины, обычно помещавшиеся в нижней части витража, крайне интересны тем, что они точно отображают повседневную жизнь средневекового города во всем ее многообразии. Обыкновенно эти росписи приносились в дар соборам от соответствующих ремесленных цехов. Пример такого рода изображений на витражах Шартрского собора приведен на рис. 142.

 Рис 142. Сцены труда. Шартрский собор. XIII в.
Рис 142. Сцены труда. Шартрский собор. XIII в.
Итак, основными особенностями витражей XII–XIII вв. является декоративность и яркая красочность прозрачных стекол, обобщенность и лаконичность рисунка, графический прием изображения, носящего плоскостной характер, и тесная увязка с архитектурой. Живопись на стекле этой эпохи, несомненно, следует отнести к искусству больших форм, к искусству благородного монументального стиля. Последующие годы вносят в технику витража немаловажные новшества. Широкое распространение получает прежде всего прием «grisaille» (гризайль) — от французского слова «gris» (серый). Он состоит в нанесении рисунка одной краской, черной или коричневой, во всех тональных переходах, от темного до светлого. Для коричневого цвета применяется уже известный нам шварцлот, в качестве черной краски используются подобные же составы, содержащие смесь различных металлических окислов. Принципиально эти краски ничем не отличаются от обычных, применяющихся для живописи по стеклу и фарфору. В манере «гризайль» исполнялись на стекле сложные орнаментальные композиции, напоминавшие узоры на тканях или коврах. Иногда они оживлялись введением отдельных ярких, красочных пятен. На рис. 143 представлен один из таких витражей Кельнского собора, исполненный в начале XIV в.
 Рис. 143. Витраж в стиле «гризайль» с синими и красными вставками. Кёльнский собор. Начало XIV в.
Рис. 143. Витраж в стиле «гризайль» с синими и красными вставками. Кёльнский собор. Начало XIV в.
Не меньшее значение в развитии витражной техники имело и второе нововведение — изобретение так называемой желтой серебряной краски для стекла (Kunstgelb или Silbergelb). Как указывалось выше, существует особая группа красителей стекла, которая характеризуется тем, что соответствующий металл, вызывающий окраску, не растворяется в расплавленном стекле полностью, а распределяется в нем в виде мельчайших частичек, образуя так называемый «коллоидный раствор». Золото и медь дают такие коллоидные растворы красного цвета (золотой и медный рубин), а серебро — желтого. Чтобы получить окрашенное этим способом стекло, нужно внести крайне незначительное количество красителя в шихту. Но существует и другой способ окраски, называющийся у стекольщиков «протравой», который заключается в следующем. Составляют пасту, куда входит какая-нибудь соль серебра, например азотнокислое серебро, с добавлением охры или глины и некоторого количества декстринового клея. Этой пастой намазывают стеклянное изделие в том месте, где его желают окрасить, и после высушивания подвергают обжигу при температуре, близкой к температуре размягчения стекла (около 550-600°). После охлаждения паста счищается и оказывается, что поверхностный слой стекла окрашен в желтый цвет, который тем более интенсивен, чем больше было серебра в пасте и чем дольше продолжался обжиг. Причина окраски — диффузия, т. е. проникновение мельчайших частичек серебра на некоторую глубину в толщу разогретого до размягчения поверхностного слоя стекла. Этот метод окраски стекла серебром и был открыт и использован в витражной технике XIV в. Особенно полезным это нововведение оказалось потому, что оно совпало по времени с некоторыми другими успехами стеклотехники. В частности, научились варить бесцветное стекло лучшего качества и выпускать его в листах больших размеров. Возможность окрашивать простым техническим приемом любую оконтуренную по произволу художника часть листа позволила уменьшить количество швов, т. е. сделать сетку свинцовых переплетов значительно крупнее, и предоставить больше простора для росписи стекла красками. В витражах XIV в. нередко встречаются довольно большие изображения голов, написанные красками на одном куске стекла без паек. Наконец, укажем, что к числу многих изобразительных средств, которыми располагало искусство витража накануне эпохи Возрождения, следует добавить еще и гравировку при помощи описанного ранее приема «медного колеса». На куске цветного листового стекла выгравировывали тонкий узор наподобие вышивок, который давал необходимый эффект светотени в зависимости от глубины срезанных медным колесом участков стекла. Таково в общих чертах было состояние техники витражного искусства к тому времени, когда уже начали появляться предвестники эпохи Возрождения. В этот период величайшего прогрессивного переворота, в период небывалого подъема творческих сил человечества, расцвета культуры, науки, техники и всех искусств, конечно, и искусство витража было вовлечено в общее движение вперед, и XV в. следует считать важнейшим этапом в развитии этого вида монументальной живописи. Художники, достигшие высокого совершенства в изображении реального мира, познавшие глубокое значение изучения анатомии и законов перспективы, подняли витражную живопись на небывало высокий уровень. Успехи в области естественных наук и химической технологии, ознаменовавшие эту эпоху, позволили радикально расширить ассортимент красок, а достижения в стекловарении обеспечили получение высококачественного бесцветного стекла в листах значительно больших, чем прежде, размеров. В соответствии с этим цветные стекла постепенно утрачивают свое значение, и в витражах XV и XVI вв. все большая и большая площадь отводится бесцветному стеклу, расписанному красками. Для передачи эффектов светотени продолжает широко пользоваться монохромной живописью «гризайль». Для получения новых, еще не виданных красочных оттенков художники стали прибегать к наложению цветных стекол одно на другое. На своих витражах художники эпохи Возрождения создают сложные композиции на высоком уровне изобразительной техники, искусно разрешая задачи перспективы и объемности форм. Вместо традиционных круглых медальонов с фигурными композициями, вставленных в орнаментальное обрамление витража, характерных для XIII в., мы встречаем теперь пейзажи с великолепной архитектурой готического стиля, пышные балдахины и драпировки, отдельные крупные фигуры или целые исторические композиции, заполняющие всю площадь витража. Одними из лучших витражей этого времени являются знаменитые витражи церкви Монморанси, превосходно скомпанованные, изящные по рисунку с тонко подобранными красками. В изображениях святых нет ничего религиозного. Перед нами типичные для эпохи Возрождения, вполне реальные, земные люди, полные обаяния фигуры молодых женщин, красиво вырисовывающиеся на фоне изящно написанного пейзажа (рис. 144). Встречаются нередко реалистические портретные изображения, среди которых особенно интересен портрет Гильома де Монморанси с его худощавым, остро охарактеризованным лицом (рис. 145).
 Рис. 144. Мария Клеопа. Витраж церкви Монморанси. Начало XVI в.
Рис. 144. Мария Клеопа. Витраж церкви Монморанси. Начало XVI в.
 Рис. 145. Гильом де Монморанси. Витраж церкви Монморанси. XVI в.
Рис. 145. Гильом де Монморанси. Витраж церкви Монморанси. XVI в.
Для рассматриваемой стадии развития живописи на стекле знаменательно постепенное проникновение витража в быт населения, в жилища частных лиц. Особенно широко это было распространено в Швейцарии. В такого рода «кабинетных витражах», как их называют, преобладает светская тематика, большое место занимают портретные изображения. Такие витражи обычно очень небольшого размера, с их тонкой детальной прорисовкой, можно было рассматривать лишь с близкого расстояния. Вместо характерных для готических витражей ярких красок в них преобладает живопись одной краской, коричневой или серой, а сама техника росписи напоминает гравюру. Для дворянских домов изображались, как правило, семейные гербы в архитектурном обрамлении, для городских ратушей и других зданий общественного назначения — гербы города и витражи с эмблемами различных корпораций и, наконец, в витражных окнах феодальных замков, кроме религиозных сюжетов, появляются изображения сцен из любовных рыцарских романов, различные аллегории и т. п. Государственный Эрмитаж имеет богатую коллекцию витражей этого рода. Один из них, исполненный в середине XVI в., представлен на рис. 146. Он изображает семейные гербы двух знатных швейцарских родов и отличается пышной декоративностью композиции и исключительным по высокому мастерству рисунком.
 Рис. 146. Геральдический витраж. XVI в.
Рис. 146. Геральдический витраж. XVI в.
Выдающиеся произведения витражного искусства были распространены в средние века по всей Западной Европе и особенно обильно во Франции и Германии — в странах, которые занимали в живописи по стеклу ведущее положение. Лишь под влиянием образцов создаваемых в этих странах, появлялись витражи и у других народов Европы — в Италии, Англии, Нидерландах, Испании, Польше, Чехии, — конечно, всегда с отличительными признаками национального своеобразия. По-видимому, особенным совершенством отличались чешские витражи. Посетивший в середине XV столетия Чехию римский папа Пий II в своей «Истории Чехии» пишет: «Подтверждаю, что в мое время во всей Европе ни одно королевство не имеет таких роскошных и лучше украшенных окон в костелах, чем чешское... Свет падает сквозь высокие и очень широкие окна из светлого и искусственно окрашенного стекла. И все это находится во множестве не только в городах и посадах, но и в деревнях». Суммируя вышесказанное, мы действительно имеем все данные признать, что витражное искусство эпохи Возрождения — в отношении качества и разнообразия материалов, которыми оно пользовалось, богатства технических приемов, свободы выбора сюжетов и виртуозности выполнения создаваемых высокохудожественных произведений — находилось в стадии пышного расцвета. Однако, несмотря на кажущееся благополучие в состоянии этой чрезвычайно модной в эпоху Возрождения ветви изобразительного искусства, та самая опасность, которая примерно в это же время погубила не менее прекрасное дело мозаичистов, подстерегала и витражное искусство. Все явственнее и явственнее проявлялись признаки, снижавшие силу, яркость и лаконичную выразительность витражных изображений и лишавшие эти творения их главной, оправдывающей смысл их существования черты — монументальности. Чем богаче была палитра красок, чем больше была величина вставлявшихся в окна кусков стекла, чем тоньше, искуснее и детальнее выписывали художники рисунки на стекле, копируя произведения великих мастеров эпохи Возрождения, тем больше теряли витражи в своей декоративности и становились просто живописными картинами, перенесенными с холста на стекло. Их тонкий, изящный рисунок совершенно не читался издали; покрытые росписью цветные стекла были далеко не такими прозрачными и выглядели тусклыми. Отрываясь от архитектуры, от ее больших ансамблей общественного значения, витраж замыкается в домах частных владельцев, начинает говорить языком, не свойственным монументальному искусству, и в XVII столетии окончательно утрачивает то значение, которое он имел в течение нескольких веков.

ГЛAВA ШЕСТАЯ. ДРЕВНЕРУССКОЕ СТЕКЛО
NB. Достать Киевской мусии.М. В. ЛОМОНОСОВ

Древняя Русь по своему военному могуществу и общему уровню культуры занимала одно из видных мест среди государств Европы. Новейшие археологические данныеподтверждают довольно широкое в те времена распространение грамотности среди русского народа. Нередким было и знание иностранных языков, особенно в кругах феодальной знати. Известно, что Всеволод Ярославич, отец Владимира Мономаха, говорил на пяти языках. Некоторые князья и дружинники проявляли исключительный интерес к книгам и собирали у себя большие библиотеки. Тесные политические и культурные связи между древней Русью и государствами Западной Европы часто укреплялись брачными союзами русских княжеских родов с представителями знаменитых европейских династий. Так, Ярослав Мудрый был женат на дочери норвежского короля — Ингигерде, его дочь Анна была замужем за французским королем Генрихом I, другая дочь Елизавета — за королем Норвегии Гаральдом, сын Ярослава Всеволод был женат на греческой принцессе из дома Мономахов, а внучка Евпраксия была замужем за императором священной Римской империи Генрихом IV. Особенно убедительным доказательством общего высокого уровня культуры древней Руси, киевского и докиевского периодов, может служить широкое развитие многообразных ремесел, в том числе тонких, художественных, прославленных не только внутри страны, но и далеко за пределами Киевского государства. Б. А. Рыбаков в своей книге «Ремесло древней Руси» насчитывает свыше сорока видов ремесел, существовавших в то время. Важнейшими из них были кузнечное и гончарное, ранее других отделившиеся от сельского хозяйства. Большую роль играло также производство орудий сельского хозяйства, оружейное дело, слесарное ремесло, изготовление тканей, обработка кожи, ювелирное, или, как иногда называли, «златокузнечное дело», и многие другие. Некоторые изделия русских мастеров шли не только на внутренний рынок, но и вывозились в другие государства. Это подтверждается находками при археологических раскопках на территории Волжской Булгарии, в окрестностях Херсона, в Чехии, Польше, Прибалтике, Швеции. Остановимся несколько подробнее на одной из отраслей ремесла, прославившей древнюю Русь, — на ювелирном искусстве. Искусство изготовления тончайшего «узорочья» из меди, бронзы, серебра и золота зародилось на Поднепровье очень давно, и археологи прослеживают его развитие от первых веков нашей эры. Постепенно совершенствуясь, оно достигло чрезвычайно высокого технического и художественного уровня в эпоху Киевской Руси. Виртуозно владея всеми приемами обработки металла (ковкой, чеканкой, фигурной отливкой, протяжкой проволоки и узорчатым плетением из нее), древнерусские «златокузнецы» изготовляли множество всевозможных украшений: ожерелья, браслеты, перстни. К этой же категории изделий можно отнести церковную утварь, а также парадную серебряную посуду и, наконец, предметы вооружения знатного воина: золоченые шлемы, удила в стремена, златокованые трубы, драгоценные рукоятки мечей. Эти вещи художественно отделывались всеми известными в то время в Западной Европе и на Востоке способами, а именно: покрывались «чернью» — особым легкоплавким составом черного цвета; украшались так называемой «зернью», или «сканью», — мелкими крупинками металла или узорами из витой проволоки, припаянными к поверхности изделия; покрывались тонкими серебряными или золотыми листами; или, наконец, что считалось особенно трудным и ценным, украшались разноцветными эмалями, являющимися определенной категорией легкоплавких прозрачных или заглушенных цветных стекол (рис. 147). Производство эмалированных ювелирных изделий, требовавшее исключительного мастерства и высокой профессиональной культуры, было главной специальностью киевских златокузнецов, умение которых пользовалось славой далеко за пределами их родной страны.
 Рис. 147. Золотые колты и золотая цепь, украшенные перегородчатой эмалью. Киев. XI–XII вв.
Рис. 147. Золотые колты и золотая цепь, украшенные перегородчатой эмалью. Киев. XI–XII вв.
В известном трактате о ремеслах, составленном Теофилом, ученым монахом одного из бенедиктинских монастырей, жившим в эпоху древней Руси, среди стран, прославленных своими художественными ремеслами, Русь поставлена на втором месте, непосредственно после Византии — самого культурного европейского государства того времени. Таким образом, мы вправе сказать, что славянские ремесленники, мастера златокузнечного дела внесли большой вклад в расцвет общей культуры древней Руси, столь поражавшей современников и привлекавшей многочисленных путешественников из различных стран Европы и Азии. Восхищение, которое вызывалось у иностранцев посещением древней Руси, усиливалось великолепием монументальных построек ее многочисленных городов, в первую очередь Киева, знаменитого своими храмами. Таких храмов в Киеве было несколько: Десятинная церковь, Успенский собор Печерской лавры, Михайловский златоверхий монастырь и, наконец, самый великолепный из них, всемирно известный своей архитектурой, мозаиками и фресками храм Софии (рис. 148).

Рис. 148. Киевский Софийский собор в первоначальном виде. XI в. (Реконструкция архитектора А. Н. Тарантула, в 1955 г.)
Академик Б. Д. Греков в своей книге «Киевская Русь» так пишет об этом храме: «Если вы, собираясь осмотреть Киевскую Софию, заранее решили отнестись снисходительно к умению наших далеких предков выражать великое и прекрасное, то вас ждет полная неожиданность. Переступив порог Софии, вы сразу попадете во власть ее грандиозности и великолепия. Величественные размеры внутреннего пространства, строгие пропорции, роскошная мозаика и фрески покорят вас своим совершенством, прежде чем вы успеете вглядеться и вдуматься во все детали и понять все то, что хотели сказать творцы этого крупнейшего произведения архитектуры и живописи». Такое впечатление вызывал и вызывает до сих пор этот знаменитый храм у всякого вошедшего в него первый раз. Киевский Софийский собор — это величайший памятник искусства домонгольской Руси. В его стенах до нашего времени сохранился ансамбль мозаичных росписей — драгоценный образец русской монументальной живописи, пережившей девять веков. Необыкновенное богатство и красочность внутренней отделки собора, его мозаики и фрески, полированные и резные цветные камни, майолика и инкрустации, полы, набранные из разноцветных смальт (или мусии, как называли раньше цветное стекло) и представлявшие собой великолепные красочные ковры, — все это должно было сильно поражать воображение входящих в этот храм и говорить о величии феодальной церкви и силе княжеской власти. Один из авторов XVI в., когда полуразрушенный Киевский Софийский собор еще производил большое впечатление, писал: «В целой Европе нет храмов, которые по драгоценности и изяществу украшений стояли бы выше Константинопольского и Киевского». Особенно важное место в декоративной отделке собора занимала мозаичная живопись, заполнявшая поверхность стен наиболее освещенного подкупольного пространства. Она хорошо сохранилась до наших дней (рис. 149). Все фигуры с их обобщенными формами и подчеркнутым контуром хорошо читаются на расстоянии. Золото фона и яркие цветные смальты дают богатую красочную игру в потоках света, вливающегося в окна. Особо сильное впечатление производит огромная, одиноко стоящая на золотом фоне фигура «Оранты» — богоматери с молитвенно воздетыми руками (рис. 150).
 Рис. 149. Внутреннее помещение Софийского собора. XI в. Рисунок с натуры архитектора Ю. И. Химича, 1955 г.
Рис. 149. Внутреннее помещение Софийского собора. XI в. Рисунок с натуры архитектора Ю. И. Химича, 1955 г.
 Рис. 150. Богоматерь «Оранта». Фрагмент мозаики Киевского Софийского собора. XI в.
Рис. 150. Богоматерь «Оранта». Фрагмент мозаики Киевского Софийского собора. XI в.
Ниже идет фриз, изображающий так называемую «Евхаристию» — Христа, дающего причастие апостолам. В трактовке форм и в передаче движений этой композиции специалисты усматривают еще большую условность. По художественным достоинствам наиболее замечательным из всего мозаического цикла св. Софии считается фриз, расположенный ниже «Евхаристии», с изображением святителей. Фигуры показаны фронтально, в спокойных и торжественных позах. Их выразительные лица имеют индивидуальные характеристики. Особенно запоминаются изображения Иоанна Златоуста (рис. 151) и Николая Чудотворца.
 Рис. 151. Иоанн Златоуст. Фрагмент мозаики Киевского Софийского собора. XI в.
Рис. 151. Иоанн Златоуст. Фрагмент мозаики Киевского Софийского собора. XI в.
Создатели мозаик Киевской Софии — греческие и русские мастера — показали высокое искусство и глубокое понимание монументальности форм. В. Н. Лазарев в своей «Истории византийской живописи» пишет: «Мозаика и фрески Софийского храма по своей суровой торжественности и величавости, по своему монументальному размаху не имеют себе равных во всей истории древнерусской живописи. Они наглядно говорят о силе и мощи того государственного объединения, каким являлась Киевская Русь. Эти мозаики и фрески образуют замечательный по своей внутренней логике декоративный ансамбль, проникнутый единой мыслью, и те средства художественного выражения, которыми пользовались работавшие в храме Софии мастера, настолько лаконичны и просты, что они навсегда останутся незабываемым классическим образцом монументальной живописи». Но не надо забывать, что и в других крупных центрах Киевской Руси — в Новгороде, Полоцке, Чернигове — были храмы, немногим уступавшие столичному по своему великолепию. Не так давно еще можно было слышать суждение, будто бы София Киевская и многие другие русские храмы того времени целиком являлись продуктом творчества греческих архитекторов и мастеров, совершенно не считавшихся со вкусами и традициями славянского общества. На самом деле при построении этих храмов обычный тип византийской архитектуры изменялся в соответствии с требованиями русского зодчества, уже имевшего к этому времени свои определенные традиции. Приглашаемые из Византии инженеры и художники вынуждены были считаться с требованиями русского народа, составившего уже свое мнение о том, как должно выглядеть такое монументальное сооружение. Я не пишу книги об истории искусств и не собираюсь специально рассматривать вопрос о самобытности древнерусского культового строительства. Этим занимаются искусствоведы. Я ограничусь ссылкой на многокупольность как характернейшую особенность русских храмов того времени, нигде в других странах не повторяющуюся. Храм Софии имеет 13 куполов, столько же, сколько и старый деревянный Новгородский храм. Десятинная церковь, ныне разрушенная, имела 25 куполов. Эта традиция в русском культовом строительстве была уже тогда четко определявшейся и оказалась весьма устойчивой. У существующей в настоящее время деревянной церкви Кижского погоста 22 главы. Другой характерной чертой Софийского и прочих русских храмов того времени было сочетание во внутренней отделке двух родов живописи — мозаичной и фресковой, чего также не наблюдалось в других странах. Детальное изучение особенностей крупных построек интересующего нас времени дает право говорить о самобытности древнерусской монументальной архитектуры, о том, что русские строители и художники, где бы и у кого бы они ни учились, перенимали технику дела, изучали вкусы и стили того или иного народа, но пользовались чужими образцами и приобретаемыми навыками совершенно оригинально, придавая им самостоятельные черты русской культуры. В XI–XII вв. храм Софии в Киеве являлся своеобразным центром цивилизации, откуда просвещение распространялось по всей Руси. При нем была организована первая библиотека с большим количеством книг не только духовного, но и светского содержания. При храме состояло много переводчиков и писцов, неустанно умножавших книжный фонд библиотеки. Здесь же создавались оригинальные произведения русской литературы и был составлен древнейший летописный свод. Все сказанное помогает нам уяснить, какое высокое положение занимала Киевская Русь среди современных ей европейских и восточных государств. Постараемся теперь разобраться, какое положение в кругу разнообразных, высокоразвитых по тому времени ремесел Киевского государства занимало стеклоделие. Тенденциозный подход ряда зарубежных историков прошлого к вопросам культуры и быта наших отдаленных предков отразился и на представлениях о состоянии стеклоделия в Киевской Руси. В течение долгого времени принято было считать, что все цветное стекло, т. е. все смальты, из которых набирались мозаики древнерусских храмов, завозились в количестве многих десятков тонн из Византии. Утверждали, что находимые при археологических раскопках на территории славянских городищ и мест погребения многочисленные обломки мелких стеклянных изделий также относятся к продукции, завозившейся в славянские земли египетскими, финикийскими, сирийскими, арабскими и другими купцами. На этом основании строились заключения о необыкновенно развитых торговых сношениях Киевского государства с окружающими странами, об особенной роли мелких купцов-коробейников, заносивших свои товары в самые отдаленные уголки славянских земель; словом, предлагались все возможные варианты, кроме одного, самого, казалось бы, естественного, что в Киевской Руси, в некоторых из ее многочисленных городов, могло существовать собственное стекольное производство. К этому выводу подошли лишь после того, как в начале текущего столетия археолог Хвойко раскопал в Киеве, около Десятинной церкви, остатки стекольной мастерской, относящейся к XI–XII вв. Судя по описаниям, оставленным автором раскопок, были найдены развалины печей «особого устройства», большое количество целых и сломанных стеклянных браслетов и перстней, а также куски эмали. К сожалению, производитель раскопок не объяснил, что он понимал под печами «особого устройства», и на основании его краткого отчета нельзя было сделать никаких выводов о технологии производства. Но тот факт, что раскопана была именно производственная ячейка, сомнений у археологов не вызывал, так как часть браслетов и их обломков была деформирована и спаяна между собой, что признавалось за производственный брак. Однако подобная же картина могла получиться и в результате пожара. Не менее интересные результаты были получены в 1950 г. при раскопках, проведенных Институтом археологии Академии наук УССР в одном из древнейших районов Киева, именуемом Подолом. В слоях конца XI и начала XII в. были открыты остатки большой стеклоплавильной мастерской, с разрушенными горнами, с черепками тиглей, облитых разноцветными стеклянными расплавами, и с большим количеством обломков и полуфабрикатов всякого рода стеклянных изделий, начиная от бус, перстней и браслетов и кончая тонкостенными сосудами и кусками многоцветной смальты. И, наконец, годом позже был получен еще более ценный материал. В так называемом «митрополичьем саду» на территории историко-культурного музея — заповедника Киево-Печерской лавры — весной 1951 г. произошел обвал земли, который обнажил остатки разрушенной монголами в 1240 г. крепостной стены, окружавшей Печерский монастырь и обращавшей его в мощный укрепленный замок. Стены были выложены из кирпича по всем правилам фортификации того времени, имели 2 м в ширину и 6 м в высоту. Раскопки, проведенные на этом месте тем же институтом, обнаружили много интересных вещей. Около самой стены, с внутренней ее стороны, были открыты остатки двух сравнительно больших стеклоплавильных горнов. Обломки тиглей и куски бывших в употреблении кирпичей с потеками разноцветной стеклянной массы не оставляют сомнения в том, что горны использовались для варки стекла. Очень интересно, что среди бывших в употреблении тиглей обнаружены глиняные сосуды, имеющие плоскую форму. В отдельных случаях можно было заметить, что такая форма достигалась путем обламывания высоких стенок глубокого сосуда. Невольно напрашивается мысль об аналогии со стекловаренными глиняными сковородами египтян, о которых мы говорили в главе, посвященной начальному периоду развития стеклоделия. Мы подчеркивали тогда целесообразность такой формы для окончательной стадии варки, когда нужно особенно хорошо прогреть всю массу расплавленного стекла. Около разваленных горнов, настолько поврежденных, что их первоначальную конструкцию нельзя себе представить, было найдено большое количество мелких и крупных слитков разноцветного стекла, или смальты, частично расколотой на кубики, предназначенные для набора мозаик, много глазурованных разноцветных половых плиток, тонкостенные сосудики в виде стопок и рюмок, а также некоторое количество круглых оконных стекол. Характерно, что стеклянные браслеты и бусы, столь обычные в культурных слоях русских городов домонгольского периода, здесь совсем не были найдены. Таким образом, лаврские раскопки открыли нам крупную мастерскую XI в., расположенную на монастырской территории и имевшую своим назначением выпускать в больших по тому времени количествах мозаичные смальты, глазурованные керамические плитки и оконные стекла — ценный художественный отделочный материал для строительных работ по возведению монументальных зданий общественного назначения. Главным потребителем этой продукции был Успенский собор Киево-Печерской лавры, строившийся в 1073–1075 гг. К сожалению, в настоящее время мы лишены возможности проверить это предположение точными приемами химического анализа, установив тождество найденных в раскопке смальт с теми, из которых были выложены мозаики, когда-то украшавшие этот собор. Для этого нам пришлось бы приступить к поискам остатков этих разрушенных временем мозаик, так как Успенский собор взорван немецко-фашистскими захватчиками в ноябре 1941 г. Между прочим, интересно отметить, что цвета многих обнаруженных лаврскими раскопками смальт точно соответствуют расцветкам, примененным на мозаических картинах Киевского Софийского собора. К этому нужно прибавить, что сделанный нами химический анализ одного из найденных в раскопке мозаических кубиков показал точное совпадение состава стекла этого кубика с одним из сортов смальты, использованной в мозаике Софийского собора. На основании этого нельзя, конечно, утверждать, что откопанная в митрополичьем саду мастерская готовила смальты и для Софийского собора, так как последний строился в первой половине XI в., когда Киево-Печерской лавры еще не существовало. Однако нельзя возражать против того, что мастерская, обслуживавшая строительство Успенского собора, дублировала такую же мастерскую, которая за несколько десятков лет до этого стояла на строительной площадке Софийского храма. Такое предположение вполне естественно, а если это действительно было так, то не менее естественно допустить, что методы производства и рецептура, а может быть, частично и люди в обеих мастерских были теми же. Тогда становится понятной общность расцветок и составов смальт, обнаруженных в лаврских раскопках, со смальтами, использованными в мозаиках Киевского Софийского собора. Итак, мы можем считать доказанным, что в Киеве домонгольского периода существовало по меньшей мере три стекольных мастерских. Непрерывно продолжающиеся археологические исследования показывают, что местные центры стекольного производства существовали и в некоторых других населенных пунктах Киевского государства. Достаточно достоверные следы их обнаружены, например, в старинном городе Колодяжине Житомирской области, в Костроме, старой Рязани, Новгороде. Таким образом, легенду об иноземном происхождении всех стеклянных изделий, которыми пользовались во времена Киевской Руси, следует считать окончательно рассеянной. Наши предки — славяне домонгольского периода — располагали собственным, хорошо поставленным стекольным производством, размещавшимся по преимуществу в крупных городах и поставлявших населению разнообразную продукцию в большом количестве. Остановимся более подробно на отдельных видах выпускавшейся продукции. За последние годы действительным членом Академии наук БССР М. А. Безбородовым было опубликовано не меньше тридцати химических анализов древнерусских стекол. За это же время по пашей просьбе Аналитическая лаборатория Ленинградского технологического института произвела спектральный и химический анализы двадцати семи стекол различных типов, полученных из раскопок и мозаик Киева и из Белой Вежи. Результаты анализов были опубликованы в «Докладах Академии наук СССР» и в журнале «Стекло и керамика». Все эти новые материалы дают возможность сделать интересные выводы, характеризующие состояние русского стеклоделия XI–XIII вв. по отдельным его отраслям. Наиболее крупным по объему и самым сложным по технике было, пожалуй, производство мозаических смальт. Мы располагаем анализами четырнадцати образцов смальт разных цветов, добытых из раскопок и из сохранившихся мозаик Киева, Чернигова и Новгорода. Все, кроме одного образца, указывают на сходство этих смальт по составу с русскими смальтами XVIII и XIX вв. Главной составной частью древних смальт была окись свинца, содержание которой колебалось от 63 до 75%. Кремнезем входил в количестве 17-33%, остающиеся 5-10% заполнялись глушителем, красителями, ничтожными количествами (не более 1%) окиси кальция, натрия и калия, а также глиноземом, окислами железа и другими загрязняющими примесями. В качестве глушителя, т. е. вещества, которое делает стекло непрозрачным, употреблялась широко применяющаяся для этой цели и сейчас окись олова. Иногда глушение достигалось кристалликами закиси меди в результате особого температурного режима, которому подвергались смальты такого типа. Некоторые смальты густых темных оттенков, по-видимому, умышленно совсем не заглушались для достижения особого глубинного эффекта, внутреннего блеска в затемненных местах картин. В некоторых случаях для производства смальт пользовались бессвинцовыми или малосвинцовыми, более тугоплавкими стеклами. Часто их не удавалось хорошо проплавить, и они содержали остатки нерастворившихся зерен песка. Глушение в этих случаях достигалось либо недостаточным проваром шихты, либо дополнительным введением небольшого количества окиси олова. Смальты выплавлялись различных цветов: зеленые, желтые, красно-коричневые, сине-лиловые, голубые, белые, черные. Выделывались в большом количестве и смальты с запрессованной между двумя слоями золотой фольгой. От цвета верхней тонкой стеклянной пленки, так называемой кантарели, зависел оттенок золоченой смальты. Этим эффектом, проявившимся в разнообразия цветовых оттенков золота смальт, широко пользовались при набирании фонов мозаических картин, которые из-за этого получались не однотонными, а переливающимися тысячами оттенков. В качестве красителей применялись окислы меди, железа, марганца, кобальта, никеля, сурьмянокислый свинец, серебро, сера, вернее, те сернистые соединения, которые образовывались в стекле из-за присутствия серы. В черный цвет смальты окрашивались при помощи различных смесей из названных красителей (рис. 152).
 Рис. 152. Кубики из мозаики Киевского Софийскою собора. Натуральная величина
Рис. 152. Кубики из мозаики Киевского Софийскою собора. Натуральная величина
При варке смальт в древнерусских мастерских, по-видимому, пользовались приемом, дожившим до XX в.: первоначально наваривалось в больших количествах несколько основных типов стекол, которые потом окрашивались путем вторичной переплавки, а иногда и при помощи довольно сложной термической обработки с введением незначительных доз тех или иных красителей. Искусство выплавки смальт в древней Руси стояло, как следует из сказанного, на высоком уровне. В отношении качества и количества продукции оно было вполне способно удовлетворить требованиям, предъявляемым мозаичным искусством того времени и оставившим столь замечательные памятники в городах Киевского государства. Правда, мы знаем, что палитру смальт приходилось пополнять различными цветными камнями, преимущественно для светло-серых, розовых и телесных оттенков. Для этой цели могли быть использованы и использовались некоторые горные породы, широко распространенные в Поднепровье, как, например, глинистые сланцы, или шиферы, полевые шпаты, пегматиты, кварц и т. п. Но этот прием нисколько не принижал высоких достоинств создаваемых в Киевской Руси монументальных художественных произведений. Напротив, предоставляя художнику широкий простор в выборе фактуры материала, он расширял его возможности, обогащал запас его изобразительных средств. Великолепие монументальных мозаик не в богатстве палитры использованных цветов, а в величественных эффектах скупых цветовых сочетаний. Именно этими благородными чертами отличалась древняя и средневековая мозаика от позднейших, откровенно вставших на путь имитации масляной живописи и потерявших тем самым свое значение самостоятельной ветви изобразительного искусства. Древнерусские мозаики набирались преимущественно из кусочков кубической формы с длиной ребра не больше 1 см. Часто употреблялись кусочки продолговатой, а иногда совсем неправильной формы. Лица и открытые части тола составлялись из более мелких кубиков, а одежда и фоны — из более крупных. Очень часто кубики смальт или горных пород закреплялись в известковом растворе под разными наклонами, образуя шероховатую поверхность, создававшую теневую игру, всегда различную в зависимости от условий освещения и места, с которого мозаика рассматривалась. В отличие от мозаик позднейших веков киевские мозаики никогда не шлифовались. Обратимся к другому виду стекольной продукции, занимавшему по своему значению в древней Руси следующее место после производства мозаических смальт, — к стеклянным браслетам (рис. 153).
 Рис. 153. Браслеты из раскопок Белой Вежи на берегу Дона. X–XI вв.
Рис. 153. Браслеты из раскопок Белой Вежи на берегу Дона. X–XI вв.
На обширных просторах Киевского государства, раскинувшегося от Ладожского озера до Черного моря, от Карпат до верхнего течения Волги, всюду на городищах, начиная с культурного слоя XI в., археологи находят, в целом виде или в обломках, множество мелких стеклянных изделий — предметов женского туалета, главным образом браслетов. Нередки случаи, когда из-под одного древнего дома удается извлечь несколько тысяч обломков таких браслетов, что свидетельствует об исключительной распространенности этого типа изделий в городах Киевского государства. В деревенских курганах, наоборот, стеклянные браслеты попадаются редко. Интересно отметить, что начиная со второй половины XIII в. стеклянные браслеты исчезают и в более поздних культурных слоях не появляются. (Исключением является Новгород, где браслеты бытуют до начала XIV в.) Это обстоятельство может служить лишним доказательством существования в древней Руси собственного стекольного производства. Известно, что монгольское нашествие подавило все достижения материальной культуры славянского народа, и ремесла его, в том числе в стекольное, заглохли на долгие годы. Поэтому и исчезли из употребления стеклянные браслеты. Их некому было делать. Причину столь большой распространенности стеклянных браслетов в Киевской Руси нужно искать, по-видимому, в сочетании их специфической нарядности, свойственной всем цветным стеклянным изделиям, с широкой доступностью, дешевизной. Эти преимущества заставляли забывать о главном недостатке подобных изделий — хрупкости, недолговечности. Браслеты носили и взрослые женщины и совсем маленькие девочки, вероятно как из имущих, так и неимущих слоев населения, причем было принято надевать на руку сразу по нескольку браслетов. Можно представить, какое количество этих украшений разбивалось при работе хозяйки у очага и во время игр ребенка. Но на это, должно быть, не обращали внимания: в любом городе браслеты можно было приобретать в каком угодно количестве за самую невысокую цену. Обо всем этом рассказывают нам археологические находки в культурных слоях XI—XIII вв. Что же представляли собой эти браслеты по внешнему виду и какова была технология их изготовления? Прежде всего укажем, что, как и большинство изделий широкого потребления, стеклянные браслеты выпускались различных качественных категорий — от самых примитивных до ценных и даже драгоценных экземпляров, представлявших собой предметы роскоши. Само собой разумеется, подавляющая масса браслетов выпускалась самого простого, самого дешевого сорта. Исходным материалом для изготовления браслета служила стеклянная палочка. Когда надо было изготовить самый простой браслет, брали обыкновенную палочку, вытянутую из прозрачного или заглушенного, бесцветного или окрашенного стекла. Палочку в разогретом состоянии загибали в кольцо вокруг болванки, сделанной из глины, металла или дерева, свободные концы накладывали один на другой и «сваривали» более или менее сильным прижатием. Палочка обычно имела 5-7 мм в диаметре. В большинстве случаев она была круглого, а иногда и приплюснутого сечения, нередко винтообразно закрученная. При изготовлении дорогих браслетов брали более сложные палочки, наподобие применяющихся в производстве филигранных стеклянных изделий, изготовлявшихся с таким искусством венецианскими мастерами. Напомним, что обычно для этого сваривали в один пучок несколько разноцветных стеклянных палочек или стержней, окружая более тонкими палочками центральный толстый ствол. Сваренный таким образом пучок разогревали до размягчения и растягивали в палочку толщиной в 5-7 мм. Из такой сложной разноцветной палочки, закручивая ее в той или иной степени и сгибая потом в кольца, приготовляли браслеты, как указывалось выше. Иногда пользовались другим, известным в художественном стеклоделии методом, носящим название «миллефиори». Сущность его в данном случае сводилась к следующему. На глиняную или металлическую пластинку насыпали мелко истолченное разноцветное стекло. После этого набирали из тигля на конец железного стержня порцию расплавленного стекла, которой придавали вид толстого короткого стержня. Полученную таким образом заготовку, нагретую до размягчения, прокатывали по плитке с рассыпанными на ней осколками разноцветного стекла. Стеклянные осколки впивались в поверхность заготовки и после неоднократных раскатываний, чередующихся с повторными разогревами, образовывали особый поверхностный слой, пронизанный множеством разноцветных включений. После этого заготовку обычными приемами растягивали в палочку нужной для изготовления браслета толщины. При этом заключенные в поверхностном слое разноцветные стеклянные крупинки растягивались, принимая вид вытянутых по длине палочки веретенообразных фигур, образующих в своей совокупности красивый пестрый узор. При изготовлении браслетов высшего сорта прибегали и к живописи. В качестве красителей применялись обычные минеральные пигменты, не выгорающие при высоких температурах. Обычно это были окислы железа, меди, никеля, марганца, реже кобальта, ввозившегося, по-видимому, с Востока. Чтобы эти краски хорошо пристали к стеклу, их смешивали с так называемым «флюсом» — измельченным легкоплавким стеклом особого состава, куда, кроме песка, входили свинцовый сурик и бура. Смесь краски с флюсом хорошо растирали в ступке с растительным маслом и наносили на декорируемый предмет при помощи кисти, воспроизводя тот или иной рисунок. После этого изделие подвергалось обжигу до температуры 600-700°, при которой стекло еще не начинало деформироваться, а флюс уже сплавлялся и закреплял краски на поверхности изделия. Подобным же образом наносили на браслеты позолоту или серебрение, растирая с флюсами названные металлы в порошкообразном состоянии. Однако в редких случаях применялся и более совершенный способ золочения, аналогичный описанной выше методике изготовления золоченых мозаических смальт. При этом на стеклянную палочку наносилась золотая фольга и закреплялась накладывавшимся сверху тончайшим слоем совершенно прозрачного стекла. Крайне интересно было бы установить, каким путем наносилась эта фиксирующая золото тонкая стеклянная пленка. Она гораздо тоньше кантарели мозаических смальт и не может быть нанесена тем же приемом. Она не может быть образована и методом погружения в расплавленную стекломассу, так как благодаря высокой вязкости расплава она непременно получилась бы в десятки и сотни раз более толстой. Можно предположить, что тончайший защитный стеклянный слой наносился при помощи флюса, замешанного на растительном масле, т. е. с использованием краски без пигмента, которая после обжига могла давать тончайший прозрачный слой, нечто вроде силикатного лака. Возможен, однако, и еще один вариант, который будет подробно описан ниже, когда речь зайдет о золоченых бусах. Вопрос золочения браслетов, как и многие подобные вопросы, возникающие при попытке восстановить технологию стекольного производства прошлых веков, иногда гораздо более сложную и искусную, чем это кажется с первого взгляда, требует экспериментального разрешения в обстановке специализированной лаборатории. К сожалению, наши замечательные музеи изобразительного искусства, часто являющиеся по своим богатствам уникальными, не имеют собственных, надлежащим образом оборудованных технологических лабораторий и как правило, не располагают средствами для того, чтобы систематически пользоваться услугами других лабораторий. Стоит ли говорить, насколько этим обедняются ресурсы, которыми пользуются археологи и искусствоведы в их неустанных трудах по изучению культур давно минувших веков. Нарядные браслеты, более или менее богато разукрашенные (рис. 154), были найдены в наибольшем количестве при раскопках Белой Вежи (на берегу Дона у станицы Цимлянской). Белая Вежа — это бывшая хазарская крепость Саркел, взятая Святославом во второй половине X в. Археологи находят браслеты лишь начиная с культурных слоев X в. В слоях же более раннего времени их нет, и поэтому можно заключить, что они принадлежат славянскому производству.
 Рис. 154. Обломки браслетов, украшенных различными способами. Из беловежских раскопок. X–XI вв.
Рис. 154. Обломки браслетов, украшенных различными способами. Из беловежских раскопок. X–XI вв.
Браслеты беловежского типа находят и при раскопках Тьмутаракани. Производство браслетов могло быть организовало несколько иначе, чем это принято при изготовлении других стеклянных изделий. Обычно формование стеклянной вещи производится в том же месте, где и варка стекла, т. е. в непосредственной близости от стекловаренной печи, что вполне целесообразно, так как при этом используется тепло расплавленной стекломассы. Ее не приходится второй раз разогревать, чтобы привести в размягченное состояние, которое необходимо для формования. Но бывают случаи, когда выгодно отойти от этого правила. Так, вероятно было при массовом изготовлении браслетов простейшего типа. Производство стеклянных палочек разных цветов и рисунков, несомненно, могло быть поставлено только в квалифицированных мастерских, где были надлежащие горновые устройства и опытные мастера, хорошо знавшие сложное дело варки и выработки изделий из стекол разных составов и цветов. Эти палочки как полуфабрикат поступали в руки менее искусных мастеров, незнакомых с делом варки стекла, но располагавших примитивными очагами, в которых можно было разогревать палочки до размягчения, скручивать их и сгибать в кольца. Эти мастера «второй руки» вероятно и заканчивали работу над браслетами и другими мелкими украшениями женского туалета. Именно так, нам кажется, изготовлялась главная масса браслетов простого дешевого типа. Только так можно было организовать выпуск этих изделий в столь огромных количествах и только этим можно было объяснить нередко наблюдающиеся совпадения составов стекол, находимых в различных районах славянских земель. Само собой разумеется, что более ценные браслеты, отличавшиеся сложностью формования и художественной отделки, которые не являлись ходовым товаром, могли изготовляться лишь в относительно крупных мастерских, где техника варки и обработка стекла стояли на предельно высоком по тому времени уровне. Проделанные за последнее время анализы показывают, что по составу стекла браслеты Киева и Белой Вежи довольно близки между собой. И там и здесь мы имеем бессвинцовое известково-щелочное стекло. От современных составов такого типа браслетное стекло отличалось пониженным содержанием кремнезема за счет увеличения содержания щелочей и глинозема. Особенно в этом отношении выделяются два анализа беловежских образцов — с содержанием щелочей до 22-23% и глинозема до 10-13%. Несмотря на избыток щелочей, стекла эти показали высокую химическую устойчивость: поверхность изготовленных из них браслетов не имеет того вида, который свойствен стеклянным изделиям, пролежавшим много лет в земле. Она не покрыта тонкой иризирующей пленкой, образующейся в результате разрушения поверхности под воздействием атмосферных агентов, а представляется совершенно гладкой и блестящей, сохранившей фактуру так называемой огневой полировки. Браслеты эти, несмотря на свою тысячелетнюю давность, имеют вид только что изготовленных. Высокая химическая стойкость этих составов объясняется, по-видимому, большим количеством глинозема, в три-четыре раза превосходящим обычную норму, а также отчасти и повышенным содержанием окиси магния (до 7% вместо обычных 2-3%). Использование стекол подобного типа может представлять интерес и в настоящее время, особенно, когда приходится базироваться на месторождения глиноземистых песков. Интересно отметить следующее: судя по химическим анализам, некоторые стекла, употреблявшиеся для изготовления браслетов, содержали большое количество окиси натрия, что свидетельствовало о варке стекла не на поташе, как обычно, а на соде. Известно, что старинный способ получения соды состоял в обработке золы растений, произрастающих на солончаковых почвах. Таких участков в средней черноземной полосе нашей страны и на побережье Черного моря было много, и они, естественно, могли служить источником добычи соды для стекловаров домонгольской Руси. Стекольщики всегда питали пристрастие к прославленным источникам сырья и привыкли возить нужные им материалы издалека. Мы уже рассказывали, как венецианцы ездили на финикийское побережье к реке Белус за песком, столь излюбленным стекловарами эллинистической эпохи. Приведенный выше состав, типичный для стекол, из которых изготовлялись древнерусские браслеты, не является, однако, единственным. Пользовались и рецептами несколько другого рода. Например, М. А. Безбородов, ссылаясь на анализ одного из браслетов, найденных при раскопках в районе г. Гродно, показал, что это стекло приближается по своему типу к хрусталю и содержит около 22% окиси свинца при нормальном содержании щелочей до 16%. В качестве красителей браслетного стекла применялись те же металлические окислы, которые использовались при выплавке смальт, т. е. для голубых и зеленых цветов — окислы меди и железа, желтый цвет получался введением в шихту серы и угля, фиолетовый — марганца, синий — кобальта. Желтый цвет достигался иногда сурьмянокислым свинцом и коллоидным серебром. Особо сложным приемом, технически нелегко осуществляемым, являлась окраска стекла в красные тона закисью меди. Третий вид стеклянных изделий, попадающихся в больших количествах при археологических раскопках городищ и могильников Х–XIII вв., — это бусы. Они настолько распространены в этих слоях, что иногда вымываются дождями и их можно найти в осыпающихся берегах больших рек. Так, например, одному древнему летописцу, когда он был в 1114 г. в Ладоге, местные жители рассказывали: «Яко сде есть, егда будеть туча велика, а находять дети паши глазкы стеклянные и малыи и великыи, провертаны, а другые подле Волхова беруть, еже выполаскываеть вода». Находимые на территории домонгольской Руси стеклянные бусы чрезвычайно разнообразны по величине, форме, расцветке и художественной обработке. Пожалуй, единственным общим признаком является лишь наличие отверстия для нанизывания на нитку (рис. 155).
 Рис. 155. Новгородские золоченые и серебрёные бусы, а также мелкие бусы и бисер из Белой Вежи. X–XI вв.
Рис. 155. Новгородские золоченые и серебрёные бусы, а также мелкие бусы и бисер из Белой Вежи. X–XI вв.
Рассказывая в предыдущих главах нашей книги о первых шагах стеклоделия и о дальнейшем его развитии, мы неоднократно останавливались на бусах как на изделиях, простейших по технике исполнения и вместе с тем отвечающих какому-то минимуму эстетических требований, предъявляемых к украшениям женского одеяния. Эти два качества бус, вероятно, и обусловили их широчайшее распространение во все времена и у всех народов. Примитивную бусину из стеклянной пасты мы можем найти в погребении восточной царицы древнейших времен; подобную же бусину, только гораздо более совершенную по качеству исполнения, мы могли бы увидеть в ожерелье Дездемоны, изготовленном руками знаменитых мастеров Венеции. Между археологами, занимающимися изучением культуры наших предков, нет согласованного решения о том, какие же сорта бус считать за продукцию местного, славянского, происхождения. Большинство авторитетов склоняется к тому, что в Киевском государстве изготовлялись бусы сравнительно простого типа — из однородного стекла разных цветов, серебреные и золоченые (иногда при помощи фольги), шаровидной, цилиндрической или биконической формы, т. е. в виде двух усеченных конусов, сложенных своими широкими основаниями. Иногда несколько бусин соединялись по длине в одно целое. Проделанные за последние годы химические и спектральные анализы бус, найденных в различных местах — в Киеве, в Калининской и Калужской областях, в Белой Веже, — показывают, что их состав обычно представляет собой стекло с умеренным содержанием свинца, доходящим до 25%, при наличии окислов щелочных металлов около 15%. Окиси кальция и магния, как правило, содержалось довольно мало. Но применялись и бессвинцовые стекла. Красители, несомненно, были те же, что и употреблявшиеся в производстве браслетов. Вообще, нам кажется, что для производства и браслетов и бус пользовались нередко одними и теми же варками. Надо думать, что техника изготовления простейших бус и браслетов была близка к той, которая применялась в средние века в Венеции. Если исходной заготовкой была палочка, то, предварительно разогрев ее конец до размягчения, обжимали его щипцами, представлявшими собой раскрывающуюся на две половинки формочку. Внутри последней был укреплензаостренный штифтик, который прокалывал в бусине отверстие. Если же исходной заготовкой служила трубочка, процесс формования сводился к следующему. Нагретый до размягчения на пламени паяльной лампы или на обыкновенном кузнечном горне конец трубочки сначала запаивался, а затем раздувался в небольшой пустотелый шарик, который обжимался у своего основания до полного замыкания отверстия, соединявшего его с исходной трубочкой. Далее, после повторного подогрева, шарик насквозь прокалывался в направлении оси трубочки шилом, затем он отделялся от трубочки и окончательно обрабатывался на огне для закругления неровности и заплывания режущих кромок. Так, или приблизительно так, готовились мастерами домонгольской Руси простейшие стеклянные бусы. Находимые в больших количествах на территории славянских земель бусы более сложного типа — так называемые «глазчатые» (рис. 156) или с различными фигурными инкрустациями и налепными разноцветными рисунками, сделанными по старинному методу, носящему название «миллефиори», обычно принято относить к товарам египетского, сирийского, арабского или еще какого-нибудь другого иностранного происхождения.
 Рис. 156. «Глазчатые» бусы из раскопок Белой Вежи. IX–X вв.
Рис. 156. «Глазчатые» бусы из раскопок Белой Вежи. IX–X вв.
Однако такая точка зрения слагалась в те времена, когда господствовало представление об отсутствии у древних славян собственного стеклоделия. Сейчас, как мы видим, это представление в корне изменилось, и, может быть, пора пересмотреть вопрос о происхождении находимых на нашей территории стеклянных бус сложного типа. Довольно сложной технологией пользовались и при изготовлении очень распространенных в Киевской Руси золоченых бус биконической формы. Мы вырезали из тела этой бусины в поперечном и продольном направлениях тонкие пластинки толщиной несколько менее 1 мм, наклеили их на покровное стеклышко и спроектировали на фотопластинку при восьмикратном увеличении. Рис. 157 показывает отпечатки, сделанные с этих негативов.
 Рис. 157. Поперечный и продольный разрезы золоченой бусины биконической формы
Рис. 157. Поперечный и продольный разрезы золоченой бусины биконической формы
Как видно на поперечном разрезе, бусина изготовлена путем навивания на стержень нескольких слоев стеклянной ленты. Стержень, видимо, брался металлический, обмазанный песчанистой глиной. Подтверждением именно такого метода формования служат пузырьки, растянутые по направлению наматывания витков. На образованное таким приемом тело бусины накладывалась золотая фольга а, которая закреплялась расположенным поверх ее витком стеклянной ленты б толщиной около трети миллиметра. На фотографии ясно видно, как концы этого слоя заходят один на другой, образуя своего рода «запах» в. Получившийся таким образом шов нарушал правильную форму бусины, и его удаляли раскатыванием на металлической пластинке, после чего бусина принимала правильную цилиндрическую форму. Видно, как рубец вдавился внутрь и образовал вмятину в нескольких витках стекла. При этом золотая фольга почти по всему протяжению шва была разорвана, что отчетливо наблюдалось при наружном осмотре бусины. Последней операцией была окончательная обкатка разогретой до размягчения бусины с целью придать бусине ее типичную форму двух усеченных конусов, составленных своими основаниями. Это достигалось соответственным наклоном стержня, на котором была насажена бусина, к пластинке, на которой производилось ее окончательное раскатывание. Можно было бы предположить, что при изготовлении бус рассмотренной формы использовался прием, предложенный еще в античные времена и применявшийся при изготовлении мелких стеклянных мозаических изделий, а позднее — в филигранной технике венецианцев. Прием этот состоял в растягивании заготовки, сделанной из сваренных между собой стеклянных стержней. Однако фотография продольного разреза бусины категорически опровергает это предположение, так как на ней отсутствуют пузырьки, растянутые в направлении геометрической оси бусины. Вообще нужно сказать, что вся совокупность приемов, которыми изготовлялись бусы указанных типов, обычна для современных стеклодувов. А последние, как известно, изготовляют из обыкновенных стеклянных трубок, обрабатывая их на огне паяльной лампы, очень тонкие изделия, начиная от художественных безделушек разных типов и кончая весьма сложными, многообразными приборами, широко применяющимися в различных отраслях лабораторной техники. Наконец, четвертый вид изделий, изготовлявшихся славянскими стеклоделами домонгольской Руси, представлен сосудами двух типов: или это толстостенные тяжелые стаканы и бокалы из зеленоватого стекла с налепным орнаментом из широких, иногда гофрированных лент, или это тонкостенные сосуды стаканообразной или рюмкообразной формы, часто украшенные горизонтальными рядами разноцветных стеклянных нитей (рис. 158-160).
 Рис. 158. Толстостенный стакан. Киев. X в.
Рис. 158. Толстостенный стакан. Киев. X в.
 Рис. 159. Толстостенная рюмка, Киев. XI–XII вв.
Рис. 159. Толстостенная рюмка, Киев. XI–XII вв.
 Рис. 160. Тонкостенный сосудик. Галич. XI–XII вв.
Рис. 160. Тонкостенный сосудик. Галич. XI–XII вв.
Большое количество этих сосудов было найдено в отрытых стекольных мастерских Киева, и нам кажется, что нет никаких оснований не считать их продукцией местного производства. О назначении этих изделий пока еще нет определенных представлений. Возможно, что они были причастны к каким-либо ритуальным обрядам, если принять во внимание, что главная масса их осколков была найдена в лаврской мастерской, которая не считала для себя возможным изготовлять, например, такие «легкомысленные» изделия, как браслеты и прочие принадлежности женского туалета. Анализ стекла двух тонкостенных стаканчиков, из которых один был найден в Киеве, а другой — в Вышгороде, обнаружил, что, во-первых, составы их очень близки между собой (что наводит на мысль о единстве места их изготовления) и, во-вторых, стекло обоих сосудов, как содержащее очень большое количество окисей кальция и магния (в сумме до 25%) и сравнительно немного щелочей (до 13%), является тугоплавким и, как говорят, «коротким», т. е. с узким температурным интервалом, в пределах которого сохраняется вязкость, удобная для формования изделий. С таким стеклом работать трудно, и сам факт его использования говорит о сравнительно высоком уровне техники киевских стекольщиков. С некоторой натяжкой к сосудам можно причислить изредка находимые в раскопках слоев XI–XIII вв. своеобразные предметы, представляющие собой чрезвычайно толстостенные шаровидные стеклянные сосуды, величиной с небольшое яблоко, имеющие гладкую или ребристую поверхность (рис. 161). Они герметически запаяны и содержат жидкость, химический анализ которой показывает, что это — раствор обыкновенной поваренной соли. Назначение таких изделий точно не установлено. Предполагают, что они служили культовым целям, являясь одним из многочисленных видов реликвий, вывозимых из так называемых «святых мест» — Палестины. Жидкость должна была изображать пролитые по какому-то поводу слезы. Для сомневающихся она была на всякий случай подсолена.
 Рис. 161. Шарообразный запаянный сосуд с жидкостью. Киев. XI–XII вв.
Рис. 161. Шарообразный запаянный сосуд с жидкостью. Киев. XI–XII вв.
Остановимся еще на одном виде стеклянной продукции, следы которой часто обнаруживаются в раскопках крупных славянских городов. Мы имеем в виду обломки дисков из хорошо проваренного, довольно бесцветного стекла диаметром около 200-250 мм, с очень аккуратно завернутой кромкой, которые принято считать, по-видимому не без основания, за оконные стекла (рис. 162). Вообще вопрос об оконных стеклах за все время существования стеклоделия, до средних веков включительно, оставался не до конца выясненным. Известно, что на рубеже старой и новой эры летосчисления оконное стекло впервые появляется как большая редкость.
 Рис. 162. Фрагмент оконного диска. Киев. XI–XIII вв.
Рис. 162. Фрагмент оконного диска. Киев. XI–XIII вв.
Единичные обломки такого стекла, найденные в Помпеях, Геркулануме и некоторых других городах Римской империи и ее колоний, указывают, что оно употреблялось лишь в исключительных случаях, при возведении крупных построек особо важного общественного назначения. В позднейшие века вопрос остекления зданий долгое время продолжал оставаться в том же неблагоприятном положении. Оконное стекло являлось роскошью, допускавшейся лишь в редких случаях — в основном при постройке храмов, на которые затрачивались огромные средства. Для храмов использовалось так называемое «римское» стекло — цветное, тонкое, листовое стекло, которое научились делать выдувным способом в средние века. Такие стекла, как показывают производящиеся на нашей территории археологические изыскания, вставлялись и в некоторые русские храмы домонгольского и позднейшего периодов. Об использовании же оконного стекла широкими слоями населения еще не могло быть и речи. Оконные проемы городских жилых домов вплоть до XVI в. заделывались бычьим пузырем, промасленной тканью или слюдой, а в деревнях довольствовались дощатой задвижкой. Массовое производство листового стекла, обеспечившее, наконец, людям свет и тепло в жилищах, стало налаживаться лишь с XVI–XVII вв. Находимые в раскопках на территории Киевского государства плоские стеклянные диски признаются нашими археологами за оконное стекло. Эти диски вставлялись в круглые отверстия дощатых щитов, закрывавших большие проемы церковных окон. Технология их изготовления значительно отличалась от той, которая описана Теофилом. По Теофилу, листовые стекла готовились путем выдувания небольшого цилиндра и последующего расправления его на поде печи в плоский лист. Киевские же стеклянные диски получались из выдутого широкого плоскодонного сосуда, вертикальные стенки которого отрезались на небольшой высоте, образуя бортик, загибавшийся внутрь. Этот прием требовал от мастера-выдувальщика большого искусства. Анализ одного из образцов дискового оконного стекла показал, что оно относится к числу свинцовых стекол довольно обычного состава и отличается от большинства других древних стекол малым содержанием окиси железа, чем и объясняется его бесцветность. Наш обзор состояния стекольных производств древней Руси домонгольского периода был бы не полон, если бы мы не сказали несколько слов о керамических глазурованных плитках (поливных, или майоликовых, как их иногда называют). Производство подобных материалов имеет косвенную, но безусловную связь со стеклоделием. Косвенную — потому, что глазурь на керамическом изделии играет вспомогательную, второстепенную роль, а безусловную — потому, что «стекольная» природа всякой керамической глазури несомненна. Майоликовая глазурь — это свинцовое стекло, заглушенное окисью олова и окрашенное разнообразными минеральными красителями, широко применяющимися в стеклоделии. Глазурованные керамические плитки разнообразных расцветок, форм и размеров имели, начиная с XII в., широкое распространение к Киевской Руси для отделки полов не только в храмах и других монументальных зданиях, но и в богатых жилых домах. Они сменили моду предыдущего века — века строительства — почти всех главных храмов Киевского государства, которые обычно имели мозаичные полы. Набор мозаических кубиков производился или непосредственно по известковому раствору, или по настилу из каменных плит местного происхождения (например, красного шифера для Поднепровских районов, известняка или песчаника для Новгорода и т. д.). Под такие полы обычно устраивали сложное основание, состоявшее из нескольких слоев известкового раствора с примесью толченого кирпича — так называемой «цемянки». Обычно на верхнем известковом слое наносился острым инструментом рисунок, согласно которому выкладывался мозаический слой. Такого рода полы нашим археологам удалось обнаружить во многих соборах Киевской Руси, иногда на довольно большой глубине. Например, в Киевском Софийском соборе первоначальный пол был перекрыт четырьмя последующими, настилавшимися в порядке ремонта и образовавшими в своей совокупности слой толщиной в 80 см. Первоначальный пол оказался нарядным: он представляет собой рисунок, выложенный из треугольных и квадратных кусочков стеклянной смальты желтого, зеленого и красного цветов (рис. 163).
 Рис. 163. Фрагмент мозаичного пола. Киевский Софийский собор. XI в.
Рис. 163. Фрагмент мозаичного пола. Киевский Софийский собор. XI в.
Цветистость и яркость такого пола вполне соответствовала жизнеутверждающему и оптимистическому духу церковной архитектуры Киевской Руси X и XI вв., еще не омраченному аскетической суровостью, столь типичной для средневекового периода развития общества. Такими полами были украшены многие древние русские храмы, что, несомненно, свидетельствует о существовании в домонгольской Руси широко развернутого производства глазурованной керамики. Итак, собирая и обобщая все материалы, поступающие за последние годы от археологов по вопросу о состоянии культуры стекла у восточнославянских народов, приходим к заключениям, резко отличающимся от повсеместно господствовавших всего лишь несколько десятилетий назад. Мы встречаемся с постановкой в древней Руси на широкую ногу ряда сложных стекольных производств. Узнаем, что на ее территории была хорошо освоена выплавка мозаических смальт в необходимом разнообразии сортов и цветовых оттенков, выделывались в громадных количествах мелкие стеклянные украшения женского туалета — браслеты, перстни, бусы, нередко изысканно декорированные приемами живописи и золочения. У славян существовало производство сосудов из разноцветного стекла, декорированных лепными украшениями, и редкое по тому времени даже в Европе производство бесцветного оконного стекла, изготовлявшегося своеобразным приемом и предназначавшегося для великолепных монументальных сооружении древней Руси. Наконец, некоторые родственные стеклоделию технологии, как, например, производство поливных изразцов или майоликовых плиток, также были широко известны на Руси. Эти производства выпускали высококачественную продукцию, а в выделке ювелирных эмалевых изделий, этих утонченных предметов изысканной роскоши, требовавших для своего изготовления особенно высокой технической культуры, киевские мастера не знали соперников и были прославлены по всей Европе. Такую картину, свидетельствующую о всестороннем культурном развитии древней Руси, все шире и шире развертывает перед нами советская археология. Высокая культура древней Руси была сметена монголо-татарским нашествием. Приняв на свои плечи главный удар, славяне задержали поток кочевых орд и тем самым спасли народы Западной Европы от неисчислимых бедствий иноземного ига, спасли их культуру. Но развитие собственной цивилизации восточнославянских народов приостановилось почти на три столетия.

ГЛAВA СЕДЬМАЯ. САНКТ-ПЕТЕРБУРГСКИЙ СТЕКЛЯННЫЙ ЗАВОД
Тем оканчиваются все мои великие химические труды, в которых я три года упражнялся и которые бесплодно потерять мне будет несносное мучение.М. В. ЛОМОНОСОВ

История Санкт-Петербургского стеклянного завода служит примером того, каких успехов можно достигнуть на производстве, если неуклонно стремиться к усовершенствованию технологических процессов на основе новейших научных достижений. Этот завод, будучи предприятием привилегированным, не стесненным финансовыми рамками, всегда тратил большие средства на повышение своей технической и художественной культуры. На нем работали первоклассные силы: выдающиеся русские ученые, механики, архитекторы, художники. Завод поддерживал живую связь с передовыми заграничными предприятиями и заимствовал от них все самое новое и интересное. Когда на других русских стекольных заводах еще царила кустарщина и дедовская первобытность приемов, на Санкт-Петербургском казенном заводе уже были лаборатории, велись исследовательские работы и широко осваивались успехи современной науки. В результате этот завод занимал в течение многих десятилетий ведущее положение в России и с огромным успехом выступал на международных выставках. На заводе никогда не затухал огонек инициативы, поисков нового, стремления приобщиться к последним научным достижениям. Особенно это ощущалось во второй половине XVIII в. под влиянием идей гениального Ломоносова, который сам реализовал на этом заводе результаты многих своих исследований. Начнем историю Санкт-Петербургского стеклянного завода с краткого очерка о состоянии русской стекольной промышленности в XVII в., т. е. того периода, когда по всей Европе наблюдалось в этой области заметное оживленно. Как мы уже знаем, после падения Западной Римской империи центр стеклоделия был перенесен на восток — в Византию, и стекольная промышленность Западной Европы впала в глубокий кризис, затянувшийся на много столетий. Пора восстановления стекольной промышленности в Западной Европе наступает с XVI в., когда после открытия Америки и установления морского пути в Индию средиземноморская торговая трасса утрачивает свое значение и на первый план выдвигаются расположенные по берегам Атлантического океана страны — Испания, Португалия, Нидерланды, а за ними Англия и Франция. Эти государства начинают быстро богатеть; промышленность их стремительно развивается; растет, конечно, и стеклоделие, роскошная стеклянная посуда когда-то, еще в древние времена, украшала пиры властителей мира и служила показателем богатства, знатности и могущества. Теперь же за отсутствием изделий из этого замечательного материала приходилось в течение многих веков пользоваться серебряными и золотыми. Но вот наступила пора вернуться к стеклу, и страны, выдвигаемые историческими событиями на первый план, наперебой стремятся обзавестись собственным стекольным производством. Новые магнаты изощряются друг перед другом в методах переманивания овеянных славой венецианских мастеров. Знаменитый государственный деятель Франции XVII в. Кольбер обещает венецианским стекольщикам не только громадные гонорары за труд, но и «маленький свадебный подарок» в 25 000 экю, если они выразят желание жениться на француженках. Мы склонны думать, что подобные желания выражались неоднократно, независимо от степени привлекательности рекомендуемых невест. Венецианские мастера внимали звону золота и бойко торговали по всей Европе не только своим изумительным искусством, но и своими головами. Ведь законы Венеции сулили смерть за разглашение тайн стекла! Некоторые историки справедливо отмечали, что современная Западная Европа прошла школу стеклоделия под руководством венецианцев. Два столетия, XVI и XVII, являются временем подлинного возрождения стекольной промышленности. Прежде всего начинает изменяться облик стекольных предприятий. На смену мастерским феодального типа приходят одна за другой стекольные капиталистические мануфактуры. Масштабы производства растут, осуществляется разделение труда, некоторые отрасли стекольной промышленности частично монополизируются. Условия конкуренции требуют в первую очередь снижения себестоимости продукции, что вынуждает заниматься повышением техники производства, усовершенствованием технологического процесса. Делаются первые шаги рационализации конструкции стекловаренных печей, отходящее тепло используется для предварительного подогрева (фриттования) шихты. Нехватка дровяного топлива в некоторых странах вынуждает переходить на дешевый каменный уголь. Это новое для стекольных предприятий топливо дает восстановительное, коптящее пламя, которое загрязняет стекло, окрашивает его в желто-коричневый цвет. Тогда переходят на закрытые горшки. Стекло получается чище, но температура в закрытых горшках, защищенных от пламени, становится ниже, и стекло не варится. Тогда в его состав с целью понижения температуры плавления пробуют вводить разные вещества. Наталкиваются на забытый свинец и получают непревзойденное по красоте стекло — хрусталь. Благодаря небывало высокому показателю преломления сделанные из свинцового хрусталя вещи, ограненные определенным образом, великолепно играют всеми цветами радуги. В этот же период был освоен давно предложенный так называемый «лунный» метод производства оконного стекла при помощи выдувания. Правда, он оказался недолговечным и, как будет рассказано дальше, вскоре вытеснился другим, более выгодным — «холявным» — методом. Но заслуга «лунного» стекла заключалась в том, что оно в первый раз за 6000 лет существования стеклоделия на земле полностью разрешило проблему теплого и светлого человеческого жилья. Вскоре было сделано замечательное изобретение — разработана новая технология изготовления зеркального стекла в листах длиной до 2,5 м путем отливки на больших медных плитах с последующей прокаткой тяжелым валом. Этот способ вытеснил прежде применявшийся, построенный на принципе выдувания и не допускавший изготовления крупных зеркал. Большие успехи сделала мозаическая техника. Организованные в Ватикане мастерские искусно выплавляли смальты разнообразных цветов. Говорят, что палитра этих смальт насчитывала до 28 000 различных цветовых оттенков. Найден рецепт знаменитого красного стекла, окрашенного золотом и именуемого золотым рубином. Имеются указания на то, что это стекло было известно еще римлянам и что рецепт его приготовления утерян. Так это или не так — не беремся судить. Но мы знаем одно, что этим приемом в совершенстве овладел известный германский стеклотехник-алхимик XVII столетия Иоганн Кункель. Однако свой секрет он унес в могилу, написав перед смертью: «Так как этот секрет стоил мне больших трудов, стараний и забот, то пусть никто не сочтет плохим, что я не делаю его сейчас достоянием всех». Вот почему технологию золотого рубина впоследствии пришлось разрабатывать заново. Особенно много здесь было сделано М. В. Ломоносовым. Следует добавить, что в рассматриваемый, знаменательный для стеклоделия период было написано первое фундаментальное руководство по технологии стекла, над которым в течение всего XVII столетия последовательно трудились три автора: итальянец Нери, англичанин Меррет и немец Кункель. Эти люди были неплохими практиками, располагали большим рецептурным фондом, и выход их книги в свет явился событием большого значения. Итак, для стекольной промышленности, заброшенной в Западной Европе на сотни лет, действительно наступила светлая пора пробуждения. В эту же эпоху начинается возрождение и русской стекольной промышленности, которая, как мы имели возможность убедиться, развивалась своеобразным путем. Мы не имеем достоверных данных о состоянии стекольного производства на огромной территории, заселенной славянскими племенами в первые годы средневековья. Мы знаем, что культура наших предков слагалась под влиянием эллинистической цивилизации, просачивавшейся через греческие колонии Причерноморья и плодотворно сочетавшейся с высокой самобытной культурой древних славян. Мы знаем также, что вплоть до падения Византийского государства стеклоделие было там очень сильно развито и оттуда постепенно проникало в страны Западной Европы, промышленность которых была расстроена событиями, завершавшими период древней истории. Трудами греческих стеклоделов, мастеров смальтового, мозаичного и эмалевого дела и руками их учеников, вербовавшихся на местах, создавались в крупнейших центрах того времени, в первую очередь в городах древнерусского государства, замечательные памятники монументального искусства и выдающиеся произведения изысканного ювелирного мастерства. Византийские стеклоделы, переселявшиеся в Венецию, были основоположниками великолепного искусства прославленных мастеров острова Мурано. В одно и то же время, а именно в XI в., набирались знаменитые мозаики соборов св. Марка в Венеции и св. Софии в Киеве. С тех пор как советские археологи натолкнулись в своих раскопках на территории древней Руси на стекольные мастерские, относящиеся к XI в., а произведенные нами химические анализы некоторых найденных в этих мастерских образцов смальт установили их идентичность с материалом, использованным в киевских мозаиках, стало очевидным, что греческая и древнеславянская культуры стекольного производства тесно и преемственно связаны между собой. Не подлежит теперь сомнению, что русские мозаики XI–XII вв. использовали смальты отечественного происхождения. Широко распространявшаяся версия о том, что для софийских мозаик возили морем из Константинополя сотни тонн цветного стекла, не имеет под собой основания. Таким образом, мы убеждаемся, что стеклоделие на территории восточнославянских народов развивалось в эпоху средних веков иными путями и в значительно более благоприятных условиях, чем на Западе. В то время как почти все европейские государства переживали упадок искусства и выделка стекла у них находилась в заброшенном состоянии, в Киевской Руси стекольное дело и смежные с ним отрасли — эмальерное искусство и производство поливных изразцов — стояли на очень большой высоте и славились в странах Западной Европы, с которыми Киев состоял тогда в самых тесных торговых и политических сношениях. Вспомним авторитетное суждение средневекового ученого немецкого монаха Теофила, который заявлял, что в искусстве эмалевого дела мастера Киевской Руси не знали соперников. С ночи на 6 декабря 1240 г., когда полчища Батыя проломили стены Киева и предали прекрасный город опустошению «огнем и мечом», высокая культура великокняжеской Руси заглохла на продолжительное время. Многие отрасли ее значительно развитой по тому времени промышленности понесли тяжелый ущерб, некоторые надолго прекратили свое существование. Такая же печальная судьба постигла и стеклоделие. Его высокая культура была утрачена, и производство стекла заглохло на несколько столетий. По мнению некоторых исследователей, оно ютилось по городам и селам обширных славянских земель в виде небольших кустарных мастерских, вырабатывавших простейшие изделия широкого народного потребления. Этот период очень мало исследован, и мы не располагаем данными, чтобы дать более подробную картину перехода к отмеченной нами выше общей полосе бурного развития стеклоделия, охватившего всю Европу в XVI–XVII вв. В это время начинают строиться после длительного перерыва стекольные заводы во Франции, Германии, Англии, и в это же время возникает первый крупный по тому времени стекольный завод в России. Завод был основан под Москвой, в селе Духанине, иностранцем шведского происхождения, пушечным мастером Койэтом. Этот артиллерист, имевший некоторое представление и о стекольном производстве, был практичным человеком. Он выговорил себе у московского царя право безоброчно владеть заводом в течение 15 лет и еще одно важное условие, чтобы, кроме его «заводу, скляничного дела не было в Москве» (читай: в Московском государстве). Со своей же стороны он обещает: «А я тебе, великому государю, столько заведу, сколько будет надобно во все Московское государство». Этот пункт договора имел характер больше эмоциональный, чем деловой, и, конечно, не был выполнен. Завод Койэта производил очень мало стеклянных изделий и удовлетворял лишь незначительную часть всей потребности страны. Приходилось много стекла ввозить из-за границы. О деятельности Духанинского завода вообще известно очень мало. Техникой производства руководил выписанный из-за границы Койэтом «немчин» Пауль Кункель. Весьма возможно, что он был родственником и учеником своего знаменитого за границей однофамильца, «изобретателя» золотого рубина. Первые мастера выписаны были из Германии, затем их сменили русские ученики. Надо сказать, «проблема кадров» на Духанинском заводе в течение всего периода его существования разрешалась с большим трудом. Раскопки на месте завода показали, что он выпускал очень простые ходовые изделия, главным образом питьевую посуду из стекла невысокого качества. Ассортимент продукции был крайне беден. Художественных изделий, кажется, совсем не изготовляли. Завод проработал до начала XVIII в., т. е. около 70 лет, и существенного влияния на развитие русской стекольной промышленности не оказал. Как отмечалось, Духанинский завод ни в качественном, ни в количественном отношении не мог удовлетворить растущие с каждым годом потребности царского двора, а тем более широких кругов населения, и в 1668 г. строится второй завод в Московии, принадлежащий лично царю. Алексей Михайлович был вообще, что называется, рачительный хозяин. В его летней резиденции, селе Измайлове, культивировались различные отрасли промышленности и сельского хозяйства. Разводился скот, делалась запашка и даже были попытки выращивать некоторые технические культуры. Все это велось в небольшом масштабе, по под непосредственным наблюдением самого царя. Здесь же среди этого «потешного» хозяйства Алексей Михайлович решил завести в стекольное дело, построив завод, названный Измайловским. Стекло в это время было модным материалом, и, как мы видели выше, каждый более или менее значительный властелин пытался обеспечить себя художественными стеклянными изделиями собственного производства. Русский двор в XVII в. входил в силу, повышал свой авторитет в Европе, и ему как бы неудобно было не обзавестись собственным стеклом. Помимо пользы, получилось удовольствие, так как техника выдувания стеклянных изделий очень оригинальна и может удовлетворить самое взыскательное любопытство, и если царь был наделен этой чертой хотя бы в десятой доле того, что было отпущено его гениальному сыну, он, несомненно, проводил много часов на заводе и любовался виртуозностью мастеров-стеклодувов. А что это было действительно так, мы убеждаемся из одного документа, в котором рассказывается о посещении завода царем, когда была обнаружена кража нескольких «золоченых склянечных достоканов», учиненная сопровождавшими царя стольничими и стряпчими (придворные должности). Измайловский завод существенно отличался от Духанинского. При его организации царь проявил своего рода патриотизм и пригласил сперва только русских мастеров (Бориса Иванова и Григория Васильева). По-видимому, это были выученики Духанинского завода. За два года им удалось поставить производство на уровне искусства немецких мастеров, заправлявших делом в Духанине. Но хозяин завода добивался лучшего и позвал прославленных венецианских мастеров, которые, очевидно, были искуснее духанинских немцев, поскольку оригинал всегда совершеннее копии. С тех пор Измайловский завод как по разнообразию выпускаемой продукции, так и по ее художественным достоинствам поднимается на большую высоту. Основное назначение завода заключалось в обслуживании царя и кругов высшей знати, но частично изделия вывозились за границу, главным образом в Персию. Продукция завода носила парадный, придворный характер. В основном это была столовая посуда: кувшины, стаканы, рюмки, кубки, чарки, блюда, тарелки, вазы. Многие из этих вещей носили тогда свои названия, теперь не употребляющиеся: ставики, сулейки, оловенчики, достоканы и т. д. Изготовлялась также аптекарская посуда различных форм и назначений, чернильницы, мухоловки, лампады, подсвечники, церковные паникадила, а также различные фигурные «потешные» предметы. Процветало на заводе и финифтяное (эмалевое) производство. Применялась финифть белого, желтого, лазоревого и других цветов. Стекло производилось как бесцветное, так и окрашенное, прозрачное или заглушенное. Использовался и свинцовый хрусталь, считавшийся тогда последней английской новинкой, хотя на самом деле его изобретение относится к античной эпохе. Хрустальная посуда в это время уже начинала входить в домашний обиход. Об этом может свидетельствовать, например, следующая выдержка из труда И. Ткешелашвили «Русская фармация до возникновения первых вольных аптек»: «... апреля 17 (1699 г.) боярин позвал его лекаря своего Алешку Каменского в хоромы к себе и говорил, чтобы он... купил... асьяну (т. е. опия. — Н. К.)... и, положа в хрусталный стакан, отдал в хоромы» (речь идет о боярине П. П. Салтыкове, отравившемся 18 апреля 1699 г.). Изделия Измайловского завода подвергались искусной отделке резьбой и золочением, вызывая своим совершенством справедливое восхищение иностранцев, заезжавших в Москву. Говорили, что таких великолепных золоченых хрустальных вещей за границей делать не умеют. Недаром царь Алексей Михайлович в 1671 г. щедро одарил мастера-золотописца своего завода Дмитрия Степанова за высокое искусство, прославляющее Русь. Таким образом, русское художественное стекло конца XVII в. и по качеству материала и по разнообразию выпускаемых изделии нисколько не уступало современному заграничному. Что же касается техники производства, то, может быть, она в некоторых отношениях стояла выше западноевропейской. Об этом свидетельствует не только высокое мастерство формовки и отделки рядовой художественной продукции завода, но и такие исключительные изделия, как, например, рюмки в сажень высотой. Несомненно, что изготовление такого курьезного образца требовало исключительного искусства мастеров-выдувальщиков. Измайловский завод прекратил свое существование почти одновременно Духанинским, в самом начале XVIII в., когда новый царский двор в Петербурге начал обставлять себя различными обслуживающими предприятиями, создаваемыми по новому вкусу. В конце XVII в. под Москвой недолго существовал еще один царский стекольный завод — Черноголовский, расположенный недалеко от г. Богородска и являвшийся как бы филиалом Измайловского завода. Это было совсем небольшое предприятие, за которым по описи числился всего лишь один «анбар» и изба. О деятельности его известно очень мало, и, по-видимому, он интереса не представляет. Упомянутыми тремя заводами — Духанинским, Измайловским и Черноголовским — ограничивался объем русского стекольного производства во второй половине XVII в. Первый из них пользовался правами монополиста, другие два были царскими. Цари вели торговлю с заграницей, в частности экспортировали на Восток стеклянные изделия, и не имели намерения отказываться от этих прерогатив. Конкурировать с этими заводами было трудно, и новых предприятий не возникало. В итоге московский период развития стеклоделия, охвативший вторую половину XVII в., следует рассматривать как начальную фазу, когда в основном были решены некоторые коренные вопросы, обеспечившие дальнейшие успехи стекольного производства России. Через приглашаемых иностранных специалистов были получены сведения о новейших достижениях европейской стеклотехники и подготовлены первые русские кадры первоклассных мастеров стекольного дела, проверены отечественные сырьевые ресурсы, найдены хорошие пески и гончарные глины. Техника производства, опирающаяся на отечественные кадры, в некоторых случаях была поднята на большую высоту и свидетельствовала о своей достаточной подготовленности к дальнейшему самостоятельному продвижению вперед. С такими показателями обновленная стекольная промышленность вступила в Петровскую эпоху. Бурное развитие всех видов промышленности России в первые годы царствования Петра I касалось в основном тех производств, которые непосредственно относились к снабжению армии и обороне страны, но среди этих неотложных задач стекло также не было забыто. Петр окружал стеклоделие большим вниманием и много сделал для его укоренения в России. В 1705 г. по его приказу был построен под Москвой на Воробьевых (ныне Ленинских) горах завод зеркального стекла. Завод был задуман по тому времени очень широко. На нем должен был применяться только что изобретенный во Франции метод изготовления зеркального стекла. До этого зеркальное стекло изготовлялось выдуванием, посредством которого сперва получали полый цилиндр, а затем его разрезали вдоль и при повторном разогреве в особой печи распрямляли в плоский лист. Таким путем изготовляли свои знаменитые зеркала венецианские мастера, и этому способу они научили всю Европу. Теперь же французский стеклотехник Лука де Негу предложил новую технологию, заключающуюся в отливке расплавленной стекломассы прямо из горшка на металлическую плиту с последующей прокаткой валом. Для эксплуатации этого замечательного метода во Франции в 1691 г. была основана знаменитая Сен-Гобенская мануфактура. Этот-то новейший метод и должен был лечь в основу производства Воробьевского завода. Новая технология потребовала изготовления медной доски длиной 2,7 м и шириной 1,7 м. Толщина доски была «пол три пальца» (т. е. 2,5 пальца, или около 5 см). Вес листа стекла, отливавшегося на таком столе, достигал 200 кг. Столько же примерно весил и горшок из огнеупорной глины, в котором стекло варилось. Извлечение столь большого груза из раскаленной добела печи и манипулирование с ним в процессе разливки на доску было по тому времени технически сложной задачей и требовало специальных механических приспособлений. Не менее трудно исполнимые требования предъявляла к механике и вторая стадия производства зеркального стекла — его шлифовка и полировка. Вся эта новая техника требовала просторных, капитально отстроенных зданий. Главный корпус, или «анбар», как тогда говорили, представлял собой каменное здание площадью около 400 кв. м и высотой 7 м. Обычно такое здание на стекольных заводах строилось деревянным. Для кладки стеклоплавильной печи, рассчитанной на 6 горшков, был использован кирпич из белой огнеупорной глины вместо обычно применявшегося природного песчаника, весьма неустойчивого в условиях высоких температур. Кроме основной стеклоплавильной печи, в «анбаре» расположено было еще 20 вспомогательных печей для отжига продукции, для обжига горшков и других целей. Пол в помещении был выстлан кирпичом. Кроме основного стеклоплавильного корпуса, было еще 4 деревянных здания, где размещались шлифовка и полировка стекла, навешивание шихты, изготовление стекловаренных горшков и другие подсобные операции. Для начала были приглашены английские мастера, к которым сейчас же приставили русских учеников, быстро освоивших особенности нового стекольного производства. Таким образом, по тем временам стекольный завод на Воробьевых горах представлял собой предприятие передовое, организованное по последнему слову современной техники. Это отвечало замыслам Петра, который, создавая завод, полагал увидеть в нем предприятие образцовое, долженствующее служить примером другим заводам, осваивающее новую технологию и подготовляющее кадры для всей страны. Отдавая распоряжение организовать в Киеве завод зеркального стекла и хрустальной посуды, Петр указывает: «... для того мастеров иноземцев и русских людей и к тем заводам инструменты и материалы к тому делу годные, кои ныне в Москве на Воробьевских заводах на лицо, отправить». Совершенно ясно, что Воробьевский завод использовался как очаг культуры стекольной технологии и источник квалифицированных кадров для других заводов. Петр I оказывал особое покровительство развитию в России стеклоделия. Он строил новые заводы, уничтожил пошлины на стеклянные изделия, привлекал для подготовки кадров иностранных мастеров, посылал русских учиться стекольному делу за границу. Он разделял точку зрения одного из своих видных соратников, известного экономиста Ивана Посошкова, который, резко протестуя против импорта стекла, настаивал на развитии собственного стекольного производства, уверял, что в России имеются к этому все необходимые предпосылки. Посошков заявлял, что «стеклянную посуду можно нам к ним возить, а не им к нам». Мы остановились довольно подробно на характеристике Воробьевского завода, так как ему суждено было вырасти в предприятие очень большого значения, в знаменитый Санкт-Петербургский стеклянный завод. На этом пути Воробьевский завод претерпел немало всяких перемен и преобразований, переходил из рук в руки, менял места расположения и при этом непрерывно повышал свою технику и художественную ценность продукции, пока, наконец, не утвердился на сто лет в Петербурге в качестве всеми признанного корифея своего дела. После победы в сражении при Гангуте в 1714 г. положение новой столицы упрочилось, в Петербурге широко развернулись строительные работы и начался приток государственных учреждений и частных лиц. В этом общем движении, начавшемся по направлению от Москвы к Петербургу, был увлечен и стекольный завод, отстроенный на Воробьевых горах. Переезд стекольного завода с места на место всегда связан с большими потерями, так как главное и самое дорогое его оборудование — громоздкие стеклоплавильные и вспомогательные печи — не может быть перевезено, и на новом месте его приходится возводить заново. Но это обстоятельство имеет и свою положительную сторону, ибо при выкладке новых печей всегда учитывается опыт работы на старых печах и недочеты их уже не повторяются в новых конструкциях. То же можно сказать и о некоторых других громоздких объектах оборудования стекольных заводов. Таким образом, перемена места расположения стекольного завода обычно связана с его модернизацией, с его усовершенствованием в какой-то степени. Иногда приходится встречаться с мнением, что обыкновенно при переводе стекольного завода на новое место, ввиду невозможности перевезти громоздкие печи, работа на старом месте продолжается и получается два завода: старый и новый. С этим нельзя согласиться. Обеспечить бесперебойную работу покинутого, сколько-нибудь значительного по величине стекольного завода, так сказать, неофициальными средствами, стараниями небольших групп ремесленников невозможно. Это — не кустарная мастерская. Документальных данных о таких фактах неизвестно. Воробьевский завод, прибывший в петербургский район, был размещен в ста с лишним километрах от столицы, по берегу р. Луги, впадающей в Балтийское море. Завод расположился в двух точках: около г. Ямбурга (ныне Кингисеппе), где обосновалось зеркальное и посудное производство, и около села Жабино, в 15 км ниже по течению Луги, где разместилось производство листового оконного стекла. Районстроительства был выбран удачно. Лужские пески и сейчас славятся у стекольщиков как один из лучших в Ленинградской области. Обширные лесные массивы по берегам Луги обеспечивали заводам запасы топлива и золы, необходимой в то время составной части стекольной шихты. Несмотря на территориальную разобщенность, заводы были тесно связаны в своей деятельности, периодами находились под общим управлением и имели сходную судьбу. Ямбургский посудный завод принадлежал тогда ближайшему и любимейшему соратнику Петра в военных и гражданских делах князю Меншикову. Надо полагать, что этого человека, пресыщенного материальными благами, привлекала в данном случае не столько перспектива наживы (до тех пор на русских стекольных заводах, как правило, прогорали), сколько своеобразие и модность этого производства в Европе. Богатый владелец не жалел средств на расширение и усовершенствование своего предприятия. Через несколько лет новые заводы опередили — как по технике производства, так и по ассортименту продукции — московскую группу. Наряду с художественными изделиями, уже освоенными в предыдущем столетии, — всякого рода декоративными сосудами и другими предметами из бесцветного или окрашенного стекла или хрусталя, а также выдувными или литыми зеркалами весьма больших размеров в художественно оформленных, резных хрустальных рамах — исполнялись еще по отдельным заказам сложные технические изделия, например химико-лабораторная посуда, приборы и сосуды для аптекарских надобностей, оптические линзы из стекла повышенного качества, песочные часы для кораблей, кальяны для экспорта на Восток. Начали изготовлять фонарные стекла путем отливки в медных формах с последующей полировкой. Первые фонари появились на московских улицах в 1730 г., причем часть их была слюдяных, а часть стеклянных. Об оригинальном стеклянном сооружении свидетельствует хранящийся в фондах Государственного Русского музея отлитый в 1723 г. на Ямбургском заводе толстостенный стеклянный колокол, на поверхности которого выгравированы название завода и дата исполнения, а также имя мастера-иностранца, его изготовившего (рис. 164). Этот колокол является сейчас единственным сохранившимся представителем группы колоколов, звучание которых было подобрано на определенный музыкальный лад и которые проигрывали различные мелодии, будучи приведены в действие от вращаемого водой вала. Этот своеобразный хрустальный орган был установлен на петергофских фонтанах. К сожалению, кроме этого колокола, от Петровской эпохи сохранилось очень мало вещей, происхождение которых точно датируется: это несколько толстостенных стаканов с надписью «Виват царь Петр Алексеевич» (рис. 165) и рюмок с выгравированными инициалами (рис. 166). Таким образом, составить сейчас непосредственно впечатление о художественных достоинствах продукции того времени не представляется возможным. Мы это можем делать лишь косвенным путем, прибегая к оценкам современников.
 Рис. 164. Хрустальный колокол из музыкальной звонницы на петергофских фонтанах. Первая четверть XVIII в.
Рис. 164. Хрустальный колокол из музыкальной звонницы на петергофских фонтанах. Первая четверть XVIII в.
 Рис. 165. Стакан с надписью «Виват царь Петр Алексеевич». Первая четверть XVIII в.
Рис. 165. Стакан с надписью «Виват царь Петр Алексеевич». Первая четверть XVIII в.
 Рис. 166. Рюмка с вензелем Петра I. Первая четверть XVIII в.
Рис. 166. Рюмка с вензелем Петра I. Первая четверть XVIII в.
Во всяком случае все сказанное свидетельствует о значительном усовершенствовании техники производства по сравнению с московским периодом. Русские мастера к этому времени, по-видимому, полностью переняли искусство своих иноземных инструкторов. Об этом может свидетельствовать, например, следующий факт: для научной экспедиции в Якутию потребовалось изготовить некоторые сложные по форме сосуды. Мастер англичанин, обычно изготовлявший эти вещи, оказался в отпуске, и заказ был выполнен вызвавшимся на это дело русским мастером Михаилом Некрасовым. Конечно, этот случай не был единичным. Восприимчивость русских людей ко всякого рода ручному мастерству общеизвестна. Петр I прекрасно учитывал это, когда направлял «русских ребят», как было написано в его резолюции, в Венецию для обучения тамошнему искусству стекольщиков, в частности искусству изготовлять бисер. Тотчас же после смерти императрицы Екатерины I наиболее приближенный к ней сановник, всемогущий Меншиков, был низвержен и сослан, а имущество его, в том числе и стекольный завод, было конфисковано. В этом же году Ямбургский и Жабинский заводы были переданы в аренду одному иностранцу, который не сумел поставить дело надлежащим образом, разорился и умер в 1735 г., после чего заводы перешли в казну. Вскоре один из этих заводов, а именно Ямбургский, славившийся производством художественной стеклянной посуды и огромных зеркал, был переведен в Петербург, а Жабинский завод, основной продукцией которого являлось оконное стекло, переехал на южный берег Ладожского озера, у впадения в него р. Лавы. Размещение стекольного завода, т. е. предприятия, потребляющего много дров, в Петербурге едва ли было бы возможным при Петре. Как известно, Петр строжайшим образом охранял окружавшие столицу леса. Объявив пойманным порубщикам леса смертную казнь, он одно время для устрашения браконьеров велел расставить через каждые 5 верст по течению Невы виселицы. Но императрицу Анну Иоанновну не очень тяготили заботы о пользе отечества. Она с большим блеском отпраздновала свое вступление на престол и сразу же взяла курс на роскошь и увеселения. По пышности и расточительности ее двор претендовал на первое положение в Европе. Для надлежащего оформления парадных приемов и празднеств нужна была соответствующая обстановка, в которой немаловажную роль играло стекло, а именно входившие тогда в моду огромные зеркала и богатый, постоянно пополняемый ассортимент хрустальной парадной посуды. Завод, производивший все эти вещи, удобнее всего было иметь под боком, что и было сделано. Таким образом, в 30-х годах XVIII в. два стекольных завода, одновременно возникших, существовавших в первые годы в тесной близости и представлявших как бы две, дополняющие друг друга части одного целого, были, наконец, разобщены. Жабинский завод в глуши ладожских лесов продолжал скромно развивать свое основное производство оконного стекла, а его счастливый ямбургский собрат обосновался в центре новой столицы, готовясь к несению почетных придворных обязанностей. Завод расположился на левом берегу р. Фонтанки, занимая площадь, ограниченную в настоящее время улицей Дзержинского, Загородным проспектом и переулком Ильича (рис. 167).
 Рис. 167. Санкт-Петербургский стеклянный завод на Фонтанке. Середина XVIII в. Реконструкция архитектора А. И. Тарантула, 1955 г.
Рис. 167. Санкт-Петербургский стеклянный завод на Фонтанке. Середина XVIII в. Реконструкция архитектора А. И. Тарантула, 1955 г.
Заходя сейчас во дворы этого квартала, легко заметить косое расположение домов относительно ограничивающих квартал улиц в результате происшедшего впоследствии изменения направления Гороховой улицы (ныне ул. Дзержинского) на участке между Фонтанкой и Загородным проспектом. Очевидно, при застройке участка после снесения завода новые дома расположились с учетом многочисленных старых фундаментов заводских строений. «Санкт-Петербургские заводы», или «здешние заводы», или, наконец, «хрустальные заводы», как начал именоваться теперь в официальных документах переехавший из Ямбурга завод, продолжая в основном сохранять свой профиль, постепенно превращался в предприятие, предназначенное обслуживать потребности императорского двора, поставляя зеркала для убранства дворцовых помещений и разнообразную хрустальную посуду, богато разукрашенную гравировкой, гранением и позолотой. Помимо пополнения запасов сервизов, имеющихся в различных царских резиденциях, часто приходилось выполнять заказы на новые изделия, иногда в порядке большой срочности к тому или иному торжественному дню. Заказы поступали также и от отдельных лиц, занимавших видное положение при дворе. Так как ввоз стекла из-за границы при этом не прекращался, то нередко Санкт-Петербургским заводам приходилось заниматься отделкой и привозных вещей, украшая их гербами и вензелями заказчиков. В соответствии с повышением требований к качеству и количеству продукции приходилось усиленно работать над повышением технического уровня производства и над воспитанием мастеров русского происхождения. Администрация завода понимала исключительное значение этого вопроса и всячески старалась закрепить за производством опытных и талантливых людей. Для подыскания мастеров соответствующей квалификации нередко прибегали к публикациям в газетах. Так, например, в «С.-Петербургских ведомостях» от 18 июня 1756 г. читаем следующее объявление: «В резке хрустальной и стеклянной посуды и в позолоте оной червонным золотом имеющим достаточное искусство и желающим быть на здешних стеклянных заводах мастером, явиться в канцелярию от строений немедленно». Часть своей продукции завод пускал в продажу, периодически оповещая об этом широкие слои населения через газеты. При заводе для этого имелся огромный «анбар» площадью около 400 кв. м, где хранились предназначенные для продажи изделия и помещалась лавка. В первые годы работы Санкт-петербургского стеклянного завода эта лавка находилась на Невском проспекте около немецкой кирки. В середине XVIII столетия последовало одно за другим два правительственных распоряжения о выводе из пределов столицы всех предприятий, представляющих опасность в пожарном отношении. Это мероприятие коснулось и стекольного завода, который был вынужден в начале 70-х годов переместиться на южный берег Ладожского озера при впадении в него р. Назьи. Сюда же за несколько лет перед этим был переведен с р. Лавы бывший Жабинский завод. За время своего пребывания на берегах Ладожского озера он превратился в предприятие широкого профиля, выпускающее не только оконное, но и зеркальное стекло и поставившее на значительную высоту производство художественной посуды, в том числе и изделий из цветного стекла. Назьинские мастера настолько овладели своим искусством, что некоторые из них привлекались на Петербургский завод для выполнения особых заданий. Так, например, в 60-х годах были переведены в Петербург для варки мозаических смальт мастера Кириллов и Хрипов. Лучшим доказательством благополучного во всех отношениях состояния Назьинского завода может служить посещение его императрицей Екатериной II летом 1765 г. Для этого надо было совершить довольно сложное путешествие частью по Неве, частью по Ладожскому каналу и, наконец, на лодке по р. Назье. Как значится в камерфурьерском журнале, Екатерина, прибыв в Назью, «изволила идти в придворной своей шлюпке по маленькой речке на состоящие поблизости той дистанции стеклянного завода и смотреть на оных делающиеся там больших зеркальных и других стекол» (Интересно обратить внимание на искажение русского языка в этом придворном документе русской императрицы!). Из всего сказанного видно, что Назьинский завод к моменту слияния с Петербургским представлял собой предприятие, достаточно развитое и по квалификации, может быть, лишь незначительно уступавшее своему столичному собрату. Тем более мы должны считать, что соединение в одном месте и под одним руководством обеих частей расщепленного когда-то надвое Воробьевского казенного завода являлось в области стекольной промышленности событием крупного масштаба. Подводя итоги почти сорокалетнего пребывания казенного стекольного завода в Петербурге, отметим, что ему пришлось за это время пройти ряд стилевых этапов — от барокко Петровского времени до ранней классики. Продукция начального периода его пребывания в столице мало отличалась от продукции ямбургского времени, так как оборудование, мастера и производственные навыки в основном были те же. Но в дальнейшем изделия завода приобретают все более и более сложный и богатый характер. Увеличиваются размеры зеркал, которые начинают широко применяться при убранстве дворцовых парадных покоев, разрастается ассортимент хрустальной посуды, усложняется ее форма, все пышнее становится ее отделка огранкой, гравировкой и золочением, часто с применением черной краски. Первоначально, в 30-х годах, поверхность сосудов лишь частично покрывалась гравировкой, большая же часть поверхности изделия оставалась свободной. Орнаментация располагалась обычно лишь около вензеля. Позднее вся поверхность изделия покрывается гравированным растительным орнаментом, часто усложненным внесением стилизованных деталей позднего барокко, завитков, валют, раковин. Широко развертывается производство осветительной арматуры. Входят в употребление люстры с хрустальным убором из флаконов-обелисков и сложно вырезанных крупных дубовых листьев и розеток, подвешенных к металлическому каркасу. Люстры делаются или легкими, из тонких хрупких стеклянных деталей (венецианский тип), или тяжелыми, из массивных, утолщенных элементов (богемский тип). Становятся модными подвесные фонари, утилитарное назначение которых заключается в защите пламени свечей от ветра. В то время они имели призматическую форму и состояли из бронзового позолоченного каркаса, днища и боковых плоских или выпуклых стенок из тонкого листового стекла, с фигурно вырезанными верхними кромками и хрустального убора из дубовых листьев с розетками. Отмеченные изменения характеризуются рисунками 168-169, 170-171. Последние годы пребывания завода в Петербурге совпали с появлением в искусстве классического стиля, что не могло не отразиться на художественном облике заводской продукции, но об этом подробнее скажем ниже.
 Рис. 168. Штоф с вензелем Елизаветы Петровны. Середина XVIII в.
Рис. 168. Штоф с вензелем Елизаветы Петровны. Середина XVIII в.
 Рис. 169. Кубок. Середина XVIII в.
Рис. 169. Кубок. Середина XVIII в.
 Рис. 170. Фонарь. Третья четверть XVIII в.
Рис. 170. Фонарь. Третья четверть XVIII в.
 Рис. 171. Люстра. Середина XVIII в.
Рис. 171. Люстра. Середина XVIII в.
Знаменательным событием первого петербургского периода жизни завода было появление в его стенах Ломоносова. Произошло это следующим образом. Наиболее слабым местом стекольного производства того времени была бедность окраски. Почти все хрустальные изделия, выпускаемые Санкт-петербургским стеклянным заводом, делались из бесцветного стекла, и лишь ничтожная часть была окрашена в синий и зеленый цвета. Завод сознавал дальнейшую недопустимость этого пробела и в 1751 г. обратился через Канцелярию от строений в Академию наук с просьбой передать производству результат научных работ по цветному стеклу знаменитого, «обретающегося при Академии наук советника и профессора господина Ломоносова». Академия передала это поручение Ломоносову, и он согласился «сие искусство открыть присяжному честному и трезвому человеку, который бы мог притом понять химические процессы, которые по сему делу знать необходимо нужно». Здесь мы позволим себе сделать небольшое отступление. В наше время заявление Ломоносова о том, что для усовершенствования некоторых процессов стекловарения нужно знать химию, всякому школьнику представляется очевидной истиной. В то же время это было не так. Во всем мире тогда искусство производства стекла основывалось исключительно на эмпирических данных и находилось в руках научно необразованных практиков, так называемых «арканистов», т. е. знатоков тайн. Алхимия еще не изжила себя. Наука в Европе находилась в плену у идеалистических теорий, распространявшихся под покровительством вольфовских метафизических концепций о духообразных флюидах и прочих «чудищах», как их называл Ломоносов. На фоне этого мракобесия заявление о том, что для варки стекла необходимо знать химию, звучало ересью. Однако наступила такая пора, когда с подобными высказываниями уже приходилось считаться. Тем более, что они не были единичными. Например, одновременно с Ломоносовым выступил в таком же духе его однокашник по учебе, выдающийся русский технолог, создатель нашего отечественного фарфора Дмитрий Иванович Виноградов, который писал: «...дело порцелина (фарфора. — В. К.) химию за основание и за главнейшего своего предводителя имеет». Против подобных высказываний возражать не решались. Петр своей тяжкой десницей сумел внедрить «решпект» к науке. После него в чиновничьих кругах если еще и не научились уважать науку, то во всяком случае боялись открыто выступать против нее. Хотя чиновники Академии наук и Канцелярии от строений считали требование Ломоносова о научной подготовленности ученика вздорным, они все же не решались противоречить строптивому профессору и откомандировали в его распоряжение технически грамотного человека в лице «архитектурного ученика» Петра Дружинина. Через год Дружинин, овладев под непосредственным руководством Ломоносова всеми необходимыми знаниями, возвратился на завод, и с этих пор цветное стекло во всем разнообразии оттенков широко распространилось сперва на казенном, а затем и на других русских стекольных заводах. Дальше, в специальной главе о Ломоносове, мы постараемся дать представление о той исключительной роли, которую сыграли его труды в деле развития стекольного производства. Назьинский период деятельности объединенного казенного стекольного завода был очень кратковременным. Он длился немногим более пяти лет. Поводом к новой перемене места послужил документ, заканчивавшийся следующими словами: «... всемилостивейше повелеваем Мы состоящие в ведомстве оной конторы (от строений. — В. К.) Назьинские стеклянные заводы отдать в вечное и потомственное владение Нашему генералу князю Потемкину, на основании законов о мануфактурах. Екатерина, октября 24 дня 1777 г. С. Петербург». Были ли действительно такие законы о мануфактурах, которые позволяли царице дарить кому-нибудь в личную собственность казенный завод? Да, такие законы были. Политика Петра в отношении развития промышленности предусматривала роль государства как временного владельца предприятиями, как начинателя какого-нибудь нового дела. Имелось в виду передавать дело частным владельцам после того, как казенное предприятие докажет рентабельность производства. В таком духе был разработан петровский регламент о мануфактурах, и Екатерина имела и данном случае формальное право ссылаться на него. Таким образом, на протяжении пятидесяти лет мы встречаем два случая, когда вельможи, занимающие первое после царя место в стране, выражали и осуществляли желание вознаградить себя таким лакомым кусочком, каким представлялся в те времена завод художественного стекла. Меншиков и Потемкин! Трудно сказать, чья из этих двух карьер была более головокружительной. Но если Меншиков, как мы говорили выше, протягивая руку к новому Ямбургскому стекольному заводу, был прельщен главным образом охватившей всю Европу модой на художественный хрусталь, то Потемкин, выступая в этой же роли, руководствовался более практическими соображениями. Правда, в своем просительном письме к Екатерине он опирался на очень благородные мотивы, обещая «те стеклянные заводы подкрепить собственным капиталом и привести их в удовольствие публики до такого совершенства, чтоб не было дальнейшей нужды выписывать из чужих краев большого количества стекла». Но на деле получилось не совсем так, хотя, конечно, не в той степени, как об этом свидетельствует М. А. Цейтлин. В своей работе о петербургском стекольном заводе он пишет: «С первых же дней новый хозяин показал, что он не столько заботится о том, чтобы подкрепить завод собственным капиталом, сколько о том, чтоб подкрепить собственный капитал новым солидным доходным источником». С подобным суждением, конечно, нельзя согласиться. Мы знаем Потемкина как очень щедрого, широкого человека, которому скряжничество было чуждо. Его политика по отношению к заводу всегда была деловой, оздоровляющей и в технических вопросах неизменно прогрессивной. Общее руководство деятельностью завода было поручено Потемкиным некоему Гарновскому, человеку толковому, который прежде всего занялся вопросом доходности предприятия. Он наметил решительное расширение объема производства, предусмотрел подготовку кадров новых мастеров, увеличил сумму договора на поставку изделий ко двору, дал публикацию о широком развитии торговли с частными лицами. Гарновский понимал, что для повышения доходности предприятия необходимо в первую очередь поднять его технический уровень; с этой целью он провел ряд полезных для завода мероприятий. В результате были достигнуты значительные успехи. Учение Ломоносова о цветных стеклах быстро осваивалось, завод все больше и больше выпускал изделий из разнообразно окрашенного стекла, а также входивших в то время в моду вещей из молочного, непрозрачного стекла, расписанного эмалевыми красками (рис. 172).
 Рис. 172. Сосуды из молочного стекла. Вторая половина XVIII в.
Рис. 172. Сосуды из молочного стекла. Вторая половина XVIII в.
Отделка хрустальной посуды гранением и гравировкой отличалась большим искусством. В технике зеркального производства наблюдались также значительные сдвиги. Научились делать зеркала высотой до четырех с половиной метров. Особенной похвалы заслуживают работы потемкинского завода по созданию различных видов парадной осветительной арматуры. К. А. Соловьев в своей книге «Русская осветительная арматура» пишет, что Таврический дворец в Петербурге во время бала, устроенного Потемкиным в 1791 г., был освещен 140 тыс. ламп и 20 тыс. восковых свечей, которые горели в люстрах, канделябрах и бра. В одном только большом зале, помимо двух люстр из горного хрусталя, висело еще 56 люстр в 5000 разноцветных лампад, сделанных наподобие лилий и роз. По свидетельству К. А. Соловьева, большая часть этой роскошной арматуры была изготовлена на Назьинском стекольном заводе, где были также сделаны 12 великолепных хрустальных люстр для Петергофского дворца. Таким образом, мы должны признать, что на Назьинском заводе техника производства стекла находилась на высоком уровне. Вскоре после приобретения объединенных заводов Потемкин замыслил перевести их в Петербург и добился разрешения митрополита занять территорию, принадлежавшую Александро-Невскому монастырю, на левом берегу Невы, где берет свое начало Обводный канал. В 1779 г. завод-странник тронулся в свой последний рейс. Сперва была переправлена часть завода, относящаяся к посудному производству, и лишь к 1783 г. переехали зеркальные отделы. На этом же участке, носившем название Озерки, был построен в собственный загородный дом Потемкина. На новом месте завод широко отстроился. Был возведен ряд отдельных корпусов для выдувания посуды, для отливки зеркал, для выделки оконных стекол, для художественной холодной обработки хрустальных изделий, для «подводки» зеркал (т. е. для нанесения металлического отражающего слоя), для шлифовки и полировки листового стекла, для декорирования живописью. Кроме того, были возведены строения для всевозможных помещений вспомогательного значения, а также для жилья служебного персонала и рабочих. Как видно из этого перечисления, завод представлял собой целый комбинат, выпускавший все основные виды стекольной продукции. В основном завод продолжал обслуживать потребности царской фамилии и приближенных ко двору частных лиц. В соответствии с этим изделия завода имели преимущественно парадный облик, отличавшийся пышностью и богатством оформления. В отношении общей технической культуры завод делал заметные успехи. В разнообразных мероприятиях наблюдался широкий размах, свойственный манерам именитого хозяина завода. В отдельных случаях привлекались крупнейшие силы, в том числе и знаменитый изобретатель И. П. Кулибин, состоявший в конце XVIII в. механиком Российской Академии наук. Сын его, перечисляя главнейшие работы отца, так пишет в своих воспоминаниях: «В 1791 году по приказанию светлейшего князя Потемкина изобретены и сделаны две машины для императорского стеклянного завода, одна железная, в виде коляски, а другая подобная вороту, устроенная глаголем, посредством которых вынимают из горна огромные горшки с растопленною стеклянною массою, подвозят их к вороту, а этим вздымают, подводят к чугунной доске и выливают на нее массу для сделания зеркальных стекол длиною 6,5, а шириною в 3,5 аршина, легчайшим способом». Часть продукции завода продавалась на частный рынок, что отвечало намерениям Гарновского коммерчески оздоровить предприятие и поднять его рентабельность. Капризная судьба едва не сыграла с Санкт-Петербургским стеклянным заводом последней шутки, заставив еще раз переменить место своего расположения. Соглашение с митрополитом о занятии земли Александро-Невского монастыря было заключено на срок, по истечении которого Потемкин обещался перенести как свой дом, так и завод на 30 км выше по течению Невы, в свое имение Островки. Срок подходил к концу, свой дом Потемкин разломал и собирался приступить к переселению завода, но отъезд в армию и последующая смерть его задержали это мероприятие, которому так и не суждено было осуществиться впоследствии. После смерти Потемкина Екатерина II купила у его наследников завод и передала его в казну. Таким образом, получилось, что государство купило у себя собственное имущество, на время переданное в эксплуатацию частному лицу. При жизни светлейшего такие комбинации тоже нередко случались. Так ему были подарены, затем куплены и после этого снова подарены последовательно два дворца: сперва Аничков, а затем Таврический. С переходом завода в 1791 г. в казну окончился долгий период его скитаний, делений и слияний, смен хозяев и прочих нарушений нормального течения жизни. Наступила пора устойчивого состояния, когда ничто извне не мешало заводу планомерно повышать свою техническую и художественную культуру, чутко отражая влияние тех или иных господствующих течений в искусстве. Завод год от года повышал свою квалификацию, культивировал передовые методы производства, готовил кадры мастеров для других предприятии, и его изысканная продукция являлась объектом всеобщего подражания. Таких «образцовых» придворных предприятий было в XIX в. несколько. Кроме стекольного завода, существовал Императорский фарфоровый завод, шпалерная фабрика, выпускавшая парадные шпалеры (обои) для дворцов, и две гранильные фабрики — в Петергофе (ныне Петродворец) и в Екатеринбурге (ныне Свердловск), на которых русские мастера-камнерезы делали замечательные вещи из ценных каменных пород. Все эти предприятия имели между собой в организационном отношении много общего. Они были очень невелики, располагали рабочей силой самой высокой квалификации, имели вполне современное оборудование и пользовались первоклассным, в большинстве случаев импортным сырьем независимо от его стоимости. Художественная часть стояла на большой высоте и нередко находилась под наблюдением выдающихся мастеров. Продукция этих предприятий в художественном отношении была вне конкуренции. Понятно, что и себестоимость этой продукции была также вне конкуренции: она значительно, иногда во много раз, превосходила себестоимость аналогичных изделий широкого потребления, изготовлявшихся на частных заводах. Такие «избранные» предприятия, несмотря на их явную убыточность, чувствовали себя прочно, так как были необходимы двору как единственные источники снабжения его изысканными изделиями такого типа и такого качества, которые были недоступны частным заводам, принужденным сводить концы с концами. Роль «поставщиков двора его величества» была основным назначением этих предприятий, обязанность же просвещать Россию и насаждать в ней отрасли высокохудожественной промышленности была вторичным их назначением, в значительной степени показным, которое официальными кругами подчеркивалось во избежание упреков в расточительности. Справедливость, однако, требует признать, что эти предприятия не только числились образцовыми, но были ими на самом деле и сыграли выдающуюся роль в развитии русского прикладного искусства XVIII и XIX вв. Утвердившись окончательно на новом месте жительства и покончив с беспокойным и переменчивым прошлым, Санкт-Петербургский стеклянный завод вступил в наиболее яркую полосу своего существования. Последнее десятилетие XVIII в. и первые тридцать лет XIX в. были периодом, когда завод быстро преуспевал в техническом и хозяйственном отношениях, все выше и выше поднимая свой престиж уникального, показательного предприятия, не имеющего себе равных. Последовательно, один за другим, сменяются деревянные корпуса потемкинского времени на новые, каменные по проектам широко известных строителей Петербурга — Руска, Лукина, Глинки. Трудовые производственные процессы механизируются. Проектируются и строятся громоздкие механизмы для отливки и обработки зеркального стекла, устанавливается первая паровая машина. Осуществляются командировки за границу для ознакомления с новой техникой. Впервые разрабатывается «положение» о заводе и его штатное расписание. В это же время начинают осуществляться систематические мероприятия по подготовке кадров из числа русских людей. Выдвигаются на ответственные должности наиболее способные рабочие. Так, например, подмастерье Неупокоев назначается заведующим живописной мастерской вместо покинувшего это место академика Захарова. При этом директор завода пишет в своем приказе: «Усмотрев, что в живописной мастерской весьма с великим противу прежнего превосходством в искусстве живописи отделываются разные стеклянные вещи и посуда, отношу таковой полезной для завода успех развитию и трудам подмастерья Неупокоева, почему и признаю его Неупокоева в сем художестве быть мастером». Рабочий Семен Левашев назначается помощником главного мастера по посудному шатру (цеху). Директор пишет: «...в рассуждении его достоинства, а особливо искусства в сем деле признаю мастером». Вскоре и брат Семена Левашова — Александр Левашев — ставится на ответственные участки. Двое сыновей Семена Левашова определяются студентами в Горный корпус (теперешний Ленинградский горный институт) для обучения «химической науке». Во время учения они получали от завода жалованье — по 10 руб. в треть года. Позднее Семен Левашев был назначен «первым мастером по всему заводу», а его сын, студент Петр Левашев, унтер-мастером по посудному шатру. При заводе была учреждена школа для «малолетних мастерских детей», где они обучались грамоте и рисованию. После окончания школы ученики поступали в мастерские завода, получая по 75 руб. в год, пока не переходили на сдельную оплату. Наиболее способные направлялись для дальнейшего обучения в Горный корпус. Впоследствии при заводе была заведена библиотека, постоянно пополнявшаяся современными художественными изданиями для пользования в мастерских. Таким образом, мы видим, что дело подготовки кадров было поставлено на заводе серьезно. Нужно, конечно, иметь в виду, что администрация занималась всей этой просветительной деятельностью среди рабочих не ради каких-то гуманистических целей, а в силу необходимости. Завод обслуживал потребности императорского двора чрезвычайно дорогими изделиями самого высокого художественного качества. При этом всячески подчеркивалось культурно-просветительное назначение завода как предприятия, которое должно выпускать уникальные по своим достоинствам образцы, не взирая на их высокую стоимость. Для этого нужны были не только набившие себе руку исполнители-практики, но и искусные мастера, утонченные специалисты своего дела, имеющие также достаточное общее развитие. Этого можно было достигнуть, создав для известной категории рабочих особые условия для обучения, что и обеспечивалось в какой-то степени теми мерами, о которых сказано выше. Подготовленные за этот период русские специалисты, выдвигавшиеся из числа рабочих завода, оказались весьма цепными сотрудниками и своими трудами способствовали процветанию завода. Особого внимания заслуживает решение вопроса о лицах, возглавлявших художественную сторону дела. В разработанном в 1804 г. положении имелся такой пункт: «Для усовершенствования изделий Стеклянного завода и следовательно для умножения выгод его потребен из художников инвентор, который бы мог снабжать завод хорошими образцовыми рисунками». «Инвентор» — слово французское, оно означает «выдумщик», «изобретатель». Далее в положении намечался и кандидат на эту должность: «... а потому и определить для сего архитектора Томона с жалованьем по 1200 рублей в год». Трудно себе представить более удачное решение вопроса о верховном художественном руководстве завода. Именно в этой роли мы должны видеть приглашенного инвентора, так как едва ли он ограничивался представлением нескольких сделанных им собственноручно проектов изделий. Само собой разумеется, что он использовался и как высокоавторитетный эксперт, через руки которого проходили все более или менее значительные композиции до их осуществления в материале. Архитектор Томон, создатель знаменитого здания Биржи и Ростральных колони на стрелке Васильевского острова, проработал на Санкт-Петербургском стеклянном заводе до самой своей смерти в 1813 г. К сожалению, мы не имеем ни одной выпущенной за этот период вещи, авторство которой мы могли бы точно приписать самому Томону, но общий высокий уровень всей продукции завода за эти годы, а в особенности совершенство некоторых отдельных монументальных изделий декоративного характера. выдают руку мастера большого плана. После смерти Томона на должность инвентора с таким же окладом был назначен гениальный русский зодчий Росси. Поистине достойная замена! Престиж Санкт-Петербургского стеклянного завода поднялся еще выше. Известно, как капитально задумывал и проводил каждую свою работу Росси. Он всегда понимал задачу очень широко и охватывал его обширный комплекс вопросов — от общей компановки архитектурного ансамбля до внутренней отделки помещений с разработкой рисунков мебели. Такой подход требовал большого коллектива помощников, начиная от живописцев и скульпторов и кончая искусными мастерами столярного дела и прочих отделочных работ. Весь этот разнообразный коллектив только тогда мог работать согласованно, создавая нечто прекрасное, гармонически цельное, когда ощущал единое, авторитетное и твердое руководство. Такое руководство осуществлял единолично Росси, и в этом — одна из разгадок непревзойденной гармонии его творений. Росси проработал на стекольном заводе пять лет. В это же время он трудился над возведением беспримерного по великолепию здания Генерального штаба на Дворцовой площади, Елагинского дворца и некоторых других построек. Можно ли было ожидать при этих условиях, что он будет уделять достаточно внимания стекольному заводу? Конечно, нет. Мы даже склонны думать, что и принял-то он обязанность инвентора до известной степени в принудительном порядке — не счел возможным отклонить предложение, исходившее из придворных кругов. Так это было или нет, мы точно незнаем, но в 1819 г. — через шесть лет после поступления на завод — Росси уже просит освободить его от обязанностей инвентора («...не имея времени по случаю возложенных на меня с высочайшей воли разных поручений заниматься по императорскому Стеклянному заводу составлением потребных для него рисунков и прочих инвенций»). «Под разными поручениями» нужно, конечно, понимать проектирование и руководство строительством здания Генерального штаба. В подтверждение того, что Росси действительно мог отводить Санкт-Петербургскому стеклянному заводу только крайне небольшие свои досуги, может служить тот факт, что дирекция завода уже с 1815 г. застраховала себя привлечением к составлению рисунков художественных изделий архитектора Ивана Алексеевича Иванова, который и принял на себя общее художественное руководство заводом после ухода Росси. Не будучи крупной величиной, сколько-нибудь равной его предшественникам — Томону и Росси, Иванов тем не менее оставил в истории завода значительный след. Он проработал там до своей смерти, последовавшей в 1848 г. За этот длинный период им лично и под его руководством разработано много композиций вещей классического стиля, отличавшихся неизменно изяществом форм. Вдумываясь во всю совокупность вышеперечисленных мероприятий и преобразований, осуществленных на рубеже XIX столетия, нельзя не прийти к выводу, что Санкт-Петербургский стеклянный завод встал на путь определенного прогресса. Завод обновился, окреп, на отдельных участках заменил свою устаревшую технологию новой, впервые приступил к систематической подготовке кадров квалифицированных мастеров, выдвигавшихся из числа наиболее способных русских рабочих. Хотя завод и продолжал по-прежнему быть придворным предприятием и имел своим основным назначением обслуживание потребностей царствующих персон, все же было заметно, что его замкнутый режим несколько смягчился. В результате расширения продажи продукции завода на частном рынке стали усиливаться связи с внешним миром и популяризация изделий завода среди населения. Торговля велась через специально организованные магазины в Петербурге, Москве и даже на Нижегородской ярмарке. Правда, нужно заметить, что, несмотря на многочисленные попытки, казенному Санкт-Петербургскому стеклянному заводу не удалось придать широкий характер своим торговым операциям на вольном рынке. Продажа изделий шла очень вяло из-за непомерной дороговизны товара, что было следствием структурных и экономических особенностей придворного предприятия, и ничего с этим поделать не удавалось. В 50-х годах петербургский магазин по продаже изделий завода пришлось совсем закрыть и поручить право заказов так называемому «английскому магазину», содержавшемуся одной иностранной фирмой и расположенному на углу Морской улицы (ныне улица Герцена) и Невского проспекта. Составив себе общее, вполне благоприятное представление об основных организационных, технических и экономических условиях, в которых протекала деятельность Санкт-Петербургского стеклянного завода в самый цветущий его период — от конца XVIII в. до 30-х годов XIX в., перейдем к рассмотрению его успехов в отношении художественных достоинств выпускавшейся за это время продукции. Интересующий нас период совпал с укоренением в искусстве нового стиля — классицизма, пришедшего на смену господствовавшему в XVIII в. стилю позднего барокко — рококо. В соответствии с этим как форма стеклянных изделий, так и их декоративная отделка стали претерпевать существенные изменении. Капризные очертания декорировки в стиле «рокайль», обильно заполнявшие поверхность хрустальной посуды, постепенно вытесняются строгими линиями симметричного классического рисунка, покрывающего лишь незначительную часть изделия. Ничто не мешает любоваться красотой самого материала. Разбросанные «в живописном беспорядке» отдельные элементы декора, куда вкомпоновывались стилизованные раковины и растения, а также пейзажи с фонтанами и жеманными пасторальными сценами, выходят из моды, и их место занимают вензеля, эмблемы, маски. Пышная позолота, отягощенная чернением отдельных деталей орнамента, заменяется легким золочением по тонкому резному рисунку. В последних десятилетних XVIII в. продолжает удерживаться вошедшее ранее в моду непрозрачное молочное стекло. Из него делают самые разнообразные изделия, обыкновенно расписанные эмалевыми красками, сперва в стиле «рокайль», потом — в классическом. В состав молочного стекла входила костяная мука, т. е. толченая жженая кость. Содержащийся в ней фосфор и служил глушителем. Увлечение молочным стеклом было вызвано его внешним сходством с фарфором, который в то время осваивался по всей Европе и был в большой моде. Для подчеркивания этого сходства стекло полихромно расписывали в той же манере, как это делалось на фарфоре. Это сходство действительно усматривается, во-первых, в отношении физико-химической природы этих материалов, во-вторых, в особенностях технологии их производства и, наконец, в-третьих, в общности назначения изделий, из них изготовляемых. В состав фарфора входят, но существу, те же вещества, что и в стекло; как фарфор, так и стекло представляют собой сочетание (сплав) сложных силикатов. Однако стекло по своему составу значительно более легкоплавко, нежели фарфор, а потому процессы химического взаимодействия между компонентами заходят при варке стекла значительно дальше, чем при обжиге фарфора. С этой точки зрения позволительно будет выразиться, что фарфор представляет собой недоваренное стекло, а стекло — это переплавленный фарфор. Общность производственных процессов здесь также несомненна. Как в одном, так и в другом случае главным, решающим процессом является высокотемпературная обработка, т. е. варка для стекла и обжиг для фарфора; поэтому основным элементом оборудования как того, так и другого производства служат печи. Разница состоит лишь в том, что процессы формовки изделий и термической обработки расположены в обратном порядке: фарфор формуется на холоду с последующим закреплением формы путем обжига, а стекло формуется в горячем состоянии с фиксированием полученной формы путем последующего охлаждения. Наконец, третья линия сходства усматривается в общности назначения изделий, так как и фарфор и стекло служили на всем протяжении своего существования, если не считать последнего столетия, почти исключительно в качестве материала для изготовления мелких предметов бытового назначения, являющихся одновременно в той или иной степени художественными произведениями. Наблюдающаяся по многим направлениям общность характера и интересов обеих технологий приводила в ряде случаев к сближению фарфоровых и стекольных предприятий и к оказанию ими взаимных услуг, что до известной степени обращалось в традицию. Так, они помогали друг другу сырыми материалами, песком, огнеупорной глиной, красками, обменивались рабочей силой. Например, роспись на изделиях молочного стекла, выпускавшихся петербургским стекольным заводом, первоначально наносилась мастерами-живописцами петербургского фарфорового завода (ныне Ломоносовского), которые, таким образом, выступали в роли инструкторов рабочих стекольного завода. Случалось также, что оба упомянутых завода объединялись под одним управлением. МихаилАлександрович Языков был одновременно директором двух этих заводов с 1848 по 1885 г. Кстати, напомним, что Михаил Александрович был очень образованным, талантливым, передовым человеком, близким другом Белинского, Некрасова, Тургенева и вообще всей группы прогрессивных писателей, объединившихся около журнала «Современник». Герцен восхищался его острословием и неоднократно передавал его шутки в своих письмах друзьям. Некрасов, будучи еще безвестным, принес показать свое первое сочинение Белинскому, когда тот был в гостях у Языкова в его казенной квартире на территории Санкт-Петербургского стеклянного завода. Однако вернемся к стеклу. С начала XIX столетия молочное расписное стекло отодвигается на задний план и его место занимает посуда из бесцветного золоченого хрусталя, оформленная в строго классическом стиле (рис. 173-176).
 Рис. 173. Рюмки. Конец XVIII в.
Рис. 173. Рюмки. Конец XVIII в.
 Рис. 174. Сервиз. Первая четверть XIX в.
Рис. 174. Сервиз. Первая четверть XIX в.
 Рис. 175. Кувшин. Первая четверть XIX в.
Рис. 175. Кувшин. Первая четверть XIX в.
 Рис. 176. Ваза из бесцветного и синего стекла. Начало XIX в.
Рис. 176. Ваза из бесцветного и синего стекла. Начало XIX в.
На этом хрустале начали впервые применять очень эффектный прием огранки, заключающийся в том, что поверхность изделия покрывается рядом небольших выступов, обработанных наподобие драгоценных камней. Отсюда произошло и название такого типа отделки — «алмазная грань». В какой мере эта посуда вошла в моду, можно судить по следующей выдержке из текста документа, носившего название «Повеления по придворной конторе»: «При императоре Павле I было повелено подавать к Высочайшему столу только золоченую посуду, ... а другой совсем бы не было». Сильным местом казенного стекольного завода в период развития стиля барокко было, как мы уже говорили, производство осветительной арматуры — люстр, жирандолей, настенников с обильным, очень богатым хрустальным убором. Но с конца XVIII в. стеклянный убор становится все легче и легче. Вместо больших, прихотливо изрезанных «дубовых листьев» появляются гирлянды из миндалевидных граненых пронизок. Композиция люстр начинает четко разделяться на стержень в виде балясины и рожков для укрепления свечей, располагающихся в один или несколько ярусов на кольцевых ободах каркаса. Для подчеркивания вертикального членения прибора вводятся стройные элементы — штыки-пирамидки. Балясина делалась из окрашенного стекла. Вначале, в 70-80-х годах, она была обыкновенного голубого или розового цвета, а позднее — синего или красного. Для придания особой легкости всему сооружению хрустальный убор крепился не к неподвижным частям каркаса, как это делалось в барочных люстрах, а подвешивался к тонким, колеблющимся проволочкам. На самом верху осветительного прибора обыкновенно укреплялся пучок изогнутых тонких прутиков, на концах которых дрожали и переливались разноцветными огнями легкие хрустальные слезки. Такое устройство называлось «дождем». Бронзовые части прибора украшались орнаментикой в стиле ранней классики. Использовались различные растительные и животные мотивы — аканты, виноград, головы и лапы зверей и птиц, а также маски, волюты, урны и т. п. Год от года хрустальный убор люстр облегчался, и все большую роль начинала играть бронза, которой в конце концов удалось почти полностью на долгое время вытеснить стекло из осветительной аппаратуры. Призматические барочные фонари с относительно развитым хрустальным убором также выходят из употребления и заменяются цилиндрическими и колоколовидными, в которых очень мало хрустальных подвесок, но широко используется сочетание с бронзой и деревом (рис. 177-178).
 Рис. 177. Люстра. Конец XVIII в.
Рис. 177. Люстра. Конец XVIII в.
 Рис. 178. Фонарь. Конец XVIII в.
Рис. 178. Фонарь. Конец XVIII в.
Для раннего классицизма характерно также использование стеклянных изделий в архитектуре как декоративного отделочного материала или как крупных, монументальных предметов, служащих для убранства парадных интерьеров. Еще в середине XVIII в. по почину М. В. Ломоносова в России восстанавливается мозаичное дело, представляющее собой благороднейший вид монументального искусства, в котором стеклу отводится весьма почетное место. Ломоносову же мы обязаны тем, что в нашей стране стали применять стекла разнообразнейших цветовых оттенков для столовых досок, рам, портретов и зеркал и в качестве материала для инкрустаций парадных дворцовых паркетов. Об этом мы будем говорить подробнее в специальной главе, посвященной трудам М. В. Ломоносова. Приблизительно в это время архитектор Растрелли при отделке комнат Екатерининского дворца в Царском Селе (ныне г. Пушкин) употребил листовое стекло, которым были облицованы некоторые участки стен с подкладкой цветной фольги (рис. 179). В 80-х годах аналогичный прием был использован архитектором Камероном при убранстве личных комнат Екатерины в том же дворце. Он ввел серебряную парчу внутрь фиолетовых стеклянных колонок и обложил стены синими и молочно-белыми стеклянными плитками (рис. 180-181).
 Рис. 179. Стеклянные «лопатки» (вертикальные полосы) в столовой комнате Екатерининского дворца в г. Пушкине (архитектор В. Растрелли). Середина XVIII в.
Рис. 179. Стеклянные «лопатки» (вертикальные полосы) в столовой комнате Екатерининского дворца в г. Пушкине (архитектор В. Растрелли). Середина XVIII в.
 Рис. 180. Спальная комната Екатерины II Екатерининского дворца в г. Пушкине. Отделка фиолетовым и молочно-белым стеклом (архитектор Ч. Камерон). Конец XVIII в.
Рис. 180. Спальная комната Екатерины II Екатерининского дворца в г. Пушкине. Отделка фиолетовым и молочно-белым стеклом (архитектор Ч. Камерон). Конец XVIII в.
 Рис. 181. Комната «табакерка» Екатерининского дворца в г. Пушкине. Отделка синим и молочно-белым стеклом (архитектор Ч. Камерон). Конец XVIII в.
Рис. 181. Комната «табакерка» Екатерининского дворца в г. Пушкине. Отделка синим и молочно-белым стеклом (архитектор Ч. Камерон). Конец XVIII в.
В конце XVIII и начале XIX в. изготовляется значительное количество крупных декоративных вещей. Знатокам художественного стекла хорошо известна хранящаяся сейчас в Эрмитаже ваза-треножник, изготовленная для Павловского дворца. Чаша сделана из бесцветного граненого хрусталя, а ножки — из темно-янтарного стекла. Великолепен умывальный прибор, исполненный тоже для дворца в Павловске по рисунку знаменитого русского зодчего Воронихина — творца Казанского собора, здания Горного института и других замечательных построек Петербурга и его окрестностей. В прибор входит стол на винтовой ноге из стекла янтарного цвета с крышкой из темно-синего стекла, граненый рукомойник из бесцветного и синего стекла и граненая хрустальная чаша (рис. 182).
 Рис. 182. Умывальный прибор из белого, синего и янтарного стекла (архитектор А. Н. Воронихин). Начало XIX в.
Рис. 182. Умывальный прибор из белого, синего и янтарного стекла (архитектор А. Н. Воронихин). Начало XIX в.
Это великолепное произведение искусства, выполненное в строго классическом стиле, было разбито фашистами во время Великой Отечественной воины. Остался цел лишь одни кувшин. Прекрасен своими художественными достоинствами и величиной торшер, колонка и чаша которого исполнены из синего заглушенного стекла, остальные части сделаны из белого мрамора, фарфора и бронзы. Торшер был предназначен для агатовых комнат Екатерининского дворца (рис. 183).
 Рис. 183. Торшер (Колонка и чаша из синей смальты). Агатовые комнаты Екатерининского дворца в г. Пушкине. Последняя четверть XVIII в.
Рис. 183. Торшер (Колонка и чаша из синей смальты). Агатовые комнаты Екатерининского дворца в г. Пушкине. Последняя четверть XVIII в.
К числу наиболее крупных хрустальных объектов декоративного убранства следует причислить две великолепные, огромные вазы типа «Медицис» (кратер), хранящиеся сейчас в фондах Эрмитажа. Эти вазы отлично скомпонованы и покрыты богатой орнаментовкой, не производящей, впрочем, впечатления перегруженности. Одна из этих ваз, имеющая высоту 160 см и установленная на пьедестале из рубинового стекла, некоторыми специалистами приписывается Росси (рис. 184). Ни время ее изготовления, ни манера композиции не противоречат этому предположению.
 Рис. 184. Хрустальная ваза на пьедестале рубиновою стекла, отделанная бронзой
Рис. 184. Хрустальная ваза на пьедестале рубиновою стекла, отделанная бронзой
Наконец, укажем еще на один оригинальный случай использования стекла в чисто декоративных целях. В 30-х годах XIX в. в Петербурге ставился для знаменитой танцовщицы Тальони новый балет «Девы Дуная». Постановка осуществлялась с большой пышностью. Средств не жалели. Для последнего акта, в котором изображалось подводное царство, Санкт-Петербургским стеклянным заводом по особому заказу были изготовлены хрустальные колонны, освещавшиеся изнутри разноцветными огнями. Рассказывали, что зрелище было чрезвычайно эффектным и петербуржцы не могли им налюбоваться. В 1829 г. была устроена первая мануфактурная выставка, где была богато представлена продукция Санкт-Петербургского стеклянного завода. Автор описания выставки, говоря о продукции этого завода, отмечает, что его хрустальные изделия «отличались чистотою массы, красивыми формами, зеркаловидною шлифовкою, искусною гранью и резьбой, а некоторые и своею огромностью... в таком большом виде хрустальные изделия едва ли где делались». Однако все, что было сказано, еще не дает полного представления о тех масштабах и том великолепии, до которого мог подняться петербургский стекольный завод при выполнении некоторых заданий особого характера. Остановимся на этом вопросе подробнее. В 20-х годах XIX в. военно-политическое положение России на Востоке было довольно напряженным. Русские цари стремились всяческими дипломатическими маневрами предотвратить возможность острых столкновений с соседними азиатскими странами, и в этой тактике немаловажную роль играли подарки правителям этих стран, что было в духе обычаев восточных народов. Часто в качестве подарков фигурировали стеклянные вещи производства петербургского завода. Самые сложные и дорогие из подобных изделий направлялись в Персию и среди них — несколько уникальных сооружений огромного размера, изготовление которых требовало от завода первоклассного мастерства и исключительного напряжения всех сил. Нам кажется, что едва ли найдутся факты, которые смогут опровергнуть завоеванное Санкт-Петербургским стеклянным заводом мировое первенство в изготовлении из стекла подобных грандиозных художественных изделий. Персидскому шаху в 1819 г. в числе других подарков был послан стеклянный бассейн. К сожалению, не сохранилось никакого описания этого оригинального подношения. Известно одно, что для сборки его на месте был послан в Тегеран мастер стекольного завода Никитин. Очевидно, бассейн представлял собой довольно крупное сооружение. Шаху бассейн понравился, и он пожелал для полного комплекта иметь еще при нем и хрустальную кровать. Эта просьба вылилась в задание гораздо более сложное. Рисунок на нее был заказан художнику Иванову, главному «ннвентору» завода. Проект был утвержден в апреле 1821 г. Александром I. Стоимость сооружения исчислялась в 50 000 руб. Кровать представляла собой просторное ложе, расположенное на широком пьедестале. Стеклянные части крепились к железному каркасу, облицованному посеребренной медью (на это дело было отпущено 4,5 пуда серебра). Настил и полукруглые ступени к ложу были выложены из полированных бирюзовых стеклянных досок, а боковые стенки и локотники сделаны из прозрачного хрусталя богатой, очень сложной огранки. По углам располагались четыре хрустальные резные колонны. Окружавший кровать семь фонтанов были оформлены в виде хрустальных ваз (рис. 185).
 Рис. 185. Хрустальное ложе, изготовленное в подарок персидскому шаху, из бирюзовых стеклянных плит и бесцветного граненого хрусталя. Первая четверть XIX в.
Рис. 185. Хрустальное ложе, изготовленное в подарок персидскому шаху, из бирюзовых стеклянных плит и бесцветного граненого хрусталя. Первая четверть XIX в.
Это драгоценное сооружение было отправлено в 1826 г. в Тегеран в разобранном виде. Его сопровождал начальник экспедиции поручик Носков с денщиком и двумя мастерами стекольного завода для сборки хрустального ложа на месте. Трудно себе представить те бедствия, которые испытали эти несчастные путешественники во время своего странствования. Сперва все шло благополучно. Около трех месяцев потребовалось, чтобы на санях, а потом на колесах добраться до Астрахани и пересечь Каспийское море на военном транспортном судне. Затем два месяца простояли на персидской границе в маленьком городке. Наконец, груз повезли в глубь страны на лодках по маленькой болотистой речке среди гнилостных испарений и при изнурительной жаре. Во время этого путешествия, длившегося десять дней, все участники экспедиции заболели тропической лихорадкой. После двухнедельного ожидания еще в одном городке перегрузились на арбы и тронулись по перевалу через отрог Эльбруса. С громадными трудностями, при постоянных поломках экипажей и ежедневных препирательствах с возчиками, которые угрожали бросить обоз в горах, переход был осилен, и показался большой город Казнин. Здесь Носков сдал драгоценный груз персидским чиновникам, а сам и все три его русских спутника, изнуренные болезнью, окончательно свалились с ног и были уложены в одном из пустых домов города. В городе в это время происходил какой-то праздник. Фанатически настроенная толпа, проведав о присутствии в городе четырех «неверных», устроила нападение на их дом. Чиновникам шаха едва удалось спасти своих гостей. Ночью, тайком, их вывезли из города и бросили в какой-то пустой башне без всякой охраны. Три недели несчастные находились в таком положении. ежечасно ожидая гибели. Наконец, явились какие-то люди, уложили их в носилки и доставили в Тегеран, где Носков должен был закончить свою миссию, лично представив подарок русского царя персидскому шаху. Но напрасны были ожидания о скорой возможности исполнения этого поручения. Шли недели за неделями, а шах все не возвращался в свою столицу из путешествия по стране. Спутники Носкова, обессиленные жестокой лихорадкой, умерли одни за другим. Остался только Носков, одолевший болезнь благодаря своему железному здоровью. Вскоре были получены сведения о приближении шаха к Тегерану. Но перед самым въездом в столицу опять возникло препятствие: сопровождавшие шаха астрологи заявили, что Мухаммед еще не желает, чтобы шах въезжал в Тегеран. Пришлось ждать десять дней. Наконец, астрологи передали, что Мухаммед сообщил им при помощи звезд, что он пожелал, чтобы шах въехал в Тегеран. Носкову предложили срочно собрать хрустальное ложе, что он и сделал с превеликим трудом, так как оба безвестных мастера Санкт-Петербургского стеклянного завода уже лежали в земле. Носкову пришлось проделать их работу, разбираясь в чертежах, которые он, по счастью, успел скопировать еще в Петербурге. Шах принял подарок очень милостиво и сказал: «Редкое это произведение может служить доказательством до какой степени совершенства доведено в России искусство в отделке хрусталя». Потом неожиданно добавил: «Желательно бы знать, на каком ложе покоится сам император российский?» За выполненное поручение шах наградил Носкова орденом «Льва и Солнца», двумя кашемировыми шалями и деньгами в сумме 1000 туманов, после чего Носков выехал на родину и прибыл в Петербург в феврале, проведя в дороге в общей сложности почти целый год. Носков оставил о своем путешествии интересные воспоминания. Помимо монументальных подношений, шах получил в это время от русского царя немало и других, более мелких художественных хрустальных изделий, за что однажды счел необходимым отблагодарить и директора завода Языкова, направив ему следующее своеобразное по стилю письмо (перевод с персидского): «В то время как вельможный блистательный, благородный, наилучший из посланников, подпора старейшин христианских генерал Дюгашель, Полномочный министр блистательной Российской Державы, прибыл в небесам подобный шахский чертог наш, принеся с собою в подарок хрустальный прибор с фабрики Его Императорского величества, понравившийся нам по чистоте отделки и блеску своему, узнали мы, что успешность работ этой фабрики принадлежит стараниям Высокостепенного, Высокоместного, благородного, знатного, подпоры вельмож христианских Коллежского Советника Языкова. По силе единодушия между двумя могущественнейшими державами мы считаем обязанностью своею оказать ему наше благоволение и вследствие того жалуем ему орден «Льва и Солнца» второй степени, осыпанный драгоценными камнями. Да возложит он на себя знаки сего ордена и преуспевает в стараниях об устройстве упомянутой фабрики, за сим определяем, чтобы высокостепенные, благородные, знатные приближенные особы императора главные правители Августейшего Дивана записали смысл сего фирмана в реестры и, храня его от забвения, постоянно принимали его к сведению». Вскоре после доставки в Тегеран пресловутой кровати начинают сооружать для персидского принца Хосроя Мирзы новый презент — хрустальный фонтан. Что представлял собой этот фонтан, об этом, к сожалению, нет сведений, но мы предполагаем, что по замысловатости композиции, богатству декорировки и мастерству исполнения этот подарок едва ли уступал предыдущему. Как известно, второй подарок, ежели он не лучше первого, совсем не следует делать. В 1828 г. фонтан был закончен и уже предполагалось направить его в Персию, но внезапно ситуация изменилась. 30 января 1829 г. в Тегеране произошло спровоцированное духовенством восстание, закончившееся избиением русских. Грибоедов, занимавший должность полномочного министра-резидента в Персии, со свойственным ему бесстрашием защищал с саблей в руках входную дверь в здании посольства и был убит разъяренной, фанатически настроенной толпой. Понятно, что подарок нужно было срочно отменить, и злополучный фонтан переадресовали... королю Франции Карлу X, самому реакционному и самому бездарному правителю Европы, про которого говорили, что все его таланты сводились к тому, «чтобы изящно проиграть сражение и любезно разорить династию». Но он был убежденным представителем абсолютизма, и этого было достаточно, чтобы вызвать благорасположение Николая I. Но, видно, над фонтаном тяготел какой-то злой рок. Стоило торжественной процессии с дипломатическими представителями, каменщиками и цементом достигнуть середины пути, как во Франции произошла Июльская революция, и Карл X оказался просто гражданином без определенных занятий, который совершенно не нуждался в фонтанах. Злополучный фонтан и все посольство повернули обратно. Два года фонтан лежал упакованным в Петербурге и, наконец, Николай I решил подарить его брату своей жены — прусскому принцу Вильгельму. Фонтан снова пустился в путешествие, но уже по-родственному, без дипломатических представителей, каменщиков и т. п., а запросто, «в навалку». Дальнейшая судьба его неизвестна. Однако мысль о хрустальном фонтане, как весьма подходящем подарке для турок, не оставляла руководителей «Кабинета его величества», в ведении которого находился Санкт-Петербургский стеклянный завод, и в 1830 г. изготовляется второй фонтан для турецкого правительства. Интересно распоряжение министра двора: «Как для турок ничего нельзя делать с фигурами человеческими, то прикажите тотчас сделать рисунок и мне показать для перемены фигур на делаемом втором фонтане, вместо фигур можно сделать дельфинов равной величины с фигурами». Приведенных примеров разнородных изделий, столь оригинальных по характеру и высокохудожественных по исполнению, изготовленных петербургским стекольным заводом за рассматриваемый период, вполне достаточно, чтобы причислить этот завод к уникальным предприятиям, едва ли имевшим в то время соперников в Европе. Таким образом, первая четверть XIX в. действительно является порой наиболее полного расцвета завода, наиболее яркого выражения его творческих возможностей, расцвета, к которому он пришел и результате трудов нескольких поколений русских мастеровых людей и крупнейших художников, именами которых гордилась страна. Однако утвердиться на достигнутом высоком положении и закрепить за собой богатство своих обширных производственных возможностей заводу не удалось, и уже с начала 30-х годов появляются признаки движения под уклон. Стекольные заводы, как и другие предприятия, специальность которых производство художественных изделий, опираются на силы, проявляющиеся в двух сферах человеческой деятельности: в технике и в искусстве. Техника и искусство нужны здесь в равной степени: искусство предъявляет к технике требования в направлении расширения путей использования материала для декоративных целей, а техника, варьируя производственные процессы, показывает художнику материал все в новом и новом виде, вызывая в его творческом воображении новые решения. Только там можно ожидать прогресса, где инженерия и искусство движутся параллельно, рука об руку, где техническая и художественная культуры развиваются одинаково успешно. В судьбе же Санкт-Петербургского стеклянного завода, начиная со второй четверти XIX столетия, эти пути начали расходиться, и ври продолжающемся усовершенствовании технологических процессов художественное лицо завода стало постепенно меркнуть. Рассмотрим отдельно, как протекало развитие этих двух сторон деятельности завода в середине XIX в. В 1832 г. на стекольном заводе произошло небывалое событие: был приглашен на службу химик, по фамилии Карцев, которому было поручено проверить состояние производства с научной точки зрения и сделать соответствующие предложения по улучшению технологии, если это окажется нужным. В это время в России осуществлялся процесс медленного перехода мануфактурной формы капиталистического производства на рельсы более или менее крупной машинной индустрии, что было неизбежно связано с технологическим перевооружением предприятий. Вопросы усовершенствования технологических процессов, рационализации и удешевления производственных приемов были поставлены на очередь и вызывали на заводах необходимость в научно образованных кадрах. Правда, еще за сто лет до этого гений Ломоносова предсказал неизбежность такого пути, на котором наука тесно смыкалась с производством. Он построил стекольный завод, где ведущая роль была отведена лаборатории, контролирующей технологический процесс и предуказывающей пути его дальнейшего усовершенствования. Ломоносов точно сформулировал закон о необходимости тесного контакта науки с производством. Но идеи Ломоносова были забыты. Чиновники Академии наук, не понимавшие, ненавидевшие и боявшиеся Ломоносова, сделали все, чтобы похоронить его дела и предать забвению его светлую память. Таким образом, в середине XIX в. — через 100 лет после Ломоносова — эту простую и ясную мысль, что на производстве нужны ученые, приходилось культивировать в сознании людей заново, и появление на Санкт-Петербургском стеклянном заводе штатного химика действительно можно было признать событием экстраординарным. С этого времени на заводе как бы получает права гражданства научно-исследовательская деятельность, которая, то усиливаясь, то ослабевая, удерживается на заводе до последних его дней. Начинают изучать сырые материалы, испытывают лужение и московские пески, пробуют екатеринбургский кварц, подыскивают наиболее подходящие в техническом и экономическом отношениях горшечные глины. Проводят работы по замене ряда импортных материалов местными. Расширяют палитру красок на стекле. Ведут систематические исследования по повышению термической устойчивости стекла. Разрабатываются новые технологические процессы и открываются новые виды производства. Так, например, усовершенствуется техника получения цветных глушеных стекол, разрабатываются и получают широкое распространение цветные, пестрые массы. Доводится до большого совершенства имитация полудрагоценных горных пород: малахита, ляпис-лазури, яшмы. Осваивается производство многослойных цветных изделий. Достигаются большие успехи в технике печати и живописи на стекло. Воспроизводятся некоторые сложные старинные приемы выдувания, составлявшие специальность венецианских мастеров. Создается мастерская по производству хрустальных подвесок для люстр. Осваивается технология изготовления хрустальной посуды методом прессования. Ставится производство стеклянных нитей и тканей. Организуется отдел по выплавке мозаических смальт с доведением технологического процесса до высшей степени совершенства. Устанавливается связь с иностранными предприятиями и отдельными специалистами с целью информации о последних достижениях в области стекольной технологии и налаживается регулярное получение заграничных образцов. С внешней стороны завод продолжают приводить в порядок, строятся новые каменные корпуса. Трудовые процессы на ряде участков механизируются, заводская паровая машина заменяется более совершенным типом. Наконец, в 1852 г. при заводе создается лаборатория. Перечисленные научно-технические и организационные мероприятия, предпринимавшиеся заводом в середине XIX столетия, с несомненностью показывают, что завод не остановился на техническом уровне, достигнутом за прошлые годы, а продолжал идти вперед, совершенствуя свою технологию и открывая новые виды производства. Таким образом, техническая сторона деятельности Санкт-Петербургского стеклянного завода во второй и третьей четверти XIX столетия продолжала развиваться успешно. Как же обстояло на заводе дело с художественной стороной? Вспомним, что уже с начала XIX в. в русском изобразительном искусстве начали наблюдаться существенные изменения. Классический стиль уступал свое место новому направлению — романтизму. Характерный признак этого течения в изобразительном искусстве — неудовлетворенность настоящим и стремление искать разрешения эстетических проблем в идеализации прошлого, в увлечении искусством прежних времен, особенно искусством средневековья, в стремлении к преувеличенной яркости, пышности, внешней красивости. Возвращаются отжившие свой век стили готики и рококо, зачастую искаженные. В прикладном искусстве, в частности в производстве художественных изделий, эти новые модные установки приводят к решительным изменениям как в форме, так и в декорировке изделий. При господстве стиля русской классики, особенно в его раннем периоде, форма стеклянных изделий, как мы уже отмечали выше, отличалась простотой, логичностью и соответствовала как назначению вещи, так и технологическому процессу ее изготовления. Точно так же и декорировка, применяющаяся в очень скромных размерах, преследовала цель подчеркнуть свойства материала, показать его природную красоту в наиболее привлекательном виде. Сейчас эта точка зрения в корне менялась. Формы становятся тяжелыми, усложненными, иногда вычурными, часто неудобными для практического использования (рис. 186). Бесцветное стекло, имевшее широкое распространение при классическом стиле, теперь начинает вытесняться цветным самых разнообразных ярких оттенков (рис. 187-189).
 Рис. 186. Флакон из зеленого стекла с пробкой в виде рога изобилия. Середина XIX в.
Рис. 186. Флакон из зеленого стекла с пробкой в виде рога изобилия. Середина XIX в.
 Рис. 187. Изделия из цветного стекла. Первая половина XIX в.
Рис. 187. Изделия из цветного стекла. Первая половина XIX в.
 Рис. 188. Флакон из опалесцирующего зеленого стекла. Вторая четверть XIX в.
Рис. 188. Флакон из опалесцирующего зеленого стекла. Вторая четверть XIX в.
 Рис. 189. Бокал с «перлами», разноцветной эмалью и позолотой. Вторая половина XIX в.
Рис. 189. Бокал с «перлами», разноцветной эмалью и позолотой. Вторая половина XIX в.
В особенную моду входит двух- или трехслойное стекло с окраской каждого слоя в разные цвета. Обычно внутренний слой был бесцветным, наружный — окрашенным, а средний — молочным. Такое стекло обрабатывалось гранением в ложноготическом вкусе (рис. 190-193). Много выделывают также изделий из стекла, имитирующего декоративные горные породы: яшму, малахит, ляпис-лазурь. Чрезвычайно модными становятся изделия из черного стекла (рис. 194).
 Рис. 190. Дворцовый сервиз из двухслойного синего и бесцветного стекла. Вторая четверть XIX в.
Рис. 190. Дворцовый сервиз из двухслойного синего и бесцветного стекла. Вторая четверть XIX в.
 Рис. 191. Стакан из двухслойного красного и бесцветного стекла. Середина XIX в.
Рис. 191. Стакан из двухслойного красного и бесцветного стекла. Середина XIX в.

 Рис. 192-193. Сосуды из трехслойного цветного стекла. Вторая четверть XIX в.
Рис. 192-193. Сосуды из трехслойного цветного стекла. Вторая четверть XIX в.
 Рис. 194. Ваза из черного стекла. Вторая четверть XIX в.
Рис. 194. Ваза из черного стекла. Вторая четверть XIX в.
Большое распространение получает печатание на стекле. Увлечение этим новым приемом, несмотря на его невысокую художественную ценность, достигло внушительных размеров. Петербургский завод выпустил огромное количество бокалов, стаканов, рюмок, ваз с портретами лиц царской фамилии, полководцев, сановников, с видами Петербурга и с разными сюжетными изображениями, например сценками из восточной жизни или иллюстрациями к переводным романам. К счастью, этот жанр декорировки стеклянных изделий просуществовал недолго (рис. 195).
 Рис. 195. Прибор для вина с портретами Николая I и его жены. Вторая четверть XIX в.
Рис. 195. Прибор для вина с портретами Николая I и его жены. Вторая четверть XIX в.
Как уже отмечалось, Санкт-Петербургский стеклянный завод давно щеголял высокой техникой разнообразных способов отделки стеклянных изделий. Его мастера были большими художниками по этой части. К числу таких приемов следует отнести шлифовку, гравировку, гранение разными, иногда очень сложными гранями, роспись эмалевыми и обыкновенными красками, золочение, серебрение и некоторые другие виды отделки. Но раньше, на рубеже XVIII и XIX вв., во времена расцвета русского классицизма, этими приемами пользовались скупо, с большим тактом, стараясь не перегружать изделия и не заслонять природной красоты материала. Теперь же, при безудержном стремлении к роскоши, пышности и внешним эффектам, не считались с эстетическим законом экономии декоративных средств, а нагромождали сплошь и рядом один вид отделки на другой, создавая безвкусные, эклектические произведения. Элементы эклектики и стилизации, смешения форм и приемов декора, заимствованных из самых разнообразных технологий, не имеющих ничего общего со стеклоделием, появляются все чаще и чаще. Для Ближнего Востока изготовляются сосуды, пестро расписанные яркими красками в подражание восточным майоликам. Из черного стекла приготовляют аляповато позолоченные вазы. Выпускают изделия, воспроизводящие формы и краски посуды, вырезанной из дерева в русском вкусе (рис. 196). Однако наряду с этой низкопробной продукцией завод продолжал выпускать и очень хорошие вещи (рис. 197-199).
 Рис. 196. Стеклянные сосуды в подражание изделиям из дерева. Третья четверть XIX в.
Рис. 196. Стеклянные сосуды в подражание изделиям из дерева. Третья четверть XIX в.
 Рис. 197. Канделябр из хрусталя и золоченой бронзы. Вторая четверть XIX в.
Рис. 197. Канделябр из хрусталя и золоченой бронзы. Вторая четверть XIX в.
 Рис. 198. Хрустальная ваза с отделкой из золоченой бронзы. Вторая четверть XIX в.
Рис. 198. Хрустальная ваза с отделкой из золоченой бронзы. Вторая четверть XIX в.
 Рис. 199. Ваза-треножник из бесцветного хрусталя и синего стекла с золоченой бронзой Первая половина XIX в.
Рис. 199. Ваза-треножник из бесцветного хрусталя и синего стекла с золоченой бронзой Первая половина XIX в.
Наконец, вспомним, что еще в середине XVIII в. петербургский завод славился высоким искусством исполнения разнородной осветительной арматуры, в первую очередь люстр, жирандолей, фонарей. Первоначально в этих изделиях основную роль играло стекло, которое впоследствии постепенно теряет свое значение и в первой четверти XIX в. целиком вытесняется бронзой. В 40-х годах XIX в. вновь вспыхивает мода на хрустальный убор в люстрах. Опять появляются люстры, подражающие стилю барокко, с богато орнаментированным бронзовым остовом, с тяжелыми «дубовыми листьями». Но эти изделия теперь выглядели грубыми и безвкусными. Они были очень далеки от своих великолепных прототипов XVIII в. Суммируя все сказанное, мы не можем не прийти к заключению, что художественная сторона деятельности завода, начиная с конца первой четверти XIX столетия, систематически падала. Несмотря на то, что общая техническая культура завода повышалась, технологические процессы его непрерывно усовершенствовались, завод год от года расширял ассортимент своих изделий и открывал новые виды производств, несмотря на все это, художественная ценность выпускаемой им продукции — главный показатель успешности работы завода, то, что составляло единственную цель существования, падала все ниже и ниже. Само собой разумеется, что этого бы не случилось, если бы к художественному руководству завода продолжали иметь отношение такие крупные мастера, как Томон, Росси, Воронихин. Но время их деятельности на заводе, как мы помним, продолжалось недолго, и после смерти в 1848 г. заместившего их художника Иванова, представлявшего собой значительно более скромную фигуру, должность постоянного «инвентора» при заводе была совсем упразднена и в дальнейшем обращались с заказами на проекты изделий к случайным лицам. Отсюда видно, насколько изменилась в придворных кругах точка зрения на исключительно важное значение постоянного высокоавторитетного художественного руководства на заводе. Несомненно, одной из причин такого уменьшения внимания к заводу были изменения, происходившие в это время в социально-экономических условиях западноевропейского общества. Европа входила в период резких противоречий капиталистического строя, сопровождавшихся распадом буржуазной идеологии и падением интереса к произведениям искусства. Санкт-Петербургский стеклянный завод, как предприятие придворное, подначальное лицам царского дома, кровно связанного с могущественными династиями правителей Европы, не мог оставаться в стороне от влияний господствовавших в Европе течений. Одновременно с деградацией художественной части начинает падать и материальное благосостояние завода. В лучшие годы его деятельности — в первую четверть XIX в. — годовой объем производства непрерывно растет, приблизившись в 1825 г. к семизначной цифре. После этого под влиянием неблагоприятных для завода факторов наблюдается тенденция к снижению объема выпуска, и в середине 40-х годов положение принимает угрожающий оборот. Разберемся в причинах этого явления. В рассматриваемый период главным источником дохода петербургского стекольного завода являлось зеркальное производство. Толстого полированного стекла и зеркал, из него изготовленных, выпускалось на сумму, превосходящую стоимость всей остальной продукции. Других заводов, производивших литое зеркальное стекло, в России не было, и петербургский казенный завод был монополистом этого вида продукции. Главным заказчиком на большие зеркала являлось дворцовое ведомство. Особенно много требовалось зеркального стекла для восстановления Зимнего дворца, сильно пострадавшего от пожара 1837 г. Для этой цели заводом было изготовлено 1288 больших листов зеркального стекла, что оказалось возможным лишь после расширения соответствующих отделов завода. К 40-м годам все загородные дворцы были уже полностью обеспечены зеркалами и заканчивались заказы на зеркальные стекла для Кремлевского дворца, Эрмитажа и Исаакиевского собора. Дальнейших заказов со стороны дворцового ведомства не предвиделось. Что же касается частного рынка, то потребности его в больших зеркалах полностью удовлетворялись казенным Выборгским заводом и некоторыми частными заводами, научившимися к этому времени изготовлять большие зеркала более дешевым выдувным способом. Можно было бы бороться с тенденцией к снижению объема выпуска продукции, продолжая мероприятия по усовершенствованию технологических процессов и снижению себестоимости, успешно проводившиеся в первой половине XIX в., но препятствием к этому была крайняя изношенность громоздкого оборудования, установленного еще в 1810 г. Обновление этого оборудования и модернизация технологического процесса могли бы приблизить петербургский завод к тому уровню техники, на котором находилось тогда зеркальное производство в Европе, имевшее возможность поставлять России более дешевые зеркала. Но на это переустройство требовалось около четверти миллиона рублей. Таких денег не давали, и борьба с иностранными конкурентами оказывалась невозможной. Положение становилось безвыходным, и в 1851 г. зеркальное отделение Санкт-Петербургского стеклянного завода было закрыто. Основной источник дохода, служивший главным экономическим базисом существования завода, иссяк безвозвратно. Этим заводу был нанесен смертельный удар. Вторая часть продукции завода — предмет его гордости — обнимала собой многообразные художественные изделия обычного ассортимента, главным образом хрустальную посуду. Но она не могла обеспечить достаточную экономическую базу для дальнейшего безбедного существования завода, так как в области продукции такого рода к середине XIX в. приходилось серьезно считаться с конкуренцией русских частных заводов. Единственный вид продукции, в котором петербургский завод продолжал оставаться монополистом, работающим вне конкуренции, были уникальные изделия особо высокого класса, а именно: декоративные, монументальные вещи, служащие для убранства дворцовых помещений, и выполнявшиеся по особым заказам парадные хрустальные сервизы, требовавшие для своего изготовления предельно высокого искусства мастеров. Но эта категория изделии была, конечно, невелика. Таким образом, к 50-м годам экономическая конъюнктура для петербургского стекольного завода стала складываться весьма неблагоприятно и назревал серьезный кризис. Так как основной причиной его являлась неспособность казенного завода конкурировать с частновладельческими предприятиями, уместно будет сказать несколько слов о состоянии этой группы заводов в середине XIX в. Вначале, после возникновения группы первых стекольных заводов в Москве, увеличение их количества шло медленными темпами. К началу XVIII столетия в России было не больше десятка заводов. Так же шло и дальше. Можно с достаточной достоверностью предполагать, что к екатерининскому времени число стекольных заводов в России едва ли поднялось до 40. Иными словами, за каждые десять лет в среднем вырастало не больше 4-5 новых заводов. Характерно, что за это первое столетие интенсивного восстановления стеклоделия в нашей стране возникли все более или менее значительные заводы, отличавшиеся впоследствии или своей величиной, или своеобразием своего профиля, или особо высоким качеством выпускаемой продукции. Часть этих заводов принадлежала казне, некоторыми из них владели разные могущественные лица, до царей включительно, а иные возникали на средства предприимчивых торговых людей. Большинство заводов этой категории просуществовало много лет и оставило значительный след в истории русского стеклоделия. Несколько слов о них. Оставив рассмотренные уже предприятия, отстроенные в XVII – начале XVIII в. около Москвы и Петербурга, остановимся на группе Мальцовских заводов. Это самое крупное стекольное дело в дореволюционной России началось с постройки в 1724 г. купцом Мальцевым небольшого завода в Можайском уезде под Москвой. Через несколько лет наследники Мальцова возводят еще два завода: один в Орловской губернии, другой во Владимирской на р. Гусь (сейчас это один из крупнейших центров советской стекольной промышленности). Благодаря талантливости организаторов и правильно избранному курсу на удовлетворение потребности широких масс населения, Мальцовская группа заводов начинает расти с быстротой снежного кома. К концу XVIII столетия их число поднимается до 20. Совокупность Мальцовских заводов надо рассматривать как мощный комбинат, выпускающий почти все виды стекольной продукции и управляемый из единого административного центра. Кроме производства оконного листового стекла и бутылок всех типов, Мальцовские заводы выпускали разнообразнейшую посуду, начиная с художественных хрустальных изделий, приближающихся по качеству к продукции петербургского казенного завода, и кончая посудой ординарного типа для широких потребительских кругов. Первый тип продукции имел местом сбыта Москву и Нижегородскую ярмарку, второй же — распространялся главным образом по периферии. Мальцовские заводы относились к предприятиям чисто русского характера. Они работали на сырье отечественного происхождения. Известь и песок были местные, добываемые вблизи заводов, поташ покупался на Нижегородской ярмарке. Только сода сначала выписывалась из-за границы, пока Мальцовы не отстроили собственного содового завода. Мальцовскую посуду можно было встретить в любой русской деревне. Она отличалась простотой и целесообразностью своих форм и была широко доступна из-за невысокой стоимости. Среди частных заводов, создавших себе в дореволюционной России громкое имя, назовем работающий до настоящего времени Хрустальный завод, отстроенный помещиком Бахметьевым в 1763 г. в районе Пензы. После двух Мальцовских заводов, Гусевского и Дятьковского это был самый крупный в России частный завод, вырабатывавший ценные сорта посуды. Художественная сторона дела была поставлена очень хорошо, и бахметьевский хрусталь нередко успешно конкурировал на выставках с лучшими изделиями русского и иностранного происхождения. На заводе за ряд лет был создан большой коллектив высококвалифицированных мастеров стекольного дела, от отца к сыну передававших свое искусство. Вокруг завода создалась целая колония, населенная династиями искусных умельцев, которая до настоящего времени наряду с такими же потомственными рабочими поселками Гусевского и Дятьковского заводов служит источником, поставляющим для всей страны подлинных мастеров художественного стекла. Особенно прославилась семья Вершининых — крепостных людей Бахметьева. Один из них, Александр Петрович Вершинин, работавший в начале XIX в., вошел в историю как непревзойденный мастер своего дела, в совершенстве владевший сложными методами изготовления художественных стеклянных изделий. Наибольшей известностью пользуются его оригинальные вещи, представляющие собой сосуды с двойными стенками, между которыми заключены выполненные в своеобразной технике с использованием цветной бумаги, соломы, моха и тому подобных материалов картинки — сцены из деревенской или усадебной жизни (рис. 200). Вершинин был, по-видимому, человек одаренный во всех отношениях. Он с большим интересом относился ко всему окружающему. Один из знакомых Бахметьева так характеризует в своем письме Вершинина, скоторым встретился при командировке того в Петербург с очередной партией хрустальной посуды: «Мастер ваш человек препочтенный. Любопытство его не знает никаких границ; все рассматривает, все хочет списывать и непраздно провел время в столице».
 Рис. 200. Стакан с двойными стенками работы мастера Вершинина. Начало XIX в.
Рис. 200. Стакан с двойными стенками работы мастера Вершинина. Начало XIX в.
Еще одним ярким примером того, какую иногда громадную роль на заводах художественного стекла мог играть простой человек из крепостных, одаренный талантом, может служить следующий случай. В 1766 г. в Мануфактур-Коллегию поступила от ярославских купцов Молчановых жалоба о том, что поверенный Мальцова сманил с их стекольной фабрики мастера Семена Панкова. В жалобе буквально было написано так: «...умышленно подозвав, тайным образом увез на ево, Мальцова, завод с собою воровски... желал бессовестно... привесть показанную их фабрику в замешательство и действительную остановку, с тем самым умыслил озорнечески учинить им напрасный убыток и разорение». Значит, вот как ставится вопрос: от ухода Панкова фабрика должна остановиться, а владельцы ее, купцы Молчановы, разориться! И фабрика на самом деле остановилась, печи были погашены, и рабочие сидели без дела. Возникло судебное разбирательство, в результате которого Панкову было предложено возвратиться на прежнее место, Мальцеву вернуть убытки, понесенные Молчановыми, а последним уплатить Панкову за прогульные дни. Такие люди, как Вершинин и Панков, нередко выходили из среды крепостных рабочих-стекольщиков. Имена подавляющего большинства из них остались в безвестности, но эти-то люди и были главными двигателями нашего художественного стеклоделия, ими-то и прославилось оно в нашей стране и за рубежами ее. Наша обязанность сделать все возможное, чтобы имена их, извлеченные из пыли архивов, были сохранены для потомства. Кроме указанной группы Мальцовских заводов и Бахметьевского завода, можно назвать Круговский завод Меншикова, Марьинский завод Олсуфьева, Милятинский завод Орлова и еще до десятка более мелких заводов. Некоторые из этих предприятий насчитывали по нескольку сот рабочих и были значительно крупнее Санкт-Петербургского стеклянного завода, где в середине XIX в. работало немногим более ста человек. Наконец, говоря о выдающихся стекольных заводах того времени, необходимо отвести особое место Усть-Рудицкой фабрике Ломоносова. В главе, посвященной специально М. В. Ломоносову, мы подробно займемся этим вопросом. Пока же скажем, что Усть-Рудицкая фабрика была своеобразным предприятием, очень мало похожим на все остальные стекольные заводы того времени. Во главе ее технического руководства находился не какой-нибудь малообразованный практик, как обычно бывало, а выдающийся ученый, отводивший науке первое место на производстве. Лаборатория на этом заводе была руководящим центром, что также являлось исключением. Фабрика выпускала совершенно новую продукцию, ранее нигде в России не изготовлявшуюся, а именно «смальты» — заглушенные цветные стекла для мозаики, бисер, стеклярус, пронизки, различные галантерейные изделия (граненые камни, броши, серьги) и, наконец, столовые сервизы, туалетные и письменные приборы из разноцветного стекла. Выпускались также и более крупные вещи, как, например, декоративные столовые доски, рамы для мозаичных портретов и т.п. Производство этих новых видов изделий было организовано по методам, разработанным самим хозяином фабрики. Рецепты шихты, красители, сырые материалы были в большинстве случаев новыми, ранее не употреблявшимися. Печи, станки, машины и инструменты также непрерывно видоизменялись и совершенствовались. Словом, печать новизны и прогресса лежала решительно на всем. Значение этой маленькой фабрики для дальнейшего развития всей стекольной промышленности России должно было бы быть громадным. Но после смерти Ломоносова его недостойные наследники и академическое чиновничество, действовавшие из разных, но одинаково низких побуждений, погубили это замечательное дело, и оно было ликвидировано через три года после смерти его создателя. Таким образом, фабрика просуществовала всего лишь около 15 лет, и к настоящему времени не осталось почти никаких следов от ее деятельности. Фабрикой Ломоносова можно закончить обзор наиболее значительных заводов, выпускавших продукцию повышенного типа, т. е. художественную посуду, декоративные изделия для убранства парадных помещений, зеркальные стекла и лучшие сорта оконного листового стекла. Эта продукция направлялась на обслуживание дворцового ведомства, придворной знати и имущих слоев населения. Основная же масса дешевой продукции широкого потребления — бутылки, хозяйственная тара, простая посуда, низшие сорта оконного стекла — вырабатывалась мелкими заводами, которые начали во множестве возникать с конца XVIII в. В подавляющем большинстве случаев эти заводики принадлежали помещикам, которые рассматривали примитивное стекольное хозяйство как наивыгоднейший способ эксплуатации лесов и дарового труда крепостных людей. Такой заводик представлял собой обычно очень маленькое предприятие, обслуживаемое двумя-тремя десятками рабочих и состоящее из одной печи и небольшого, необходимого для нее сарая. Стоимость возведения такого предприятия не превышала двух-трех тысяч рублей. Завод обыкновенно располагался в лесной глуши. Дрова были нужны не только для топки печей, но и для получения золы, содержащей необходимые составные части шихты — поташ и известь. Третий компонент — песок — брался где-нибудь поблизости, так как особой чистоты ввиду низкосортности продукции от него не требовалось. По мере того как завод продолжал свою работу, он уничтожал лес вокруг себя на все большем и большем расстоянии, отчего доставка дров к заводу удорожалась и себестоимость продукции повышалась. Наконец, становилось выгодным перенести завод на новое место, опять приблизив его к топливу. Так продолжалось до тех пор, пока не уничтожались все лесные угодья помещика. Особенно много стало плодиться таких заводиков с конца XVIII в., во-первых, потому, что в это время вышел закон, разрешающий помещикам строить в своих деревнях любые предприятия, а во-вторых, вследствие так называемой «континентальной блокады», сильно сократившей ввоз в Россию иностранных товаров. Последнее было очень важным, так как карликовые помещичьи заводики, державшиеся на труде незаинтересованных в деле крепостных людей и не знавшие крупных капиталовложений, не могли, как правило, внедрять у себя новой техники и сильно отставали от Евроны по себестоимости изделий. Общий рост количества заводов с конца XVIII в. до середины XIX в. происходил с утроенной скоростью по сравнению с предыдущим периодом, и к моменту реформ 60-х годов общее число стекольных заводов в России увеличилось почти в пять раз и достигло 180. Из них зеркальных заводов было 2, хрустальных — около 20, а остальные делились приблизительно пополам между заводами оконного и бутылочного стекла. Некоторые из них производили также и простую посуду. Одновременно с быстрым ростом числа заводов происходило и их укрупнение. Количество рабочих на мелких заводах, вырабатывавших простую продукцию, начало доходить до нескольких десятков, а на хрустальных и зеркальных заводах, где широко применялись трудоемкие процессы шлифовки, огранки и гравировки, количество рабочих поднималось до нескольких сот. Например, Гусевский хрустальный завод Мальцова и Бахметьевский хрустальный завод имели до 400 рабочих, а Дятьковский хрустальный завод Мальцова — 800. Таким образом, мы видим, что русское стеклоделие за двести лет, прошедших после постройки первых заводов в Москве, успело сделать большие успехи и обратиться в одну из важных отраслей промышленности страны. Правда, оно еще не могло полностью удовлетворить потребности России, поэтому приходилось ввозить из-за границы примерно столько же стекла, сколько его изготовлялось внутри страны. На большинстве мелких провинциальных предприятий техника производства находилась все еще на очень низком уровне и качество стекла оставляло желать много лучшего. Наконец, ассортимент хозяйственной посуды, выпускаемой большинством этих карликовых заводиков, был более чем скромен, и изделия их не отличались особенным изяществом форм. Но на этом сереньком фоне ярко выделялось несколько предприятий, выпускавших художественную продукцию такого высокого качества, что эти предприятия могли соперничать с Санкт-Петербургским стеклянным заводом, тем более, что, работая на коммерческих началах, они могли продавать свои изделия гораздо дешевле, чем это было доступно их столичному конкуренту. Положение петербургского стекольного завода становилось действительно тяжелым. Не будучи в состоянии конкурировать из-за изношенности оборудования и отсталости техники с заграничными предприятиями в производстве зеркального стекла и отставая от частных русских заводов в борьбе за снижение цен на хрустальную посуду, петербургский завод должен был существовать лишь за счет сбыта единственного монополизированного им вида продукции — уникальных декоративных изделий монументального характера. Здесь у него действительно конкурентов не было, и придворное ведомство выплачивало за эти вещи столько, сколько они заводу стоили. Однако этот источник был далеко не достаточен, и для поддержания деятельности завода на прежнем уровне от дворцового ведомства требовались крупные дотации. Но в то время это было уже невозможно. Подобные мероприятия, осуществлявшиеся в прошлом с такой легкостью, были очень затруднены. Вся конъюнктура им противодействовала. В эти годы страна была глубоко взволнована большими событиями. После затянувшейся Крымской войны с ее печальным исходом наступила эпоха буржуазных реформ, связанная с обострением новых, сложных социально-экономических противоречий. Этот период не благоприятствовал проявлению расточительности, направленной на усугубление пышности быта царей. Таким образом, не окупавший себя завод оказался для дворцового ведомства непосильной обузой, и 19 мая 1862 г. состоялось «высочайшее повеление» о продаже завода с предложением до осуществления этого акта сократить насколько возможно его производство. Этим решением заводу был нанесен еще один чувствительный удар, и все его дальнейшее существование походило на медленное умирание, несмотря на ряд попыток выйти из кризиса и найти путь к самоокупаемости. В чем же заключались эти попытки? Завод перепланировывает и сильно сокращает занимаемую им территорию и расстается с некоторыми ненужными ему зданиями. Он ставит перед собой задачу резкого удешевления продукции. Свинцовый хрусталь заменяется простым известково-натровым стеклом. Вместо андомской горшечной глины начинают применять более дешевую боровичскую. Стекловаренные печи перестраиваются в направлении повышения экономичности их действия. Ручное формование на многих участках вытесняется механизированным. Наждак при шлифовке стекла заменяется песком. Проводятся решительные мероприятия и в вопросе о руководящих кадрах. На должность инженера-технолога завода приглашается талантливый специалист, друг Д. И. Менделеева, С. П. Петухов, который быстро осваивает все виды производства, существующие на заводе, а в 1878 г. назначается главным химиком завода. В 1880 г. в помощники ему приглашается молодой химик, выпускник Петербургского университета В. И. Селезнев, впоследствии приобревший известность как крупнейший специалист по смальтам. Все эти мероприятия оказывали некоторое действие, и временами казалось, что тучи рассеиваются и завод опять оживает, но надежды были напрасны. Прижимистый хозяин не верил в успех дела и продолжал изыскивать новые способы отделаться от опостылевшего ему предприятия. В 1881 г. был возбужден вопрос о передаче Санкт-Петербургского стеклянного завода Академии художеств, но Академия отказалась принять эту обузу, и вопрос о дальнейшей судьба завода опять повис в воздухе. Наконец, было решено прекратить самостоятельное существование завода путем включения его в качестве особого цеха в петербургский фарфоровый завод (ныне Ломоносовский), что и было осуществлено в 1890 г. С тех пор этот завод начал называться «Императорские Фарфоровый и Стеклянный заводы», чем формально подчеркивалось равноправие обеих его частей, фарфоровой и стекольной. На самом деле этого равноправия, конечно, не получилось, и гость всегда продолжал оставаться гостем, а хозяин — хозяином. Новый цех, или, как его тогда красиво называли, «хрустальный шатер», просуществовал в составе фарфорового завода до 1920 г.; эту дату и следует считать завершающей длинный и славный путь, проделанный Санкт-Петербургским стеклянным заводом. Чтобы охарактеризовать этот последний печальный период деятельности столь прославленного в прошлом завода, я обращусь к личным воспоминаниям. Мне хорошо знакома вся эта обстановка, так как я проработал на том заводе с 1911 по 1923 г., причем последние десять лет в должности технического руководителя. Стекольный цех, или «хрустальный шатер», где происходила варка стекла, занимал на фарфоровом заводе каменный корпус площадью около 1000 кв. м. Меньшая часть его была отведена под производство стекловаренных горшков, а в большей были расположены две стекловаренные печи, работавшие поочередно, и десятка полтора различных вспомогательных печных устройств для отжига изделий, обжига горшков и некоторых других операций. Печи имели старую конструкцию и работали крайне неэкономично. Мастерские для шлифовки, огранки и гравировки изделий, а также для позолоты и росписи красками располагались в другом месте, вблизи от живописных мастерских фарфорового завода и находились в подчинении у главного художника. Таким образом, технологический процесс формования изделий был территориально и административно оторван от операций их художественной обработки. Большинство сырых материалов фарфорового и стекольного производств было иностранного происхождения. Для стекловаренных горшков применялась германская кассельская глина, для фарфоровой массы — английский каолин «чайна-клей», полевой шпат вывозился из Норвегии, кварц — из Финляндии. Сурик, поташ и некоторые другие химикаты были также заграничного происхождения. Вообще нам теперь трудно представить ту степень зависимости от зарубежных стран, в которой находилась русская промышленность в последние годы царской власти. Даже те скромные успехи, которые были достигнуты в прошлые времена в области освоения отечественного сырья, были тогда забыты. Все русское было в загоне, считалось негодным, второсортным. Подобное отношение являлось в значительной мере следствием иностранного, главным образом немецкого, засилья, широко распространившегося в то время в придворных и высших чиновничьих кругах России. Наиболее влиятельные должности в Петербурге раздавались представителям дворянских немецких фамилий из Прибалтийского края, которые образовали своего рода замкнутую касту, презиравшую все русское и беззастенчиво использовавшую выгоды своего положения в чужой стране. В момент моего поступления осенью 1911 г. нештатным научным сотрудником в лабораторию завода такую же картину в миниатюре я встретил и там. Руководство завода, административное и техническое, находилось в руках немцев. Директор был титулованный немец, заместитель его — тоже титулованный немец, главный художник — нетитулованный немец, начальники цехов — тоже нетитулованные немцы. Это были люди в большей части попавшие на свои места по фамильным связям и не соответствовавшие своему назначению. Ярким исключением из этого правила был заведующий так называемой «белой палатой», т.е. фарфоровым производством, Ф.А. Поортен, прекрасно справлявшийся со своим делом и принесший большую пользу заводу. Заводская лаборатория административно была прикреплена к «хрустальному шатру», и таким образом моим непосредственным начальником оказался немец, заведующий стекольным производством. Это был благообразный пожилой человек с выхоленной, аккуратно расчесанной бородой, большим лбом и золотыми очками. Он с трудом изъяснялся по-русски и не сразу понимал, что ему говорили. Я скоро догадался, что он плохо знаком со стекольным производством и, вероятно, до поступления на завод занимался другим делом. Он очень мало уделял внимания производству и обычно сидел у себя в кабинете, вперив глаза в почтенный труд Роберта Дралле «Glasfabrication». Всеми делами цеха заправлял его помощник, старый мастер Андрей Ионыч. Он был очень опытный практик, немало видевший на своем веку. Он помнил наизусть много рецептов, отлично определял на глаз температуру печи и твердо знал, сколько и каких изделий должен изготовить в смену выдувальщик. Химикалии, входившие в состав стекла, он различал пробой на язык. Андрей Ионыч имел большое пристрастие к администрированию, но в своих распоряжениях бывал бестолков и суетлив, особенно когда приходил на работу «под хмельком». В эти дни раскатистый бас его непрерывно раздавался под высокими сводами «хрустального шатра», не столько направляя, сколько нервируя рабочих. К науке Ионыч относился отрицательно. Он инстинктивно чувствовал, что и наука к нему враждебна, что она рано или поздно вытеснит таких руководителей, как он, но пока он был в силе, он вел с ней борьбу и всюду, где мог, «разоблачал» ее, сводил с ней счеты. Нередко в моих опытах я получал неожиданные результаты, потому что, как сознавался потом припертый к стене Андрей Ионыч, он подбрасывал потихоньку в тигель какое-нибудь вещество. На мой вопрос, зачем он это сделал, он отвечал: «Я думал, так лучше будет, Николай Николаевич!» — и при этом лукаво поглядывал на меня, очевидно думая: «Ничего вы оба с вашей наукой против меня не стоите». Впрочем, было одно дело, которое Андрей Ионыч выполнял виртуозно. Наш завод часто посещался высокопоставленными лицами разных рангов. Сопровождение их по цехам было неприятной обязанностью, так как тон обращения этих людей с простыми смертными не всегда был выносим, и технические работники завода стремились переложить функции экскурсовода по «хрустальному шатру» на Андрея Ионыча. Он с сознанием собственного достоинства водил посетителей по цеху и давал пространные объяснения, содержание которых оставалось делом его совести; но так как гости не были очень взыскательными, то обе стороны оставались друг другом вполне довольны. Посещение обычно заканчивалось следующим «трюком»: по приказанию Ионыча один из рабочих выдувал громадный стеклянный шар, который лопался с оглушительным треском. Посетители вскрикивали от неожиданности, а Ионыч произносил: «Салют вашей чести», после чего получал в кулак двугривенный, и гости удалялись в совершенном восторге от полноты переживаний. Из всего сказанного о представителях технического руководства на заводе в начале XX в. можно сделать вывод, что авторитет науки и ее роль на производстве в те времена стояли не очень высоко. Об этом свидетельствовал и ряд других фактов. В момент моего поступления в лабораторию завода я оказался там в единственном числе, если не считать служителя, обязанности которого в основном сводились к уходу за персоной начальника цеха. Выяснилось, что уже много лет научных сотрудников в лаборатории не было и никаких работ не велось. Установленная 80 лет назад должность заводского химика, традиционно замещавшаяся в течение десятилетий квалифицированными специалистами, оставалась вакантной со времен Петухова, ушедшего с завода в 1892 г. Немецкое начальство не считало эту должность на заводе необходимой. Не внушал доверия и внешний вид лаборатории. Это было темное полуподвальное помещение, оборудованное самым жалким образом, с расставленными на полках разнокалиберными банками, на которых были наклеены этикетки с латинскими названиями, как делается в аптеках. Эта старомодная подробность говорила об отсталости от века. После этого не возникало особого доверия к содержимому, неизвестно кем и когда заложенному в эти банки. Не будем утомлять читателей примерами, подтверждающими систематическое снижение общего уровня технической культуры завода на рубеже XIX и XX вв. Это было бы неинтересным и с познавательной точки зрения бесполезным. Скажем несколько слов о том, в каком положении находилась художественная сторона дела. В конце прошлого века в Европе стало входить в моду течение, носившее название «модерн», что в буквальном смысле означает «современный». Это реакционное, враждебное реализму течение явилось порождением упадочнических вкусов буржуазии. Характерной чертой этого, с позволения сказать, «стиля» в изобразительном искусстве была прежде всего потеря архитектонического начала в композиции вещей, грубое нарушение закона о пропорциональности частей, стремление к болезненной вычурности, к полному отрицанию соответствия формы изделия его назначению и свойствам материала, из которого оно изготовлено. В это трудное для развития искусства время наблюдались попытки найти выход из создавшегося тупика в воспроизведении старых образцов. Крупнейшие европейские стекольные заводы начали копировать старые венецианские и богемские изделия, воспроизводить восточное стекло. Отдельные предприятия устремились по пути подражания другим материалам, например камню, металлу, слоновой кости. Некоторые фирмы, молниеносно прославившиеся, предлагали использовать стекло в совершенно новом виде, в качестве крошки, спеченной обжигом в одно целое. Такой прием отвергал самое прекрасное свойство стекла — его прозрачность. Наконец, знаменитая французская фирма «Лялик» афишировала в своих произведениях искусственно образованную на поверхности стекла радужную пленку, являющуюся природным признаком распада, гибели стекла. В самой идее этого метода, как и во всех проявлениях декадентского стиля, ощущался тлетворный душок. Петербургский стекольно-фарфоровый завод, конечно, не мог оставаться вне влияния этих модных европейских течений. Он в полной мере воспринял «новшества» и продолжал быстро скатываться с той высоты художественного вкуса, на которой он удерживался почти во все время своего существования. К началу XX в. Императорские Фарфоровый и Стеклянный заводы представляли собой предприятие, работающее исключительно на нужды двора и порвавшее всякие связи с народом. В продажу частным лицам поступали лишь бракованные изделия и то в крайне ограниченном количестве. Ежемесячно на территории завода устраивалась маленькая распродажа, о чем каждый раз объявлялось в газетах. Продукция заводов по своему характеру разделялась на две большие группы. Это были, во-первых, предметы столовых и чайных дворцовых сервизов, предназначенные для восполнения их текущей убыли, а во-вторых, уникальные изделия декоративного назначения, главным образом вазы всех сортов, которые использовались для убранства дворцовых помещений и для подарков иностранным высокопоставленным лицам. Нужно иметь в виду, что разных дворцов, больших и малых, зимних и летних, городских, пригородных и отдаленных, а также разных ферм, охотничьих домиков, яхт и поездов у лиц царской фамилии было множество, и сервизов требовалось громадное количество. Только для пополнения убыли от неосторожного обращения надо было иметь довольно крупное фарфоровое и стекольное производство, особенно если принять во внимание большую трудоемкость этого вида продукции. Вспомним, что себестоимость одной тарелки так называемого «рафаэлевского» сервиза достигала 300 руб., в то время как месячный заработок чернорабочего на фарфоровом заводе колебался тогда от 15 до 20 руб. Таким образом, основной продукцией завода являлись тысячи тарелок, салатников, мисок, чашек, рюмок, бокалов, графинов по твердо установленным образцам, в количествах согласно плану, ежегодно разрабатывавшемуся так называемой «гофмаршальской» частью дворцового управления. Изготовление этих вещей было скучной, не требовавшей инициативы работой, сводившейся к копированию собственных, выпущенных в прежние годы образцов. Однако следует помнить, что от этой продукции требовалось исключительно высокое, предельно достижимое качество. Поэтому для изготовления ее нужны были исполнители выдающейся квалификации, умевшие снимать безупречные копии с картин великих мастеров, виртуозно выполнять цировку, т. е. гравировку агатовыми карандашами по золоченому фону, образцово гранить хрусталь. Выполняя все эти работы на необходимо высоком уровне, завод опирался на традиции своего коллектива мастеров, замечательных артистов стекольного и фарфорового дела. Эта часть продукции в художественном отношении была безупречна, поскольку она, как указывалось, великолепно копировала образцы лучших времен деятельности завода. Вторая половина выпускаемых изделий — крупные вещи декоративного назначения — представляла собой продукт свободного творчества завода, не стесненного никакими конкретными указаниями, кроме тех, конечно, что все вещи должны быть «в духе времени», точнее, в духе тех «веяний», которые нисходили от царской семьи. Улавливание этих веяний составляло одну из главных обязанностей директора завода и осуществлялось следующим образом. Раз в год происходило так называемое «подношение»: вся накопленная за год продукция второго типа — фарфоровые и стеклянные изделия декоративного назначения — показывалась и, так сказать, «сдавалась» царю. Но еще задолго до этого на заводе начинали готовиться; поднималась большая суетня. Директору в кабинет вносили и расставляли на огромном столе предназначенные к подношению вещи, и здесь происходил их окончательный отбор. Многие изделия для гарантии качества исполнялись в двух экземплярах, и здесь же, на последнем испытании, худший из двух экземпляров разбивался собственноручно директором при помощи обыкновенного молотка, которым забивают гвозди. До сих пор не могу забыть этого грубого инструмента в холеной руке директора и звона разбиваемых драгоценных ваз. Все, что предназначалось для дворца, должно было быть уникальным. Дубликаты не допускались. После окончательного отбора тщательно упакованная продукция, погруженная на фургоны дворцового ведомства, в «английской упряжке» и с «ливрейными» кучерами при длинных хлыстах направлялась в Царское Село. Там, в Александровском дворце, где обычно проживал Николай II. вещи расставлялись в отведенных для этого залах, и прибывший заблаговременно директор завода, облаченный в придворный мундир, ожидал выхода хозяев. Царь обыкновенно появлялся в полном составе своей семьи в сопровождении некоторых приближенных лиц. Обход сопровождался обсуждением достоинств представленной продукции, и вот здесь-то и нужно было ловить «веяния», так как они являлись единственной инструкцией на будущее и конкретизировали программу деятельности завода на ближайший год. Диктатором вкуса в царской семье была императрица Александра Федоровна, и наступившее в начале XX в. резкое снижение художественного уровня изделий завода должно быть в значительной степени записано на ее счет. В выпускавшейся за этот период продукции декоративного назначения преобладающими были следующие изделия: для фарфора — вещи, украшенные подглазурной живописью, по образцу Копенгагенского завода, а для стекла — огромные, бесформенные хрустальные вазы, покрытые натуралистически выполненными резными рисунками из растительного царства (рис. 201), и многослойные вазы типа «Галле» с неинтересными изображениями пейзажей, рыб и цветов (рис. 202). Справедливость, однако, требует признать, что техника выполнения этих вещей была на очень большой высоте и ставила изделия петербургского завода выше всех западноевропейских оригиналов, с таким искусством копировавшихся русскими мастерами.
 Рис. 201. Ваза в декадентском вкусе из бесцветного стекла. Начало XX в.
Рис. 201. Ваза в декадентском вкусе из бесцветного стекла. Начало XX в.
 202. Ваза из двухслойного бесцветного и розового стекла типа «Галле». Начало XX в.
202. Ваза из двухслойного бесцветного и розового стекла типа «Галле». Начало XX в.
Что я не ошибаюсь в этом лестном для нашего завода выводе, может быть подтверждено следующим случаем. В 1913 г. мне довелось быть в командировке на знаменитом Севрском заводе в Париже. Я уже был тогда техническим руководителем петербургского завода. В этот период, в соответствии с духом времени (канун войны с Германией), немецкое руководство в России повсеместно заменялось русским. Ушли немцы и с фарфоро-стекольного завода. Директор Севрского завода господин Буржуа с гордостью показывал мне завод и в довершение провел в залы великолепного музея, где хранились образцы изделий всех фарфоровых заводов мира. Однако, к моему крайнему огорчению, оказалось, что наш завод представлен лишь несколькими случайными неинтересными образцами, задвинутыми куда-то в темный угол. Я это себе заметил и решил попытаться исправить такое несправедливое отношение к нашему заводу. В этот момент мы находились в большом круглом зале, всю середину которого занимала огромная пирамидальная витрина. На полках ее, до самого потолка, располагались бисквитные скульптуры, которыми славился Севрский завод. Господин Буржуа с гордой улыбкой указал мне на самую верхнюю крупную фигуру, изображавшую женщину в античном костюме. «Высота этой вещи ровно один метр», — сообщил он, зная, что показывает эту гордость Севра специалисту, который оценит такое техническое достижение. Действительно: фарфор боится больших масштабов. В горне во время обжига масса фарфора размягчается, а чтобы изделие не покривилось, нужно принимать особые меры. Его подпирают в разных местах фарфоровыми стопками, сооружая таким образом целые леса. Хорошо удавшаяся, непокривленная крупная фарфоровая вещь указывает на большое техническое мастерство. Я вежливо выразил свое удивление, но тут же вынул записную книжку и заметил себе, что нужно изготовить и выслать им в подарок второй экземпляр стоящей у нас в заводском музее бисквитной фигуры Офелии, изготовленной нашими мастерами по оригиналу скульптуры Каменского и имеющей в высоту 1 м 30 см. Это была моя первая поправка к мнению Буржуа. Дальше директор провел меня в комнату, где стояли вещи, крытые знаменитой красной медной краской большого огня, так называемой «Sang de boeuf» (бычья кровь). Это очень трудная, редко хорошо удающаяся краска, изобретенная китайцами в давние времена. Мы в Петербурге много работали над ней. Николай II заказывал заводу к каждому празднику пасхи 300 фарфоровых яиц, окрашенных именно такой краской. Это было так трудно сделать, что мы начинали вести обжиги в лабораторном горне за год до указанного срока. Нередко целые горны не давали ни одного годного экземпляра. В результате мы приобрели большой опыт в этой технике и могли поспорить с кем угодно. Буржуа, показывая продукцию «бычьей крови», безмерно расхвастался и обратил мое внимание на якобы особый декоративный эффект, который давали на кроваво-красном фоне большие изумрудно-зеленые пятна и потеки. Я сделал вид, что тоже восхищен, однако хорошо знал по опыту, что эти зеленые пятна и потеки представляют собой брак, что именно вся трудность и заключается в том, чтобы избежать их и получить совершенно ровную красную поверхность, без единой отметинки. Я отлично знал, что и месье Буржуа это знает и что он просто пытается меня обмануть; тогда я опять вынул свою книжку и записал: «Выслать большую красную вазу без декоративных эффектов». Это была моя вторая поправка господину Буржуа. Наконец, мы подошли к третьему шедевру. Под стеклянным колпаком стояла небольшая бисквитная статуэтка, изображавшая балерину в пышных газовых юбочках. Вся особенность вещи заключалась в том, что фигурка ни на что не опиралась и держалась на двух пальчиках тесно сдвинутых ног, т. е. как бы только в одной точке прикасалась к фарфоровому основанию. Это была действительно великолепная, искусно сделанная вещь. Здесь я наметил несколько более сложный план. В Париже в это время гремел так называемый «дягилевский сезон». Русская опера, русский балет, русские артисты совершенно победили парижан и полностью овладели их чувствами. Только и было разговоров, что о Глинке, Мусоргском, Чайковском, Собинове, Шаляпине, Павловой. Среди артистов большой популярностью пользовалась тогда наша балерина Карсавина. И вот ее-то статуэтку я и заказал сделать для фарфора знаменитому в то время русскому скульптору Судьбинину, тоже находившемуся в Париже. Самым главным условием заказа было то, чтобы балерина стояла на одном пальчике. Не на двух, а непременно на одном. В этом именно и заключалась вся соль третьей поправки, которую я с особенным внутренним удовлетворением готовил для директора Севрского завода. Правда, Судьбинин отступил от условия, и, когда заказанный гипсовый оригинал прибыл в Петербург, оказалось, что балерину поддерживают за ножку два изящных амурчика. Но я амурчиков велел отрезать, и наши матера изготовили действительно замечательную по технике и красоте вещь — знаменитую статуэтку, известную под названием «Карсавина на одном пальчике». Таковы были мои затаенные расчеты с директором Севрского завода, но им не суждено было осуществиться, так как разыгравшаяся мировая война задержала отсылку на Севрский завод изготовленных презентов. Но это, в конце концов, и неважно. Дело, конечно, не в том, что не удалось устыдить одного немного самоуверенного иностранца, а в том, что мы сами себе лишний раз доказали, на каком высоком уровне находилось искусство умельцев с берегов Невы и что у нас могут кое-чему поучиться даже такие корифеи, как покрывший себя мировой славой Севрский завод. Однако вернемся к главной теме. История бывшего Санкт-Петербургского стеклянного завода исчерпана. Несколько слов о том, в какой обстановке протекали его последние дни. Мы уже сказали, как, прекратив самостоятельное существование, он перешел на положение одного из отделов Императорского фарфорового завода и все ниже и ниже опускал свои когда-то гордые знамена. Продукция его количественно сокращалась, ассортимент становился все беднее и беднее, художественное достоинство изделий резко снижалось. В таком положении завод был застигнут бурными событиями, открывавшимися первой мировой войной. В этих условиях хрусталь уже... «не звучал». Суровый режим гражданской войны отказал в поддержке этому изысканному производству, и в 1920 г. Санкт-Петербургский стеклянный завод, капризная судьба которого была преисполнена тревогами, головокружительными успехами и горькими испытаниями, потушил огни своих печей навсегда. В царское время на дворе Фарфорового завода, за корпусом «хрустального шатра», был угол, заросший бурьяном и крапивой. Туда сваливали фарфоровые черепки и стеклянный бой. В советское время на этом месте была отстроена лаборатория и экспериментальная мастерская, и в них было создано одно из самых сложных и точных стекольных производств. Многие советские ученые провели там не одну бессонную ночь, чтобы решить эту труднейшую и ответственнейшую задачу. Зачем же для выполнения столь важного задания был выбран именно этот уголок? Потому что здесь сохранились корни замечательного завода, его традиции и люди, преемственно связанные с ним через своих отцов и дедов. Их руками в старых горшках, оставшихся от хрустальных варок, в огне заброшенных печей, в которых когда-то Андрей Ионыч варил свои замысловатые составы, были проведены первые, решающие опыты советских ученых для получения нового продукта. Долг перед родиной был выполнен, и страна получила необходимое для нее стекло в изобилии. Старый завод сделал свое дело и ушел в прошлое, но из омертвевшего корня его показался живой росток, бурно развившийся в могучее дерево.

ГЛAВA ВОСЬМАЯ. ЛОМОНОСОВ — ОСНОВАТЕЛЬ НАУКИ О СТЕКЛЕ
Главной помехою и препятствием к моим замыслам было медленное изготовление инструментов, которое годами не могло быть закончено. Томясь ожиданием, я обратился в другую сторону — к химии стекла.М. В. ЛОМОНОСОВ

Михаил Васильевич Ломоносов! Поэт в филолог, историк, географ и публицист, ученый химик и физик, оптик-конструктор и астроном, инженер-механик и технолог-организатор производства, наконец, художник, основавший в своем отечестве новую отрасль монументального искусства. Каким образом могло сочетаться в одном человеке столько разнородных талантов? Кажется, что, наделяя своего избранника все новыми и новыми дарами, природа никак не могла остановиться. Можно было бы ожидать, что столь всесторонне одаренный человек в своей практической деятельности остановится на какой-либо одной из своих природных склонностей, отводя другим второстепенное значение. Однако у Ломоносова мы ничего подобного не наблюдаем. Во всех областях он был не только подлинным профессионалом, в совершенстве овладевшим всеми тонкостями дела, но и крупнейшим ученым-новатором, закладывающим теоретические основы то той, то другой науки и опережавшим современников на несколько поколений. Химик по образованию, Ломоносов особенно много сделал в этой области, разрешив ряд кардинальных проблем теоретической и прикладной химии и многих сопредельных с ней разделов физики и других точных наук, а именно: в учении о строении вещества, о теплоте, об атмосферном электричестве, в оптике, астрономии, геологии. В силу материалистического склада своего могучего ума он выступает на стороне самых прогрессивных научных воззрений и ведет бурное наступление по всему фронту против господствовавших еще в Европе метафизических псевдонаучных концепций о различных духообразных флюидах, или «чудищах», как их называл Ломоносов. В процессе этой борьбы Ломоносов разрешает ряд научных проблем, имеющих всемирно-историческое значение. Он ставит опыты по сжиганию металлов в закрытых сосудах, экспериментально открывая за двадцать лет до Лавуазье закон сохранения вещества при химических процессах; разрабатывает важнейшее положение молекулярно-кинетической теории теплоты; высказывает идею о вращательном тепловом движении молекул и закладывает основание к разработке кинетической теории газов. Этими трудами Ломоносов наносил удар широко распространенной гипотезе о невесомых флюидах и всей скудоумной вольфовской метафизике. Одновременно Ломоносов занимается теорией цвета. Это была одна из его излюбленных тем. Он разработал основные положения науки о цветах и первый экспериментально доказал, что из трех основных цветов можно путем сложения или вычитания получить все остальные цвета. Ломоносова по справедливости считают отцом физической химии, которую он определил так: «Физическая химия есть наука, объясняющая на основании положений и опытов физики то, что происходит в смешанных телах при химических операциях. Она может быть названа также химической философией...» Против такого определения нельзя и сейчас сделать никаких возражений. Ломоносов положил начало разработке основ этой науки, написал первый учебник физической химии, провел со студентами академического Университета первый цикл лекций по этому предмету и руководил первой диссертационной работой, проделанной его учеником Василием Клементьевым на физико-химическую тему. Второй специальностью, которую получил Ломоносов при обучении за границей, была металлургия и горное дело. Правда, не очень похвально он отзывался о своем фрейбергском учителе — профессоре Генкеле. Так, в одном из писем из-за границы он пишет: «...я же не хотел бы поменяться с ним (Генкелем. — В. К.) своими, хотя и малыми, но основательными знаниями и не вижу причины, почему мне его почитать своею путеводною звездою и единственным своим спасением; самые обыкновенные процессы, о которых говорится почти во всех химических книгах, он держит в секрете, и вытягивать их приходится из него арканом; горному же искусству гораздо лучше можно обучиться у любого штейгера, который всю жизнь свою провел в шахте, чем у него. Естественную историю нельзя изучить в кабинете г. Генкеля, из его шкапов и ящичков; нужно самому побывать на разных рудниках, сравнить местоположение, свойства гор и почвы и взаимоотношение заложенных в них минералов». Как известно, Ломоносов досрочно прервал обучение у Генкеля и самостоятельно закончил горное образование на рудниках и заводах Саксонии. Трудами в области этой второй специальности Ломоносов также принес немалую пользу отечеству. По возвращении на родину он пишет большую работу «Первые основания металлургии, или рудных дел», составляет обширное описание минералов и много трудится над созданием в горных науках подлинно русской терминологии. Наконец, он разрабатывает и распространяет не имеющую себе подобных по полноте и широте охвата инструкцию для массового сбора по всей стране образцов руд и других полезных ископаемых. В своем знаменитом труде «О слоях земных» Ломоносов высказывает замечательные мысли об образовании жильных месторождений, о генезисе некоторых рудных минералов, о возрасте гор. Здесь опять он поражает необъятным размахом своего мышления. Академик В. И. Вернадский в опубликованной еще в 1900 г. статье «О значении трудов М. В. Ломоносова в минералогии и геологии» писал, что Ломоносова надлежит считать родоначальником минералогии и геологии в России, что его работы к этой области свидетельствуют о необычайной прозорливости его мышления и что он далеко обогнал современные ему научные представления, взлетев мыслью лет на сто вперед. Другой пример такой «дальнобойности» ума Ломоносова приводит наш знаменитый почвовед В. В. Докучаев в своих лекциях, изданных в 1901 г.: На днях проф. Вернадский получил поручение от Московского университета разобрать сочинения Ломоносова, и я с удивлением узнал от проф. Вернадского, что Ломоносов давно уже изложил в своих сочинениях ту теорию, за защиту которой я получил докторскую степень, и изложил, надо признаться, шире и более обобщающим образом». Перечень блестящих творений ломоносовского ума в самых разнообразных отраслях естественных наук можно было бы продолжить. Хотелось бы упомянуть о трудах Ломоносова в астрономии. Здесь он открытием атмосферы на планете Венере заложил основы новойотрасли астрономических знаний — физического планетоведения, где ему принадлежат первые серьезные исследования в области физической теории кометных хвостов и впервые высказанное утверждение об электрической природе этого явления. Можно было бы рассказать о Ломоносове как о выдающемся географе, поднявшем проблему исследования полярных стран, о его приоритете в науке о ледяных горах, их происхождении, классификации и движении, наконец, о призвании им громадной политико-географической важности для нашей страны проложения и освоения Северного морского пути. Все эти выдающиеся по своей прогрессивности идеи Ломоносова не были поняты современниками. Дело Северного морского пути было, конечно, не по плечу царской России, и лишь советский народ блестяще разрешил эту проблему. Советские полярники претворили в жизнь предвидения Ломоносова, высказанные им в таких стихах:
Напрасно строгая природа
От нас скрывает место входа
С брегов вечерних на восток.
Я вижу умными очами:
Колумб российский между льдами
Спешит и презирает рок.
К стихотворной форме Ломоносов обращался в тех случаях, когда ему приходилось формулировать волнующие его мысли о счастье и величии родины. Здесь на первый план выступала поэтическая сущность его натуры. На протяжении XIX столетия неоднократно ставился вопрос, кем является по преимуществу Ломоносов: поэтом или ученым? литератором, словесником или естествоиспытателем? Поставленный таким образом вопрос носит схоластический характер и, конечно, не решим. Ясно одно, что Ломоносов при всей энциклопедичности своего могучего таланта представляет собой цельную, монолитную натуру. В его творчестве поэзия и материалистическая конкретность научного мышления гармонически сочетались. В его литературных и стихотворных сочинениях, особенно в знаменитых дидактических письмах, постоянно ставились, разрешались и пропагандировались научные и технические проблемы, а, с другой стороны, многие его научные записки и доклады, так называемые «слова», являлись классическими образцами художественной прозы. Еще при жизни Ломоносов пользовался громкой славой первого национального поэта, знатока и ревнителя родного языка. Заслуга его в этой области была громадна. В его стихотворных произведениях, написанных всегда сильным, выразительным языком, проявлялось истинное поэтическое воодушевление, воспевавшее великие явления природы, науку, героические события истории, мечты о славной будущности отечества. Как публицист и пламенный патриот, он постоянно горит желанием оказывать помощь народу и в множестве проектов и писем излагает свои мысли о развитии просвещения, об уничтожении суеверий, об организации врачебной помощи, о поднятии народного благосостояния. Колоссальное значение имели труды Ломоносова в области языковедения. Он автор первой русской грамматики, выдержавшей четырнадцать изданий. Он разрабатывает теорию русского языка и словесности, господствовавшую в русской литературе почти целое столетие. Ломоносов — реформатор русского стиха, отец научной терминологии и строгий ревнитель чистоты русского языка. Он на долгое время по праву занял положение главы первой русской научной филологи ческой школы. Таков образ одного из великих сынов русского народа. Академик С. И. Вавилов в предисловии к «Ломоносовскому сборнику» 1940 г. так заканчивает свою характеристику Ломоносова: «...эти качества гения холмогорского рыбака на самой заре русской науки определили особый национальный тип русского ученого, который с вариациями в последующие века воскресает в Менделееве, Лебедеве, Павлове и др.» Одним из сильных увлечений Ломоносова, которому он отдал немало творческих сил, было стекло. «...основной вещественный материал оптики — стекло увлекало Ломоносова как химика и само по себе», — писал С. И. Вавилов. Биографами Ломоносова причина этого увлечения точно не установлена. Большинство склоняется к тому, что особый интерес к стеклу у Ломоносова возник после того, как он увидел привезенные в 1746 г. из-за границы итальянские мозаичные картины и захотел во что бы то ни стало воспроизвести их. Существует и другое объяснение, а именно: будто бы на задачу изготовления цветных стекол Ломоносова натолкнула его поездка в Киев в 1734 г., где он мог видеть великолепные образцы мозаики работы русских мастеров XI и XII вв. Может быть, это и так, но следует иметь в виду, что сама поездка Ломоносова в Киев остается фактом недостоверным. Продолжая путь подобных предположений, мы не можем оставить без внимания близкое знакомство Ломоносова со стеклами и другими силикатными расплавами в процессе изучения им технологии горнорудного в металлургического дела, где шлаки занимают такое важное место. Не будем забывать, что именно в этой области он специализировался за границей. Наконец, может быть и еще одна причина, на которой хочется остановиться подробнее. В то самое время, когда на правом берегу Невы, в лаборатории, о которой мы будем говорить несколько ниже, молодой гений Ломоносова начал расправлять свои крылья и разрешать одну за другой научные проблемы всемирно-исторического значения, на левом берегу Невы, десятью километрами выше по течению, работал близкий Ломоносову человек, его старый товарищ по учебе, сперва в Москве, в Славяно-греко-латинской академии, а затем за границей, — выдающийся русский химик и инженер Дмитрий Иванович Виноградов. Его работы охарактеризованы М. А. Безбородовым. Как известно, блестящей организаторской и научно-экспериментальной деятельности Виноградова наше отечество обязано возникновением собственного фарфорового производства. Виноградов был, несомненно, одним из самых образованных и одаренных химиков и технологов своего времени. Можно полагать, что в 40-х годах едва ли был в Петербурге человек, который по духу и по умственным интересам был бы ближе Ломоносову, чем Виноградов. Никаких данных о нарушении между ними добрых товарищеских отношений не имеется; следовательно, мы вправе полагать, что между ними был самый близкий деловой контакт. Если это так, то Ломоносов не мог оставаться равнодушным к интереснейшим опытам, которые Виноградов проводил в своей лаборатории по приготовлению фарфоровых красок, представлявших собой, по существу, стекла. Недавно М. А. Безбородов высказал предположение, что в лаборатории Ломоносова одна из экспериментальных печей была близка по размерам и конструкции к виноградовской, а если это так, то нет ничего невозможного в том, что она была выстроена по чертежам Виноградова, найденным М. А. Безбородовым в архивных материалах. Наконец, известно, что Ломоносов почти одновременно с Виноградовым занимался в своей лаборатории отысканием рецепта твердого фарфора. Таким образом, общность научных интересов обоих ученых устанавливается с несомненностью, и, может быть, именно здесь нужно искать корни приверженности Ломоносова к химии силикатов. Вопрос взаимоотношений Ломоносова и Виноградова полон глубокого научного интереса, и нельзя мириться с тем, что до настоящего времени он остается совершенно не исследованным. Итак, Ломоносов с самых первых лет своей научно-экспериментальной деятельности берет определенный курс на стекло и этим ставит проблему развития стекольной промышленности в России в особо выгодное положение. Он был первым ученым своей эпохи, который подошел к разрешению проблем стеклоделия, применяя подлинно научные методы исследования. Есть все основания утверждать, что современная наука о стекле, охватывающая обширный круг сложнейших вопросов, получила свое начало в России в 10-х годах XVIII в. в маленькой трехкомнатной лаборатории около Тучкова моста — в этой первой экспериментальной базе Ломоносова. Постараемся выделить из громадного комплекса работ, проделанных Ломоносовым в разнообразных областях знания, те работы, которые непосредственно относятся к стеклу, и попробуем кратко изложить их, придерживаясь исторической последовательности. Свое лицо как ученого-материалиста, признающего только ту науку, которая может приносить реальную пользу человечеству, Ломоносов показал уже в первой своей книге «Элементы математической химии», написанной в 1741 г. Там сказано: «Положение 1. Истинный химик должен быть теоретиком и практиком». Верный этим убеждениям, Ломоносов с 1741 г., с первого дня работы в Санкт-Петербургской Академии наук, начинает добиваться постройки специальной лаборатории для экспериментальных исследований в области химии и физики. Нужно сказать, что его хлопоты встречали систематическое противодействие. В Академии наук в то время большим влиянием пользовалась группа немецких ученых, возглавляемая «всемогущим» советником канцелярии Академии Иоганном Шумахером. В состав этой немецкой группировки входило немало лиц, никакими заслугами не отмеченных и державшихся на своих местах лишь родственными связями. Понятно, что всякого нового сотрудника Академии русского происхождения они встречали враждебно. В таком положении оказался и Ломоносов. Всем его начинаниям ставили палки в колеса, на каждом шагу старались задеть его самолюбие, нанести какой-нибудь ущерб, вплоть до материального. Дело доходило до того, что Ломоносов вынужден был обращаться с жалобой в конференцию Академии наук, т. е. в общее собрание академиков. Одно из таких собраний выносит следующее решение: «По доношению профессора Ломоносова, для его пропитания и для его крайних нужд, и что жена его находится в великой болезни, а медикаментов купить не на что, определено: заслуженное его жалованье за сентябрь и октябрь м-цы сего 1747 года по окладу его сто десять рублев выдать». По поводу тех препятствий, которые немецкая группировка чинила Ломоносову в его стремлении облегчить жалкое существование академических студентов, Ломоносов пишет: «Шумахеру было опасно происхождение в науках и произвождение в профессоры природных россиян, от которых он уменьшения своей силы больше опасался», и дальше: «Шумахер неоднократно так отзывался, я де великую прошибку в политике своей сделал, что допустил Ломоносова в профессоры. И недавно зять его (Тауберт. — Н. К.), и имения и дел и чуть не Академии наследник, отозвался в разговоре о произведении Российских студентов: разве де нам десять Ломоносовых надобно. И один нам в тягость». Однако Ломоносов был не из тех людей, которые останавливаются перед препятствиями. Оп ведет свое наступлений непреклонно и подает в течение четырех лет пять заявлений о необходимости отстроить лабораторию, все более в более настойчивых, все более и более разработанных, прилагая проекты здания и планы работ, которые он предполагает проводить в лаборатории. При этом он обращается за содействием к некоторым влиятельным при дворе людям, в первую очередь к Шувалову, высоко ценившему дарования и труды Ломоносова. В одном из писем к Шувалову ученый пишет: «... без лаборатории принужден только однем чтением химических книг и теориею довольствоваться, а практику почти вовсе оставить и для того от ней со временем отвыкнуть». Последнее обращение Ломоносов направляет в Сенат, который, наконец, выносит положительное решение в 1745 г. Однако академические чиновники и здесь сумели затянуть дело по формальным причинам почти на три года, и лаборатория была готова лишь в 1748 г. Несомненно, многие видели выставленный в Музее Ломоносова в Ленинграде великолепный макет этой лаборатории (рис. 203). Это небольшой одноэтажный домик в три комнаты. Построить его было несложно и недорого. И, действительно, на сооружение этого здания было затрачено всего лишь три месяца, а на решение вопроса — строить его или не строить — восемь лет.
 Рис. 203. Макет лаборатории М. В. Ломоносова на Васильевском острове
Рис. 203. Макет лаборатории М. В. Ломоносова на Васильевском острове
Интересно отметить, что в отстроенной лаборатории часть оборудования была определенно предназначена для силикатных работ. Из девяти печей шесть были предусмотрены для варки и отжига стекол, обжига фарфора, огнеупора и прочих синтетических силикатов. Очевидно, к моменту отстройки лаборатории ее хозяин уже окончательно выбрал основное направление своих дальнейших исследований. Первые четыре года работы вновь отстроенной лаборатории (1749-1752) — знаменательный период в истории стеклоделии, так как в это время рукой великого ученого наука о стекле выводилась из дебрей эмпиризма на путь логического мышления, на уровень подлинной теоретической науки. Про это время своей работы над стеклом Ломоносов впоследствии писал, что он проделал в полном одиночестве около четырех тысяч опытов, несмотря на мучившую его болезнь ног. Так и представляется его массивная одинокая фигура, освещенная красноватым отблеском раскаленных лабораторных печей. Прихрамывая и шаркая туфлями по каменному полу, Ломоносов медленно передвигается от стола к весам, от весов к печке, и опять к столу, и опять к печке... Итак день за днем, месяц за месяцем... Четыре тысячи опытов! В этот начальный период работы в лаборатории Ломоносов действительно был совершенно одинок; он никак не мог добиться от академических чиновников себе помощника, или, как тогда называли, «лаборатора», для ведения обжигов в экспериментальных печах. Наконец, Шумахер «смилостивился» и на последнюю просьбу Ломоносова, где тот ссылался на большую академическую загрузку словесными науками, отвечает согласием со следующим язвительным примечанием: «...хотя бы г. профессор Ломоносов и никаких других дел, кроме химических, не имел, однако необходимо надобен ему лаборатор или такой человек, который с огнем обходиться умеет, понеже профессор сам того еще не знает, да и упражняясь в теории столь скоро тому не научится. Ежели ему такой человек придан не будет, то он больше сосудов испортит и больше материалов потратит, нежели сколько жалованья приданный ему человек получит, а ничего особливого не сделает». Чтобы осознать в полной мере громадное значение заслуги Ломоносова по созданию науки о стекле, нужно отчетливо себе представить, что в этом деле он был первым. До него в Европе искусство стекловарения основывалось исключительно на опытных данных и направлялось руками малообразованных практиков, или, как их тогда называли, «арканистов», т. е. знатоков тайн. Эти люди — последние представители вымирающей школы алхимиков, — нередко совершенно невежественные, но наделенные значительным запасом авантюризма, слонялись по дворам властителей Европы и предлагали свои услуги по части организации того или иного модного производства, например фарфора, хрусталя и т. п. Печальным примером доверчивого отношения к таким псевдоспециалистам может служить эпизод приглашения на русскую службу впоследствии разоблаченного Виноградовым немца Христофора Гунгера, который за большие деньги должен был поставить в Петербурге фарфоровое производство, но оказался круглым невеждой. На таком низком уровне находился до Ломоносова вопрос об ученых специалистах по технологии стекла. Не лучше обстояло дело и с литературой. Пожалуй, единственным более или менее солидным руководством являлась книга трех иностранных авторов XVII в. — Нери, Меррета и Кункеля, — носившая название «Ars vilraria experimenialis» («Опытное искусство стеклоделия»). Авторы этой книги. последовательно, один за другим ее составлявшие, хотя и были неплохими практиками-стеклоделами, располагавшими значительным рецептурным фондом, но они понятия не имели о подлинно научных методах мышления, не умели ставить систематического эксперимента, не придавали значения количественному учету влияния различных факторов, не изучали зависимостей и не могли делать широких обобщений. Поэтому и их печатный труд не мог служить Ломоносову существенной опорой при осуществлении задуманных им широких научных планов. Таким образом, создавая науку о стекле, Ломоносов работал в одиночестве. Фундаментальное научное исследование по химии стекла, проводившееся Ломоносовым в рассматриваемый четырехлетний период и потребовавшее, как выше сказано, около четырех тысяч опытов, разбивается на три крупных этапа. Первый — расширение ассортимента исходных материалов. В доломоносовские времена при варке стекол применялось всего лишь около полутора десятков компонентов шихты. Стеклообразующие материалы (главные составные части шихты): песок, щелочи (зола растений), селитра, известь, свинцовый сурик, бура. Красители: «магнезия пьемонтская» (содержащая марганец), медная окалина, железная окалина (крокус, железная руда), сера (сульфиды), уголь, «сафра» (кобальтовая руда), хлорное золото. Глушители: окись олова, костяная мука. Первой заботой Ломоносова было расширение этого ассортимента в той мере, в какой позволяло это сделать современное ему состояние химической промышленности и горного дела. Всеми возможными путями, иногда преодолевая очень большие трудности, он приобретал разнообразные искусственные и природные вещества и подготовлял их к предстоящим экспериментам, подвергая необходимой переработке и очистке. Таким образом ему удалось запасти около 60 различных материалов. Второй этап работы Ломоносова в области стекла — получение в более или менее очищенном виде различных минеральных красителей путем той или иной химической обработки природных или искусственных соединений, содержавших эти красители. Это была очень трудоемкая работа, если учесть, что каждый краситель получался в результате многих разнообразных реакций. И, наконец, последняя, заключительная стадия работы — изучение действия красителей на стекло. Этот этап, к которому можно было приступить лишь по окончании двух предыдущих, несомненно являлся центральной задачей во всем задуманном Ломоносовым исследовании. К его исполнению ученый приступает с неслыханной для того времени широтой плана. Он изучает явление окрашивания стекла со стороны влияния на него каждого из следующих факторов: природы красителя, способа его приготовления, состояния, в котором он вводится, концентрации красителя и, наконец, каждого из компонентов, входящих в состав стекла. Для каждого из этих факторов проводится своя большая самостоятельная серия опытов, где количественное участие каждого фактора систематически изменяется в достаточно широких пределах. Вся экспериментальная часть работы проводится на небывало высоком методическом уровне, о чем можно судить по следующим признакам. Во-первых, совершенно правильно организованы опытные плавки. Размер тиглей (емкостью около 15-20 миллилитров, т. е. кубических сантиметров) подобран верно. Тигли достаточно велики, чтобы по полученному в них расплаву можно было делать достоверные выводы, и достаточно малы, чтобы наивыгоднейшим образом использовать емкость лабораторной печи и проводить значительные серии опытных варок при точно одинаковом температурном и газовом режиме. Сейчас применяются для подобных работ тигли примерно такого же размера. Во-вторых, строго соблюдалось постоянство условий опытов, т. е. при изучении количественного влияния какого-нибудь одного фактора применялись все меры, чтобы действие остальных факторов оставалось постоянным. В-третьих, соблюдалась строгая количественная дозировка компонентов, что для того времени было новостью. В-четвертых, навешивание производилось с вполне достаточной точностью, до 1 грана (0,0625 г). В-пятых, применялось систематизированное хранение образцов в специальных ящиках за соответствующими номерами. Если принять во внимание, что образцы получались тысячами, становится ясным, что это условие требовало большой заботы и аккуратности. В-шестых, велся с педантичной точностью, в большинстве случаев собственноручно Ломоносовым, лабораторный журнал, в который заносились все факты, наблюдения и выводы (рис. 204).
 Рис. 204. Страница лабораторного журнала, заполненная М. В. Ломоносовым
Рис. 204. Страница лабораторного журнала, заполненная М. В. Ломоносовым
В-седьмых, впервые совершенно четко ставился вопрос о влиянии состава стекла на его свойства. Сейчас для нас целесообразность такой постановки вопроса очевидна. В наше время изучению влияния химического состава на свойства тел отводят целые главы научных книг. Но во времена Ломоносова было иначе. Тогда это было новаторством, свидетельствовавшим об исключительной прозорливости исследователя, и нужно признаться, что эта теоретическая часть работы интересовала Ломоносова не меньше, чем изыскание красителей стекла для производственных надобностей. По этому поводу он писал: «...прилагаю я возможное старание, чтобы делать стекла разных цветов, которые бы к помянутым художествам (т. е. для производства. — Н. К.) годны были и в том имею нарочитые прогрессы. При всех сих практических опытах записываю и те обстоятельства, которые надлежат до химической теории». Принимая в соображение все сказанное о четырехлетней работе Ломоносова по изучению технологии и свойств цветных стекол, мы приходим к заключению, что в мировой истории стеклоделия впервые проводилось исследование на таком высоком научном уровне. Помимо громадного принципиального значения, которое имела эта работа, впервые поставившая науку о стекле на надлежащую высоту, были достигнуты и большие практические результаты. Была создала обширная палитра цветных стекол, как прозрачных, так и заглушенных. Для каждого из них были разработаны рецептура состава, режимы варки и последующей термической обработки. Стекла предназначались для изготовления художественных посудных и других декоративных изделий, а некоторые из них, носящие название «смальт» и выплавлявшиеся в количестве многих тысяч цветовых оттенков, служили для набора мозаичных картин. Такой результат, несомненно, являлся крупнейшим научным достижением. По этому поводу знаменитый математик Леонард Эйлер писал Ломоносову из Берлина: «Достойное вас дело есть, что вы стеклу все возможные цветы дать можете. Здешние химики сие изобретение за превеликое дело почитают» (перевод с латинского языка сделан Ломоносовым). Замечательно в этой работе то, что столь богатейшее разнообразие в цветах было достигнуто при крайне ограниченном количестве использованных в качестве красителей химических элементов: железо, медь, марганец, кобальт, золото и сера. Такие прекрасные красители, которыми мы пользуемся сейчас, как хром, уран, селен, кадмий, еще не были открыты при Ломоносове, и полученный им результат являлся следствием искусного использования приемов химической обработки в восстановительных и окислительных условиях при изменении состава стекла путем введения свинца, сурьмы, олова и некоторых других веществ. Особенно интересны богатейшие красные тона, полученные при помощи меди для смальт, называемых мозаичистами «скарцетами» и «лаками». Изготовление их требует очень большого уменья и даже сейчас далеко не всегда удается. Медь очень широко использована в работах Ломоносова также для зеленых и бирюзовых оттенков. Современные нам знатоки мозаичного искусства очень высоко расценивают полихромные качества ломоносовских смальт, и многие считают, что таких замечательных зеленых и красных оттенков никто не достигал ни до, ни после Ломоносова. Для Ломоносова имели интерес только те научные работы, которые можно было воплотить в жизнь. Так и в данном случае. Он добился, как мы уже говорили, внедрения разработанных им методов варки цветных стекол на Санкт-Петербургском стеклянном заводе, обучив в течение года этому делу в своей лаборатории мастера завода, ученика канцелярии архитектуры Петра Дружинина. После возвращения на завод Дружинин занял там руководящее положение, и администрация отказалась от услуг мастера-немца Вейса, сославшись на то, что «он противу российских мастеров в знании никакого лучшего преимущества не имеет и без него обойтись весьма можно».
 Рис. 205. М. В. Ломоносов в химической лаборатории. Картина художника А. В. Васильева
Рис. 205. М. В. Ломоносов в химической лаборатории. Картина художника А. В. Васильева
Научные работы Ломоносова по цветному стеклу оказали весьма значительное влияние на русское художественное стеклоделие. Заводы, выпускавшие ранее, кроме белого, лишь зеленое и синее стекло, после Ломоносова начали щеголять многоцветной, красочной продукцией. Ломоносов всегда был борцом за единение науки с практикой. Пламенный патриот, он тогда только находил удовлетворение в своей научной работе, когда доводил результаты ее до практического осуществления, направленного на пользу народа. Когда он в своей лаборатории разработал теоретические основы технологии получения цветных стекол, он с громадной энергией начал добиваться постройки специальной фабрики «делания разноцветных стекол», на которой он мог бы внедрить свои научные достижения и где под его руководством выпускалась бы самая разнообразная продукция из цветного стекла для широкого потребления и декоративного убранства парадных общественных зданий. Наконец его старания увенчиваются успехом, и после беспрерывных хлопот в течение 1753-1754 гг. недалеко от Ораниенбаума (ныне г. Ломоносов), в местечке Усть-Рудицы, отстраивается столь долгожданная фабрика. При постройке этой фабрики Ломоносов проявляет во всем блеске свои инженерные и конструкторские способности: он выбирает место строительства, производя все необходимые технико-экономические расчеты, ориентируясь на местные первоклассные ямбургские пески и на достаточное количество леса для отопления стеклоплавильных печей и пережигания на золу, далее он проектирует цехи завода, разрабатывает во всех деталях технологический процесс, конструирует производственные и лабораторные печи, а также оригинальные станки, инструменты и приспособления и проводит широкие по тому времени мероприятия по механизации производства. Все эти работы, включая оформление графического материала, выполняются им собственноручно или во всяком случае при ближайшем его участии и руководстве. Особенно ярким подтверждением нежной привязанности Ломоносова к своей фабрике и того удовлетворения, которое он испытывал при реализации на практике своих научных работ, может служить известный эпизод с его портретом. И. И. Шувалов как-то заказал заехавшему в Петербург модному французскому художнику Фессару портрет Ломоносова. Подчиняясь существовавшим тогда традициям, Фессар изобразил ученого в так называемом ложноклассическом стиле — в позе почтительно склоненного у стола царедворца, пишущего оду императрице. Все внимание художника фиксируется на внешних эффектах. Он любовно выписывает отвлеченный образ придворного поэта. Лицо Ломоносова не привлекает его внимания: оно безжизненно и ничего не выражает (рис. 206).
 Рис. 206. М. В. Ломоносов. (С гравюры Э. Фессара)
Рис. 206. М. В. Ломоносов. (С гравюры Э. Фессара)
Ломоносов отверг присланный портрет и поручил академическому художнику Вортману переделать его, что и было исполнено, и последующие копии воспроизводились уже с исправленного оригинала. Что же было исправлено в портрете? Во-первых, правая нога была приведена из коленопреклоненного в нормальное положение. Внимательный наблюдатель может заметить эту поправку по несколько оттопырившейся поле камзола. Во-вторых, ничего не говоривший ни уму, ни сердцу Ломоносова внешне эффектный морской пейзаж был заменен скромным видом на Усть-Рудицкую фабрику с дымящимися трубами и большими штабелями дров — символом достатка и благополучия (рис. 207). Разве это не убедительное доказательство глубокой привязанности Ломоносова к своему последнему детищу?
 Рис. 207. М. В. Ломоносов. (С гравюры Э. Фессара, по картине, переделанной по указанию Ломоносова академическим художником X. Вортманом)
Рис. 207. М. В. Ломоносов. (С гравюры Э. Фессара, по картине, переделанной по указанию Ломоносова академическим художником X. Вортманом)
Итак, портрет Фессара нехорош. Художник не справился со своей задачей. Да вряд ли он и стремился понять нашего Ломоносова... Но есть и другой портрет Ломоносова. Его автор — гениальный русский скульптор конца XVIII столетия Федот Шубин. Это был человек очень близкий Ломоносову. Он родился по соседству с Ломоносовым, и его отец, тоже холмогорский рыбак, был первым учителем Ломоносова грамоте. Шубин, так же как и Ломоносов, девятнадцатилетним юношей пришел из деревни в Петербург с обозом рыбы. Начав свою карьеру с должности дворцового истопника, Федот Шубин через 14 лет, окончив Санкт-Петербургскую Академию художеств и завершив свое образование в шестилетней заграничной командировке, возвращается на родину уже сложившимся мастером и в течение 32 лет, до самой смерти, прославляет русское искусство своим гениальным резцом. Скульптурный портрет Ломоносова (рис. 208) исполнен Шубиным по памяти, четверть века спустя после смерти великого ученого.
 Рис. 208. М. В. Ломоносов. (Скульптурный бюст работы Ф. И. Шубина).
Рис. 208. М. В. Ломоносов. (Скульптурный бюст работы Ф. И. Шубина).
В скульптуре Шубина нет тех недостатков, которые бросаются в глаза на картине Фессара. Мы видим, что автор нежно любит человека, образ которого создает, преклоняется перед ним и гордится им. В этом возвышенном произведении искусства гений художника-портретиста в творческом полете поднялся на громадную высоту и постиг гений великого русского ученого, постиг и пластически показал его нам. Принимая участие в строительстве фабрики, Ломоносов одновременно проводит широкие подготовительные мероприятия но созданию в России крупного мозаичного дела — одного из благороднейших видов монументального искусства, служащего для убранства «огромных публичных строений», как выражался сам Ломоносов. Он подает обширную записку на имя императрицы Елизаветы Петровны с перечислением всего, что нужно для этого сделать, и с указанием, что им уже сделано. К записке были приложены обстоятельные расчеты и приводились соображения о самоокупаемости предприятия. Выдвижение этой новой проблемы являлось логическим продолжением и завершением многолетних трудов Ломоносова по цветному стеклу. Как химик, разрешив в лаборатории научную сторону вопроса выплавки цветных стекол, он, как инженер, внедряет эту технологию на фабрике. Венцом всей этой эпопеи ему грезится расцвет в его родной стране замечательного декоративного искусства, излюбленного в древности и забытого в позднем средневековье; причем это искусство он оживит, вытеснив камни изобретенными им дивными цветными стеклами. Продвижение двух центральных идей Ломоносова — о фабрике и мозаичной мастерской — идет много успешнее, чем когда-то строительство первой лаборатории. Сейчас Ломоносов уже не какой-то безвестный адъюнкт, а профессор Академии. Его открытия доходят до зарубежных стран, его имя называют при дворе императрицы. Враждебные ему группировки мелких академических людишек не смеют поднять свой голос и стараются мешать и вредить ему исподтишка. Неукротимая энергия Ломоносова, независимость и решительность всюду расчищают ему дорогу, и, наконец, его вторая заветная мечта сбывается: в специальной пристройке к дому на Васильевском острове, где жил ученый, открыта мастерская для набора мозаичных картин, в ней обучаются под руководством Ломоносова первые ученики его — художники-мозаичисты Матвей Васильев и Ефим Мельников. Здесь Ломоносов демонстрирует еще одну сторону своей щедро одаренной натуры. Наделенный безошибочным художественным чутьем, благородным пафосом замыслов, имеющий трезвые взгляды на искусство, он сумел в кратчайший срок стать руководителем группы художников, прославивших себя созданием первоклассных мозаичных картин. Первым человеком, который начал своими руками осваивать в России технику мозаичного набора, был сам Ломоносов. В течение двух лет им совершенно самостоятельно были набраны три вещи. Из них особенно интересен портрет Петра I, хранящийся в Государственном Эрмитаже (рис. 209).
 Рис 209. Мозаичный портрет Петра I, выполненный М. В. Ломоносовым
Рис 209. Мозаичный портрет Петра I, выполненный М. В. Ломоносовым
Естественно было ожидать, что, приступая первый раз в жизни к созданию художественного произведения в труднейшей отрасли изобразительного искусства, Ломоносов, как и всякий начинающий автор, неминуемо обнаружит свой дилетантизм и первые его картины будут неудачны. Но у Ломоносова получилось наоборот. Доктор искусствоведческих наук В. К. Макаров пишет, что исполненные самим Ломоносовым мозаики отличаются «великолепной монументальной манерой» и «смелостью чисто декоративных приемов набора». Эти черты «свойственны в русской мозаике XVIII века только личным работам Ломоносова». И дальше: «Ломоносовские мозаики — замечательный по смелости шаг в будущее, к особому роду художественного творчества, к понятной нам монументальной мозаичной живописи нового времени, служащей большим общественным целям». По мнению В. К. Макарова, исполненный Ломоносовым портрет Петра I, набранный крупными, неправильной формы кусками колотой смальты, является драгоценной реликвией высокой художественной культуры XVIII в. и дает нам один из самых выразительных, одухотворенных образов Петра. Когда Ломоносов был избран почетным членом Российской Академии художеств, архитектор Кокоринов, представляя академическому собранию нового академика, сказал, что он «не токмо простираясь в науках, славное приобрел имя, но и по склонности к художествам открыл, к славе России, толь редкое еще в свете мозаичное искусство». Создание Ломоносовым мозаичного дела в России в тех масштабах и на том высоком техническом и художественном уровне, как это ему удалось осуществить, было крупным событием. Им восстанавливалась и усовершенствовалась славная традиция изумительных «смальтоваров» и мозаичистов Киевской Руси, за шесть веков до Ломоносова прославивших русскую культуру созданием бессмертных мозаичных творений, сохранившихся до нашего времени в музеях Киева. Последнее десятилетие в жизни Ломоносова... Он достиг всеобщего признания. У него огромный научный авторитет. Он является олицетворением самобытной русской науки и искусства. Одно из сильнейших увлечений его жизни — тяготение к стеклу — получило, наконец, полнейшее удовлетворение. Ломоносов руководит отстроенной им самим фабрикой и возглавляет группу обученных им первоклассных художников-мозаичистов. Материальная стесненность, которую он испытывал в течение долгих лет, постепенно проходит. Хотя его денежные дела находятся далеко не в блестящем положении, все же они позволяют ему заменить скромную квартиру на Васильевском острове просторным домом на Мойке, при котором отстроены по его вкусу отдельная лаборатория и удобная, двухсветная мозаическая мастерская (рис. 210).
 Рис. 210. Дом на набережной р. Мойки, где проживал М. В. Ломоносов в последние годы жизни
Рис. 210. Дом на набережной р. Мойки, где проживал М. В. Ломоносов в последние годы жизни
Усть-Рудицкая фабрика представляла собой в то время своеобразное стекольное промышленное предприятие. Прежде всего техническим руководителем этой фабрики состоял не какой-нибудь заурядный техник, как это обычно бывало, а выдающийся ученый с мировым именем, создатель науки о стекле. В соответствии с этим ведущее место на фабрике занимала лаборатория, что было в то время также едва ли не единственным примером. Отсюда тот новаторский дух, которым было пронизано все производство. Не только продукция фабрики, не только рецепты, сырые материалы, красители были новые, ранее не применявшиеся, но также печи, машины, станки и инструменты постоянно видоизменялись и усовершенствовались в зависимости от рационализации существующих или от разработки новых технологических процессов. Ассортимент продукции, вырабатываемой фабрикой, постепенно расширялся (рис. 211-213). Сначала выпускались только бисер, пронизка, стеклярус и мозаичные составы (смальты). Затем, через год, появляются различные так называемые галантерейные изделия: граненые камни, подвески, броши, запонки. С 1757 г. фабрика выпускает столовые сервизы, туалетные и письменные приборы и тому подобные изделия, все из разноцветного стекла, преимущественно бирюзового. Через несколько лет налаживается производство более крупных вещей: цветники, дутые фигуры для украшения садов, литые цветные столовые доски (рис. 214-215). Качество продукции очень высокое.
 Рис. 211. Бисерная вышивка. Первая четверть XIX в.
Рис. 211. Бисерная вышивка. Первая четверть XIX в.
 Рис. 212. Мешочек с колокольчиком для сбора денег в церкви. Первая четверть XIX в.
Рис. 212. Мешочек с колокольчиком для сбора денег в церкви. Первая четверть XIX в.
 Рис. 213. Картина, вышитая стеклярусом. Середина XVIII в.
Рис. 213. Картина, вышитая стеклярусом. Середина XVIII в.
 Рис. 214. Крышка стола, набранная из смальт, сваренных на фабрике М. В. Ломоносова, по рисунку архитектора Ринальди. Середина XVIII в.
Рис. 214. Крышка стола, набранная из смальт, сваренных на фабрике М. В. Ломоносова, по рисунку архитектора Ринальди. Середина XVIII в.
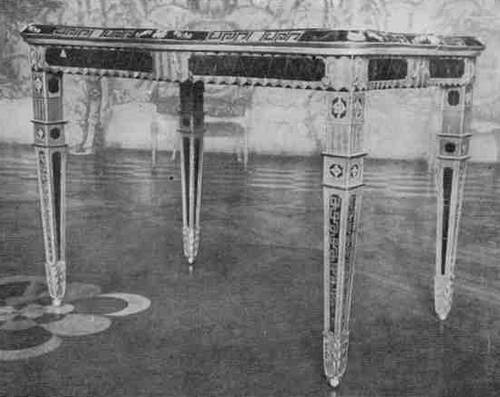 Рис. 215. Стол, исполненный по рисунку архитектора Ринальди, отделанный цветной смальтой, сваренной на фабрике М. В. Ломоносова
Рис. 215. Стол, исполненный по рисунку архитектора Ринальди, отделанный цветной смальтой, сваренной на фабрике М. В. Ломоносова
Мозаичные смальты идут на удовлетворение потребности все более и более разрастающейся мозаичной мастерской, в которой уже работает до десятка художников разной квалификации и которая выпускает одну за другой картины выдающихся художественных достоинств. Представители иностранных держав, посещающие столицу России, считают своим долгом осмотреть ломоносовскую мозаичную мастерскую. Ломоносов гордится успехом своих учеников и сам показывает гостям последние новинки. Когда в 1764 г. австрийский посол приехал осмотреть знаменитую композицию «Полтавская баталия» (рис. 216-217), исполнявшуюся учениками Ломоносова в новой мозаичной мастерской при его доме на Мойке, хозяина вынесли из дома в креслах, так как из-за болезни ног он уже не мог ходить.
 Рис. 216. Мозаичная картина «Полтавская баталия», выполненная в мастерской М. В. Ломоносова. Размер 4,8×6,4 м. Вторая половина XVIII в.
Рис. 216. Мозаичная картина «Полтавская баталия», выполненная в мастерской М. В. Ломоносова. Размер 4,8×6,4 м. Вторая половина XVIII в.
 Рис. 217. Фигура Петра I. Фрагмент «Полтавской баталии»
Рис. 217. Фигура Петра I. Фрагмент «Полтавской баталии»
Сохранилось составленное Ломоносовым незадолго до смерти прошение, адресованное Сенату и свидетельствующее о том, как он дорожил своими достижениями в области художественного стекла. Оно начинается так: «Ежели божескою судьбою от настоящей болезни жизнь моя пресечется, то приношу оному высокому Сенату прошение о нижеследующем...» Документ носил характер завещания, в котором Ломоносов просил охранить созданное им на Усть-Рудицкой фабрике производство смальт и организованную его инициативой и неустанными трудами мозаичную мастерскую. В завещании приведены деловые указания, что нужно сделать после его смерти и на каких обученных им людей опереться. Подытоживая все сделанное Ломоносовым для науки о стекле и для развития практического стеклоделия, можно отметить следующее. Впервые во многовековой истории стеклоделия наука о стекле была поставлена на должную высоту. Построена первая специализированная стекольная лаборатория. Разработана и внедрена в лабораторную практику подлинно научная методика экспериментального исследования с соблюдением строгого постоянства условий опытов, с точным учетом наблюдаемых явлений, с систематизированным хранением образцов и с ведением лабораторного журнала. Проведено первое, строго научное капитальное исследование действия на стекло разнообразных минеральных красителей и заложены начала методики изучения влияния состава стекла на его свойства. При крайне ограниченном количестве известных в то время минеральных красителей разработана рецептура многочисленных цветных стекол с применением самых передовых методов химико-лабораторного экспериментирования. Разработана богатейшая палитра мозаичных смальт. Осуществлено внедрение методики варки цветных стекол в производство, в результате чего отечественные стекольные заводы начали выпускать разнообразно расцвеченные художественные изделия. Построена стекольная фабрика, передовая по оборудованию и методам работы, предназначенная для производства различных художественных изделий из цветного стекла по технологии, разработанной Ломоносовым. Осуществлялось в течение одиннадцати лет руководство этой фабрикой. Изыскано много оригинальных способов формования разнообразных стекольных изделий и разработаны новые конструкции многих необходимых для этого машин, станков и инструментов. Найдено и блестяще развернуто применение стекла в монументальном декоративном искусстве, изготовлено большое количество разных стеклянных архитектурных деталей для убранства парадных строений, организована крупная мозаичная мастерская и набрано свыше сорока первоклассных картин из смальт собственного производства. Колоссальность фигуры Ломоносова, подавляющее превосходство его ума, дальний прицел его мышления оторвали Ломоносова от господствующих слоев общества, в котором он жил и работал. В придворных кругах, в чиновничьей академической среде его, за редкими исключениями, не понимали, его боялись, ему завидовали, ему мстили. Вещий голос, которым он перекликался с грядущими поколениями, проносился высоко над головами его современников, неспособных внимать этим призывам. Этим одиночеством Ломоносова, усугублявшимся враждебными действиями немецкой группировки, заправлявшей в то время судьбами российской науки, объясняется то забвение, которое постигло после смерти ученого многие его открытия и работы. Так, были надолго утрачены открытые им основные законы физики и химии, забыта на 100-150 лет его замечательная работа в области геологии. Его самое задушевное творение — стекольная фабрика — по нерадивости, бестолковости и жадности наследников была разбазарена и закрыта через три года после его смерти, а из выпущенных за 13 лет ее существования замечательных художественных изделий к настоящему времени уцелело, по свидетельству В. К. Макарова, лишь одно пресс-папье. Знаменитые мозаичные полы в дворцовых залах, выложенные зодчим Ринальди из бесподобных ломоносовских смальт, были выломаны придворными архитекторами при очередном ремонте. Были забыты также рецепты его замечательных смальт, и когда, почти через сто лет, потребовалось применить мозаичное искусство для внутренней отделки строящегося Исаакиевского собора, пришлось выписать из Италии специалистов, при помощи которых Санкт-Петербургский стеклянный завод, организовав у себя специальную мастерскую, такназываемый «шатер смальт», заново «переоткрыл» ломоносовскую методику варки мозаичных составов. Однако через несколько десятков лет это дело опять основательно заглохло вследствие полного равнодушия к нему царского правительства, и лишь за последние годы советским стекольщикам удалось полностью восстановить искусство варки мозаичных смальт, существенно обогатив их расцветку применением ряда новых красителей. Особенно ярким примером недопустимо безразличного отношения к наследию Ломоносова может служить судьба замечательного произведения монументального искусства, увенчавшего труды Ломоносова в области мозаики, картины «Полтавская баталия», которая более ста лет скиталась по задворкам разных казенных строений, пока, наконец, уже при Советской власти не нашла достойного себя места в здании Академии наук на Васильевском острове. Ломоносов был непонятен, а зачастую и чужд многим своим современникам, нам же он понятен, близок и дорог. В условиях социалистического общества, в свете совершенно нового мировоззрения, новых требований и новых представлений о любви к отечеству и о служении своему народу, в деятельности Ломоносова открылось много такого, что не замечалось и не ценилось в дореволюционном русском обществе. Прежде всего стал понятен народный, глубоко патриотический характер всей деятельности Ломоносова в том смысле, что она целиком была направлена на пользу и на прославление родной страны. Другая черта Ломоносова, которая понятна нам и оценена только теперь, — это резко выраженный материалистический характер мировоззрения. Новейшими исследованиями установлена материалистическая направленность тех общих понятий о сущности и значении человеческого слова, из которых исходил Ломоносов. В его работах правильно развиваются представления об общественной функции языка, о связи его с сознанием и действительностью, о служении его для производительной деятельности человечества. Наконец, еще одна очень близкая нам черта — необыкновенно тесная связь всей деятельности Ломоносова с практическими запросами. Для него работа утрачивает всякий смысл и интерес, если нельзя перенести ее результаты на практику, «внедрить в производство», как мы говорим сейчас. Отсутствие такой возможности вызывает у него почти физическую боль — «несносное мученье», говоря его словами. Образ Михаила Васильевича Ломоносова — гениального сына русского народа — близок и созвучен нашей эпохе.

ГЛAВA ДЕВЯТАЯ. СОВЕТСКОЕ ХУДОЖЕСТВЕННОЕ СТЕКЛО
Науки художествам пути показывают; художества происхождение наук ускоряют.М. В. ЛОМОНОСОВ

Советский народ получил от царской России, если не считать двух-трех крупных, хорошо поставленных предприятии, множество мелких частновладельческих стекольных заводиков с изношенным оборудованием и непреодолимым пристрастием к чахлым декадентским формам. В первые годы после окончания гражданской войны страна занималась восстановлением главнейших отраслей тяжелой индустрии, определивших общее благосостояние народного хозяйства и обороноспособность страны. В частности, была отстроена большая группа крупных механизированных заводов листового стекла, установлены на реконструированных предприятиях десятки мощных автоматов, изготовлявших тарные стеклянные изделия (бутылки, консервные банки и пр.), созданы внушительные базы производства оптического стекла и других технических стекол специального назначения. Вопросы же художественного стеклоделия, естественно, были отнесены на вторую очередь, и ими занимались от случая к случаю, без какого-либо единого руководящего плана. В результате промышленность художественного стекла продолжала деградировать и к концу 30-х годов пришла к такому состоянию, которое уже требовало серьезного вмешательства. Даже те предприятия, которые в прошлом столетии были известны на мировом рынке своей высокохудожественной продукцией, как, например, заводы Гусевский, Дятьковский, Пестровскнй, теперь занимались выпуском изделий, нередко хоть и весьма дорогих, но не отличавшихся высокими художественными достоинствами. Стекло, сваренное из недостаточно чистых материалов, не обладало ни прозрачностью, ни блеском, ни бесцветностью в той степени, как это необходимо не только для уникальных изделий декоративного назначения, но и для вещей домашнего обихода, требующих к себе особо внимательного отношения, так как они благодаря своей широкой доступности и распространенности несут весьма ответственную функцию воспитания художественного вкуса народа. Окрашивание стекла в силу ограниченности применяемых красителей, их загрязненности, а в ряде случаев и из-за недостаточно правильного их использования также не давало тех эффектов, каких можно было ожидать. И, наконец, на что надлежало обратить особое внимание, формы изделий и их внешняя отделка резьбой и гравировкой в большинстве случаев представляли собой грубые копии образцов буржуазно-мещанского, упадочнического стиля начала XX в. Несомненно, причины такого печального положения с продукцией художественного стекла являлись общими для всех видов изобразительных и прикладных искусств того времени. Выпуск безвкусных вещей, никак не отвечавших высоким требованиям нашей эпохи, был следствием некритического освоения образцов начала XX в. Не принималось достаточно решительных мер для того, чтобы обеспечить строгий художественный контроль на предприятиях, изготовляющих изделия, которые в той или иной степени должны выполнять художественное назначение. Существовавшие на предприятиях так называемые «художественные советы» или были по своему составу неавторитетными в вопросах искусства, или бездействовали, будучи подавлены требованиями торгующих организаций, равнявшихся на рыночные вкусы. Газета «Правда» от 12 октября 1940 г. в статье под заголовком «Об антихудожественной стряпне» писала по поводу проведенной Моссоветом проверки ряда художественно-производственных предприятий: «Сейчас такой (художественный. — В. К.) контроль либо вовсе отсутствует, либо он поставлен скверно. Готовую художественную продукцию принимает технорук. Художественные советы (там, где они имеются) состоят из представителей производства и торгующих организаций, без участия специалистов-художников». Это недопустимое положение с художественными советами на предприятиях художественной промышленности приняло затяжной характер. Четырнадцать лет спустя после напечатания указанной заметки в «Правде» газета «Советская культура» от 5 января 1954 г. в статье «Еще раз о художественных советах» повторяет те же замечания: «Большинство голосов в совете принадлежит представителям торговых организаций и предприятий, которые часто тормозят внедрение фасонов, одобренных художниками и искусствоведами». Совершенно невозможно было мириться с таким противоестественным порядком вещей. Попытки замены старых дореволюционных образцов современными заграничными, предлагавшимися «Павильоном лучших образцов» при нашей Торговой палате либо заимствованными из иностранных журналов, также не выводили из тупика. Практика «Павильона лучших образцов» свидетельствовала, что наряду с неплохими вещами мы внедряли в нашу промышленность немало и пошлейших образцов, представлявших собой «последний крик моды», подхваченный на улицах западноевропейских городов. Точно так же не оправдывали себя и намерения освежить обветшалые формы механическим включением советской тематики. При этом лишь острее ощущалось мещанское убожество этих форм. Большой вред общему состоянию художественной промышленности приносила также не окончательно изжитая порочная система «украшательства», «придания художественного наряда» готовой вещи, форма которой определялась в первой стадии се изготовления технологом, исходившим главным образом из ее утилитарного назначения и особенностей технологического процесса. Такое расчленение изготовления художественной вещи на два совершенно отдельных процесса, в которых конкретизировались две обособленные линии — инженерно-утилитарная и эстетическая, — сказывалось весьма отрицательно, так как при этом нарушался синтез формы и содержания — основной закон творческих процессов, двигающих искусство вперед. Вот те причины, которые, как нам кажется, обусловливали далеко не удовлетворительное состояние нашей художественной стекольной промышленности. При всем этом, однако, необходимо оговориться, что важнейшее слагаемое в общем впечатлении от любого произведения прикладного искусства — исполнительское мастерство — в данном случае неизменно стояло на очень высокой ступени. Представители династий знаменитых русских умельцев-стеклоделов из рабочих поселков Дятькова, Пестровки, Гуся-Хрустального и других виртуозно владели искусством своих дедов, и их золотые руки творили чудеса. Но как ни точна была резьба по хрустальному полю, как ни хитро завивалась филигранная нить в прозрачной стеклянной массе, ничто не могло замаскировать, заставить не замечать вялые формы, бессмысленные разводы и тусклые расцветки выпускавшихся изделий, становившихся с каждым днем все безвкуснее и скучнее. Чтобы выйти из создавшегося тупика, нужны были решительные мероприятия. В январе 1940 г. небольшая инициативная группа в составе писателя А. Н. Толстого, скульптора В. И. Мухиной и автора настоящих строк обратилась в Правительство с письмом, где предлагался ряд мероприятий, направленных на коренное улучшение в СССР художественного стеклоделия. В обращении подчеркивалось, что в стране имеются все возможности для решения этой задачи. Они заключаются, во-первых, в умении варить безупречное стекло любых составов, чему мы научились при организации своей оптической промышленности; во-вторых, в глубоких знаниях действия различных красителей, добытых в результате обширных исследований в области точных стеклянных светофильтров; в-третьих, в возможности добывать в нашей стране первоклассное сырье для варки высококачественных художественных стекол и, наконец, в-четвертых, в наличии необходимых кадров, т. е. мастеров высокой квалификации по выдуванию и огранке стеклянных изделий и крупных художников, скульпторов и архитекторов, проявивших к стеклоделию исключительный интерес и готовых отдать ему свои силы и знания. Совет Народных Комиссаров СССР в своем решении от 9 апреля 1940 г. наметил важные мероприятия, направленные к улучшению состояния художественного стеклоделия и предусматривавшие как вопросы подготовки кадров, так и задачи расширения экспериментальных работ по созданию образцов подлинно художественных стеклянных изделий бытового и архитектурно-строительного назначения. Для обеспечения последнего условия было предложено организовать в Ленинграде, на базе бывшей зеркальной фабрики, экспериментальный цех с хорошо оборудованной лабораторией для всестороннего изучения технологии производства художественного стекла и изготовления образцов изделий такого рода для других стекольных заводов страны, выпускающих художественную продукцию. Следует отметить, что выбор города Ленина как одной из точек, где должна решаться проблема создания высокохудожественных образцов стеклянных изделий, был сделан чрезвычайно удачно. В Ленинграде, представляющем собой крупнейший центр наук и искусств, для этого имеются все необходимые предпосылки. Богатейшие коллекции Эрмитажа, Русского музея и многочисленных дворцов, расположенных в городе и его окрестностях, изобилуют бесподобными, уникальными образцами художественных стеклянных изделий всех эпох и народов. Они служат прекрасной школой для художников, стремящихся приложить свои силы к искусству стеклоделия. Крупнейший коллектив квалифицированных мастеров изобразительного искусства, объединяемый Ленинградскими союзами художников и архитекторов, создает возможность обеспечить высококомпетентное руководство и контроль со стороны художественной общественности. В Ленинграде также имеются широко известные научные центры — институты и лаборатории, — в которых складывались школы крупных советских ученых-стекольщиков, где в течение ряда лет ведутся работы по глубокому изучению природы стекла и процессов стеклообразования и воспитываются молодые ученые. Наконец, в Ленинграде же находится старейшая кафедра стекла и, что особенно важно, единственное в стране Высшее Художественно-промышленное училище, подготовляющее кадры руководящих работников для предприятий художественного стекла. Все перечисленные благоприятные условия были совершенно правильно учтены, когда решался вопрос о создании на Ленинградской зеркальной фабрике экспериментального цеха. Решение сопровождалось ассигнованием необходимых средств, и к осени 1940 г. отстройка цеха со всем оборудованием и необходимыми вспомогательными помещениями была закончена. Проектирование и наблюдение за проведением строительных работ было возложено на талантливого инженера-стекольщика Федора Семеновича Энтелиса, имевшего большой опыт в проектировании стекольных установок и в выполнении некоторых сложных заданий по художественному стеклу. По окончании строительства его удалось сохранить в качестве технического руководителя экспериментального цеха, что принесло большую пользу этому новому делу. Экспериментальный цех представлял собой отдельное, просторное, светлое двухэтажное здание, вмещавшее в себя опытную стекловаренную печь вполне современной конструкции, рассчитанную на два горшка емкостью по 250 кг каждый. Около этих горшков можно было установить еще четыре тигля для варки цветного или молочного стекла. Кроме этого основного агрегата, имелось несколько вспомогательных печей для разогрева горшков, отжига продукции, моллирования изделий и некоторых других операций. В нижнем этаже, кроме регенераторов (устройств для подогрева воздуха), было расположено помещение для подготовки смеси сырых материалов, поступающей в стекловаренную печь. Оставшиеся в обоих этажах резервы свободных площадей позволяли, в случае надобности, широко развернуть какие угодно экспериментальные работы и расставить любое опытное оборудование для формования и отделки всевозможных видов стеклянной продукции. Технологические процессы холодной обработки изделий огранкой, резьбой и гравировкой могли также осуществляться на сравнительно высоком уровне. Зеркальная фабрика до организации там экспериментального цеха вырабатывала на своей небольшой стекловаренной установке нарядные парфюмерные флаконы, предназначенные для экспорта. Для отделки этой продукции на фабрике имелась неплохо поставленная шлифовальная мастерская, где применялись все виды холодной обработки стекла. Остановимся несколько подробнее на этих процессах. Выше, разбираясь в приемах, которыми пользовались стеклоделы древности, нам неоднократно приходилось сталкиваться с разнообразными способами абразивной обработки изделий. В ряде случаев эти приемы вырисовывались довольно туманно, поэтому не представлялось возможным составить о них сколько-нибудь точное представление. Но со временем эта отрасль стекольной технологии совершенствовалась, принимала более определенные формы и, наконец, в ней четко обособились три основных приема: гравировка, огранка и резьба. Воспользуемся случаем, чтобы ясно сформулировать, что в настоящее время понимают под этими терминами. Под гравировкой подразумевается вышлифовывание на поверхности изделия неглубокого негативного матового изображения маленьким медным колесиком, вращающимся со скоростью около 2000 оборотов в минуту. Время от времени на колесико при помощи маленькой лопаточки намазывается смесь наждачного порошка с вазелином или растительным маслом. Медное колесико иногда заменяют абразивным (рис. 218).
 Рис. 218. Мастер П. А. Порохов. Гравировка медным колесиком. Ленинградский завод художественного стекла
Рис. 218. Мастер П. А. Порохов. Гравировка медным колесиком. Ленинградский завод художественного стекла
Таким путем наносятся разнообразные орнаменты, в той или иной манере трактующие предметы живой природы: листья, цветы, птицы, рыбы, — и, наконец, более сложные рисунки, например пейзажи и даже портреты. Подобным же приемом обрабатываются так называемые многослойные изделия, или, как иногда говорят, изделия с «нацветом», стенки которых сделаны из двух или нескольких слоев стекла разных цветов. Чем на большую глубину врезается рисунок в поверхностный, обычно наиболее темный по окраске слой, тем слабее выражается его окраска и тем явственнее проступает цвет более светлого, подстилающего слоя. Таким путем доходят до нижнего, внутреннего слоя стенки изделия, обычно бесцветного, и получают довольно глубокий, рельефный рисунок, окрашенный несколькими цветами с постепенными переходами от одного к другому. Эта техника применялась к стеклу еще в древние времена и получила свое начало в искусстве изготовления миниатюрных камей из лавы и некоторых других горных пород. При неподвижности оси колесика в пространстве приходится проделывать сложные движения самим обрабатываемым предметом, который удерживается и прижимается к колесику обеими руками мастера. Такой прием трудно осваивается. Рука человека с детства привыкла водить инструментом по обрабатываемому материалу. Так пишут, рисуют, режут хлеб, обрабатывают камень, дерево, металлы. Не так легко переиначить привычные движения и научиться водить обрабатываемым предметом при неподвижном положении инструмента. Понятно, что чем крупнее изделие, тем сложнее и утомительнее эти манипуляции. Я помню, что, когда на бывшем Санкт-Петербургском стеклянном заводе обрабатывались гравировкой неуклюжие декадентские вазы, предназначавшиеся для подарков коронованным особам Европы, приходилось подвешивать эти огромные изделия, достигавшие двух метров высоты, к потолку на веревках. В последнее время для гравировки стекла стали повсеместно применять бормашины облегченного типа, представляющие собой или ручные электромоторчики с укрепленным на их валу колесиком, или неподвижно установленный небольшой мотор с довольно длинным гибким валом, на конце которого укреплено то же колесико. Понятно, что такие устройства очень удобны, в особенности при декорировании крупных изделий. Большое их преимущество состояло также в том, что при доступности такого приема художник получал возможность быстро освоить его и выполнять свои проекты собственноручно. Совсем другой тип обработки стекла представляет собой прием, носящий название гранения, или огранки. Здесь процесс заключается в вышлифовывании на поверхности изделия плоских или изогнутых граней, обычно с последующей полировкой. В случае плоских граней применяется так называемая «шайба», иными словами, вращающийся горизонтальный диск. Он может быть чугунным или каменным, изготовленным из однородного, мелкозернистого песчаника. В первом случае на диск подается песок, смешанный с водой, а во втором — вода. Когда нужно образовать не плоскую, а изогнутую шлифованную поверхность, применяют вертикальные абразивные круги, кромка которых каждый раз затачивается на требуемый профиль. И, наконец, третий способ холодной обработки стекла, один из наиболее распространенных в настоящее время, носит название резьбы и заключается в образовании рельефного рисунка путем вышлифовывания в толстой стенке изделия более или менее глубоких борозд треугольного сечения, обычно с последующей полировкой всей поверхности. Инструментом здесь служит абразивный круг, кромка которого заострена снятыми с двух сторон фасками (рис. 219).
 Рис. 219. Резьба абразивным кругом. Ленинградский завод художественного стекла
Рис. 219. Резьба абразивным кругом. Ленинградский завод художественного стекла
Путем комбинирования бороздок различной длины, глубины и направления получают разнообразнейшие узоры, нередко покрывающие собой всю поверхность изделий. Одна из таких излюбленных комбинаций — правильная прямоугольная сетка, образующая ряд выступов, которые напоминают ограненные со всех сторон драгоценные камни. Это сходство послужило основанием к названию описанного способа абразивной обработки стеклоизделий «алмазной гранью», а мастера, занимающегося этим делом, — «алмазником». Однако вернемся к рассказу о тех ресурсах, которыми располагал вновь организованный цех Зеркальной фабрики. В функциональном отношении одно целое с экспериментальным цехом составляла имевшаяся на Зеркальной фабрике лаборатория, которая была расширена, а ее штат доведен до десяти научных сотрудников. Этого было вполне достаточно, если учесть научную помощь, предусматривавшуюся в решении Совнаркома от 9 апреля 1940 г. со стороны Кафедры стекла Ленинградского технологического института имени Ленсовета. Установившаяся с этих пор связь кафедры с Ленинградским заводом художественного стекла поддерживается до настоящего времени и иллюстрирует собой удачный пример содружества людей науки и производства. Этот союз весьма благоприятно сказался на тех успехах, которыми ознаменована деятельность завода по освоению новых приемов производства художественного стекла. Особенно нужно подчеркнуть заслуги в этом деле профессора кафедры Владимира Владимировича Варгина — крупнейшего специалиста по эмалям и цветным стеклам. Он был приглашен в качестве консультанта экспериментального цеха. Таким образом, следует отметить, что при организации экспериментального цеха вакансии технического и научного руководителей были замещены исключительно удачно. Дальше надлежало разрешить не менее важный вопрос — о художественном руководстве. Здесь был найден поистине блестящий выход: верховное руководство, общий директивный контроль над художественной стороной всего дела согласилась принять на себя народный художник СССР, скульптор Вера Игнатьевна Мухина. Выдающийся талант этого прославленного мастера не нуждается в комментариях. Для нас, начинателей нового похода за красивую вещь в стекле, участие Веры Игнатьевны служило гарантией от опасных стилистических ошибок и возможных отклонений от тех здоровых путей, по которым развивалось советское реалистическое искусство. К сожалению, огромная нагрузка Веры Игнатьевны по основной работе не позволяла ей проводить в Ленинграде больше трех-четырех дней ежемесячно, поэтому для текущего, каждодневного руководства был рекомендован ленинградскими профессиональными организациями Алексей Александрович Успенский — художник больший культуры и тонкого вкуса, знаток народного творчества. Он сыграл важную роль в начальный период деятельности экспериментального цеха. Оставалось подобрать еще одно немаловажное лицо: достойного интерпретатора тех творческих планов, которыми были полны собравшиеся около нового дела работники искусства. Надо было найти человека, который своими руками мог бы в совершенстве воплощать в материале творческие образы художников. Короче говоря, нужно было подыскать мастера, виртуозно владевшего приемами выдувательной техники. Такой человек был найден. Он был одним из потомков знаменитых стеклодувов Бахметьевского завода, проживающих в Пестровке. Это был пожилой, невысокий человек, с седеющей бородкой. Его звали Михаилом Сергеевичем. Фамилия была несколько странная — Вертузаев. Вероятно, помещик Бахметьев не раз после веселого обеда приводил на завод своих подгулявших гостей полюбоваться высоким искусством его крепостных мастеров. Указывая на деда или прадеда Михаила Сергеевича, он приговаривал заплетающимся языком: «Это наш виртуоз!..» «Вертуоз» повторяли незнакомое слово рабочие, «Вертуозов», «Вертузаев...». Так и пошло. После войны место Вертузаева, возвратившегося к себе на родину, на Заводе художественного стекла занял его племянник Борис Алексеевич Еремин, не менее искусный мастер своего дела.
 Рис. 220. Мастер-выдувальщик Б. А. Еремин за работой, Ленинградский завод художественного стекла. Рисунок с натуры художника Г. С. Верейского
Рис. 220. Мастер-выдувальщик Б. А. Еремин за работой, Ленинградский завод художественного стекла. Рисунок с натуры художника Г. С. Верейского
Итак, к концу 1940 г. формирование новой экспериментальной базы художественного стеклоделия было в общих чертах закончено. Вновь отстроенные просторные помещения, вполне современное оборудование, укомплектованная новыми силами лаборатория — вот те превосходные материально-технические ресурсы, с которыми новая организация вступала в жизнь. Пять главных действующих лиц, от работы которых в основном зависел успех всего начинания, — В. И. Мухина, А. А. Успенский, В. В. Варгин, Ф. С. Энтелис и М. С. Вертузаев — являли собой своеобразный, выдающийся «ансамбль» мастеров науки, техники и искусства. Таким образом, имелись все предпосылки для успешной борьбы за большое дело, за разрешение вопроса об улучшении и расширении производства художественного стекла в нашей стране. Какие же задачи нужно было в первую очередь ставить для достижения этой важной цели? Чтобы ответить на этот вопрос, следовало расчленить всю проблему на две части — технологическую и эстетическую — и отдельно поговорить о каждой из них. Остановимся на первой. Не вдумываясь глубоко в вопрос, можно было прийти к ошибочному выводу, что технология стекольного производства настолько разнообразна, так давно и обстоятельно разрабатывалась многими народами во всех уголках земного шара, что не встретится никакой надобности в изобретении чего-нибудь нового. Достаточно будет выбирать из имеющегося арсенала приемов наиболее подходящие для каждого отдельного случая — вот и все. Но на деле это было не так. Во-первых, многие приемы мастерства стекольщиков, доведенные когда-то до высоких степеней совершенства, были забыты, и этим приемам надо было учиться заново. Так, например, обстояло с филигранной техникой, стеклом «миллефиори», мозаичными смальтами, даже варкой некоторых стекол особого состава. Во-вторых, ассортимент стеклянных изделий прошлых времен ограничивался предметами небольших размеров, определявшимися особенностями прочно удерживающегося на протяжении двух тысячелетий метода ручного выдувания. Современная же техника совершенно преобразовала облик стекольных промышленных предприятий. Громадные печи, вмещающие до 1000 т расплавленного стекла, и колоссальные стеклоформующие машины, перерабатывающие в сутки сотни тонн стекла, открывают широкие возможности ставить массовое производство относительно дешевых крупноблочных стеклянных изделий, т. е. кладут начало новой отрасли стеклоделия — производству архитектурного художественного стекла, охватывающего собой большой комплекс разнородных декоративных элементов, предназначенных для отделки парадных интерьеров общественных зданий. Сюда можно отнести облицовочные плитки, карнизы, фризы, багеты, колонны, капители, балюстрады, решетки, торшеры, люстры, монументальные скульптуры, барельефы. Над изделиями такого рода еще мало трудились, технология их формования и художественной отделки была далеко не достаточно разработана, особенно в Советском Союзе, и нам надлежало немедленно приступить к капитальному изучению этого круга вопросов. Таким образом, можно было заключить, что тематика первой группы задач, носивших технологический характер, требовала от экспериментального цеха большого напряжения сил. Однако предстоящие трудности существенно облегчались тем, что ряд технических проблем из области производства архитектурного и художественного стекла был к этому времени значительно продвинут вперед работами кафедры стекла. Этот факт имел настолько существенное значение, что, повествуя об историческом развитии советского художественного стеклоделия, нельзя не сказать несколько слов как о самой кафедре, так и о ее работах. Кафедра стекла Ленинградского технологического института имени Ленсовета — одна из первых кафедр этого профиля в СССР. Она существует уже около 30 лет. Кафедра хорошо укомплектована научно-педагогическими кадрами и располагает неплохой материально-технической базой. В ее составе три профессора, сильная группа научных работников, аспирантов, младшего обслуживающего персонала. Оборудование включает установки промышленного масштаба, как, например, производственные шлифовально-полировальные станки, сравнительно крупные электропечи, пескоструйные агрегаты и, наконец, стеклоплавильную установку полузаводского типа, широко используемую при проведении студенческих практикумов и экспериментальных плавок для научно-исследовательских целей (рис. 221).
 Рис. 221. Опытная стеклоплавильная установка Кафедры стекла Ленинградского технологического института имени Ленсовета
Рис. 221. Опытная стеклоплавильная установка Кафедры стекла Ленинградского технологического института имени Ленсовета
За время своего существования кафедра выпустила не одну сотню молодых специалистов, многие из которых занимают руководящие посты в промышленности или трудятся на ответственных участках научной работы. Здесь мне придется извиниться перед моими читателями за маленькое отступление, посвященное тем причинам, которые определили существующий научный профиль Кафедры стекла Ленинградского технологического института. Одно из основных требований, предъявляемых к специальным кафедрам наших втузов, — надлежащее развитие научно-исследовательских работ и вытекающий отсюда авторитет в глазах промышленности. У нас считается, и это, конечно, совершенно правильно, что только та кафедра может хорошо учить студентов, которая сама хорошо знает технологию своей специальности теоретически и практически и находится в курсе самых последних ее достижений, а это лучше всего доказывается объективным признанием авторитета кафедры со стороны промышленности. Но завоевание такого авторитета — дело нелегкое. Людские и материальные ресурсы любого отраслевого научно-исследовательского института, находящегося в распоряжении промышленности, несоизмеримо большие, чем у вузовской кафедры, и конкурировать с такими институтами очень трудно. Единственным выходом является правильный отбор тематики научно-исследовательских работ. Надлежит остановить свой выбор на немногих конкретных вопросах своей специальности, бесспорно перспективных, но по той или иной причине не разрабатывающихся в других научно-исследовательских организациях. (Бывают такие «забытые темы»!) Сделав такой выбор, следует прочно, раз навсегда, закрепить за кафедрой этот узкий научно-исследовательский профиль и сосредоточить на нем все силы. При этих условиях удастся в относительно короткий срок изучить немногие избранные вопросы шире, глубже, чем это сделано где-либо. Промышленность это почувствует и найдет для себя выгодным обратиться к кафедре за научной помощью. После этого приток средств будет обеспечен, кафедра сможет развивать свои дальнейшие исследования в любом масштабе, и авторитет ее будет расти неограниченно. Поступая таким образом, Кафедра стекла Ленинградского технологического института почти с самого начала своего существования ограничила свою научно-исследовательскую деятельность тремя направлениями: процессами шлифовки и полировки хрупких материалов, технологией эмалирования металлов и методами производства художественного и архитектурного стекла. К настоящему времени этот профиль зафиксирован на кафедре окончательно. Он определяется установившейся за два десятка лет специализацией кадров и характером всего лабораторного и полузаводского оборудования. Во всех трех указанных направлениях кафедре удалось добиться ведущего положения и установить теснейшую связь с промышленностью. Остановимся на наиболее интересующем нас сейчас вопросе — на работах в области технологии художественного стеклоделия, проводившихся под руководством профессора В. В. Варгина его ближайшими сотрудниками. Результаты этих работ были в значительной степени использованы и используются сейчас на Заводе художественного стекла. Начнем с самой большой и сложной темы — с технологии цветных стекол. Работы В. В. Варгина, проводившиеся в этом направлении, единственны в своем роде как по глубине теоретического изучения вопроса, так и по широте того отклика, который они встретили на производстве. Варгин приступил к своим изысканиям в 1925 г. и окончательно сосредоточил их на Кафедре стекла Технологического института почти с самого начала ее существования. Главная особенность этих исследований — их высокий научный уровень. В отличие от обычно применявшейся в такого рода работах визуальной (делаемой на глаз) оценки получаемой окраски, Варгин ввел метод количественной характеристики результатов, определяя для каждого опыта при помощи спектрального метода процент пропускания стеклом лучей разных длин волн, т. е. разного цвета. При этом он получил возможность определять точно, в цифровых выражениях, влияние на окрашенность стекла разных факторов, например состава стекла, температуры варки, природы и концентрации вводимого красителя. После обстоятельного изучения действия разных окрашивающих стекло элементов — как уже известных в качестве красителей, так и новых (титан, вольфрам, молибден) — Варгину удалось вывести некоторые новые закономерности и вскрыть сущность многих физико-химических процессов, происходящих в стеклах при участии красящих ионов. Как и всегда, научные исследования, проводившиеся профессором Варгиным, были тесно связаны с практикой. В этом отношении замечательны результаты, полученные в области производства высококачественных цветных стекол, носящих название «точных светофильтров» и предназначенных для использования в некоторых специфических областях науки и техники. В царской России такие стекла не изготовлялись вовсе и ввозились из-за границы. В настоящее же время каталог точных стеклянных светофильтров, выпускаемых в нашей стране по разработанной В. В. Варгиным и представителями его школы технологии, является наиболее полным и совершенным из всех существующих в мире. Не менее продуктивны были результаты внедрения теоретических работ Варгина и в практику художественного цветного стекла. Кафедра начала широко развертывать эту научно-исследовательскую тематику по заданиям строительства Дворца Советов около двадцати лет тому назад. Длинный ряд исследований, проводившихся в этом направлении, имел своей целью разработать технологический процесс производства всех видов цветного стекла. Надлежало выбрать наиболее подходящие красители, разработать рецептуру составов, режим варки и условия последующей термической обработки. Все это было проделано кафедрой по отношению к основным группам применяющихся на практике художественных стекол. К этим группам относились: во-первых, стекла, окрашиваемые молекулярными красителями, т. е. такими, которые полностью растворяются в стекле; во-вторых, стекла, окраска которых вызывается коллоидными красителями, сохраняющимися в готовом стекле в виде мельчайших кристалликов; в-третьих, молочные, полупрозрачные и слегка мутные, опалесцирующие стекла, ни с чем не сравнимые по своему декоративному эффекту. Среди этих работ особенно выделялись исследования в совершенно новой области, относящиеся к «селеновому рубину» — стеклу, окрашенному в красный цвет соединениями серы, селена и кадмия; исследования закончились созданием теории образования окраски этого типа. На основании всех этих экспериментальных данных была разработана для промышленных целей богатая палитра цветных стекол (рис. 222-223).
 Рис. 222. Цветные стекла (осколки). Кафедра стекла Ленинградского технологического института имени Ленсовета
Рис. 222. Цветные стекла (осколки). Кафедра стекла Ленинградского технологического института имени Ленсовета
Не менее удачны и значительны по результатам были исследования в области технологии глушеных цветных стекол, используемых в качестве мозаичных смальт. Это была вторая большая тема по технологии художественного стекла, которой кафедра занималась в течение последних лет. Искусство смальтоварения нами уже рассматривалось. Сколь превратна была в нашей стране судьба этой замечательной отрасли художественной промышленности! Отметив высокое искусство киевских смальтоваров XI—XII вв., мы рассказали, как оно после монгольского нашествия было забыто на многие века, как оно потом возродилось трудами великого Ломоносова и опять было забыто, вновь возродилось в середине XIX в. с помощью итальянских специалистов и укрепилось стараниями талантливых русских стекольщиков Петухова и Селезнева и, наконец, окончательно заглохло в мрачную эпоху царствования Николая II. В советское время техника варки мозаичных смальт была возрождена на Кафедре стекла Ленинградского технологического института. Точно установленные составы стекол и основные параметры всех технологических процессов охарактеризованы количественными показателями и многократно зафиксированы соответствующими письменными отчетами и в печатных трудах. Эти документы дают возможность любому лицу в любом месте и в любое время поставить это производство в необходимом объеме и на высоком техническом уровне. Скажем несколько слов об особенностях этой технологии в ее последней редакции, разработанной на кафедре стекла под руководством профессора В. В. Варгина. Взамен прежней довольно сложной методики предложена значительно более простая схема. Раньше варка смальт обычно велась в два или три приема: сперва наваривалось несколько основных типов бесцветного, заглушенного стекла, т. е. так называемые «белила». После этого варили «шмельцы» — сплавы, составлявшиеся из белил с добавлением красителей и боя какого-нибудь прозрачного, цветного или бесцветного стекла. Полученные цветные шмельцы должны были нередко подвергаться еще одной, третьей по счету, переплавке для получения некоторых особенных оттенков. По технологии, разработанной Варгиным, эта сложная трехступенная варка заменялась варкой в один прием, причем результаты получались от этого ничуть не хуже. Для глушения стекла вместо дорогих и вредных соединений олова, мышьяка и сурьмы, по Варгину, рекомендовалось применять недефицитные и безвредные фтористые соединения. Для окраски смальт было предложено вводить некоторые новые, ранее не употреблявшиеся красители, в частности сульфоселениды кадмия, позволявшие получить богатую гамму цветов от желтых до ярко-красных. Таким образом, технологию производства мозаичных смальт всех типов и оттенков, включая золоченые и серебреные смальты с бесцветной и цветной кантарелью, можно было считать окончательно разработанной и раз навсегда зафиксированной. Опытная стеклоплавильная установка кафедры могла выплавлять любые смальты в количестве нескольких десятков тонн в год, что, вероятно, покрывало всю потребность страны. В работах профессора Варгина по цветным стеклам принимал участие и Завод художественного стекла, где некоторые экспериментальные плавки проводились под непосредственным наблюдением химика завода, опытного исследователя А. В. Даувальтера. Результаты работ В. В. Варгина по крашению стекла изложены в изданной в 1940 г. монографии «Производство цветного стекла», за которую ему была присуждена степень доктора технических наук. В предисловии к этому труду академик И. В. Гребенщиков отмечает, что книга эта — единственная в своем роде. Третьей из интересующих нас тем, которыми занялась кафедра, была монументальная скульптура из стекла. (О новизне и значении этого вида изделий говорилось в первой главе книги). Производство стеклянных скульптурных и барельефных изделий простой формы и небольших размеров не представляет трудностей, известно давно и осуществляется при помощи прессования расплавленной стекломассы в металлических формах, сплошных или раскрывающихся на две половинки. Изготовление же крупных скульптур и барельефов, достигающих по весу нескольких десятков килограммов и имеющих достаточно сложную конфигурацию, не позволяющую применить обыкновенную сплошную или раскрывную форму, — процесс своеобразный и трудный. Здесь по необходимости приходится пользоваться формами, которые служат только один раз, так как при извлечении каждой отливки их разрушают. На преодоление трудностей, связанных с этой задачей, кафедра потратила несколько лет и, наконец, решила ее следующим образом. По гипсовому или пластилиновому оригиналу изготовляется разборная гипсовая или желатиновая форма, в которую отливается модель из особого легкоплавкого состава — воска с примесью парафина, церезина и некоторых других веществ. Полученная таким путем восковая копия оригинала тщательно обмазывается слоем пластичной массы из огнеупорной глины, смешанной с шамотом, асбестовой мукой и графитом. Образуется тонкостенная форма, способная выдерживать высокие температуры. Из той же огнеупорной массы наращивают к краям отверстия в нижней части формы подобие воронки. Затем восковой состав выплавляют, форму высушивают и обжигают при 800°. После этого форма устанавливается в печь воронкой кверху. В воронку закладываются один или несколько больших кусков стекла в количестве, достаточном для заполнения всей формы. Затем температуру начинают постепенно поднимать, доходя до 900°. Стекло размягчается и медленно вползает в форму. Вытесняемый воздух выходит наружу через отверстия пористой стенки и позволяет стеклу заполнить всю форму, после чего нагревание прекращают и печь с отливкой охлаждают, причем охлаждение ведут тем медленнее, чем крупнее отливаемое изделие. Затем при помощи молотка и простейших инструментов остается отделить, отколупнуть затвердевшую огнеупорную корку от изделия и обработать поверхность отливки пескоструйным аппаратом, наждачными брусками или бормашиной с абразивным колесиком. Главные трудности при разработке этого метода встретились при подборе состава огнеупорной массы. Она должна была обладать достаточной прочностью, чтобы не развалиться от тяжести большой массы стекла и вместе с тем быть настолько хрупкой, чтобы легко отделяться от стекла без повреждения отливки. От нее требовалась тонкозернистость и плотность структуры, чтобы давать четкий отпечаток в деталях, и одновременно достаточная пористость, чтобы свободно мог выходить воздух. Удовлетворить этимпротиворечивым требованиям оказалось не таким легким делом. Но все трудности были преодолены. По разработанному методу можно отливать, пользуясь несложным, имеющимся на кафедре оборудованием, монолитные стеклянные скульптуры и барельефы весом до 100 кг. Монументальные скульптуры, отлитые из сплошного стекла, являются в изобразительном искусстве новостью. Бесцветное или окрашенное стекло, совершенно прозрачное или слегка замутненное, опалесцирующее, гладко полированное или со специально обработанной грубозернистой или матово-шелковистой поверхностью дает возможность скульптору использовать своеобразные эффекты, не достижимые при применении других материалов. В. И. Мухина не раз отмечала, что особенно ценно здесь полное ощущение «объемности» вещи. Преимущество это, как она говорила, настолько важно, что искупает трудности, связанные с приспособлением обычных приемов ваяния к новому, прозрачному материалу. Кафедра стекла за последние годы изготовила значительное количество скульптур и барельефов. Некоторые из них находятся на выставках в наших музеях. Наиболее крупное из этих изделий — барельеф «Партизанка», отлитый по оригиналу художника И. И. Рабиновича и весящий около 75 кг. Бюст А. С. Пушкина, исполненный из стекла кафедрой Ленинградского технологического института по оригиналу скульптора Витали, фигурировал в качестве первой премии на проводившемся в 1949 г. Комитетом по делам искусств при Совете Министров СССР Всесоюзном конкурсе чтецов и вокалистов за лучшее исполнение произведений А. С. Пушкина. Метод кафедры, переданный Заводу художественного стекла, был им впоследствии несколько видоизменен. Огнеупорную форму там стали получать путем заливки модели жидкой, быстро твердеющей шликерной массой особого состава. Этот прием, конечно, гораздо проще и приспособлен к массовому выпуску. Последняя операция — заполнение формы — производится на заводе укладкой в воронку горячего кома стекла, набранного непосредственно из горшка на трубку. Четвертым вопросом из цикла художественного стеклоделия, которым занималась кафедра, была техника декоративной холодной обработки стеклянных предметов пескоструйным аппаратом. Принцип работы этого аппарата — в ударном действии струи песка, выбрасываемой сжатым воздухом через укрепленное на конце гибкого шланга сопло. Твердые кварцевые крупинки, летящие с большой скоростью, разрушают стекло и образуют на его поверхности матовый рельефный слой. Пескоструйный метод дает возможность, пользуясь трафаретами, получать самые разнообразные рисунки. Как производительность процесса, так и характер получаемой матовой поверхности стекла зависят от многих причин: от крупности зерен песка, от давления воздуха в аппарате, от наклона песчаной струи. Кафедрой стекла было проведено исследование по изучению влияния этих факторов на характер образуемой поверхности, что позволило получать по желанию самые разнообразные фактуры, очень хорошо различимые глазом, так как каждая из них по-своему отражает и рассеивает свет (рис. 224). В результате был разработан способ нанесения на стекло при помощи пескоструйного аппарата теневых изображений с разнообразной градацией светотени.
 Рис. 224. Различные фактуры поверхности стекла, получаемые пескоструйной обработкой
Рис. 224. Различные фактуры поверхности стекла, получаемые пескоструйной обработкой
Приемами пескоструйной обработки кафедра стекла изготовила ряд сложных рисунков, портретов и сквозных решеток. Например, был выполнен заказ Ленинградского морского порта на витражи с нанесением рисунков кораблей русского флота XVIII и XIX вв. Этой же техникой совместно с Заводом художественного стекла и Ленинградским филиалом Академии архитектуры СССР был исполнен витраж с портретом Ломоносова, написанным специальными карандашами, для одного из залов Пулковской обсерватории, восстанавливавшейся после тяжелых повреждений, нанесенных фашистскими захватчиками. И, наконец, пятым вопросом из области художественного стеклоделия, которым занималась кафедра под руководством профессора Константина Сергеевича Евстропьева, было изучение методов декоративной химической обработки поверхности стеклянных изделий. Изучался старый способ травления плавиковой кислотой с изысканием путей его более правильного и более широкого использования. Разрабатывались новые приемы нанесения на поверхность изделия так называемых «люстров» — тонких иризирующих пленок, представляющих собой бесцветные или окрашенные слои окислов металлов. Освоение этой техники открыло возможность имитировать старые стекла, на которых имеется радужная пленка — следствие поверхностного разрушения стекла в результате длительного атмосферного воздействия. Кафедра с успехом применила эту технику при восстановлении разрушенного фашистскими захватчиками ценнейшего памятника искусства и культуры эпохи Петра I — павильона «Монплезир» в Петродворце. Если бы мы ставили своей задачей возможно полнее обрисовать работу кафедры, мы должны были бы указать также на замечательные изыскания группы В. В. Варгина в области технологии эмалей по металлу. И здесь, как и в технологии цветных стекол, Варгин занял в нашей стране одно из ведущих мест. Результаты его исследований, проведенные на кафедре стекла, в большей своей части внедрены в промышленность и в значительной степени определили тот успех, который наблюдается сейчас в производстве эмалированных изделий. Но эта тематика не имеет непосредственного отношения к художественному стеклоделию, и мы на ней останавливаться не будем. Итак, Кафедра стекла Ленинградского технологического института занималась в течение ряда лет (еще до возникновения Ленинградского завода художественного стекла) разрешением многих серьезных научно-исследовательских вопросов из области художественного стеклоделия. Однако это было лишь незначительной частью того, что нужно было сделать. Перейдем к группе вопросов, относящихся к области искусства и сводившихся к изысканию новых форм изделий, которые по своим художественным достоинствам соответствовали бы масштабам нашего времени. К разрешению этой особо ответственной задачи завод подходил также достаточно хорошо вооруженным. В начальный период его существования и после войны, точнее, с 1948 г., когда был вновь пущен экспериментальный цех, на заводе сконцентрировались крупные художественные силы. Передо мной — протокол Художественного совета завода от 29 апреля 1948 г. с подробной записью всего происходившего на этом заседании. Прежде всего обратим внимание на состав Совета. Из пятнадцати присутствовавших членов Совета только четыре (директор завода, начальник лаборатории, профессор Варгин и я) не являлись работниками искусства. Остальные одиннадцать человек — это художники, скульпторы, искусствоведы, крупные музейные работники: народный художник Мухина, академик Орбели, член-корреспондент Академии архитектуры Оль, заведующий отделом прикладных искусств Государственного Русского музея Эмме, старший научный сотрудник Эрмитажа Шелковников, художники завода Смирнов, Криммер, Пятунин, Домбровский, представители Ленинградского отделения Союза художников Траугот и Стрекавин. Горячо обсуждается очередная партия новых образцов и общее положение дел на заводе. Чувствуется деловая, бодрая, творческая обстановка. Активно участвуют все присутствующие. Говорят художники — о своей работе, о созданных для этого условиях. Слышатся критические замечания, выносятся решения о доделках и исправлениях. Все это мало походило на случаи, осуждавшиеся в упомянутых статьях «Правды» и «Советской культуры», на тех предприятиях, где Художественные советы умудряются обходиться без художников и довольствуются для проформы какой-нибудь скромной фигурой, подавленной товароведами, плановиками, экономистами, технологами и администраторами и думающей после каждого своего выступления в Художественном совете только об одном: останется ли ее фамилия в платежной ведомости.
 Рис. 225. В. И. Мухина и Н. Н. Качалов на Художественном совете Ленинградского завода художественного стекла
Рис. 225. В. И. Мухина и Н. Н. Качалов на Художественном совете Ленинградского завода художественного стекла
Как мало походил на такие бюрократические учреждения Завод художественного стекла, как в нем легко дышалось! Такую здоровую обстановку умела создать вокруг себя Вера Игнатьевна Мухина каждый раз, когда она приступала к какому-нибудь новому обширному замыслу. Она не была художником-одиночкой. Около нее всегда были люди, она любила работать в коллективе. Ее увлечение нашим новым делом, стремление влить живую струю в замедленный ход развития одной из важнейших отраслей прикладного искусства поистине неоценимы, если принять во внимание, что по времени это увлечение совпало с наиболее ответственными задачами, которые она выполняла по своей основной специальности как скульптор-монументалист, как мастер, создававший крупнейшие произведения огромного художественного, общественного и политического значения. Она своим примером показывала всем, что маленькая вещь, дешевая и широкодоступная, проникающая в самые скромные уголки народного быта, если она красива, является не менее важным фактором культурного воздействия на массы, чем воздвигаемые на площадях больших городов монументы или хранящиеся в шкафах музеев уникальные произведения искусства. Интересен метод поиска новых форм, который под влиянием В. И. Мухиной и ее ближайших помощников установился в экспериментальном цехе с первых же дней его существования. Исходя из того представления, что художник, ищущий форму, должен прежде всего в совершенстве познать материал и его технологию, сотрудники экспериментального цеха проводили главную часть своей работы на производстве, включаясь в рабочие бригады, обслуживая то или иное звено технологического процесса. Находясь на рабочем месте и наблюдая за тем, как мастер формует или отделывает вещь, художник знакомится со своеобразным поведением материала, наглядно постигает его природу и свойства, вникает в суть и значение каждой операции и мало-помалу начинает участвовать в процессе, приспособляя и изменяя его на ходу в том направлении, которое открылось в данный момент его воображению. В таком тесном творческом содружестве мастера-художника и мастера-технолога последний быстро осваивает новый для него круг художественных представлений, начинает постигать эстетическую функцию вещи, которую он изготовляет, и тем самым приобретает качества, необходимые для мастера высшей квалификации, отличающие творца от ремесленника. В. И. Мухина своей манерой работать давала живой пример такого синтетического творчества художника и технолога. Она никогда не привозила с собой законченных проектов своих вещей, а лишь эскизные наброски, нередко беглые карандашные зарисовки, сделанные в поезде по пути из Москвы в Ленинград, которые она уже дорабатывала на заводе. Мы ждали каждого ее приезда, как праздника. В большом горшке поспевал хрусталь, в окружавших его тиглях наваривали цветное стекло. Мастера готовили свой инструмент. С появлением Веры Игнатьевны все оживлялось. Она перекидывалась двумя-тремя словами с выдувальщиком, который брал в руки свою волшебную трубку, прикалывал где-нибудь сбоку на гвоздик карандашный эскиз, и на наших глазах начинался интереснейший процесс. Это был великолепный дуэт, в котором два выдающихся специалиста, стремясь к единой цели, прилагали все свое искусство, чтобы раздвинуть рамки технологических возможностей и создать что-то новое, прекрасное, чего не делалось раньше. Изредка слышались короткие реплики: «Пошире, Михаил Сергеевич! — Нельзя, Вера Игнатьевна, стекло не идет. — Ну так давайте на эту сторону... так, так... еще немножко!» и т. д. Стоит ли говорить, что в этих случаях вещи получались красивыми, во всех отношениях целесообразными, их форма вытекала из свойств материала и соответствовала особенностям технологического процесса. В этих случаях основной эстетический закон единства формы и содержания соблюдался в полной мере. Вера Игнатьевна, при всей ее занятости, была внимательна ко всем мелочам, касающимся работы завода, с нетерпением ждала каждой своей поездки в Ленинград. В подтверждение этого привожу некоторые выдержки из ее писем ко мне. В ноябре 1940 г. работа в Москве оттягивала срок ее очередного приезда на завод. По этому поводу она пишет: «22-го не могу быть — идут беспрерывные заседания... С 26-го конференция по скульптуре, на которой обязательно должна быть. Постараюсь вырваться на третий день, не дожидаясь конца, и пробыть в Ленинграде 4-5 дней». Следующие выдержки говорят о пристрастии Веры Игнатьевны к техническим вопросам, к материалу, его свойствам и способам обработки. «Интересно попробовать гипсовую форму для выдувания из скороостывающего стекла и попробовать, чтобы не приставало к стенкам, различные смазки с последующей обработкой поверхности плавиковой кислотой или песком. Как пескоструйки?» «...чтобы отлить экземпляр из гипса, нужно покрыть форму лаком. Тогда нельзя будет снимать восковой отлив, воск будет прилипать. Для воска нужно форму пропитать водой, чтобы он легко отошел». «Думаю, что в торс нужно лить стекло не с ног, а с широкой верхней стороны, так как наверху он кончается скосом». «Вообще с вашей головой нужно будет поэкспериментировать. (Имеется в виду мой скульптурный портрет, сделанный Верой Игнатьевной в 1947 г. — В. К.). Она была сделана под бронзу, и на ней есть мазок. Может быть, это нехорошо в прозрачном стекле, а хорошо в матовом или смальтовом. А может быть, хорошо окунуть ее в плавиковую кислоту». «Очень прошу вас ответить на следующие вопросы: 1) на каком металле лучше всего держится эмаль? 2) какая разница между прозрачной и непрозрачной эмалью? 3) можно ли крепить эмаль горячим способом частями, разогревая паяльной лампой? 4) как кладется эмаль, порошком или стеклянной пастой?» Эти вопросы интересовали Веру Игнатьевну в связи с работой над памятником Юрию Долгорукому, парчовый костюм которого она хотела эмалировать. Проживая постоянно в Москве, В. И. Мухина никогда не отказывала нам в просьбах принять на себя те или иные хлопоты организационного порядка, связанные с судьбами Завода художественного стекла. Понятно, что ее общепризнанный авторитет способствовал быстрейшему решению всех вопросов. Она выполняла эти поручения весьма обстоятельно и подробно отчитывалась в письмах. В одном из них она так рассказывает о посещении Министерства легкой промышленности. «Наше письмо опять расшевелило всех (имеется в виду письмо, которое мы с ней направили в октябре 1947 г. в Правительство о возобновлении прерванной войной деятельности экспериментального цеха. — В. К.). ...Из шести пунктов, нами предложенных, видимо, больше всего беспокоит наше предложение передать завод в ведение Министерства стройматериалов. Сначала был разговор: — Зачем «Стройматериалы»? — Потому, что мы ставим задачей не только бытовое стекло, по и архитектурное. — Можно это разделить между двумя базами? — Нет. Нельзя. Идея колонны или капители может родиться тут же, у горна, при работе над вазой или графином. Отвечают, что согласны». В таком духе изложены подробности очень длинных обсуждений условий восстановления деятельности экспериментального цеха. Видно, с какой деловитостью и твердостью Вера Игнатьевна умела отстаивать позиции, которые она считала в организации любого дела принципиально важными. Мухина продолжала с неослабевающим интересом относиться ко всему, что происходило на Ленинградском заводе художественного стекла до тех пор, пока ее не подкосил смертельный недуг. Приближение его она начала чувствовать уже довольно давно. Так, в одном из писем, полученных мною весной 1950 г., она пишет: «...вот я все-таки свалилась, лежу, переработала, перетрудила сердце. Оно у меня болит. Ослабела. Уложили меня на семь дней, лежу третий день». И дальше, в письме от 21 ноября того же года: «К сожалению, мне, вероятно, придется уйти с завода, так как я болею и ездить регулярно в Ленинград не могу». Через месяц, в декабре 1950 г., в письме, наполненном деловым содержанием, опять проскальзывает грустная нотка: «Здоровье так себе, «разбитый горшок», как я себя называю. Погода дрянь, темно, полутепло-полухолодно, самые мерзкие месяцы». И последнее слово о здоровье в письме от 11 ноября 1951 г.: «Здоровье мое так себе, очень выбивает из колеи вынужденное лежание: от этого мерзкие мысли лезут в голову». Мне кажется, что та большая организующая и объединяющая роль, которую играла в коллективе Завода художественного стекла Вера Игнатьевна, объясняется не только ее огромным творческим авторитетом, но и душевными качествами ее, как человека простого в обхождении, сердечного и в высшей степени скромного. Однажды для составления какого-то документа мне пришлось запросить ее о звании, которое она носит (это было еще до того, как она стала действительным членом Академии художеств и народным художником СССР). Она написала мне так: «Никаких титулов особенных у меня нет. Поэтому пишите «скульптор». Меня и так знают там, куда это пойдет». В предисловии к каталогу посмертной выставки произведений В.И. Мухиной В. Кеменов пишет: «Взыскательность и требовательность В. И. Мухиной к своему творчеству и к советскому искусству отражали чувство ее величайшей ответственности перед народом, который она безгранично любила. Вот почему произведения В. И. Мухиной будут жить вечно. Они являются гордостью советского искусства, искусства социалистического реализма. В их монументальных образах запечатлены благороднейшие черты, мысли и чувства советских людей — строителей коммунизма».
 Рис. 226. Портрет Веры Игнатьевны Мухиной. Стеклянный барельеф. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 226. Портрет Веры Игнатьевны Мухиной. Стеклянный барельеф. Высшее художественно-промышленное училище имени В. И. Мухиной
В значительной степени под влиянием Веры Игнатьевны у нас были налажены тесные отношения с Государственным Эрмитажем; в то время его директором состоял академик И. А. Орбели. Он горячо откликнулся на наш призыв и предоставил возможность широкого использования коллекций Эрмитажа для фундаментального ознакомления работников завода и кафедры с наследием культуры стекла прошлых веков. Для этого нам было предложено прослушать цикл лекций крупнейших научных сотрудников Эрмитажа по истории стеклоделия разных стран. Лекции предполагалось читать в самом Эрмитаже с широким использованием хранящихся в его фондах памятников. Я живо вспоминаю этот интереснейший период творческих встреч технологов и ученых-химиков с археологами и работниками искусства. Обычно в назначенный день мы собирались в обширной приемной директора Эрмитажа, выходящей окнами на Неву. Наконец, все в сборе, и мы отправляемся. Идем бесконечной вереницей огромных залов. Кругом великолепие, к которому никогда не привыкнешь. Оно каждый раз поражает вновь. Ряды полированных колонн, темные полотна и золоченые рамы картин, мрамор античных изваяний, медный блеск средневековых лат. Плывут над головами тяжелые бронзовые люстры, на которых развешены тонны хрусталя. Идем по лощеному паркету молча, скорыми шагами. Идти далеко. Директор Эрмитажа сказал, что для обхода всех его владений нужно пройти по дворцу двадцать два километра. Вдруг остановка. Маленькая, одностворчатая, хорошо замаскированная дверь. Входим в толщу стены, пересекаем ее и оказываемся в небольшом сводчатом помещении с огромными полукруглыми окнами, начинающимися от пола. Шкафы, простые рабочие столы, старые «венские» стулья. Кажется, некрашеные деревянные полы. Здесь при царях жили камер-лакеи, прачки, полотеры, кучера. Теперь это одно из хранилищ фондов Эрмитажа. Нас уже ждали: на сдвинутых столах, в картонных коробочках с этикетками лежали во всех положениях сотни цельных и разбитых стеклянных изделий, помутневших от времени: кувшины, вазы, бальзамарии, бокалы, браслеты, бусы. Сотрудники отдела отобрали из многочисленных шкафов наиболее типичные, наиболее интересные в том или ином отношении образцы. Мы рассаживаемся вокруг стола, и начинается лекция руководителя отдела. В ней говорится о возникновении и развитии стеклоделия в данной стране, о его самобытности и влиянии культур соседних народов, о типах стеклянных изделий, времени и месте их изготовления, об искусстве мастеров, успехах в технологии производства. Показываются образцы, приводятся источники, цитируются поэты и философы. Лекция окончена. Задается множество вопросов. Особенно горячо идет дискуссия на технологические темы. Музейные работники рады, что в нашем лице они имеют специалистов по теории и практике стеклоделия, которые лучше их могут объяснить, как именно изготовлена та или иная вещь. Особенно важно в этом смысле присутствие среди нас мастера-выдувальщика Еремина. Вот он стоит в окружении нескольких сотрудников Эрмитажа. В руках у него маленький фантастический зверек, выдутый из стекла в I в. до в. э. Еремин сосредоточенно рассматривает фигурку и бормочет про себя: «В этом месте он так хотел сделать... Да не вышло... Я бы, пожалуй, почище сработал. Ну, а вот здесь, это другое дело. Это ловко! Молодец! Обязательно попробую». Я слушаю, и вдруг мне кажется, что две тысячи лет, разделявшие этих двух мастеров — египетского и советского — исчезли, растаяли, и эти люди приблизились друг к другу вплотную и разговаривают на точном языке своей профессии. Они хорошо понимают друг друга, так как методы ручного изготовления такого рода стеклянных изделий почти не изменились до сих пор. Стоит ли говорить, как много мы выносили из подобных творческих встреч. Сотрудники Завода художественного стекла в результате систематического общения с работниками крупнейшего в Советском Союзе хранилища предметов изобразительных искусств постепенно постигали культуру стекла, повышали свою профессиональную вооруженность и готовились к выполнению поставленных перед ними ответственных задач. Мы воочию, на образцах, воспринимали все этапы эволюции форм стеклянных изделий, знакомились с ошибками, которые делались, когда люди вступали на путь подражания другим технологиям и создавали вещи, лишенные необходимой целостности и гармонии, в которых формы не сочетались со свойствами материала и особенностями технологического процесса.
 Рис. 227. Лекция в Эрмитаже для сотрудников Ленинградского завода художественного стекла. Присутствуют (слева направо): главный художник завода Н. Г. Эйсмонт, член-корреспондент АН СССР Н. Н. Качалов, научный сотрудник Эрмитажа В. М. Глинка, начальник лаборатории завода С. И. Давыдов, старший научный сотрудник Эрмитажа Б. А. Шелковников, профессор М. К. Каргер, мастер-выдувальщик завода Б. А. Еремин, начальник экспериментального цеха завода Ф. С. Энтелис, художник завода Б. А. Смирнов, научный сотрудник Эрмитажа А. С. Косцова
Рис. 227. Лекция в Эрмитаже для сотрудников Ленинградского завода художественного стекла. Присутствуют (слева направо): главный художник завода Н. Г. Эйсмонт, член-корреспондент АН СССР Н. Н. Качалов, научный сотрудник Эрмитажа В. М. Глинка, начальник лаборатории завода С. И. Давыдов, старший научный сотрудник Эрмитажа Б. А. Шелковников, профессор М. К. Каргер, мастер-выдувальщик завода Б. А. Еремин, начальник экспериментального цеха завода Ф. С. Энтелис, художник завода Б. А. Смирнов, научный сотрудник Эрмитажа А. С. Косцова
В начале настоящей главы, когда мы перечисляли ряд условий, благоприятствовавших успешной деятельности Завода художественного стекла, было упомянуто Высшее художественно-промышленное училище имени В. И. Мухиной, организованное в Ленинграде в 1945 г. на базе знаменитой в дореволюционное время школы такого же назначения, известной под названием училища Штиглица. Среди многих специальностей, по которым в этом заведении готовятся сейчас художники, имеется и стекольный профиль. Кафедра стекла укомплектована высококвалифицированными силами. Руководителем ее состоит архитектор-художник Б. А. Смирнов, один из основных деятелей Завода художественного стекла, автор многочисленных проектов новых форм, в частности нескольких уникальных монументальных ваз, хранящихся сейчас в музеях Москвы. Должность доцента кафедры занята инженером Ф. С. Энтелисом, отлично знакомым со всеми тонкостями стекольной технологии, особенно в части специфических приемов изготовления художественных архитектурных деталей. Наконец, на кафедре имеется сильная группа мастеров с большим стажем, искушенных в различных приемах обработки художественного стекла. Кафедра пока еще находится в стадии формирования. Оборудованы и работают полным ходом лишь мастерские холодных процессов, т. е. гравировки, огранки, резки, пескоструйной отделки, химического травления. Высокотемпературные установки пока еще отсутствуют, и для проведения операций варки, формовки и отжига стекла приходится прибегать к услугам Завода художественного стекла. Студентам старших курсов, в первую очередь дипломантам, выдаются тематические задания, которые должны быть выполнены в материале с обязательным включением элементов новизны как в части замысла произведения, так и в отношении техники его изготовления. Профессорско-преподавательский персонал ведет интенсивную научно-исследовательскую работу по изысканию новых приемов изготовления и отделки художественных стеклянных изделий, предлагая нередко, как мы увидим дальше, совершенно оригинальные решения. Кафедра училища за последние годы провела много работ в содружестве с Кафедрой стекла Технологического института и Ленинградским филиалом Академии архитектуры СССР, который проявляет большой интерес к вопросам широкого использования в архитектуре стекла как декоративного отделочного материала. Таким образом, Высшее художественно-промышленное училище в богатом комплексе прочих ресурсов Ленинграда является источником, не только питающим стеклоделие высококвалифицированными кадрами мастеров-художников, но и обогащающим технологию декоративной обработки стекла новыми, передовыми приемами. На этом мы закончим описание той обстановки и тех мероприятий, которые обусловили наблюдающийся за последние годы сдвиг во всех видах производства художественного стекла в СССР. Как бы ни были скромны полученные на этом участке успехи, нам кажется, что они все же несомненны и свидетельствуют о наступившем переломе. Лучше всего об этом можно судить по прилагаемым иллюстрациям, характеризующим продукцию наших заводов и мастерских художественного стекла, выпущенную после 1940 г., т. е. с момента опубликования первого правительственного постановления о решительных мероприятиях по улучшению художественного стеклоделия в нашей стране. На рис. 228-281 показаны изделия, относящиеся к наиболее распространенной и обширной группе стеклянных вещей, которые можно объединить под общим понятием художественных сосудов. Сюда относятся разнообразные предметы столовых сервизов, туалетных приборов, вазы для цветов и тому подобные изделия, как самые простые, повседневно необходимые в быту, так и более нарядные, отделанные дорогой резьбой, гравировкой и золочением. Представлена главным образом продукция Ленинградского завода художественного стекла, интересная тем, что она дает возможность судить, в какой мере этот завод справляется с возложенной на него задачей — обновить формы стеклянных изделий.
 Рис. 228. Блюдо (художник Е. С. Шувалов). Дятьковский хрустальный завод
Рис. 228. Блюдо (художник Е. С. Шувалов). Дятьковский хрустальный завод
Поучительно ознакомиться с типичными образцами продукции первых лет деятельности этого завода еще и с той стороны, чтобы уяснить, по каким путям В. И. Мухина и работавшие под ее руководством художники направляли свои искания новых форм, новых типов декоративных изделий из стекла. Исходя из того положения, что всякий предмет утилитарного назначения или служащий для убранства помещения может быть красив благодаря лишь своей форме, без нанесения на его поверхность каких-либо изображений, на заводе проводили широкое экспериментирование в поисках таких форм, которые, логически вытекая из назначения предмета, являлись бы его основным и единственным художественным выражением. Пластика стекла наиболее типична и выразительна в изделиях, полученных способом выдувания, когда ничего не мешает форме свободно развиваться в тех направлениях, которые обусловливаются физико-химическими и механическими особенностями материала. Поэтому, когда такое выдувание осуществляется по замыслу и под руководством художника-автора искусной рукой мастера-выдувальщика, есть все условия для получения изделий весьма высококачественных по форме. Примером опытов, проводившихся на Заводе художественного стекла в этом направлении, могут служить изделия, изображенные на рис. 234, 243, 246, 250, 252-254, 259, 267, 269, 271 и 272. Все эти вещи получены так называемым свободным выдуванием и представляют собой уникальные образцы. Для массового их воспроизведения достаточно приготовить соответствующую деревянную или металлическую форму, что совсем несложно. Разумеется, кроме совершенства пропорции форм изделия и красоты его контура, художественная ценность вещи может определяться также и красотой материала, из которого изготовлена вещь, его цветом, текстурой и лепными изображениями на ней. Эти факторы — дополнительные элементы декора, усиливающие художественное выражение формы. Опытная работа в этом направлении, также занимала большое место в исканиях художников и технологов завода. Помимо освоения большой палитры цветных стекол, в чем, как указывалось выше, принимала активное участие Кафедра стекла Технологического института, проводились эксперименты по различным видам декорирования в процессе горячего формования изделий. В основном эти опыты состояли в том, что различными способами внутрь прозрачной стеклянной массы вводили стеклянные же, прозрачные или глухие, окрашенные или бесцветные элементы разной формы. Мы стремились творчески восстановить старинные, забытые частично, а иногда и совсем приемы, пытались придумывать что-нибудь совсем новое. Особенно много занимались так называемой филигранной техникой, описанной выше. На рис. 236, 237, 240, 247, 251, 252, 255, 269 представлены некоторые результаты этой работы. На рис. 232, 243, 255, 262, 265, 268 показан вариант этого старого приема, заключающийся в введении в изделие одной или нескольких широких одноцветных или многоцветных лент. Иногда эта лента образована несколькими перевитыми разноцветными нитями (рис. 259). Иногда в стекло впаивают стеклянную трубочку того же цвета, что и основная стеклянная масса (рис. 231), или располагают в определенных местах воздушные пузырьки (рис. 258). Можно также образовать более или менее сложные узоры путем вкрапления цветного стекла с последующей огранкой, которая должна подчеркивать рисунок (рис. 254). Был использован также старинный венецианский прием декорирования изделий в жанре «кракле», описанный в IV главе (рис. 258). В последнее время на Ленинградском заводе художественного стекла разработан еще один вполне оригинальный прием в духе филигранной техники: ткань, сделанная из стекловолокна, в процессе формования изделия вдавливается в его стенки (рис. 241). Все эти ленты и нити, завиваясь спиралью вокруг изделия или поднимаясь вертикально, подчеркивают форму, обрисовывают ее, помогая ее пластической выразительности. Художник должен стараться, чтобы ритмичное расположение всех этих элементов декорирования представляло собой элементарный вид орнамента, сливающегося с формой органически входящего в композицию изделия. Такую же роль играют и объемные рельефные изображения, прилепленные на поверхности изделия в процессе его горячего формования (рис. 255, 260, 269). Как известно, специфические особенности стекла позволяют придавать выразительность материалу также и холодными методами художественной обработки, т. е. гранением, гравировкой, травлением, а в последнее время — «пескоструйным рисованием». В этом направлении художники завода сделали попытку освободиться от укоренившейся с конца прошлого столетия порочной традиции «украшать» хрустальные изделия механическим нанесением абразивным инструментом на их поверхности набора стандартных элементов декора, так называемых «камней», «звезд», «мельниц», «кустов» и т. д. (рис. 244). При этом было принято покрывать такого рода узорами сплошь всю поверхность изделия, не оставляя сколько-нибудь значительных промежутков, которые позволяли бы любоваться красотой самого материала.
 Рис. 244. Стандартные элементы декора алмазной ранью
Рис. 244. Стандартные элементы декора алмазной ранью
Художники завода поставили перед собой задачу найти такое решение отделки изделий холодной обработкой, которое не только не заслоняло бы формы предмета и декоративных достоинств самого материала, а подчеркивало бы художественные качества изделия. Этими своими усилиями художники завода пытались положить начало созданию нового художественного образа стеклянной вещи, основанного на высоких классических и народных традициях русского искусства. В результате этой работы появились образцы изделий, в которых декор несет изобразительные элементы, как орнаментальные, так и сюжетные. Сюда можно отнести реалистические изображения растений, животных, человека. Примерами такого рода изделий могут служить рисунки: 248-249, 255, 266 — матовая гравировка; 262 — травление; 229, 234 — алмазная грань. В некоторых изделиях сама форма тематически решает эстетическую сторону изделия, как, например, в графине «рыбка» (рис. 239), в сахарницах, имеющих вид старых русских братин (рис. 256), или в вазе «астра» (рис. 264). Проводилась также работа в поисках простого геометрического орнамента, который помогал бы выразительности формы, например орнамента, составленного из четко читаемых, законченных элементов (рис. 229, 260, 263), или орнамента фактурного, выполненного глубокой алмазной гранью (рис. 238, 239, 245, 262, 267), или широкой плоской гранью (рис. 235, 257), или так называемыми «ложками» и «ямками», т. е. круглой гранью (рис. 230, 256, 270), и, наконец, сюда же могут быть отнесены изделия, декор которых образуется рисунком, выполненным разными техническими приемами холодной обработки (рис. 235, 254-256, 262).
 Рис. 229. Вазы (художник Ю. А. Мунтян). Ленинградский завод художественного стекла
Рис. 229. Вазы (художник Ю. А. Мунтян). Ленинградский завод художественного стекла
 Рис. 230. Ваза (художник И. А. Тарковская). Гусевский хрустальный завод
Рис. 230. Ваза (художник И. А. Тарковская). Гусевский хрустальный завод
 Рис. 231. Бокал (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 231. Бокал (художник Б. А. Смирнов). Ленинградский завод художественного стекла
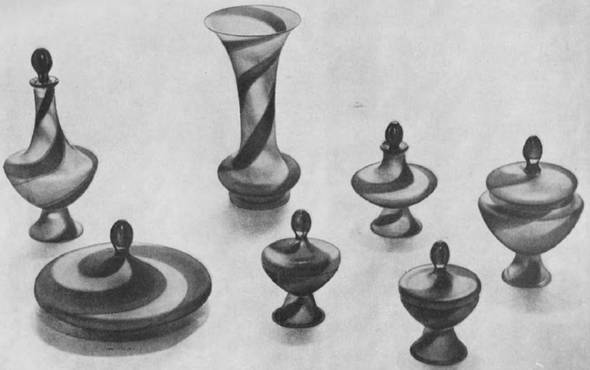 Рис. 232. Туалетный прибор (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 232. Туалетный прибор (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 233. Ваза. (художник И. А. Тарковская). Гусевский хрустальный завод
Рис. 233. Ваза. (художник И. А. Тарковская). Гусевский хрустальный завод
 Рис.234. Крюшонница с бокалами (художник Е. С. Шувалов). Дятьковский хрустальный завод
Рис.234. Крюшонница с бокалами (художник Е. С. Шувалов). Дятьковский хрустальный завод
 Рис. 235. Салатник (художник А. А. Успенский). Графин со стопкой (художник Н. А. Тырса). Кашпо (скульптор В. И. Мухина). Ленинградский завод художественного стекла
Рис. 235. Салатник (художник А. А. Успенский). Графин со стопкой (художник Н. А. Тырса). Кашпо (скульптор В. И. Мухина). Ленинградский завод художественного стекла
 Рис. 236. Ваза (художник А. А. Успенский). Ленинградский завод художественного стекла
Рис. 236. Ваза (художник А. А. Успенский). Ленинградский завод художественного стекла
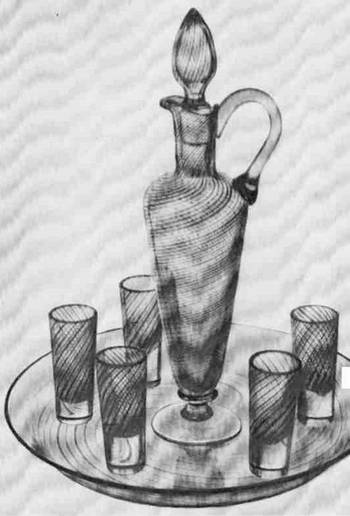 Рис. 237. Винный прибор. Дятьковский хрустальный завод
Рис. 237. Винный прибор. Дятьковский хрустальный завод
 Рис. 238. Графин (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 238. Графин (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 239. Графин со стопкой (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 239. Графин со стопкой (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 240. Графин со стаканом (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 240. Графин со стаканом (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 241. Бокал с кобальтовой сеткой (автор и исполнитель — мастер Б. А. Еремин). Ленинградский завод художественного стекла
Рис. 241. Бокал с кобальтовой сеткой (автор и исполнитель — мастер Б. А. Еремин). Ленинградский завод художественного стекла
 Рис. 242. Ваза (художник В. И. Машов). Гусевский хрустальный завод
Рис. 242. Ваза (художник В. И. Машов). Гусевский хрустальный завод
 Рис. 243. Ваза (скульптор В. И. Мухина). Крюшонница (художник А. А. Успенский). Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
Рис. 243. Ваза (скульптор В. И. Мухина). Крюшонница (художник А. А. Успенский). Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
 Рис. 245. Ваза (художник Б. И. Пятунина). Ваза (художник А. А. Успенский). Ленинградский завод художественного стекла
Рис. 245. Ваза (художник Б. И. Пятунина). Ваза (художник А. А. Успенский). Ленинградский завод художественного стекла
 Рис. 246. Винный прибор (художник Ю. А. Мунтян). Ленинградский завод художественного стекла
Рис. 246. Винный прибор (художник Ю. А. Мунтян). Ленинградский завод художественного стекла
 Рис. 247. Ваза и графин (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 247. Ваза и графин (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 248. Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
Рис. 248. Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
 Рис. 249. Ваза (художник А. А. Успенский). Ленинградский завод художественного стекла
Рис. 249. Ваза (художник А. А. Успенский). Ленинградский завод художественного стекла
 Рис. 250. Ваза (художник Е. В. Яновская). Графин и кувшин (художник А. А. Успенский). Ленинградский завод художественного стекла
Рис. 250. Ваза (художник Е. В. Яновская). Графин и кувшин (художник А. А. Успенский). Ленинградский завод художественного стекла
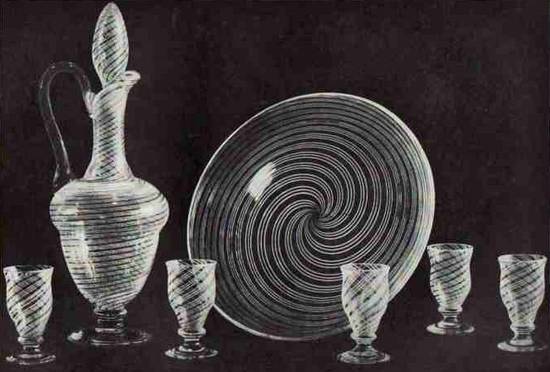 Рис. 251. Графин, блюдо, рюмки (художник Ю. А. Мунтян). Ленинградский завод художественного стекла
Рис. 251. Графин, блюдо, рюмки (художник Ю. А. Мунтян). Ленинградский завод художественного стекла
 Рис. 252. Ваза (художник (художник А. А. Успенский). Ленинградский завод художественного стекла
Рис. 252. Ваза (художник (художник А. А. Успенский). Ленинградский завод художественного стекла
 Рис. 253. Бокал (скульптор В. И. Мухина). Ленинградский завод художественного стекла
Рис. 253. Бокал (скульптор В. И. Мухина). Ленинградский завод художественного стекла
 Рис. 254. Кувшин (художник Е. И. Алексеева). Ваза (художник Э. М. Криммер). Кувшин (художник Е. В. Яновская). Ленинградский завод художественного стекла
Рис. 254. Кувшин (художник Е. И. Алексеева). Ваза (художник Э. М. Криммер). Кувшин (художник Е. В. Яновская). Ленинградский завод художественного стекла
 Рис. 255. Вазы и фужеры (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 255. Вазы и фужеры (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 256. Сухарницы и вазы (художник Э. М. Криммер). Ленинградский завод художественного стекла
Рис. 256. Сухарницы и вазы (художник Э. М. Криммер). Ленинградский завод художественного стекла
 Рис. 257. Ваза, первая слева (художник А. Л. Каплан). Ваза, вторая слева (художники Е. Е. Махалова и П. А. Порохов). Пиала (художник А. Д. Смирнова). Кувшин (художник Е. М. Алексеева). Ленинградский завод художественного стекла
Рис. 257. Ваза, первая слева (художник А. Л. Каплан). Ваза, вторая слева (художники Е. Е. Махалова и П. А. Порохов). Пиала (художник А. Д. Смирнова). Кувшин (художник Е. М. Алексеева). Ленинградский завод художественного стекла
 Рис. 258. Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
Рис. 258. Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
 Рис. 259. Ваза (художник А. А. Успенский). Ленинградский завод художественного стекла
Рис. 259. Ваза (художник А. А. Успенский). Ленинградский завод художественного стекла
 Рис. 260. Ваза, графин со стопками и сахарница (художник Э. М. Криммер). Ленинградский завод художественного стекла
Рис. 260. Ваза, графин со стопками и сахарница (художник Э. М. Криммер). Ленинградский завод художественного стекла
 Рис. 261. Молочник и бокал (художник Н. Г. Эйсмонт). Вазы (художник Е. В. Яновская). Ленинградский завод художественного стекла
Рис. 261. Молочник и бокал (художник Н. Г. Эйсмонт). Вазы (художник Е. В. Яновская). Ленинградский завод художественного стекла
 Рис. 262. Чайница (художник Е. Е. Махалова). Молочник и бокал (художник Н. Г. Эйсмонт). Вазы (художник Е. В. Яновская). Ленинградский завод художественного стекла
Рис. 262. Чайница (художник Е. Е. Махалова). Молочник и бокал (художник Н. Г. Эйсмонт). Вазы (художник Е. В. Яновская). Ленинградский завод художественного стекла
 Рис. 263. Винный прибор (художник Е. В. Яновская). Ленинградский завод художественного стекла
Рис. 263. Винный прибор (художник Е. В. Яновская). Ленинградский завод художественного стекла
 Рис. 264. Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
Рис. 264. Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
 Рис. 265. График с рюмкой и графин со стопкой (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 265. График с рюмкой и графин со стопкой (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 266. Графин со стопкой (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 266. Графин со стопкой (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 267. Вазы: первая слева (художник А. А. Успенский); вторая и третья (скульптор В. И. Мухина). Ленинградский завод художественного стекла
Рис. 267. Вазы: первая слева (художник А. А. Успенский); вторая и третья (скульптор В. И. Мухина). Ленинградский завод художественного стекла
 Рис. 268. Графин с рюмками (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 268. Графин с рюмками (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 269. Ваза, вторая слева (скульптор В. И. Мухина). Ваза, первая слева, поильник и кувшин (художник Е. И. Алексеев). Ленинградский завод художественного стекла
Рис. 269. Ваза, вторая слева (скульптор В. И. Мухина). Ваза, первая слева, поильник и кувшин (художник Е. И. Алексеев). Ленинградский завод художественного стекла
 Рис. 270. Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
Рис. 270. Ваза (скульптор В. И. Мухина). Ленинградский завод художественного стекла
 Рис. 271. Кувшин (художник А. А. Успенский). Ленинградский завод художественного стекла
Рис. 271. Кувшин (художник А. А. Успенский). Ленинградский завод художественного стекла
 Рис. 272. Графин, графин со стопками и кувшин (художник Э. М. Криммер). Ленинградский завод художественного стекла
Рис. 272. Графин, графин со стопками и кувшин (художник Э. М. Криммер). Ленинградский завод художественного стекла
 Рис. 273. Туалетный прибор (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 273. Туалетный прибор (художник Б. А. Смирнов). Ленинградский завод художественного стекла

 Рис. 274-275. Вазы. Государственный художественный институт Эстонской ССР, г. Таллин
Рис. 274-275. Вазы. Государственный художественный институт Эстонской ССР, г. Таллин
 Рис. 276. Блюдо. Государственный художественный институт Эстонской ССР, г. Таллин
Рис. 276. Блюдо. Государственный художественный институт Эстонской ССР, г. Таллин
 Рис. 277. Ваза. Государственный художественный институт Эстонской ССР, г. Таллин
Рис. 277. Ваза. Государственный художественный институт Эстонской ССР, г. Таллин
К особой группе относятся изделия, представленные на рис. 278-281. Речь идет о так называемом «сульфидном» стекле. Давно известно, что сернокислый цинк, или сульфид цинка, является глушителем, делающим стекло молочно-белым. В последние годы лаборатория Завода художественного стекла занялась подробным изучением этого явления и показала, что оно может быть использовано для получения интересных эффектов. Был разработан оригинальный прием производства декоративных стеклянных изделий, сущность которого сводится к следующему. Всякое стекло содержит в качестве загрязняющей примеси небольшое количество железа, придающего стеклу неприятный зеленоватый оттенок. Если к такому стеклу прибавить немного сульфида цинка, то часть серы перейдет к железу, образуя сульфид железа, который может придать стеклу самые разнообразные и красивые окраски, начиная от нежно-розовой и до темно-коричневой, почти черной, в зависимости от количества содержащегося в стекле железа. Одновременно с этим сам сульфид цинка образует в стекле множество молочно-белыхкристаллов, которые как бы разбавляют, ослабляют всякую окраску, и, если таких кристаллов выделяется достаточно много, они совершенно подавляют все другие цвета, даже черный. Стеклянные изделия получаются непрозрачными, молочно-белыми, как фарфор. Таким образом, в этом технологическом процессе решающая роль отводится кристаллам сульфида цинка. От их величины, количества и расположения зависит яркость окраски, степень прозрачности и характер цветного узора. Иначе говоря, чтобы добиться возможно большего разнообразия в декорировании изготовленных по этому способу изделий. нужно научиться создавать различные условия для возникновения и роста кристаллов сульфида цинка. Каковы эти условия? Как известно, стеклянные изделия формуются из горячей, расплавленной стекломассы. Если мы в это время резко охладим изделие, например обдуем его струей воздуха, в нем образуются миллиарды кристаллических зародышей сульфида цинка. Но они будут так малы, что глазом их невозможно заметить, и стекло будет казаться совершенно прозрачным. Для того чтобы кристаллы стали заметными и стекло помутнело, его нужно после охлаждения сильно нагреть. Кристаллические зародыши сульфида цинка начнут расти, и если нагревание производить достаточно долго, они вырастут настолько, что станут хорошо заметными и заглушат стекло. Меняя дозировку железа и сульфида цинка в стекле, варьируя температуру, а также время охлаждения и последующего нагревания стеклянного изделия в процессе его формования, наконец, пользуясь возможностью подвергать охлаждению или нагреванию не все изделие целиком, а лишь определенные участки его, можно добиться изумительных эффектов. На иллюстрациях представлены некоторые образцы из числа подобных художественных стеклянных изделий. Рис. 278 показывает, какого богатства в окраске можно достигнуть, изменяя лишь один фактор — режим температурной обработки в процессе формования вещи. Во всех случаях стекло совершенно одинаково и содержит 0,05-0,07% окиси железа. На рис. 279 дана группа изделий с большим содержанием железа, достигающим 1%. Как видно, здесь можно получить столь темные коричневые топа, что они приближаются к черному цвету. Очень эффектно в этих случаях сочетание со светлыми кремовыми тонами.

 Рис. 278-279. Изделия из сульфидного стекла. Ленинградский завод художественного стекла
Рис. 278-279. Изделия из сульфидного стекла. Ленинградский завод художественного стекла
На рис. 280 приведены изделия, настолько точно воспроизводящие знаменитую средневековую «филигранную» технику, что даже при самом внимательном рассмотрении трудно убедиться, что мы имеем дело с другим приемом, несравненно более простым, чем тот, который прославил венецианцев. По старому венецианскому способу такие изделия изготовлялись из нескольких стекол разного цвета, с предварительным заготовлением цветных палочек, которые налеплялись в горячем состоянии на формуемое изделие и в результате ряда сложных манипуляций вдавливались в его стенки, образуя как бы одно целое со всей массой стекла. Эти приемы требовали чрезвычайно высокой квалификации мастера и отнимали много времени. По методу же, предложенному ленинградским заводом, все дело сводится к очень простым операциям. Используются не несколько стекол, а только одно, сульфидное. Вытянутая, колбасовидная заготовка опускается вертикально в металлический цилиндр (форму), имеющий на внутренней поверхности ряд продольных выступающих ребрышек. Заготовка раздувается и приходит в соприкосновение с ребрышками, что вызывает в этих местах резкое охлаждение стекла с образованием множества мелких кристалликов сульфида цинка. При последующем нагревании последние вырастают и образуют на поверхности заготовки аккуратно расположенные параллельные белые полоски. После этого мастер приемами ручного выдувания придаст изделию окончательную форму, которая может быть самой разнообразной. Рис. 281 демонстрирует так называемое многослойное стекло, которое было очень модно в XIX в. и носило название «Галле». В то время многослойность достигалась вдуванием заготовки, сделанной из стекла одного цвета, в заготовку из стекла другого цвета. При этом во избежание растрескивания изделия всегда нужно было добиваться, чтобы оба стекла имели одинаковый коэффициент теплового расширения. В случае же сульфидного стекла достаточно лишь подобрать режим температурной обработки внутренней и наружной поверхности изделия. Следует иметь в виду, что форма показанных образцов, имеющих единственной целью демонстрировать новый технологический процесс, выбиралась случайно. Приведенные иллюстрации дают далеко не полное представление о тех возможностях, которые сулит новый прием изготовления художественных изделий из сульфидного стекла.
 Рис. 280. Изделия из сульфидного стекла; подражание венецианской филигранной технике. Ленинградский завод художественного стекла
Рис. 280. Изделия из сульфидного стекла; подражание венецианской филигранной технике. Ленинградский завод художественного стекла
 Рис. 281. Изделия из сульфидного стекла: подражание многослойному стеклу типа «Галле». Ленинградский завод художественного стекла
Рис. 281. Изделия из сульфидного стекла: подражание многослойному стеклу типа «Галле». Ленинградский завод художественного стекла
И, наконец, еще несколько слов о совсем своеобразной группе художественных стеклянных изделий (мелкие фигурки людей, птиц, зверей), выполненных особым «стеклодувным» способом на огне паяльной лампы. Рис. 282-285 хорошо иллюстрируют этот совсем особенный жанр художественного стеклоделия.

 Рис. 282-283. Дирижер (художник Л. Н. Сморгон). Высота фигурки 9 см. Ленинградский завод художественного стекла
Рис. 282-283. Дирижер (художник Л. Н. Сморгон). Высота фигурки 9 см. Ленинградский завод художественного стекла

 Рис. 284-285. Лань (художник Л. Н. Сморгон). Высота фигурки 4 см. Ленинградский завод художественного стекла
Рис. 284-285. Лань (художник Л. Н. Сморгон). Высота фигурки 4 см. Ленинградский завод художественного стекла
Рассмотрим теперь продукцию других типов. На рис. 286-297 представлена категория изделий, гораздо более сложных в техническом отношении и в ряде случаев несоизмеримо более трудоемких, когда изготовление каждого из них может отвлекать на себя главные силы завода в течение недель и даже месяцев. Обычно это — крупные, богато обработанные декоративные вазы, иногда составленные из нескольких десятков и даже сотен отдельных стеклянных элементов, скрепленных хорошо замаскированным железным каркасом и художественно отделанных нарядной бронзовой оправой. Подобные изделия могут иметь различные размеры: от ваз настольного масштаба до сооружений, достигающих в высоту 3-4 м. Эти изделия используются в качестве ценных подарков, юбилейных подношений, призовых наград и для убранства интерьеров парадных зданий. Однако среди них попадаются и сравнительно простые, недорогие изделия, нарядность которых достигается удачным применением какого-либо нового или по-новому использованного метода. В этом отношении, например, интересна ваза, исполненная в экспериментальных мастерских Художественно-промышленного училища имени В. И. Мухиной (рис. 286). Ваза трехслойного разноцветного стекла отформована обычным способом свободного выдувания, после чего рисунок нанесен пескоструйной техникой с применением трафаретов. Этот весьма производительный и дешевый прием холодной обработки, как видно на рисунке, может с полным успехом заменить для крупных вещей старый и весьма трудоемкий метод матовой гравировки медным колесиком, применявшийся с давних времен для изделий типа «Галле». Стоимость небольших настольных вазочек такого типа поднималась в дореволюционное время до нескольких сот рублей.
 Рис. 286. Ваза (художник Б. А. Смирнов). Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 286. Ваза (художник Б. А. Смирнов). Высшее художественно-промышленное училище имени В. И. Мухиной
Еще более широко доступна по стоимости декоративная ваза, приведенная на рис. 287. Она имеет очень простую, античную форму. Высота ее около 80 см. Ваза отформована, так же как и предыдущая, простейшими приемами выдувания без формы. Вся суть ее декоративного эффекта — в богатой полихромности, достигнутой смешением в одном горшке разноцветных стекол. Выдувание следует производить в то время, пока еще расплав, представляющий собой смесь стекол разных цветов, недостаточно хорошо перемешался. В этом случае на поверхности изделия будут отчетливо видны многоцветные разводы, перепутанные самым фантастическим образом и дающие каждый раз иные цветные эффекты. Понятно, что участвующие в смешении стекла должны быть близки по своему химическому составу, а следовательно, и по коэффициенту теплового расширения. Без соблюдения этого условия изделие в процессе охлаждения неминуемо растрескается.
 Рис. 287. Ваза. Опытный завод
Рис. 287. Ваза. Опытный завод
Заслуживает внимания оригинальностью своего замысла ваза (исполнена в Художественном училище имени В. И. Мухиной), посвященная V Всемирному фестивалю молодежи в Варшаве в 1955 г. (рис. 288). На двух стеклянных цилиндрах, вставленных один в другой, нанесены человеческие фигуры, выполненные пескоструйной обработкой. Юноши и девушки, одетые в костюмы разных наций, держатся за руки, образуя два концентрических хороводных кольца. Получается полная иллюзия стереоскопичности, трехмерности изображения. Создается впечатление, что все внутреннее пространство вазы наполнено толпой людей. Некоторая бледность очертания силуэтов и заслонение внутренних фигур наружными не портят впечатления, а придают всей композиции оттенок поэтической таинственности. Ваза увенчана хрустальной кроной из пальмовых ветвей, очень нарядной, но изготовленной простым и дешевым приемом — выдуванием в гипсовой форме без какой-либо последующей огранки. Фигурный край верхнего контура кроны образован отрезкой на пескоструйном аппарате. На цоколе вазы простой цилиндрической формы, выполненном из рубинового стекла, расположены бронзовые эмблемы всех пяти международных фестивалей молодежи: в Праге, Берлине, Бухаресте, Будапеште и Варшаве. Эта эффектная крупная ваза (высота ее около полутора метров) выполнена простыми техническими приемами, без использования огранки, полировки и других подобных методов, сильно повышающих стоимость изделия. Однако это нисколько не снижает ее декоративных достоинств как монументального произведения, которое будет рассматриваться с относительно больших расстояний. Пример именно такого подхода к методам изготовления крупных декоративных изделий показал Росси в приписываемой ему монументальной вазе на рубиновом пьедестале, хранящейся в Эрмитаже.
 Рис. 288. Ваза, посвященная V Всемирному фестивалю молодежи. Высота 1.5 м. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 288. Ваза, посвященная V Всемирному фестивалю молодежи. Высота 1.5 м. Высшее художественно-промышленное училище имени В. И. Мухиной
На рис. 295 приведена декоративная ваза из синего накладного стекла, посвященная великому азербайджанскому поэту Низами Ганджеви. Она исполнена в Училище имени В. И. Мухиной. Ваза интересна тем, что на ней применены самые разнообразные приемы холодной обработки: травление, гравировка, алмазная грань. Очень точно исполнен портрет Низами. Вся декорировка вазы, выдержанная в национальном, азербайджанском стиле, отличается оригинальностью и новизной. Среди представленных на наших иллюстрациях ваз особенно выделяются своими размерами и пышностью две, изготовленные коллективом Завода художественного стекла. Одна из них (рис. 296) была преподнесена И. В. Сталину к его семидесятилетию, а другая (рис. 297) посвящена дружбе советского и китайского народов. Не будучи специалистом-искусствоведом, не берусь давать художественную оценку подобным экстраординарным произведениям прикладного искусства. Думаю, что в этом случае, как и обычно при оценке достоинств художественного произведения, мнения могут расходиться. Но несомненно одно, что впечатление, производимое этими огромными хрустальными сооружениями, горящими тысячами разноцветных огней, ни с чем не сравнимо. Одна из этих ваз в окончательно собранном виде несколько дней ожидала отправки в Москву. Слухи о вазе распространились по соседним улицам. Люди приходили на завод для обозрения этой «диковины». По тесной невзрачной комнатке, где, освещенная двумя прожекторами, стояла великолепная ваза, непрерывно продвигалась вереница людей, слушавших рассказы авторов проекта вазы о том, как она была изготовлена. Мне казалось, что едва ли найдется такой нарядный зал, в котором эта ваза могла бы затеряться.
 Рис. 289. Ваза (художник Л. Д. Смирнова). Ленинградский завод художественного стекла
Рис. 289. Ваза (художник Л. Д. Смирнова). Ленинградский завод художественного стекла
 Рис. 290. Ваза (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 290. Ваза (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 291. Ваза (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 291. Ваза (художник Б. А. Смирнов). Ленинградский завод художественного стекла
 Рис. 292. Ваза (художник Н. Г. Эйсмонт). Ленинградский завод художественного стекла
Рис. 292. Ваза (художник Н. Г. Эйсмонт). Ленинградский завод художественного стекла
 Рис. 293. Ваза. Гусевский хрустальный завод
Рис. 293. Ваза. Гусевский хрустальный завод
 Рис. 294. Ваза (художник А. А. Липская). Высота 1,3 м. Пестровский завод
Рис. 294. Ваза (художник А. А. Липская). Высота 1,3 м. Пестровский завод
 Рис. 295. Ваза с портретом Низами. Высота 1 м. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 295. Ваза с портретом Низами. Высота 1 м. Высшее художественно-промышленное училище имени В. И. Мухиной
 Рис. 296. Юбилейная ваза (художник Б. А. Смирнов и инженер Ф. С. Энтелис). Высота 3,3 м, вес 1,2 т. Ленинградский завод художественного стекла
Рис. 296. Юбилейная ваза (художник Б. А. Смирнов и инженер Ф. С. Энтелис). Высота 3,3 м, вес 1,2 т. Ленинградский завод художественного стекла
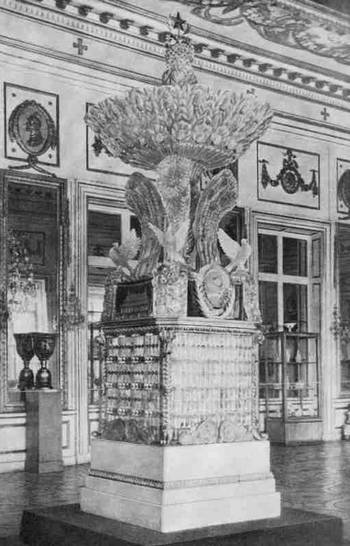 Рис. 297. Ваза, посвященная дружбе советскою и китайского народов (художники Б. А. Смирнов и А. А. Липская). Высота 3,5 м, вес около 3 т. Ленинградский завод художественного стекла
Рис. 297. Ваза, посвященная дружбе советскою и китайского народов (художники Б. А. Смирнов и А. А. Липская). Высота 3,5 м, вес около 3 т. Ленинградский завод художественного стекла
На рис. 298-305 представлены крупные скульптурные и барельефные изделия, изготовленные Кафедрой стекла Технологического института и Заводом художественного стекла. О методике этого своеобразного производства, разработанной советскими учеными, подробно говорилось выше. Можно лишь добавить, что размеры изготовлявшихся до настоящего времени предметов не являются предельными и могут быть увеличены без особого труда до отливок весом в 200-250 кг. Для этого необходимо лишь механизировать транспортировку по цеху тяжелых огнеупорных форм и больших сосудов с расплавленной стекломассой. Таким образом, отливка скульптурных изображений человека в натуральную величину становится вполне реальной. Не преодолены еще до конца трудности по использованию в крупных скульптурах особенно эффектных полузаглушенных, опалесцирующих стекол. Температурный режим моллирования (отливки) в огнеупорных формах не всегда совпадает с теми нормами, которые должны соблюдаться при капризном процессе тепловой обработки опалесцирующих стекол. Вследствие этого бывает трудно добиться средней степени заглушенности и обычно получается либо совсем прозрачное, либо полностью глухое стекло. В технологическом процессе отливки крупных стеклянных скульптур еще имеются недоработанные вопросы, однако едва ли могут возникнуть сомнения в том, что мы овладели техникой, позволяющей по-новому выявлять замечательные пластические свойства стекла и создавать из этого материала новые образы большого звучания. Этот метод может быть использован не только для скульптурных портретов и изображений человеческого тела, но и для изготовления значительных по размеру архитектурно-декоративных элементов, которые вследствие сложности их конфигурации не могут быть отлиты или отпрессованы обычным путем в раскрывных формах.
 Рис. 298. Скульптурный портрет А. С. Пушкина (скульптор И. П. Вихали). Кафедра стекла Ленинградского технологическою института имени Ленсовета
Рис. 298. Скульптурный портрет А. С. Пушкина (скульптор И. П. Вихали). Кафедра стекла Ленинградского технологическою института имени Ленсовета
 Рис. 299. Девушка с коромыслом (скульптор А. И. Теребенев). Ленинградский завод художественного стекла
Рис. 299. Девушка с коромыслом (скульптор А. И. Теребенев). Ленинградский завод художественного стекла
 Рис. 300. Голова красноармейца (скульптор Н. Я. Данько). Ленинградский завод художественного стекла
Рис. 300. Голова красноармейца (скульптор Н. Я. Данько). Ленинградский завод художественного стекла
 Рис. 301. Голова партизанки (скульптор В. И. Мухина). Ленинградский завод художественного стекла
Рис. 301. Голова партизанки (скульптор В. И. Мухина). Ленинградский завод художественного стекла
 Рис. 302. Этюд (скульптор В. И. Мухина). Кафедра стекла Ленинградского технологическою института имени Ленсовета
Рис. 302. Этюд (скульптор В. И. Мухина). Кафедра стекла Ленинградского технологическою института имени Ленсовета
 Рис. 303. Этюд (скульптор В. И. Мухина). Кафедра стекла Ленинградского технологического института имени Ленсовета
Рис. 303. Этюд (скульптор В. И. Мухина). Кафедра стекла Ленинградского технологического института имени Ленсовета
 Рис. 304. Медведь (скульптор А.Э. Сылова). Ленинградский завод художественного стекла
Рис. 304. Медведь (скульптор А.Э. Сылова). Ленинградский завод художественного стекла
 Рис. 305. Скульптурный портрет Н. Н. Качалова (скульптор В. И. Мухина). Кафедра стекла Ленинградского технологического института имени Ленсовета
Рис. 305. Скульптурный портрет Н. Н. Качалова (скульптор В. И. Мухина). Кафедра стекла Ленинградского технологического института имени Ленсовета
Вообще, как мы уже неоднократно указывали, стекло должно найти себе широкое применение в строительстве в качестве материала для декоративной отделки. Рис. 306-335 могут служить примерами таких случаев, далеко, конечно, не исчерпывающими всех открывающихся перед стеклом в этом направлении возможностей. Прежде всего приходит мысль использовать стекло для облицовки внутренних стен помещений. Здесь возможны разнообразные комбинации, начиная от простых плиток и листов для санитарно-технических узлов здания и кончая декоративными фигурными пластинами из цветного стекла со сложным рельефным рисунком. Ассортимент деталей для такого рода облицовки включает в себя и так называемый «погонажный» материал, т. е. элементы карнизов, галтелей, наличников, подоконников и т. п. Дешевизна стекла, его замечательные декоративные качества, долговечность и гигиеничность ставят его в ряду облицовочных материалов на первое место. За границей оно находит себе в этой роли широкое применение. Крупные стекольные предприятия выпускают эту продукцию в огромных количествах (например, фирма Корнинг в США). Единственной трудностью, с которой приходится считаться при облицовке стен стеклом, является необходимость предотвратить большие давления. Известно, что стекло может выдерживать, не разрушаясь, огромные сжимающие усилия и в этом смысле оно представляет собой материал, гораздо более прочный, чем бетон и даже чугун и сталь. Но в отличие от этих материалов стекло есть тело хрупкое, не обладающее способностью к упругим или пластическим деформациям. Это значит, что, если мы будем стараться изогнуть стеклянную пластинку, она разрушится раньше, чем начнет заметно изгибаться. Поэтому, нагружая стекло, мы должны предусмотреть, чтобы оно лежало на идеально прилегающей к ней подстилке, лучше всего на пластичной или эластичной, как, например, свинец или резина. В этих случаях стеклянное тело ляжет на подстилку всем своим основанием и давление, передаваемое сверху, распределится по стеклу совершенно равномерно. В противном же случае, т. е. когда основание будет жестким, лишенным упругих и эластических свойств, стекло соприкоснется с подстилкой не по всей своей площади, а лишь местами, на выступающих участках. Понятно, что в этом случае все давление, передаваемое сверху, сосредоточится на этих небольших площадях и вызовет в стекле местные перенапряжения, которые приведут к его разрушению. Это обстоятельство нужно всегда иметь в виду при облицовке стен здания стеклом. Прибегая к некоторым хорошо известным мерам предосторожности при закреплении плиток на стене (за границей для этого пользуются эластическими мастиками), можно быть уверенным в получении вполне благоприятных результатов. У нас за последнее время, к сожалению, имели место такие случаи, когда строители не давали себе труда учесть специфические свойства стекла и закрепляли стеклянную облицовку на стене обыкновенным цементным раствором точно так же, как керамические плитки. В результате такого неразумного подхода стеклянная облицовка весьма быстро разрушалась, давая лишний повод к несправедливой дискредитации стекла как облицовочного материала. Ведь не каждому было ясно, что обвинять надо было не стекло, а людей, которые с ним неумело обошлись. Рис. 306-308 показывают два типа декоративных стенных облицовок, не требующих особых приемов закрепления на стене, а свободно висящих на продольных выступах, оставленных в штукатурном намете, или на штырях, заделанных в кладку.
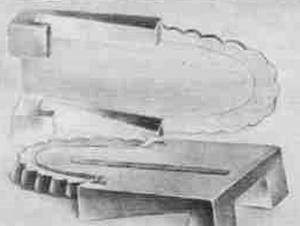 Рис. 306. Облицовочные стенные плитки из селенового рубинового стекла (архитектор Е. А. Левинсон). Ленинградский завод художественного стекла
Рис. 306. Облицовочные стенные плитки из селенового рубинового стекла (архитектор Е. А. Левинсон). Ленинградский завод художественного стекла
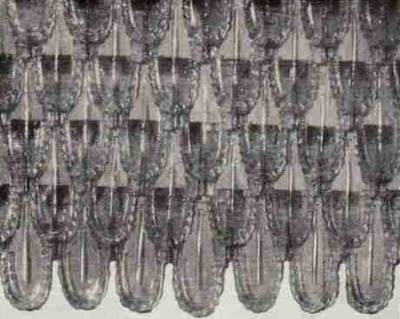 Рис. 307. Стена, облицованная стеклянными плитками
Рис. 307. Стена, облицованная стеклянными плитками
 Рис. 308. Облицовочная плитка из молочного стекла (художник Б. А. Смирнов). Ленинградский завод художественного стекла
Рис. 308. Облицовочная плитка из молочного стекла (художник Б. А. Смирнов). Ленинградский завод художественного стекла
На рис. 309 изображен мозаичный пол. Стекло, послужившее материалом для этих плиток, принадлежит к числу обычных и сварено из широко доступных, дешевых материалов. Формование плиток выполнено самым экономичным способом — прессованием. Относительно высокая стоимость металлической формы распределяется на огромное количество изделий, которые можно при помощи ее получить. Таким образом, стеклянная облицовка стен обходится дешево. Конфигурация и окраска плиток могут быть бесконечно разнообразны, начиная от совершенно простых и кончая самыми сложными и богатыми, удовлетворяющими любые наиболее взыскательные требования художника.
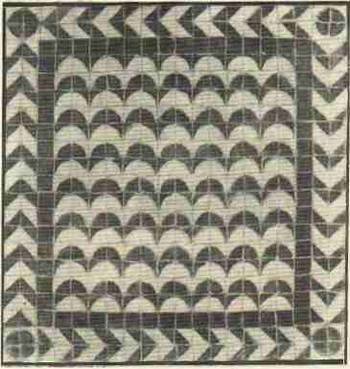 Рис. 309. Мозаичный пол. Ленинградский филиал Академии архитектуры СССР и Завод художественного стекла
Рис. 309. Мозаичный пол. Ленинградский филиал Академии архитектуры СССР и Завод художественного стекла
Однако, несмотря на все эти замечательные свойства стекла, у нас еще не наблюдается перехода на широкое его использование как отделочного материала в строительстве парадных общественных зданий. И это происходит, по нашему убеждению, не только потому, что мы еще не разработали целесообразных способов крепления стеклянных плиток к стенам, но также вследствие существующего в некоторых кругах предубеждения против стекла как хрупкого материала, якобы не способного служить для облицовки зданий. Многовековое применение стекла для изготовления изящных, тонкостенных, легко разбивающихся сосудов породило и укоренило привычное представление о непреодолимости его хрупкости. С этим предвзятым представлением сейчас приходится серьезно бороться. Дело, конечно, не в том, что стекло теперь стало особенно прочным, небьющимся. На этом пути уже имеются обнадеживающие перспективы, но решение проблемы огромного значения о нехрупком стекле есть дело будущего. Такими знаниями мы пока что не располагаем, однако, варьируя состав стекла, придавая стеклянным деталям соответствующую форму и подвергая их надлежащей термической обработке, можно добиться значительного увеличения прочности стеклянных изделий и создать условия, при которых хрупкость материала не проявится. Изготовление из стекла образцов различных архитектурных деталей и предметов убранства интерьеров является наиболее активной формой агитации за использование стекла в строительстве в качестве отделочного материала. Показ таких вещей необходим не только для убеждения «неверующих» в достаточной прочности стекла, но и для того, во-первых, чтобы дать полное зрительное представление о том, как данная деталь будет выглядеть в стекле, во-вторых, чтобы окончательно проверить новую технологию изготовления крупных стеклянных элементов и, в-третьих, чтобы получить достаточно точное представление о себестоимости изделий такого рода. Не располагая подобными данными, трудно рассчитывать на успех в борьбе за новое применение стекла в качестве отделочного материала. С этой точки зрения приводимая на наших рисунках серия разнородных предметов этого жанра, выполненных из стекла в СССР за последние 10-15 лет, представляет, по нашему мнению, значительный интерес. К числу предметов, объединяемых понятием «архитектурные элементы», можно причислить и крупную осветительную арматуру. Когда-то русские стекольные заводы славились производством замечательных люстр, торшеров, канделябров, фонарей. Старинные изделия такого рода и сейчас наполняют наши дворцы-музеи и радуют посетителей великолепием и изяществом своих форм. Однако в наше время эта традиция не была поддержана, и мы до сих пор не создали в указанной области ничего достопримечательного. Рис. 310-312 показывают некоторые наиболее интересные образцы. Наибольшего внимания, как нам кажется, заслуживает представленная на рис. 312 хрустальная люстра, выполненная в Училище имени В. И. Мухиной. Вся композиция люстры свидетельствует об основательном творческом освоении замечательных образцов русской осветительной арматуры XVIII–XIX вв. Несмотря на большие размеры (диаметр около 2 м), люстра дает впечатление легкости и изящества.
 Рис. 310. Настольная лампа двухслойного бесцветного и синего стекла. Гусевский хрустальный завод
Рис. 310. Настольная лампа двухслойного бесцветного и синего стекла. Гусевский хрустальный завод
 Рис. 311. Стеклянный осветительный прибор на станции «Белорусская-кольцевая» Московского метрополитена
Рис. 311. Стеклянный осветительный прибор на станции «Белорусская-кольцевая» Московского метрополитена
 Рис. 312. Хрустальная люстра. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 312. Хрустальная люстра. Высшее художественно-промышленное училище имени В. И. Мухиной
Переходим к изделиям другой категории. Казалось бы, трудно себе представить что-нибудь менее правдоподобное, чем обработка стекла на обыкновенном токарном станке резцами из очень твердых сортов стали. Однако оказывается, что это совершенно реальная вещь, в чем нетрудно убедиться, взглянув на рис. 313. Нужно лишь непрерывно подавать на острие резца жидкость, например керосин или скипидар, которая производила бы охлаждающее и смазывающее действие, точно так же, как это делают при разрезании стекла алмазными пилами или при высверливании отверстий в стекле стальными сверлами. Обычно обработка стекла резцами применяется в тех случаях, когда необходимо получить правильную круглую форму какой-нибудь части стеклянного изделия, например при сопряжении двух круглых стеклянных деталей, из которых одна должна плотно входить в другую. Этим методом пользовался в 1938 г. инженер Энтелис при изготовлении хрустального фонтана для Нью-Йоркской выставки. Таким же способом можно вытачивать монолитные балясины для лестничных перил и балюстрад. В собранном виде мы узнаем эти элементы вкомпонованными в маленькую балюстраду, изображенную на рис. 314. Балясины, изготовленные методом выдувания, показаны на рис. 315.
 Рис. 313. Обработка стекла на токарном станке
Рис. 313. Обработка стекла на токарном станке
 Рис. 314. Балясины (выточены на токарном станке)
Рис. 314. Балясины (выточены на токарном станке)
Случаи применения в архитектуре стеклянных балясин встречались и ранее, например при оформлении архитектором Стасовым интерьера Смольнинского собора или в решетке одного из залов Дома учителя на Мойке по проекту неизвестного автора. Большое значение в изготовлении крупных архитектурных деталей из стекла может иметь пескоструйный метод благодаря его высокой производительности и простоте. Пользуясь трафаретами, таким способом можно выполнять глубокие рельефные изображения любых, даже самых сложных композиций. На рис. 316 представлена сквозная решетка, пробитая струей песка в стеклянном листе толщиной в 35 мм. Пескоструйным методом исполнен также орнамент, изображенный на рис. 317.
 Рис. 316. Декоративная решетка в процессе ее изготовления пескоструйным способом. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 316. Декоративная решетка в процессе ее изготовления пескоструйным способом. Высшее художественно-промышленное училище имени В. И. Мухиной
 Рис. 317. Орнамент, выполненный при помощи трафарета пескоструйным методом. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 317. Орнамент, выполненный при помощи трафарета пескоструйным методом. Высшее художественно-промышленное училище имени В. И. Мухиной
На рис. 318-323 представлены интересные образцы, выполненные в Высшем художественно-промышленном училище имени В. И. Мухиной. В основу декора каждого из них положен один и тот же рисунок, но выполнение произведено различными методами холодной обработки. Сопоставление этих орнаментов ярко выявляет декоративные особенности, присущие каждому методу обработки.
 Рис. 318. Орнамент, выполненный односторонней резьбой
Рис. 318. Орнамент, выполненный односторонней резьбой
 Рис. 319. Орнамент, выполненный двухсторонней резьбой
Рис. 319. Орнамент, выполненный двухсторонней резьбой
 Рис. 320. Орнамент, выполненный гравировкой медным колесиком
Рис. 320. Орнамент, выполненный гравировкой медным колесиком
 Рис. 321. Орнамент, выполненный пескоструйной обработкой
Рис. 321. Орнамент, выполненный пескоструйной обработкой
 Рис. 322. Образец рисунка 321, сфотографированный в проходящем свете
Рис. 322. Образец рисунка 321, сфотографированный в проходящем свете
 Рис. 323. Образец рисунка 321, сфотографированный в проходящем свете (другой вариант)
Рис. 323. Образец рисунка 321, сфотографированный в проходящем свете (другой вариант)
На рис. 324-325 помещены орнаменты, полученные путем химического травления. На рис.326 показан орнамент, выполненный совершенно другой техникой, а именно моллированием, т. е. описанным выше горячим способом, который применяется для изготовления крупных скульптур. Пластика изображенного кленового листа такова, что не допускает возможности использовать металлические сплошные или раскрывные формы и приходится прибегать к более сложному методу. Таким же способом отформована и волюта (рис. 327).
 Рис. 324. Орнамент, выполненный травлением на трехслойном стекле. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 324. Орнамент, выполненный травлением на трехслойном стекле. Высшее художественно-промышленное училище имени В. И. Мухиной
 Рис. 325. Орнамент, выполненный травлением на цветном стекле. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 325. Орнамент, выполненный травлением на цветном стекле. Высшее художественно-промышленное училище имени В. И. Мухиной
 Рис. 326. Барельеф с изображением «Кленового листа». Кафедра стекла Ленинградскою технологического института имени Ленсовета
Рис. 326. Барельеф с изображением «Кленового листа». Кафедра стекла Ленинградскою технологического института имени Ленсовета
 Рис. 327. Архитектурная деталь. Вес 32 кг. Кафедра стекла Ленинградского технологического института имени Ленсовета
Рис. 327. Архитектурная деталь. Вес 32 кг. Кафедра стекла Ленинградского технологического института имени Ленсовета
Изображенный на рис. 328 столик — одна из первых работ В. И. Мухиной в стекле. Он дает интересное решение изготовления мебели целиком из стекла. Обычно применение стекла в такого рода изделиях ограничивалось отдельными деталями, сочетавшимися с деревом или металлом.
 Рис. 328. Столик (скульптор В. И. Мухина). Пестровский завод
Рис. 328. Столик (скульптор В. И. Мухина). Пестровский завод
Рис. 329 показывает известный фонтан, изготовленный Пестровским и Константиновским заводами в 1938 г. для Нью-Йоркской выставки. Это редкое по величине и пышности стеклянное сооружение явилось первым в своем роде из числа изготовленных в советское время. Проектирование и постройка его — это первая попытка создания столь монументального произведения из хрусталя, если не считать знаменитых изделий подобного типа, изготовлявшихся бывшим Санкт-Петербургским стеклянным заводом в начале XIX в. Изучение конструкции этого фонтана, а также техники изготовления отдельных его деталей дают богатый материал для создания подобного рода объектов. Сложность проектирования и исполнения фонтана определялись его огромными размерами (общая высота 4,2 м), весом хрусталя и бронзы, необходимостью легкой разборки и обеспечением надлежащей герметизации водопроводящей сети каналов. На рис. 330 показан облицованный стеклом фасад Павильона строительных материалов на Всесоюзной сельскохозяйственной выставке.
 Рис. 329. Хрустальный фонтан для павильона СССР на Международной выставке 1939 г. в Нью-Йорке (художник И. М. Чайко и инженер Ф. С. Энтелис). Пестровский и Константиновский заводы
Рис. 329. Хрустальный фонтан для павильона СССР на Международной выставке 1939 г. в Нью-Йорке (художник И. М. Чайко и инженер Ф. С. Энтелис). Пестровский и Константиновский заводы
 Рис. 330. Облицованный стеклом фасад Павильона строительных материалов на Всесоюзной сельскохозяйственной выставке
Рис. 330. Облицованный стеклом фасад Павильона строительных материалов на Всесоюзной сельскохозяйственной выставке
Бесспорно, большой интерес представляют изыскания, которые проводились с целью решить ряд вопросов, связанных с примененном стеклянных колонн. Конечно, при этом подразумеваются не сплошные стеклянные, а лишь облицованные стеклом колонны, имеющие несущий внутренний стержень из какого-нибудь обычного строительного материала. Основное назначение колонны к архитектуре — служить опорой. В соответствии с этим зрительное восприятие ее должно создавать ощущение прочности, монументальности сооружения. Это обычно легко достигается, когда материалом для колонны служит бетон, кирпич, мрамор, гранит и из них выполнен весь ствол колонны. Прозрачная же, нетолстая стеклянная оболочка, служащая облицовкой колонны, будет неизбежно ассоциироваться с представлением о пустотелом, хрупком цилиндре, неспособном выдерживать большие нагрузки. Из этого положения нужно было найти выход, воспользовавшись оптическими свойствами стекла с их бесконечно разнообразными «иллюзионистскими» возможностями. Для этого на Заводе художественного стекла при участии сотрудников Ленинградского филиала Академии архитектуры пришлось провести ряд экспериментов, сопровождавшихся расчетами с проверкой результатов на опытных образцах. В качестве одного из таких образцов на рис. 331 показана исполненная в 1/10 натуральной величины модель станции Автово Ленинградского метрополитена по проекту члена-корреспондента Академии архитектуры СССР Е. А. Левинсона и А. А. Грушке. Эта модель помогла разрешить очень важный вопрос: как добиться впечатления монументальности стеклянных колонн, замаскировав внутреннюю поверхность облицовки и уничтожив, «оптически растворив» несущий стержень, расположенный по оси колонны. Первоначально этого удалось достигнуть путем введения внутрь колонны цилиндрического вкладыша из гофрированного стекла. Впечатление, что это — всего лишь хрупкая наружная оболочка, исчезло, и колонна стала казаться массивной, монолитной. Во втором, более удачном решении задачи выяснилась возможность отказаться от внутреннего цилиндра и ограничиться приданием особого призматического профиля внутренней поверхности облицовки. Так было найдено одно из решений вопроса о создании стеклянной колонны-опоры с сохранением ее основного архитектонического начала. В этой колонне использовано одно из характерных свойств стекла — его прозрачность — и вместе с тем не создано иллюзорности колонны как несущей конструкции. Модель станции Автово много месяцев стояла в помещении филиала Академии архитектуры и сыграла важную агитационную роль, вызвав широко развернувшуюся дискуссию о целесообразности применения художественного стекла в архитектуре. Модель дает полное впечатление действительно отстроенного здания. Глядя на фотографию, трудно себе представить, что это не подлинное архитектурное сооружение, а стоящая на столе игрушечная хрустальная модель, колонны которой имеют в высоту всего лишь 50 см. В процессе работы над изготовлением модели стеклянной колонны выявились новые, более простые и дешевые пути изготовления подобного рода крупных объектов из стекла. Так был найден второй, окончательно принятый к исполнению вариант колон стации Автово. В основу была положена спиральная арматура, размещенная по стволу колонны, от базиса до капители, которая удерживала в своих пазах стеклянные элементы сравнительно небольшой величины, украшенные рельефными изображениями. Такая композиция, навеянная образами знаменитой римской колонны Траяна и колонны, воздвигнутой на Вандомской площади Парижа, очень экономична. Сравнительно небольшие размеры стеклянных элементов позволяют изготовлять их дешевым массовым способом прессования, что обеспечивает невысокую стоимость такого рода колонн, не сравнимую со стоимостью колонн первого варианта, стеклянные элементы которых должны были бы изготовляться сложным приемом моллирования или пескоструйным способом, для данного случая также довольно трудоемким. При проведении экспериментов по изысканию наиболее рациональной конструкции стеклянных колонн для станции Ленинградского метрополитена был намечен и наиболее правильный прием освещения таких колонн. Превратить колонны в источник освещения и тем грубо нарушить архитектоническое начало было бы, конечно, недопустимой ошибкой. Вместе с тем пренебречь светом, являющимся незаменимым средством выявления декоративных свойств стекла, также было бы неправильно. После проведении серии опытов, в которых деятельное участие принимал и инженер Ф. С. Энтелис, авторы проекта остановились на мысли осветить колонны незаметно расположенными в плафоне небольшими прожекторами. Это решение оказалось удачным. При надлежащем подборе профиля задней поверхности облицовочных стеклянных плит создается полное впечатление массивности, монолитности колонн. Рис. 332-333 дают представление о вестибюле станции Автово в стадии строительства и в законченном виде. Не беру на себя смелости судить о художественных достоинствах этого подземного хрустального дворца, это сделают более авторитетные ценители. Скажу одно: едва ли найдется в нашей стране, а может быть, и за рубежами ее второе подобное сооружение, где архитектурное художественное стекло было бы представлено столь смело и полно. Здесь, в этом архитектурном комплексе, оно по своему звучанию занимает среди других материалов бесспорно доминирующее положение.
 Рис. 331. Модель станции Автово Ленинградского метрополитена. Исполнена в 1/10 натуральной величины. Колонны сделаны из хрусталя (архитекторы Е. А. Левинсон и А. А. Грушке), Ленинградский завод художественного стекла
Рис. 331. Модель станции Автово Ленинградского метрополитена. Исполнена в 1/10 натуральной величины. Колонны сделаны из хрусталя (архитекторы Е. А. Левинсон и А. А. Грушке), Ленинградский завод художественного стекла
 Рис. 332. Монтаж стеклянной колонны для станции Автово Ленинградского метрополитена
Рис. 332. Монтаж стеклянной колонны для станции Автово Ленинградского метрополитена
 Рис. 333. Стеклянные колонны станции «Автово» Ленинградского метрополитена (архитекторы Е. А. Левинсон и А. А. Грушке)
Рис. 333. Стеклянные колонны станции «Автово» Ленинградского метрополитена (архитекторы Е. А. Левинсон и А. А. Грушке)
Закончим показ наиболее ярких примеров использования художественного стекла в архитектуре еще двумя случаями, когда оно было призвано акцентировать некоторые высотные точки нашей столицы. Я имею в виду рубиновые звезды Кремлевских башен и золотой шпиль Дворца науки — Московского университета имени М. В. Ломоносова (рис. 334-335). Огромные стеклянные звезды, горящие алым пламенем на фоне ночного неба, уже давно сияют над Кремлем. Это — селеновый рубин, новое цветное стекло XX в. Его хорошо изучили советские ученые и безошибочно готовят на заводах советские стекловары. Золотой шпиль университета вознесся над Москвой недавно. Вместо червонного золота советская техника предложила другой материал — оранжевое стекло, нижняя поверхность которого покрыта алюминием, нанесенным в расплавленном состоянии методом пульверизации. Иначе говоря, это зеркало, в котором белое стекло заменено цветным, а серебряный отражающий слой — алюминиевым. Вид такого покрытия не отличим от золоченого, стоимость — несоизмеримо меньшая, долговечность — практически беспредельная. Здесь металл взят под защиту стекла и переживет десятки поколений людей.
 Рис. 334. Спасская башня Кремля с звездой из рубинового стекла
Рис. 334. Спасская башня Кремля с звездой из рубинового стекла
 Рис. 335. Облицованный стеклом шпиль башни здания Московского государственного университета имени М. В. Ломоносова
Рис. 335. Облицованный стеклом шпиль башни здания Московского государственного университета имени М. В. Ломоносова
За последнее время все большее и большее распространение получает один из благороднейших видов монументального искусства — мозаичная живопись. На рис. 336-338 показаны мозаичные картины, исполненные для Московского метрополитена художниками П. Д. Кориным, Г. О. Рублевым и Б. В. Иорданским. Рассматривая эти произведения, можно с удовлетворением признать, что мы находимся на пути восстановления утраченных традиции монументальной мозаики. По мозаичным картинам Московского метрополитена мы видим, что наши художники научились пользоваться правилами, оправданными практикой двух тысячелетий. Наиболее совершенный способ укладки кубиков, подчеркивающий контур и выявляющий форму изображения, так называемый opus vermiculatum, вполне освоен. Точно так же введена в употребление манера наклонного расположения элементов набора и использованы изобразительные свойства швов, разделяющих ряды кубиков. Нашли свое применение и золотые фоны, придающие мозаичным картинам исключительное богатство и декоративность. Эпический характер решения тем подчеркнут эффектным колоритом. В то же время образы даны вполне реалистично. Правильно учтены архитектурные особенности помещений. Вот те общие, вполне благоприятные впечатления, которые остались от первой группы мозаичных картин, исполненных за последние 15-20 лет советскими художниками и украшающих некоторые из наиболее значительных архитектурных сооружений последнего времени. Мы видим, что мозаика действительно находится на пути возрождения. Ею начали у нас серьезно заниматься и в художественной школе. Значительным произведением этого жанра является работа, выполненная в Училище имени В. И. Мухиной. Она представляет собой мозаичное панно — портрет Шота Руставели, — предназначенное для Исторического музея Грузии в Тбилиси. Высота мозаики 3,5 м, ширина — 2 м (рис. 339). По признанию специалистов, эта мозаика как по своей красочности, так и по композиционному построению — весьма интересное монументально-декоративное произведение.
 Рис. 336. Мозаичное панно «Александр Невский» на плафоне станции Московского метрополитена «Комсомольская-кольцевая» (художник П. Д. Корин)
Рис. 336. Мозаичное панно «Александр Невский» на плафоне станции Московского метрополитена «Комсомольская-кольцевая» (художник П. Д. Корин)
 Рис. 337. Общий вид станции Московского метрополитена «Комсомольская-кольцевая» с мозаиками Художника П. Д. Корина на плафоне
Рис. 337. Общий вид станции Московского метрополитена «Комсомольская-кольцевая» с мозаиками Художника П. Д. Корина на плафоне
 Рис. 338. Деталь мозаичною панно «Парад молодежи народов СССР»наземного вестибюля станции Серпуховская Московскою метрополитена (художники Г. О. Рублев и Б. В. Иорданский)
Рис. 338. Деталь мозаичною панно «Парад молодежи народов СССР»наземного вестибюля станции Серпуховская Московскою метрополитена (художники Г. О. Рублев и Б. В. Иорданский)
 Рис. 339. Мозаичное панно «Шота Руставели». Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 339. Мозаичное панно «Шота Руставели». Высшее художественно-промышленное училище имени В. И. Мухиной
Второй вид монументального декоративного искусства — витраж — не имел в прошлом у нас сколько-нибудь значительного распространения. Его родиной и местом бурного развития во второй половине средневековья была Западная Европа, где он пользовался особым покровительством римско-католической церкви и считался официальным атрибутом готической культовой архитектуры. В Советском Союзе в настоящее время витраж понемногу начинает завоевывать себе место. Приводим некоторые образцы этого жанра, исполненные в нашей стране за последние годы. Рис. 340-342 показывают витражи, выполненные латышскими и литовскими мастерами в старой, так называемой «паечной» технике, т. е. со свинцовым фигурным переплетом. Эти работы свидетельствуют о полном творческом освоении искусства старых мастеров.
 Рис. 340. Витраж «Латышский национальный праздник Лиго» (художник Е. Шкерстиньш). Рига
Рис. 340. Витраж «Латышский национальный праздник Лиго» (художник Е. Шкерстиньш). Рига
 Рис. 341. Витраж «Партизанка Марите Мельникайте» павильона Литовской ССР на ВСХВ (художник Р. Крюкайте). Вильнюс
Рис. 341. Витраж «Партизанка Марите Мельникайте» павильона Литовской ССР на ВСХВ (художник Р. Крюкайте). Вильнюс
 Рис. 342. Витраж «Переяславская рада» павильона Украинской ССР на Всесоюзной сельскохозяйственной выставке. Художники Г. Бонн, В. Давыдов, С. Кириченко, г. Рига
Рис. 342. Витраж «Переяславская рада» павильона Украинской ССР на Всесоюзной сельскохозяйственной выставке. Художники Г. Бонн, В. Давыдов, С. Кириченко, г. Рига
Рис. 343 представляет собой картину, выполненную «пескоструйным рисованием» через трафарет. В таком виде эта методика применена впервые. Тонкость тональных переходов достигнута многократной последовательной обработкой с использованием нескольких трафаретов и различных крупностей зерен песка. Интересно обратить внимание на то, что рисунок нанесен без помощи какого-нибудь красителя, а исключительно за счет оптических эффектов разным образом обработанных участков стекла. Картина выполнена художником В. С. Беляевым на Кафедре стекла Технологического института имени Ленсовета.
 Рис. 343. Картина «Памятник Петру I в Ленинграде», выполненная на стекле пескоструйным методом с трафаретами (художник В. С. Беляев). Кафедра стекла Ленинградскою технологического института имени Ленсовета
Рис. 343. Картина «Памятник Петру I в Ленинграде», выполненная на стекле пескоструйным методом с трафаретами (художник В. С. Беляев). Кафедра стекла Ленинградскою технологического института имени Ленсовета
Совсем в другой технике выполнен портрет генералиссимуса Суворова (рис. 344). Здесь изображение нанесено на заматированное стекло специальным мастичным карандашом, в состав которого входит черная краска, употребляющаяся для живописи по стеклу. Законченный рисунок закрепляется на стекле обжигом. Карандаши могут быть разных цветов. Эта техника близка к рисованию литографским карандашом. Авторами этого нового метода являются A. Н. Тихонов и А. Л. Каплан. Рис. 345 показывает витраж, выполненный в орнаментальной части (знаки зодиака) также пескоструйным способом, но в более простой манере. Портрет Ломоносова сделан тем же приемом, что и портрет Суворова. Рельефная стеклянная рамка изготовлена методом моллирования.
 Рис. 344. Витраж «А. В. Суворов», нарисованный на матированном стекле специальным карандашом (художник А. Л. Каплан)
Рис. 344. Витраж «А. В. Суворов», нарисованный на матированном стекле специальным карандашом (художник А. Л. Каплан)
 Рис. 345. Витраж «М. В. Ломоносов», изготовленный для Пулковской обсерватории. Исполнен при помощи специального карандаша, пескоструйной обработки и моллирования (художники А. И. Белорусов и А. Л. Каплан). Ленинградский филиал Академии архитектуры СССР и Кафедра стекла Ленинградского технологического института имени Ленсовета
Рис. 345. Витраж «М. В. Ломоносов», изготовленный для Пулковской обсерватории. Исполнен при помощи специального карандаша, пескоструйной обработки и моллирования (художники А. И. Белорусов и А. Л. Каплан). Ленинградский филиал Академии архитектуры СССР и Кафедра стекла Ленинградского технологического института имени Ленсовета
Совершенно оригинальный прием использован при пескоструйной обработке стекла в витраже «Отдых трудящихся» (рис. 346). Здесь трафарет играет второстепенную, подготовительную роль и применяется тогда, когда намечаются лишь основные контуры изображения. Главная, наиболее ответственная, творческая часть работы производится самим автором картины способом свободного рисования струей песка. Витраж решен в двух цветах путем наложения друг на друга двух листов стекла разного цвета, из которых каждый отдельно обработан пескоструйным аппаратом.
 Рис. 346. Фрагмент витража «Отдых трудящихся», выполненный свободным рисованием струей песка на двух наложенных одно на другое цветных стеклах. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 346. Фрагмент витража «Отдых трудящихся», выполненный свободным рисованием струей песка на двух наложенных одно на другое цветных стеклах. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 347 представляет собой первую попытку выполнить витраж-портрет в манере мозаичного набора из совершенно одинаковых, маленьких, квадратных кусочков цветного листового стекла, наклеенных на большой лист обыкновенного бесцветного стекла при помощи особой пленки, обладающей клеящими свойствами. Этот изобразительный прием напоминает вышивку по канве.
 Рис. 347. Витраж «Композитор Римский-Корсаков», выполненный в мозаичной манере из прозрачного цветного стекла. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 347. Витраж «Композитор Римский-Корсаков», выполненный в мозаичной манере из прозрачного цветного стекла. Высшее художественно-промышленное училище имени В. И. Мухиной
На рис. 348 показан витраж, своеобразие которого заключается в предельно полном использовании живописных средств цветного стекла. Необычайный по насыщенности цветовой эффект здесь достигается многократным наложением друг на друга разноцветных стекол и использованием больших поверхностей одного цвета в тех местах, где это вызвано требованием живописи. В этом приеме объединяются выгодные стороны мозаики и витража. Лаконизм и монументальная выразительность кусочного набора сочетаются с бесподобной яркостью красок, достижимой лишь при рассматривании цветного стекла в проходящем свете, а не в отраженном, как в непрозрачных мозаиках. Техника закрепления кусков цветного стекла та же, что и в предыдущем случае, т. е. они наклеиваются на лист обыкновенного стекла при помощи специальной пленки.
 Рис. 348. Фрагмент витража «Ермаковы лебеди» по сказу П. П. Бажова. Выполнен техникой холодной наклейки фигурных кусков цветного прозрачного стекла на цельный лист прозрачного бесцветного стекла. Высшее художественно-промышленное училище имени В. И. Мухиной
Рис. 348. Фрагмент витража «Ермаковы лебеди» по сказу П. П. Бажова. Выполнен техникой холодной наклейки фигурных кусков цветного прозрачного стекла на цельный лист прозрачного бесцветного стекла. Высшее художественно-промышленное училище имени В. И. Мухиной
На этом можно закончить обзор разнообразных изделии художественного стекла, выпущенных в СССР заводами и различными организациями за последние 15 лет после правительственного решения о коренном улучшении состояния художественного стеклоделия в нашей стране. Приведенные иллюстрации характеризуют главным образом продукцию Ленинградского завода художественного стекла, которому поручена в этом деле руководящая роль. Но значительная часть рисунков показывает продукцию других предприятий Советского Союза: Гусевского, Пестровского и Дятьковского заводов, Высшего художественно-промышленного училища имени В. И. Мухиной, Кафедры стекла Ленинградского технологического института имени Ленсовета и некоторых предприятий Латвии, Эстонии и Литвы. Около половины всех приведенных на рисунках изделий выполнены по проектам крупных советских художников: В. И. Мухиной, А. А. Успенского, Н. А. Тырса, Б. А. Смирнова, П. Д. Корина, Г. О. Рублева, Б. В. Иорданского. Э. М. Криммера, И. М. Рабиновича, Е. А. Левинсона, И. М. Чайко и Н. Я. Данько. Остальные изделия — продукт творчества молодых художников, в том числе студентов училища имени В. И. Мухиной. Все это убедительно свидетельствует, что большое внимание, оказанное за последние годы Правительством нашему художественному стеклоделию, привело к весьма существенным результатам. Создан экспериментальный завод со специальным назначением изготовлять новые образцы художественных стеклянных изделий для других городов Советского Союза. На заводе организована хорошая лаборатория. Наиболее авторитетным ученым поручена разработка новой технологии варки и обработки художественных стеклянных изделий. Установлена близкая связь завода с кафедрой стекла одного из крупнейших вузов. Привлечен ряд крупных художников, успешно занимающихся изучением декоративных свойств стекла и создающих из этого материала новые, оригинальные формы. Приглашены в вовлечены в творческую работу с художниками опытные мастера горячей и холодной обработки художественных стеклянных изделий. Организована и успешно развивает свою педагогическую и научно-исследовательскую деятельность Кафедра стекла Высшего художественно-промышленного училища имени В. И. Мухиной. Налажен тесный контакт Завода художественного стекла с Эрмитажем и Русским музеем. Ленинградский завод художественного стекла еще в самом начале своей деятельности (в декабре 1940 г.) выступил в Москве со своими изделиями на выставке VIII Пленума правления Союза советских архитекторов. Там эти простые вещи, с определенными, конструктивно ясными формами, с поверхностью, не обезображенной обилием вычурных украшений, маскирующих красоту самого материала, были встречены с большим одобрением. Многие из этих изделий, а также и из числа выпускавшихся в последующие годы Ленинградским заводом в Кафедрой стекла Технологического института неоднократно получали потом высокую оценку на выставках Ленинграда и были признаны достойными занять постоянные места в экспозиционных шкафах Эрмитажа и Русского музея (рис. 349).
 Рис. 349. Один из залов Государственного Русского музея с изделиями Ленинградского завода художественного стекла и Кафедры стекла Ленинградского технологического института имени Ленсовета
Рис. 349. Один из залов Государственного Русского музея с изделиями Ленинградского завода художественного стекла и Кафедры стекла Ленинградского технологического института имени Ленсовета
Само собой разумеется, что при разрешении такой сложной задачи, как восстановление и оживление одной из важных отраслей художественной промышленности, когда-то составлявшей славу нашего отечества, не всегда и не все идет гладко. На каждом шагу приходится преодолевать препятствия — большие и малые. Но это не страшно. Все затруднения постепенно отпадут, если дело задумано правильно, если оно действительно необходимо, если оно своевременно, словом, если оно в существе своем прогрессивно. Поэтому можно уверенно смотреть на дальнейшую судьбу Ленинградского завода художественного стекла. Он уже крепко становится на ноги и с каждым годом доказывает свой рост качеством своей продукции. И мы не сомневаемся, что дружные усилия, направленные на подъем отечественного художественного стеклоделия, приведут нас к окончательной победе.

ГЛАВA ДЕСЯТАЯ. МАШИННОЕ СТЕКЛО XX ВЕКА
О вы, счастливые науки! Прилежно простирайте руки И взор до самых дальних мест.М. В. ЛОМОНОСОВ

Начав книгу с изложения технических вопросов, мы в таком же духе и закончим ее, посвятив последнюю главу технике машинного массового производства стеклянных изделий. В главе, характеризующей современное состояние производства, о художественной стороне говорить почти что нечего, так как в стекольной продукции наших дней художественные изделия занимают по объему выпуска ничтожное место. Причина этого явления лежит, конечно, не в понижении интереса к красивым вещам, а в огромном росте выпуска изделий технического назначения, к которым не предъявляется эстетических требований. Любая печь современного механизированного завода бутылочного или оконного стекла наваривает стекломассы за год, вероятно, в несколько раз больше, чем это успели сделать за три тысячи лет тридцать династий египетских фараонов. Настоящая глава нашей книги имеет целью дать читателю общие представления о современных механизированных методах массового производства главнейших видов изделий из стекла технического и бытового назначения. Несмотря на огромное разнообразие по форме и величине изготовляемых стеклянных изделий, схемы технологических процессов предприятий, где эти изделия производятся, в общем довольно однотипны. На каждом современном стеклозаводе мы имеем обширный, хорошо механизированный составной цех, в котором приготовляется шихта, имеем большую ванную печь непрерывного действия с несущественными изменениями для каждого вида продукции и, наконец, стеклоформующие машины, своеобразные для каждого отдельного вида продукции. Собственно говоря, в кинематической схеме и конструктивных особенностях этих машин и заключается основное принципиальное различие между отдельными видами современного массового стекольного производства. Пожалуй, единственное исключение из этого правила составляет производство полированного листового стекла, где самой важной частью технологического процесса следует считать последний этап, заключающийся в холодной абразивной обработке листов стекла на сложном и громоздком конвейерном агрегате. Здесь, таким образом, технологический процесс строится не по трех-, а по четырехступенной схеме: приготовление шихты, варка, формовка и холодная обработка. При описании того или иного вида стекольного производства мы не будем останавливаться на первых двух этапах, т. е. на приготовлении шихты и на варке стекла, так как они, во-первых, однотипны во всех случаях, а во-вторых, достаточно охарактеризованы нами в первой главе. Мы будем обращать все наше внимание на третью стадию — на процессы формования изделий и на механизмы, для этого предназначенные. Начнем с одного из самых важных стекольных производств, обслуживающих, пожалуй, наиболее насущные потребности человека, а именно — с оконного стекла.
Оконное стекло
При изложении картины развития стекольной промышленности нам уже приходилось сталкиваться с вопросом об оконном стекле, и мы не раз убеждались, что, несмотря на успехи в других отраслях стеклоделия, иногда очень сложных и требовавших большого уменья, изготовление обыкновенного листового стекла, необходимейшей принадлежности минимально комфортабельного человеческого жилья, никак не удавалось. Люди вынуждены были до конца средневековья довольствоваться всевозможными неполноценными заменителями, вроде слюды, бычьих пузырей, промасленных тканей и т. п. Впервые оконное стекло появляется на рубеже старой и новой эры летосчисления у римлян. Оно изготовлялось путем отливки в виде листов толщиной около 1 см и площадью до 0,5 кв. м не было прозрачным, так как одна сторона его, прилегавшая к форме, получалась шероховатой. Форма имела вид противня или поддона и, по всей вероятности, была сделана из глины, смешанной с песком. Подтверждением этому могут служить отдельные песчинки, приставшие к шероховатой поверхности стеклянных пластин, отливаемое в глиняных формах, после охлаждения обычно растрескивается на мелкие части по причине трудности согласования коэффициентов теплового расширения стекла и огнеупора. Из этого затруднения выходили тем, что извлекали отлитые плиты из форм еще в горячем состоянии, пока стекло сохраняло свою пластичность. Об этом с очевидностью свидетельствуют сохранившиеся на гладкой поверхности листов следы от острых инструментов, при помощи которых производилось извлечение отливки из формы. Разработанный римлянами метод изготовления чистового стекла получил распространение в западноевропейских колониях Рима и на Востоке. Осколки подобных стекол находят и на Черноморском побережье. Однако после падения Западной Римской империи следы использования этой технологии исчезают, и начальный период средневековья, по-видимому, совсем не знает оконного стекла. Листовое стекло, вставляемое в окна, вновь появляется через несколько веков; должно быть, раньше стали изготовлять оконное цветное стекло и лишь потом бесцветное. Подобная последовательность объясняется том, что получение бесцветного стекла требует довольно высокого уровня культуры стекловарения. Оно связано прежде всего с уменьем очищать от загрязняющих примесей сырые материалы, в первую очередь песок и огнеупорную глину, служащую для изготовления стекловаренного горшка. Особенную опасность представляют здесь окислы железа, являющиеся обычными спутниками природных минеральных веществ. Присутствие в составе стекла ничтожных примесей железа, в количестве хотя бы 0,03-0,05%, уже окрашивает стекло в грязно-зеленоватый цвет. В цветном же стекле этот неприятный оттенок почти не заметен. Вот почему совершенно бесцветное, прозрачное стекло сделалось широко доступной продукцией значительно позже того, как люди научились варить цветное стекло. Однако появившееся в средние века оконное стекло представляло собой еще большую редкость и применялось лишь для парадных зданий общественного назначения, главным образом храмов. Об использовании цветного или бесцветного стекла для жилищ широких масс населения не могло быть и речи в течение еще многих веков. Средневековое листовое стекло по технологии изготовления в корне отличалось от древнеримского. Оно получалось не отливкой, а выдуванием. Первоначально обычными приемами этого метода изготовляли шарообразную заготовку, которая путем раскатывания на плитке и размахивания преобразовывалась в сосуд цилиндрической формы. После охлаждения такого изделия дно и верхняя часть его, которой оно соединялось с выдувательной трубкой, отрезались. Оставшийся открытый с двух концов цилиндр надрезался острым краем какого-нибудь твердого минерала по всей своей длине и укладывался на ровную глиняную плиту в особую, так называемую «правильную» печь. Здесь при постепенном разогревании и разравнивании деревянной гладилкой цилиндр распрямляли в плоский лист. Стекло получалось довольно тонким, листы выходили очень небольшого размера, качество самой стекломассы было невысоким и характеризовалось значительным количеством пузырей и свилей. Поверхность листа, обращенная к глиняной плите, была неровной. Приблизительно так изобразил производство цветного стекла монах Теофил в своем трактате, написанном в XII в. Однако этот новый технологический процесс не способствовал более широкому распространению оконного стекла среди населения. Стекло по-прежнему оставалось остро дефицитным товаром и применялось в редчайших случаях, почти исключительно при строительстве церквей. Крупнейшие представители феодальной знати продолжали мерзнуть в своих замках с незастекленными окнами, а простые люди удовлетворялись промасленной бумагой или бычьим пузырем. Слюда была тоже большой редкостью и ценилась очень дорого. Одновременно с этим, описанным Теофилом методом выделки листового стекла существовал еще один, третий по счету. На нем мы уже останавливались в главе, посвященной стеклоделию Киевской Руси. Там мы указывали, что на территории древнеславянского государства находят многочисленные фрагменты кругов из тонкого, хорошо проваренного стекла. Диаметр этих кругов колеблется около 200-250 мм. Кромка их всегда аккуратно заделана, чем значительно повышается прочность изделия. Обстановка, в которой фрагменты этих изделий находились, не оставляла сомнений в том, что они служили для остекления окон крупных зданий общественного назначения. Для этого в деревянных щитах, вставлявшихся в оконные проемы, проделывались круглые прорези. По-видимому, так был остеклен храм Киевской Софии и многие другие церкви домонгольской Руси. Можно утверждать, что при изготовлении стеклянных кругов пользовались также приемами выдувания. Процесс, вероятно, сводился к следующему. Набирали порцию стекла на трубку, приготовляли баночку обычной формы и при помощи известных приемов ручного выдувания преобразовывали ее в воронкообразный сосуд с очень широким плоским дном, кромка которого была аккуратно завернута. Полученное изделие представляло собой не что иное, как обычную, воронкообразно суживающуюся кверху ножку средневекового сосуда, только значительно большей величины. Такие ножки, нижняя (плоская) часть которых есть точное подобие вышеуказанных круглых оконных стекол, мы можем во множестве видеть на средневековых бокалах и кувшинах. После того как заготовка была изготовлена, оставалось лишь отделить дно от верхней, воронкообразной части, соединявшей изделие с выдувательной трубкой. Это, по всей вероятности, делали после охлаждения изделия путем «отшибания», т. е. прикосновения к горячему стеклу мокрой железной полосой. Иногда высказываются предположения, что добываемые киевскими археологическими раскопками круги оконного стекла изготовлялись так называемым «лунным» способом, о котором мы будем говорить дальше. Но это предположение едва ли основательно, поскольку в центре кругов не наблюдается утолщений, характерных для этого способа. Итак, мы видим, что и третий, только что описанный нами способ выделки оконного стекла использовался лишь в исключительных случаях — для застекления парадных зданий общественного назначения. Широкие же слои населения продолжали обходиться без оконного стекла. Проблема оконного стекла как широко доступного материала не была решена до конца XVI в. Еще в середине этого столетия во дворцах королей Франции употреблялись для окон промасленное полотно и бумага. Лишь сто лет спустя во дворце Людовика XIV было применено стекло в виде маленьких квадратиков, вставленных в свинцовый переплет. Сохранился документ, из которого следует, что в 1700 г. в замке герцога Нортумберлендского (Англия) во время отсутствия хозяина вынимались все стекла, чтобы их случайно не разбило ветром. Проблема остекления жилья продолжала сохранять свою остроту до конца средневекового периода, когда начал широко применяться лунный способ изготовления листового стекла, впервые предложенный еще в XIV в. Нам приходилось вскользь упоминать об этом методе в предыдущих главах. Остановимся несколько подробнее на его сущности. В основу способа положен принцип выдувания (рис. 350). Мастер набирает на трубку за несколько приемов большое количество стекла и выдувает толстостенный шар (позиция а), которому посредством обычных манипуляций придает сплющенную форму (позиция б). Затем он прилепляет «понтию» и «отшибает» заготовку от трубки (позиция в). После этого прибегают к оригинальному приему, в котором состоит все своеобразие лунного способа. Заготовку начинают вращать с возрастающей скоростью вокруг ее оси. Вследствие постепенно развивающейся центробежной силы она все более и более раскрывается, пока, наконец, не принимает форму совершенно плоского диска толщиной около 2-3 мм и диаметром, доходящим до 1,5 м (позиции г-ж). После отделения от понтии (позиция з) и отжига в особой печи такие круги поступали к потребителю. Рис. 350. Схема ручною производства оконного стекла лунным способом
Рис. 350. Схема ручною производства оконного стекла лунным способом
Понятно, что больших стекол из таких кругов не удавалось вырезать, так как в центре каждого круга находилось утолщение («пупок»), представлявшее собой след от понтии. Характерным признаком оконных стекол, полученных лунным способом, были отчетливо видимые концентрические волны. Такие волны свойственны всем плоскодонным сосудам, получаемым методом выдувания, в том числе и оконным стеклам, изготовлявшимся в домонгольской Руси. Лунный метод производства листового стекла, после того как он был окончательно освоен, в первый раз удовлетворительно разрешал проблему застекления жилищ широких слоев населения. Листовое стекло сделалось доступным материалом. Но этому методу не суждено было удержаться надолго, и уже в начале XVIII в. он начал вытесняться гораздо более совершенным, так называемым «халявным» методом, который в течение двух столетий безраздельно господствовал во всем мире как единственный процесс, обеспечивавший получение доброкачественного и дешевого оконного стекла. Любопытно отметить, что халявный метод, в сущности, был открыт очень давно, веков за шесть до того, как он получил столь широкое распространение. Еще монах Теофил описал его, рассказывая о производстве витражного стекла. Но в то время этот метод не был еще достаточно разработан. Судя по сохранившимся образцам средневековых витражей, он давал только очень небольшие листы неоднородной толщины и с неровной поверхностью. Применялся этот способ главным образом при изготовлении цветного стекла, и лишь позднее, когда научились обращать должное внимание на чистоту исходных материалов, начали выпускать листовое бесцветное стекло относительно чистых оттенков. Это стекло, покрытое живописью, иногда включалось в витраж наряду с окрашенными стеклами, всегда занимавшими доминирующее положение. Как известно, этот древний способ, представляющий собой начальный вариант халявного производства листового стекла, не получил в свое время широкого распространения. Стекло, являвшееся продукцией этого довольно трудоемкого производственного процесса, получалось в виде небольших листов и обходилось дорого. Новый халявный способ, введение которого в XVIII в. сопровождалось столь знаменательным успехом, представлял собой значительно более усовершенствованный вариант, приспособленный к массовому производству. Заслуга этого достижения, по-видимому, принадлежит венецианцам. Известно, что они на протяжении XVI столетия упорно трудились над усовершенствованием старого халявного метода, стремясь обеспечить свое зеркальное производство листами стекла больших размеров. Практических результатов удалось достигнуть к середине XVII в.: во Франции силами муранских мастеров строится первый завод, выпускающий относительно большие зеркала из дутого стекла. Принципиально этот вопрос был, вероятно, разрешен несколько раньше, так как правительство Венеции уже в 1605 г. выдает одному из мастеров Мурано разрешение на реализацию его изобретения, заключавшегося в коренном усовершенствовании старого халявного метода. Основным отличием нового метода явилось приспособление его к более крупным масштабам как в отношении величины выпускаемых листов стекла, так и в части производительности процесса. Размеры изготовлявшихся листов были доведены до 2-2,5 кв. м. Вес порции стекла, набиравшейся на конец выдувательной трубки, доходил до 15-20 кг. Для раздувания цилиндра длиной около 2 м мастеру не хватало воздуха в легких, поэтому прибегали к помощи центробежной силы, раскачивая стеклянные халявы в глубоких щелеобразных ямах, которые устраивались около каждого рабочего места. А чтобы предохранить мастера, размахивающего полуторапудовым грузом, от падения в яму, его привязывали цепью к столбу. Особые меры были приняты и для повышения качества продукции. Сторона стекла, обращенная к плите, на которой цилиндр расправляли в плоский лист, получалась теперь очень ровной и гладкой, так как огнеупорная плита, или «разводная лава», как ее называли, подвергалась тщательной шлифовке тонкими песками. На рис. 351 схематически показаны главнейшие этапы выработки листового стекла по халявному способу. Все стадии раздувания цилиндра представлены достаточно наглядно и пояснений не требуют, кроме одной: на рисунке видно, что к нижнему сферическому концу цилиндра прикреплен какой-то комочек. Это — комочек горячей стекломассы. В соответствующий момент он прилепляется к цилиндру с единственной целью образовать в нем отверстие для окончательной отделки нижней части халявы. Производится это следующим образом. Горячий комок стекла вызывает местный разогрев сферического дна цилиндра, вследствие чего стекло в этом месте становится более мягким. Тогда наружный конец трубки плотно закрывают пальцем и конец цилиндра всовывают в отверстие печи. Находящийся в халяве воздух стремится расшириться, но цилиндр плотно закупорен, и давление в нем повышается до тех пор, пока стенка не прорвется в самом слабом месте, т. е. около прикрепленного комочка стекла. В образовавшееся отверстие вводят ножницы, которыми вырезается правильное круглое отверстие, после чего халяве придают быстрое вращательное движение вокруг ее оси. В результате действия центробежной силы нижняя кромка халявы развертывается, как показано на рисунке, в правильную цилиндрическую поверхность, образующую продолжение корпуса халявы. Последние позиции рисунка показывают, как халява отрезается и расправляется на разводной лаве в печи.
 Рис. 351. Схема ручного производства оконного стекла холявным способом
Рис. 351. Схема ручного производства оконного стекла холявным способом
Новый усовершенствованный халявный способ получения оконного стекла давал по сравнению со всеми прежними методами продукцию значительно лучшего качества и по гораздо более низкой цене. С этих пор оконное стекло становится в быту широких слоев населения обычным предметом. Проблема рационального заполнения оконных проемов была решена окончательно. Это произошло, как мы видим, совсем недавно, всего лишь в начале XVIII в. Так закончился двухтысячелетний период борьбы человека за светлое и теплое жилье, период, в течение которого пять раз сменялись способы производства листового стекла и ни один из них не мог удовлетворить своему назначению, несмотря на то, что в других разнообразных отраслях стеклоделия уже давно имелись выдающиеся достижения. Затянувшийся вопрос как будто нашел свое окончательное решение. Модернизированный халявный метод, видимо, отвечал всем требованиям и распространялся с необыкновенной быстротой. Но в это время человечество уже двигалось стремительными шагами навстречу замене ручных приемов производства механической силой, и омоложенный халявный метод, только что получивший всеобщее признание, принужден был начать отступление перед надвигавшимся новым механизированным методом, рожденным XX веком и разрешившим проблему изготовления тонкого листового стекла с невиданным совершенством. В настоящее время халявный способ сохранился лишь для тех случаев, когда производство не носит массового характера, а ограничивается выпуском сравнительно незначительного количества листов небольшого размера из стекла различных составов при варке в горшках, что имеет место, например, при изготовлении точных светофильтров. Что же представляет собой распространившийся сейчас во всем мире новый механизированный метод получения тонкого листового стекла? Приблизительно сто лет назад американец Кларк заметил, что если на поверхность расплавленного стекла положить железный стержень и начать поднимать его, сохраняя его горизонтальное положение, то за ним потянется полотнище стекла, которое, быстро остывая на воздухе, будет твердеть, образуя стеклянный лист. Сделав это открытие, Кларк возомнил себя счастливейшим человеком, считая, что ему суждены несметные богатства. Но он жестоко просчитался. Прошло около семидесяти лет, пока его идея, здоровая в своем существе, была, наконец, реализована. Этот путь был длинен и тернист. Тратились большие средства, без устали проводились эксперименты, надежда сменялась отчаянием. Порой казалось, что затраченные усилия напрасны и поставленная задача не решима. В мемуарах академика А. Н. Крылова где-то сказано, что в каждом деле идея — это 2%, а ее осуществление на практике — 98%. Если даже мы сделаем небольшую скидку на пристрастие Алексея Николаевича к особой выпуклости выражений и характеристик, мы все же должны согласиться, что в основном оп безусловно прав. Усилия, которые приходится затрачивать при внедрении в жизнь различных предложений и изобретений, подчас очень остроумных, во много раз больше тех усилий, которые пошли на их придумывание. Многие из нас знают на собственном опыте, какого огромного напряжения требует подчас успешная реализация на производстве результатов научных исследований. Какие же затруднения стояли на пути осуществления идеи Кларка? Оказалось, что стекло вытягивается вслед за стержнем, или «приманкой», как его в данном случае называют, не правильной лентой с параллельными кромками, а клиновидным полотнищем в виде треугольного флага, висящего острием книзу. Вот это-то сужение ленты стекла при вытягивании и оказалось тем затруднением, на преодоление которого пришлось затратить несколько десятилетий. Причина такого явления лежит в ряде свойств пластичной стеклянной массы: здесь и силы поверхностного натяжения, которые стремятся сократить ширину ленты, и пластическая деформация ленты, вызванная ее растяжением, и стекание расплавленного стекла под влиянием собственного веса. Борьба со всеми этими явлениями закончилась лишь в начале XX в., когда было найдено сразу два решения, имевших одинаковый успех и приведших к двум технологическим процессам, поделившим между собой на приблизительно равные части мировой рынок потребления листового окопного стекла. Первое решение принадлежит бельгийскому инженеру Фурко. Он исходил из следующих соображений. Основная причина сужения ленты стекла заключена в ее растяжении. Вязкая стекломасса способна растягиваться, как всякий эластичный материал. Если мы будем растягивать в продольном направлении резиновую ленту, она в поперечном направлении будет сжиматься, становясь все уже и уже. В стеклянной ленте получается такое же явление, и ее постепенное сужение в том месте, где она выходит из поверхности расплавленного стекла, приводит к ее полному «выклиниванию», т. е. к обрыву. Следовательно, чтобы предотвратить в вытягивающейся стеклянной ленте прогрессирующее сужение, приводящее к выклиниванию, нужно, чтобы лента не испытывала растягивающих усилий в том месте, где она выходит из поверхности расплавленного стекла. К борьбе с растягивающими усилиями в нижней части стеклянной ленты и сводилась задача, окончательно сформулированная Фурко. Решение, к которому оп пришел, отличается необыкновенной простотой. Фурко предложил опустить на поверхность расплавленного стекла сделанный из огнеупорной глины брус, с сквозной щелью по всей его длине. Это тело он назвал «лодочкой». Обожженная глина легче стекла, а потому лодочка плавает на его поверхности. Если начать нажимать на нее сверху, то через щель будет выдавливаться снизу вверх стекломасса и с тем большим напором, чем глубже мы будем утапливать лодочку. Как только стекломасса начнет показываться из щели лодочки, сверху навстречу ей опускают «приманку» — горизонтально подвешенный железный стержень, который приводят в соприкосновение с выступающим гребнем стекла. Раскаленные металлы обладают свойством крепко свариваться, склеиваться с расплавленным стеклом, и когда мы начнем поднимать приманку, за ней потянется лента стекла. Если скорость подъема приманки будет больше, чем скорость выдавливания стекла через щель лодочки, лента будет находиться в растянутом состоянии, и мы опять столкнемся с ее сужением. Если же скорость подъема приманки будет приблизительно равна скорости нагнетаемого снизу вверх через щель лодочки стекла, лента не будет испытывать растягивающих усилий и станет вытягиваться правильным полотнищем с параллельными кромками. Окончательное торжество идеи Фурко наступило лишь после его смерти. Новый метод обошел всю Европу, и в непродолжительном времени по всей ее территории выросли десятки заводов, работавших по этому методу и сделавших, наконец, листовое стекло дешевым, доступным мате риалом. На рис. 352 приведена схема вытягивания листового стекла по методу Фурко.
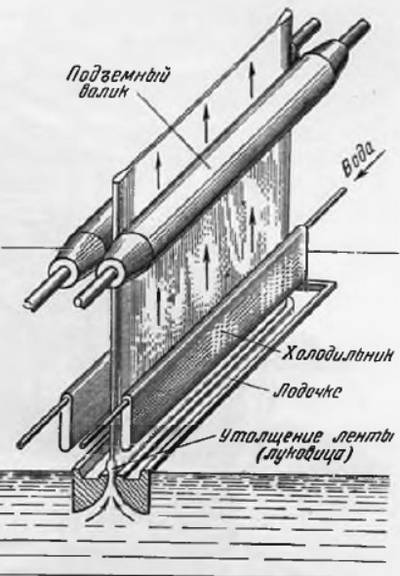 Рис. 352. Схема вытягивания оконного стекла при помощи лодочки
Рис. 352. Схема вытягивания оконного стекла при помощи лодочки
Чтобы можно было судить о конструкции лодочки, показан ее поперечный разрез. Параллельные плоские ящики, расположенные по бокам ленты, представляют собой холодильники с циркулирующей водой, которые способствуют быстрому отвердеванию ленты тотчас же после ее выхода из щели лодочки. Над холодильниками видны два валика, расположенные по обеим сторонам стекла. Таких валиков, размещенных по высоте ленты, имеется несколько пар (на рисунке показана только нижняя). Валики обложены асбестом, крепко обжимают ленту и приводятся во вращение от электромотора. Это — подъемный механизм, обеспечивающий плавное и равномерное движение ленты стекла снизу вверх со скоростью от 25 до 100 м в час и больше. От этой скорости зависит толщина получаемого стекла, которую можно изменять в довольно широких пределах, достигая 8-10 мм. Чем больше скорость вытягивания, тем тоньше получается стекло. Второй фактор, влияющий на толщину вытягиваемого стекла, — это вязкость стекломассы, а следовательно, и ее температура. Наконец, третьим фактором является положение холодильников, способствующих быстрому отвердеванию стекла. Как видно на схематическом рисунке 352, лист стекла в самом своем основании, при выходе из щели лодочки, имеет утолщение, постепенно сходящее на нет, когда лента приближается к своей нормальной толщине. В поперечном сечении это утолщение напоминает форму луковицы. Чем ниже будут опущены холодильники, чем ближе они окажутся к основанию «луковицы», тем в более широком месте будет зафиксирована толщина стекла и тем толще будет вытягиваемая лента. Меняя эти три основных параметра процесса — скорость вытягивания, температуру стекла и высоту расположения холодильников, — мы можем получать стекло различной толщины. Ширина ленты обычно колеблется от 1,2 до 3,0 м. Наиболее употребительная ширина 1,8 м. Вытягивание стекла в машинах Фурко производится не на открытом воздухе, а в вертикальном железном футляре, или кожухе, снабженном хорошей тепловой изоляцией и носящем название «шахта Фурко». В шахте поддерживается постоянный температурный режим, необходимый для хорошего отжига медленно поднимающейся стеклянной ленты. На уровне второго этажа здания шахта оканчивается, и охлажденная лента стекла выходит наружу. Отжиг к этому моменту уже успел завершиться, стекло свободно от внутренних натяжений, и остается только снять его с машины. Эта процедура заключается в нанесении на ленте стальным роликом поперечных надрезов на расстоянии 1,5-2,0 м один от другого с последующим отламыванием листов. Раньше это делалось вручную, но за последние годы на заводах начали входить в употребление автоматические отломщики различных конструкций. На рис. 353 показан общий вид машины вертикального вытягивания системы Фурко с автоматическим отломщиком конструкции Колесникова. Отделяемые отломщиком отрезки стеклянной ленты укладываются на транспортер, изображенный сзади, и доставляются в резное отделение, где рабочие-резчики, вооруженные стальными роликами, раскраивают стекло на листы требуемых ГОСТом размеров. Таких машин при каждой ванной печи устанавливается несколько, обычно от 3 до 9. Расплавленная стекломасса, остуженная до необходимой вязкости, непрерывно подводится к каждой машине по системе каналов, отходящих от варочного бассейна. Такие агрегаты обладают огромной производительностью и могут выпускать свыше 100 m листового стекла в сутки (рис. 354).
 Рис. 353. Машина вертикального вытягивания оконного стекла при помощи лодочки (машина Фурко)
Рис. 353. Машина вертикального вытягивания оконного стекла при помощи лодочки (машина Фурко)
 Рис. 354. Общий вид расположения машин вертикального вытягивания оконного стекла около ванной печи
Рис. 354. Общий вид расположения машин вертикального вытягивания оконного стекла около ванной печи
Для нас этот метод вытягивания ленты стекла при помощи лодочки имеет особенно большое значение, так как в Советском Союзе почти все оконное стекло получается таким образом. Второе решение проблемы вытягивания листового стекла, о котором говорилось выше, принадлежит американцу Кольберну и было найдено приблизительно одновременно с поступлением предложения Фурко. Однако Кольберн шел самостоятельным путем и решил задачу вытягивания листового стекла принципиально иначе. Чтобы предотвратить сужение ленты, он захватывает ее борта двумя парами роликов, как показано на рис. 355, и тем самым механически препятствует их сближению. В этом — основная идея его метода, который, в отличие от метода Фурко, можно назвать методом «безлодочного вытягивания». Вторая особенность машины Кольберна — горизонтальное направление вытягиваемой ленты (рис. 355). Стеклянная лента лишь на очень небольшом протяжении от поверхности расплавленного стекла сохраняет вертикальное направление, после чего перегибается на 90° вокруг огнестойкого металлического валика и продолжает вытягиваться уже горизонтально, что имеет ряд удобств при проведении термической и механической обработки движущейся ленты, но требует значительно большей площади.
 Рис. 355. Схема вытягивания оконного стекла со свободной поверхности
Рис. 355. Схема вытягивания оконного стекла со свободной поверхности
Приложенный нами рисунок может вызвать ошибочное представление, будто бы машина Кольберна представляет собой довольно примитивное устройство. На деле это далеко не так. Рисунок демонстрирует лишь голую схему процесса. На нем не показан ряд важных деталей, разработка которых потребовала огромного труда и больших средств. К числу таких деталей относятся: сложная система водяного охлаждения роликов и бортов ленты, конструкция вытягивающего устройства, приспособление для обогревания и экранирования перегибного валика, сложная конфигурация подмашинной камеры с ее теплоизоляционными перегородками и т. д. Для того чтобы вся сложная, глубоко продуманная система начала безотказно работать, жизни ее автора не хватило, и совершенно так же, как это случилось с машиной Фурко, метод безлодочного вытягивания листового стекла был реализован и прославился после смерти его изобретателя, потратившего на это многие годы жизни и как будто бы больше миллиона долларов из карманов своих компаньонов, не прогадавших в конечном счете на этом деле. Метод Кольберна получил широкое распространение только в Америке. В нашей же стране и во всей Европе выделывают тонкое листовое стекло на машинах Фурко. Так сложилось исторически. В техническом и экономическом отношениях, а также и в отношении качества выпускаемой продукции оба метода более или менее равноценны. Безлодочным вытягиванием стекла у нас начали заниматься сравнительно недавно. Львовский завод имеет на этом пути определенные успехи. Производство тонкого листового стекла представляет в СССР мощную ветвь индустрии. Механизированныезаводы этого профиля стали строиться еще в 20-х годах и в настоящее время распространены в большом количестве по всей стране. По объему выпуска эта отрасль советской промышленности вышла перед войной на первое место, опередив Соединенные Штаты Америки.
Зеркальное стекло
Под этим термином принято понимать листовое стоило, толщина которого значительно превосходит толщину оконного стекла и лежит в пределах от 6-8 мм до нескольких сантиметров. Стекло такого типа имеет в настоящее время широкое применение и расходуется в огромных количествах. Оно идет для остекления оконных проемов парадных зданий общественного назначения: театров, клубов, дворцов культуры, магазинов, для авто-, авиа- и вагоностроения, для специальных светотехнических установок: телескопов, отражателей, маячной оптики, в мебельном производстве и, наконец, как облицовочный материал в строительном деле. Мировая потребность в такого рода стекле непрерывно растет и определяется сейчас десятками миллионов квадратных метров в год. Если, как мы видели, производство тонкого листового стекла налаживалось с большим трудом и человечеству удалось овладеть надежным методом его изготовления лишь во второй половине средневековья, то задача выделки толстого листового стекла разрешалась с еще большими затруднениями и еще более медленными темпами. Правда, с известной натяжкой можно было бы признать за прообраз современного процесса получения зеркального стекла описанный нами выше античный метод отливки толстых стеклянных пластин, но установление такой связи, пожалуй, слишком искусственно. Не говоря уже о принципиальном различии в технологии обоих методов, пятнадцативековой интервал между исчезновением древнего метода и появлением нового, современного, исключает возможность говорить о какой-либо преемственности. Таким образом, надлежит считать, что производство толстого зеркального стекла появляется впервые в конце XVII в., когда француз Лука де Негу изобрел способ прокатывания стекла на больших столах. Очень простая схема этого процесса, представленная на рис. 356, сводится к раскатыванию на металлическом столе тестообразной стекломассы тяжелым, металлическим же катком (совершенно так же, как тесто раскатывается скалкой). Вдоль кромок стола укладывают две металлические рейки, по которым и катится вал. Очевидно, что при этом толщина листа будет одинакова повсюду и равняется высоте реек. Листы получались первоначально небольшого размера, около 2-2,5 кв. м. Большим недостатком их являлась неровность, шероховатость обеих сторон вследствие соприкосновения в момент затвердевания стекла с холодными металлическими поверхностями стола и катка. Поверхности эти обязательно должны были быть холодными, иначе стекло к ним прилипало бы накрепко. Чтобы стол и каток не нагревались, отливки приходилось делать через большие промежутки времени, а впоследствии как стол, так и каток стали непрерывно охлаждать водой, протекавшей через специально сделанные в них каналы. С неровностью и шероховатостью поверхностей прокатанного стекла боролись путем обработки их шлифовкой и полировкой, что, конечно, чрезвычайно удорожало процесс, но зато давало стекло исключительной красоты, столь гладкое и блестящее, как никакое другое стекло, отформованное горячим способом, в том числе и тянутое. В некоторых случаях применялся другой прием маскировки шероховатой поверхности прокатанного стекла, но об этом будем говорить дальше. Рис. 356. Схема проката стекла на столе
Рис. 356. Схема проката стекла на столе
Предложенный Негу процесс получения толстого листового стекла был повсеместно встречен как большой успех. Этот способ немедленно вступил в конкуренцию с производством дутых венецианских зеркал и вскоре был положен в основу технологии знаменитой французской Сен-Гобенской мануфактуры, монополизировавшей производство крупных зеркал в Европе на ряд десятилетий. Метод прокатки толстого стекла с чрезвычайной быстротой распространился по всей Европе. Как мы уже отмечали выше, через 10 или 15 лет после его изобретения он уже был освоен в России на Московском стекольном заводе, отстроенном Петром I. По мере того как новый метод все более и более широко использовался, он претерпевал ряд изменений и усовершенствований, которые в первую очередь приводили к получению более крупных зеркал. Если Негу начал с 2,5 кв. м, то уже к началу XVIII в. этот предел был по крайней мере удвоен, а примерно через 100 лет размер прокатываемых листов был доведен до 10-12 кв. м. Такого размера зеркала выделывались на Санкт-Петербургском стеклянном заводе при Потемкине, после того как И. П. Кулибиным были спроектированы и смонтированы необходимые для этого машины. В то время это, кажется, были самые крупные зеркала в Европе. Сейчас размеры изготовляемых по усовершенствованному способу Негу зеркал достигают 20 кв. м и более. Само собой разумеется, что по мере перехода на более крупные размеры листов стекла облик всего комплекса оборудования коренным образом изменяется в сторону возрастающей сложности и громоздкости. От ручной тележки и легкого крана, при помощи которых транспортировался по цеху и опрокидывался над литейным столом небольшой тигель Негу емкостью, вероятно, около 80-100 кг стекломассы, переходят к более мощным подъемным и транспортным механизмам, к увеличению площади литейных столов и емкости стекловаренных сосудов. Уже к началу XIX в. вся эта установка, хотя еще и не подвергнувшаяся механизации трудовых процессов и обслуживавшаяся людьми, производила чрезвычайно внушительное впечатление с ее огромной, многогоршковой печью, громоздкими кранами для подвоза и выливания горшка, тяжеловесными чугунными прокатными станами и фронтом монументальных отжигательных печей, так называемых «каркесов». Метод Негу дожил до наших дней. В настоящее время он употребляется в сильно измененном и усовершенствованном виде для изготовления самых больших и самых толстых листов стекла. Процесс полностью механизирован. Размеры прокатных столов достигают 40 кв. м при толщине чугунной плиты около 20 см. Емкость стекловаренного горшка доходит до 2 т. Для извлечения горшка из печи и переноса его к прокатному устройству служит мощный мостовой кран. Главная часть его — расположенная под потолком поперечная ферма, склепанная из фасонного железа, которая может кататься на роликах вдоль всего здания по рельсовым путям, проложенным под карнизами продольных стен. По этой ферме катается на роликах такая же клепанная, свисающая вниз башня, на конце которой укреплена вращающаяся во все стороны кабина, имеющая возможность перемещаться по всему цеху, скользя над полом во всех направлениях. В кабине помещаются двое рабочих: один руководит передвижением по цеху, другой — действием двух мощных клешней, высовывающихся из кабины. Когда наступает момент отливки, кабина приближается к открытому устью печи, клешни вдвигаются в огневое пространство, охватывают горшок с двух сторон, отрывают его от пода и крепко держат, пока кабина мчится по цеху к прокатному стану. Здесь, как только горшок очутится над столом, клешни опрокидывают его и, выждав, пока все стекло вытечет на чугунную плиту, доставляют обратно на прежнее место в печи. В настоящее время отжиг стекла производится в каркесах лишь в случае очень толстых стекол. Обычное же зеркальное стекло отжигается в тоннельных печах непрерывного действия. Такая печь представляет собой канал длиной около 100 м, вдоль которого при помощи особых механизмов медленно передвигаются уложенные вплотную один к другому листы прокатанного стекла. В канале поддерживается постоянный тепловой режим с постепенным падением температуры от входного конца, куда поступают только что прокатанные, еще горячие листы стекла, к противоположному, из которого они извлекаются уже совершенно отожженными, остывшими до комнатной температуры. Такая установка, поражающая своей громоздкостью и мощностью оборудования, сохранилась на одном из наших заводов. Однако процесс отливки на столах зеркального стекла сейчас уже отживает свой век. Главный недостаток ее — в невозможности добиться правильной формы листов, выходящих всегда несколько покоробленными. При последующей обработке листов зеркального стекла шлифовкой и полировкой приходится очень много снимать лишнего стекла, что сильно удорожает продукцию. Единственным выходом из такого затруднения оказался переход на прокатку стекла между вальцами. Такой процесс схематически иллюстрируется рис. 357. Стекло выливается из ковша (а в случае больших листов непосредственно из горшка, как и при отливке на столе) в пространство между двумя параллельно расположенными вальцами, вращающимися навстречу друг другу, и выходит оттуда в виде листа, толщина которого зависит от величины расстояния между вальцами. Под вальцами располагается движущийся стол, или роликовый транспортер, на котором и укладывается постепенно остывающее стекло. Дальше отжиг стекла производится совершенно так же, как и при отливке на столе.
 Рис. 357. Схема проката стекла между вальцами
Рис. 357. Схема проката стекла между вальцами
Оказалось, что при таком способе прокатки листы стекла, равномерно охлаждающиеся с обеих сторон в момент формования, получаются значительно более правильными, и затраты по их абразивной обработке сильно снижаются. В результате этого прокатка между вальцами, как более совершенный и экономически выгодный метод, почти полностью вытеснила прокатку на столе. Все только что нами сказанное относилось к технологическому процессу, носящему периодический характер, когда одна операция последовательно сменяет другую. Таким образом, в цехе в каждый данный момент идет какая-нибудь одна стадия процесса, например засыпка шихты в горшки, продолжающаяся 8 часов, затем варка стекла, занимающая 14 часов, после этого отливка стекла, требующая 2 часов, итого 24 часа, после чего суточный цикл опять начинается сначала. В современных производствах, где механизация доведена до высоких степеней совершенства, подобный порядок нетерпим, так как вносит прерывистость, нарушает плавную поточность производства, являющуюся обязательным условием совершенной механизации трудовых процессов. В соответствии с этими требованиями современное производство толстого листового стекла существенно отличается от только что описанных нами периодических методов. В современном производстве стекло подается на вальцы не отдельными более или менее крупными порциями при помощи черпака или опрокидывающегося горшка, а непрерывно и непосредственно из ванной печи, день и ночь, без всяких перерывов. Схематически такая установка показана на рис. 358.
 Рис. 358. Схема получения толстого листового стекла по методу непрерывного проката
Рис. 358. Схема получения толстого листового стекла по методу непрерывного проката
Из короткого канала, которым заканчивается бассейн ванной печи, вытекает широкой плоской струей стекломасса, попадая в пространство между двумя вальцами, вращающимися навстречу один другому. Выходящий из вальцов лист стекла, еще горячий и мягкий, сначала сползает по металлической плите и, когда достаточно затвердеет, продолжает катиться по роликовому транспортеру. Расстояние между вальцами, определяющее толщину листа, изменяется по желанию при помощи показанных на рисунке винтов. Расход стекломассы, или скорость ее истечения через сливной порог канала, регулируется особыми шиберами, на рисунке не показанными. Как формующие валики, так и плита охлаждаются водой, циркулирующей по внутренним каналам. Постоянно движущаяся по роликовому транспортеру лента зеркального стекла входит в канал тоннельной печи отжига, обогреваемой электрическими нагревателями, и, последовательно проходя участки все более и более низких температур, выходит на открытый воздух совершенно охлажденной и хорошо отожженной. После этого, продолжая двигаться по открытой части транспортера, лента подвергается контролю на качество отжига, операции отбортования, т. е. отрезки бортов, и, наконец, нарезке на листы заданных размеров. Общий вид этой установки представлен на рис. 359.
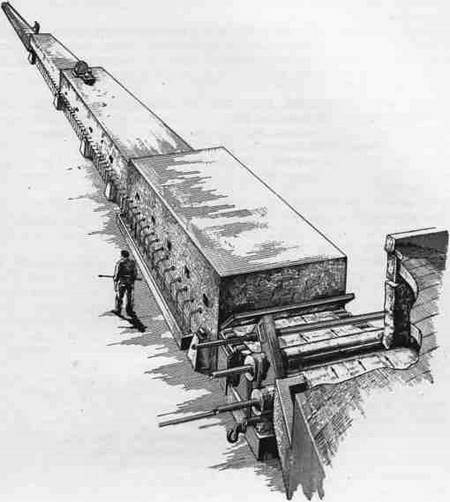 Рис. 359. Общий вид установки для непрерывного проката толстого листового стекла
Рис. 359. Общий вид установки для непрерывного проката толстого листового стекла
Толщина получаемого этим методом стекла колеблется от 3 до 15 мм в зависимости от скорости движения ленты, в пределах соответственно от 5 до 0,5 м в минуту. Этот метод выработки листового стекла средней толщины сейчас наиболее передовой и самый совершенный в техническом отношении. Он широко применяется в Советском Союзе и кладется в основу новых, проектируемых в настоящее время заводов. Таким образом, в отличие от способа отливки на столе, прокатку между вальцами можно назвать процессом непрерывного действия. В любой момент времени в цехе всегда протекают одни и те же операции, и картина производственного процесса никогда не меняется. Варка стекла производится не в горшковой печи периодического действия, а в ванной, тепловой режим которой никогда не меняется и в которой все стадии процесса происходят одновременно, но в разных местах печи. Стекломасса непрерывно движется вдоль бассейна печи, последовательно проходя через зоны необходимых для данной стадии варки температур. Поступление стекла на формующее устройство происходит не отдельными порциями, как при отливке из горшков, а тоже непрерывно, в виде никогда не прекращающегося потока. Сам формующий механизм — прокатные вальцы — работает не периодически, как прокатный стол, а постоянно, никогда не останавливаясь, и, наконец, отжиг стекла производится не в печах периодического действия, именуемых каркесами, которые то разогреваются, то охлаждаются, а в тоннельных печах непрерывного действия, где температурный режим никогда не меняется, где температура постоянна, а движется само стекло. Таким образом, в современной установке получения зеркального листового стекла путем прокатки между вальцами непосредственно из ванной печи мы можем видеть прекрасный пример полностью механизированного поточного производства, выпускающего массовую продукцию, что, кстати сказать, в полной мере относится и к уже знакомому нам производству оконного стекла методом вытягивания. Технология получения некоторых специальных типов толстого листового стекла, а также способы холодной их обработки будут рассмотрены ниже. Советский Союз располагает всеми типами установок получения зеркального стекла. Особенно сильно развивается за последнее время строительство предприятий непрерывного проката стекла на вальцовых машинах.
Полированное листовое стекло
Как мы уже говорили, получаемое путем прокатки на столах или между вальцами зеркальное стекло всегда имеет один очень важный недостаток — шероховатость, неровность обеих сторон, являющуюся следствием соприкосновения стекла в момент его формования с металлическими поверхностями прокатного стола, катка и вальцов. Нужно сказать, что в более тонкое листовое стекло, получаемое методом вытягивания, обладает подобным же недостатком, выражающимся в волнистости, ориентированной вдоль по направлению вытягивания стеклянной ленты. Таким образом, получаемое тем или иным современным механизированным способом чистовое стекло, и тонкое (оконное) и утолщенное (зеркальное), обладает одним общим недостатком — низким качеством поверхности, покрытой разного рода неровностями. Этот дефект или лишает в той или иной степени стекло прозрачности, или приводит к искажению рассматриваемых через него предметов. Ожесточенная борьба с этим пороком машинного листового стекла, ведущаяся до наших дней в направлении усовершенствования процессов технологии варки и формовки листового стекла, пока не привела к успешным результатам. Вместе с тем бурно развивающиеся автомобильная, авиационная и вагоностроительная промышленности, с одной стороны, и запросы крупного городского строительства, с другой, а также общий рост культуры населения, связанный с повышением требований к качеству аксессуаров, оформляющих его быт, поставили стекольную промышленность перед необходимостью во что бы то ни стало решить проблему улучшения качества поверхности выпускаемого в огромных количествах листового стекла машинной выработки. Коль скоро усовершенствование горячих процессов технологии не давало успешных результатов, оставался один выход — обратиться к процессам холодной обработки стекла. Производственный процесс получения полированного стекла распадается, как известно, на две последовательные стадии: шлифовку и полировку. Шлифовка преследует две цели: прежде всего путем удаления излишков стекла с необработанной заготовки приблизить ее геометрическую форму возможно точнее к заданной и затем постепенным удалением неровностей образовавшейся грубой матовой поверхности выгладить ее, подготовить ее структуру к состоянию, наиболее удобному для последующей полировки. Первая операция носит обыкновенно название «обдирки», или «грубой шлифовки»; вторая — «тонкой шлифовки». Цель полировки — окончательно сгладить микронеровности шлифованного стекла для придания ему полной прозрачности и блеска. На производстве в огромном большинстве случаев процесс шлифовки осуществляется при помощи так называемого «свободного» абразива, т. е. какого-либо порошкообразного твердого материала, например наждака или кварцевого песка, катаемого между прижимаемыми одна к другой поверхностями обрабатываемого стекла и металлического инструмента, называемого «шлифовальником». Шлифовальник имеет форму плоского диска, обычно с каналами на нижней (рабочей) поверхности для равномерного распределения подаваемого на станок абразивного порошка, что раньше делалось вручную, а теперь, при массовом производстве, происходит автоматически. Диск нажимает своей тяжестью на расположенные на поверхности стекла зерна абразива и вращается в горизонтальной плоскости. Стекло же, прочно закрепленное на массивном столе, получает вращательное или прямолинейное движение. Чем мельче абразивный порошок, тем меньше его производительность, т. е. тем меньше он сошлифовывает стекла в единицу времени и тем тоньше, глаже получается шлифованная поверхность стекла. Процесс полировки осуществляется на этих же самых станках с той лишь разницей, что обрабатывающий инструмент — металлический шлифовальник — заменяется другим диском, так называемым «полировальником», имеющим мягкую рабочую поверхность, обычно войлочную или суконную. Абразивный твердый порошок в этом случае заменяется тонкодисперсным пылевидным материалом, чаще всего так называемым «крокусом» — особым образом приготовленной окисью железа. Общее представление о конструкции машин для шлифовки и полировки листового стекла дают приводимые нами схематически исполненные рисунки. На рис. 360 показан так называемый «ротационный» станок, в котором обрабатываемое стекло имеет вращательное движение: А — стол, на котором закрепляются обрабатываемые листы стекла; Б1 и Б2 — чугунные шлифовальники; М1 и М2 — электромоторы, приводящие во вращение стол и шлифовальники; В1 и В2 — штурвалы, при помощи которых шлифовальники могут подыматься и опускаться. Рис. 360. Схематический рисунок автомата с вращательным движением стола дли шлифовки и полировки листового стекла
Рис. 360. Схематический рисунок автомата с вращательным движением стола дли шлифовки и полировки листового стекла
Шлифовальники имеют разный диаметр. Один из них, больший, перекрывает центр стола. На рис. 361 показан полировальный инструмент, заменяющий на описанном станке шлифовальный диск, когда, закончив шлифовку, переходят к полировке. Это так называемая «полировальная звездочка», или «головка», состоящая в данном случае из 3 свободно вращающихся дисков, или полировальником, обтянутых войлоком или сукном. Таких дисков на одной звездочке бывает 3, 6, 9, 12 и больше.
 Рис. 361. Схематический рисунок полировальной головки
Рис. 361. Схематический рисунок полировальной головки
Ротационные шлифовально-полировальные станки строятся весьма различных размеров, начиная от совсем небольших, применяющихся, например, в оптическом производстве, с диаметром стола, или, как говорят, «планшайбы», в несколько десятков миллиметров и кончая крупными машинами, поперечник столов которых достигает 10 м и больше, предназначенными для обработки огромных листов зеркального стекла. В настоящее время эти машины в массовом производстве крупных листов стекла уступили свое место громадным агрегатам конвейерного типа с прямолинейным движением столов. Рис. 362 показывает автоматический шлифовально-полировальный станок с поступательно-возвратным движением стола: 1 — стол, на котором укрепляется при помощи гипса один или несколько листов стекла; 2 — шлифовальник, который, так же как и у ротационного станка, заменяется при переходе на полировку звездочкой с войлочными дисками; 3 — штурвал, подымающий и опускающий обрабатывающий инструмент; 4 — трансмиссия, вращающаяся от мотора 5 и приводящая в движение стол и шпиндель 6, на котором закрепляются шлифовальник и полировальник. Станки этого типа обычно бывают не очень больших размеров, и площадь их стола не превосходит 1,5-2,0 кв. м.
 Рис. 342. Схематический рисунок автомата с поступательно-возвратным движением стола для шлифовки и полировки листового стекла
Рис. 342. Схематический рисунок автомата с поступательно-возвратным движением стола для шлифовки и полировки листового стекла
Таковы в самых общих чертах процессы шлифовки и полировки стекла и механизмы, для этого предназначенные. Теперь несколько слов о том, что было сделано у нас в советское время для развития этой отрасли промышленности и каково ее состояние. На рубеже XX столетия процессы шлифовки и полировки, несмотря на то, что они относятся к старейшим приемам обработки стекла, занимали у нас и за границей очень скромное место и ограничивались, в сущности, тремя случаями применения: в приготовлении зеркал, в производстве художественной посуды и в обработке оптических деталей. В первом случае — в производстве, носившем массовый характер и выпускавшем громоздкую продукцию, — отдельные операции как по отливке стекла, так и по его холодной обработке были в то время уже механизированы и обслуживались тяжеловесным типовым оборудованием, о котором мы вскользь упоминали выше. Производство больших зеркал тогда было сосредоточено на немногочисленных предприятиях, принадлежавших крупным фирмам-монополистам, которые по согласовании между собой обслуживали своей малотранспортабельной продукцией расположенные вокруг них обширные потребительские районы. Например, в дореволюционной России было всего два предприятия, принадлежавших бельгийским акционерным обществам, которые производили в больших количествах зеркальное стекло, получавшееся методом проката на столе: одно из них было расположено на берегу Финского залива, около Капорской бухты, и обслуживало все северные районы страны, а другое — в Донецком бассейне, в Константиновке — поставляло зеркальное стекло на весь юг России. Естественно, что в таких условиях влияние конкуренции как фактора, стимулирующего технический прогресс капиталистического производства, было ослаблено до последней степени, и не приходится удивляться, что на этих предприятиях никому не приходило в голову затрачивать средства на научное изучение технологических процессов, в том числе и процессов шлифовки и полировки стекла. Несколько иная картина наблюдалась на заводах, выпускавших художественную стеклянную посуду. На этих обыкновенно небольших предприятиях всему задавали тон мастера-выдувальщики, шлифовщики, резчики, гравировщики, виртуозно владевшие своим ремеслом, носители заветов прошлого, передававшие свои «секреты» мастерства по наследству — от отца к сыну — и крайне отрицательно относившиеся ко всякому новшеству, а в особенности «научному». С другой стороны, и владельцы таких предприятий не видели особых оснований к затратам на новшества, так как изделия благодаря высокому искусству мастеров получались первостепенного достоинства, а их продажная стоимость как произведений искусства во столько раз превышала затраты, понесенные на их изготовление, что экономия, которая могла бы получиться в результате технического усовершенствования того или иного участка производственного процесса, никого не интересовала. Вся атмосфера на такого рода предприятиях была насквозь пропитана враждебным духом к каким бы то ни было новшествам и научным изысканиям. Третья группа предприятий, на которых применялись точные методы холодной обработки стекла, — это оптические заводы, или, вернее, оптические цехи оптико-механических заводов. Такие заводы были всегда организациями высококультурными: это необходимое условие, без которого они не могли справляться с поставленными перед ними заданиями. Механические цехи этих заводов работают и всегда работали на высоком уровне технической культуры. На этих заводах обычно имелись сильные лаборатории, которые занимались не только контролем производства, но и проводили разнообразные научно-исследовательские работы. Но, как ни странно, на этом общем высококультурном и прогрессивном фоне оптические цехи, неподвижно застывшие на традиционных, кустарных методах холодной обработки стекла, представляли собой зияющие бреши, бросающиеся в глаза своей отсталостью и беспомощностью. Вероятно, в этом печальном явлении сыграли роль две причины: во-первых, невысокая стоимость стеклянных деталей по сравнению с ценой всего оптического прибора в целом и, во-вторых, то обстоятельство, что коллективы оптико-механических заводов, несмотря на их высокую культурность, не могли освободиться от предвзятого представления, что процессы шлифовки и полировки стекла — это не обычная технология, управляемая инженерами, а своего рода искусство, в котором господствуют вдохновение и интуиция. В итоге, вплоть до сравнительно недавнего времени, технология холодной обработки стекла являлась областью теоретически почти совсем не изученной как у нас, так и за границей. Поскольку можно было судить по крайне ограниченному количеству соответствующих статей в иностранных журналах, проводившиеся там немногочисленные исследования страдали некоторой односторонностью, будучи направленными почти исключительно на изучение природы явлений, лежащих в основе процессов шлифовки и полировки стекла. На этом пути можно было встретить несколько более или менее остроумных высказываний и догадок, но нельзя было найти сколько-нибудь обстоятельных экспериментальных данных по изучению закономерностей, управляющих этими процессами. Очень мало уделялось внимания влиянию различных технологических факторов на показатели процессов холодной обработки. В итоге промышленность полированного стекла до самого последнего времени могла получать от такого рода научных исследований очень мало пользы в смысле конкретных указаний, необходимых инженерам для проектирования и ведения технологического процесса шлифовки и полировки листового стекла. Тем не менее следовало признать, что успехи, сделанные за первую четверть XX в. в этой отрасли промышленности за границей, особенно в США, были весьма значительны. Машины, построенные для массовой обработки стекла абразивными порошками, весьма мало походили на старые неуклюжие механизмы периодического действия. Новые шлифовально-полировальные агрегаты конвейерного типа, на которых процессы шлифовки и полировки протекают непрерывным потоком, представляли собой сооружения, производившие сильное впечатление своими масштабами и сложностью механических конструкций. Все это свидетельствовало о несомненно высоком уровне техники на новых заграничных предприятиях подобного типа. Конечно, вполне возможно, что успехи в технологии шлифовки и полировки были достигнуты чисто эмпирически, за счет огромной затраты средств и энергии на бесчисленные производственные эксперименты, но могло быть и другое объяснение, а именно, что теоретическим изучением этих вопросов за границей занимались значительно шире и глубже, чем можно было судить по опубликованным материалам. Но независимо от того, какое именно из этих двух объяснений имело место на самом дело, мы не имели возможности получить достаточно полные сведения об этой технологии, и, когда в середине 30-х годов Советское правительстио поставило вопрос о немедленном развертывании производства полированного стекла, наша стекольная промышленность оказалась в очень затруднительном положении. Ей не на что было опереться. В стране не было хоть сколько-нибудь знающих это дело специалистов-технологов, не велось никаких научных исследований и полностью отсутствовали какие-либо указания на этот счет в иностранной литературе. Ничего не оставалось, как попытаться наверстать потерянное время и немедленно приступить к систематическому и глубокому изучению этого забытого участка технологии, и в 1934 г. Кафедра стекла Ленинградского технологического института по поручению промышленности взялась за разрешение этой задачи. Фундамент науки о шлифовке и полировке стекла был заложен выдающимся советским ученым-силикатчиком, академиком И. В. Гребенщиковым. Еще в середине 20-х годов он предпринял ряд исследований, в которых впервые подошел к научному разрешению принципиальных вопросов, лежащих в основе науки о шлифовке и полировке стекла, и создал первые правильные представления о механизме этих процессов. Гребенщиков развил положения о поверхностной пленке стекла и о ее значении при процессах холодной обработки. Он впервые обратил внимание на роль жидкости в абразивной суспензии, ее вязкости и химической природы и поставил вопрос о химических ускорителях полировки.
 Рис. 363. Академик Илья Васильевич Гребенщиков
Рис. 363. Академик Илья Васильевич Гребенщиков
 Рис. 364. Лаборатория шлифовки и полировки кафедры стекла Ленинградскою технологического института имени Ленсовета
Рис. 364. Лаборатория шлифовки и полировки кафедры стекла Ленинградскою технологического института имени Ленсовета
Вот те основы, опираясь на которые кафедра стекла начала свою работу. Прежде всего при кафедре была создана на средства промышленности особая лаборатория по изучению процессов шлифовки и полировки стекла (рис. 364). Лаборатория была хорошо оборудована станками экспериментального и производственного типов и укомплектована специально подготовленными научными кадрами. После этого в течение нескольких лет лаборатория занималась систематическим изучением природы процессов шлифовки и полировки стекла и влияния на показатели этих процессов со стороны важнейших технологических факторов, как, например, природы и крупности абразивного порошка, расхода его в единицу времени, давления и скорости вращения шлифовальников и полировальников, температуры поверхности стекла, наличия различных химических веществ, растворенных в подаваемой на станок воде, и т. д. Попутно пришлось разрабатывать методику определения производительности процессов шлифовки и полировки, а также определения параметров шлифовальной поверхности, т. е. величины поверхностных микронеровностей и глубины проникновения мельчайших трещин, методику определения разрушающих усилий для абразивных зерен различной крупности и многие другие методики. За первые шесть лет работы лаборатория проделала около 3800 опытов и количественно изучила более 50 различных зависимостей. В результате возникла возможность связать с точки зрения единой теории в одно целое все явления, наблюдающиеся в процессах шлифовки и полировки стекла. В 1946 г. Издательство Академии наук СССР выпустило написанную мною монографию, представлявшую собой итоги обработки большого экспериментального материала, накопленного лабораторией Кафедры стекла Ленинградского технологического института. Эта книга — первое, более или менее полное изложение теоретических основ науки о шлифовке и полировке листового стекла. В книге впервые предлагается обоснованный метод расчета технологического процесса шлифовки стекла. В 1948 г. в Ленинграде был основан Институт химии силикатов Академии наук СССР, в котором была организована лаборатория холодной обработки силикатов со специальным назначением заниматься шлифовкой и полировкой стекла. К настоящему времени эта лаборатория значительно окрепла и вместе с лабораторией Кафедры стекла Технологического института представляет собой солидную научно-исследовательскую базу; деятельность ее целиком посвящена вопросам шлифовки и полировки стекла, которые за последнее время начинают играть в нашей стекольной промышленности все большую и большую роль. Имеется ряд правительственных постановлений, предлагающих развивать производство полированного листового стекла с максимальной быстротой. Заводы, вырабатывающие эту продукцию на автоматических станках периодического действия, соревнуясь друг с другом, успешно модернизируют свой технологический процесс и непрерывно повышают свою производительность. Недавно пущен в ход один огромный конвейер полированного стекла, строится другой, еще больший; проектируется третий. Об этих своеобразных установках хочется сказать несколько слов особо. Современный конвейер, выпускающий от нескольких сот тысяч до двух миллионов и больше квадратных метров стекла в год, нельзя назвать машиной, так как он для этою слишком огромен и слишком разнообразны операции, которые он производит одновременно. Но его нельзя назвать и комплексом отдельных механизмов — агрегатом. Он слишком для этого монолитен, единоличен, если можно так выразиться, в своих действиях. Конвейер — это гигантский, мощный механический организм, точнейшим образом синхронизированный, все действия которого строжайше согласованы и управляются как бы единой нервной системой, непрерывно рассылающей сигналы в тысячи точек, разбросанных на больших расстояниях друг от друга. Современный конвейер полированного стекла — это механический человек, робот-гигант, созданный гением живого человека. Что же он представляет собой в конструктивном отношении? Вообразим себе огромный заводский корпус длиной около четверти километра. Посередине его, по всей длине, проложены два мощных рельсовых пути особого желобчатого профиля, укрепленных на железобетонном фундаменте. Эти пути — очень ответственная часть всего сооружения. Как уже говорилось, они укладываются с большой точностью, горизонтальность их положения выверяется при помощи прецизионных геодезических инструментов. Чтобы правильное положение путей не нарушалось от осадки грунта, приходится закладывать под ними очень глубокие фундаменты, достигающие горизонта коренных пород. Пути на обоих концах соединены друг с другом короткими поперечными участками и, таким образом, представляют собой замкнутый цикл. По путям медленно движутся (со скоростью 1-2 м в минуту) сцепленные друг с другом массивные чугунные столы, снабженные полозьями, свободно скользящими по желобам путей. Величина столов определяется размерами одного листа стекла (до 12 кв. м), помещаемого на каждом из них. Одна линия путей шлифовальная, другая — полировальная, и соответственно этому по одной расположены шлифовальные станки, по другой — полировальные. Станки устанавливаются в ряд в количестве нескольких десятков. Так как полировка идет медленнее шлифовки, полировальных станков обыкновенно в полтора-два раза больше, чем шлифовальных. Каждый станок — это мощная машина, весящая больше 10 т, с массивной станцией, в которой вращается вертикальный вал, с закрепленным на его нижнем конце рабочим инструментом: чугунным диском диаметром не меньше двух метров в шлифовальных станках и полировальной звездочкой с войлочными полировальниками в полировальных станках. На рис. 365 схематически показан общий вид конвейерной установки. Видны две линии: шлифовальная (дальняя) и полировальная (ближняя). Полировальная линия разорвана, чтобы показать устройство движущихся столов и желобчатых путей. На рисунке можно рассмотреть шлифовальник с чугунными выступами (каблуками) на его нижней, рабочей, поверхности и полировальную звездочку с укрепленными на ней войлочными полировальниками. На заднем плане, наверху, виднеется классификационная установка для песка с ее желобом и воронкообразными собирателями отсортированных по крупности фракций абразива.
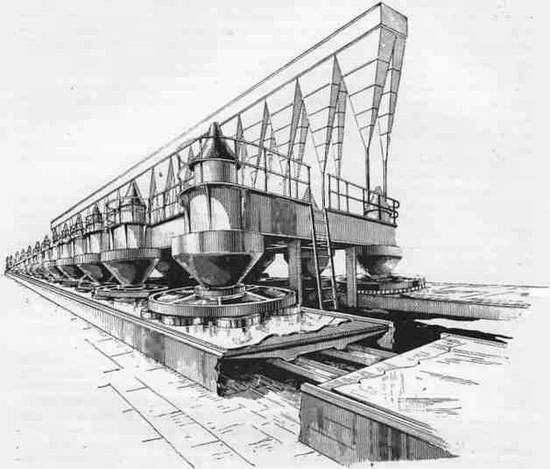 Рис. 365. Общий вид конвейера для шлифовки и полировки листового стекла
Рис. 365. Общий вид конвейера для шлифовки и полировки листового стекла
Как мы уже говорили, шлифовка листового стекла производится кварцевым песком; чем песок мельче, тем тоньше, бархатистее получается поверхность стекла и тем более она подготовлена для полировки. Поэтому шлифовку на производстве проводят при последовательной смене песков на все более и более мелкие. Для этого нужно предварительно «классифицировать» обыкновенный песок по крупности, т. е. разбить его на отдельные фракции, или классы, разной крупности. Для этой цели на стекольных заводах сейчас пользуются очень громоздким устройством. Сущность метода заключается в следующем: по длинному желобу, расположенному на высоте нескольких метров вдоль всей шлифовальной линии конвейера, течет так называемая «пульпа» — взболтанный в воде песок. Крупные зерна обладают способностью скорее падать в воде, чем мелкие, поэтому они будут раньше садиться на дно желоба, а более мелкие начнут оседать после и опустятся на дно желоба тем дальше, чем они будут мельче. В дне желоба, по всей его длине, проделаны отверстия, через которые оседающие зерна будут проваливаться вниз и по системе труб подаваться на шлифовальные стенки с таким расчетом, чтобы по мере перехода от первых станков к последним крупность классов песка постепенно уменьшалась. Огромность размеров этой установки и мощность насосов, перекачивающих пульпу в необходимых направлениях, представится нам со всей очевидностью, если учесть, что для конвейера относительно скромной величины за один только час нужно перегнать через всю систему не меньше 3 т песка и 60 куб.м воды. Теперь уясним себе в общих чертах схему действия конвейерной установки. Лист стекла, поступающий из прокатного цеха, подвозится к роликовому транспортеру конвейера и укладывается на него автоматическим укладчиком. Когда транспортер доставит лист к шлифовальной линии конвейера, кран с резиновыми присосками поднимет его и уложит на очередной пустой стол шлифовальной линии. Предварительно этот стол покрывается тонким слоем гипса. Уложенное стекло прижимается к гипсу особым «прикатным» роликовым краном и по миновании небольшого промежутка времени, необходимого для схватывания гипса, поступает на станки шлифовальной линии. После выхода из последнего станка поверхность стекла автоматически очищается, обмывается особым устройством, затем листы, продолжая все время медленно продвигаться по конвейеру, подвергаются контролю качества шлифованной поверхности. Затем столы с отшлифованным стеклом по коротенькому поперечному конвейеру передаются на полировальную линию. Здесь тщательно проверяется состояние загипсовки листов, стыки столов заделываются гипсовым раствором, столы направляются на линию полировальных станков. После выхода с последнего стайка листы автоматически омываются и отрываются от стола при помощи пневматического устройства. Так заканчивается обработка одной стороны листов стекла. Для обработки второй стороны столы при помощи второго поперечного конвейера передаются опять на шлифовальную линию. Здесь листы снимаются со стола, автоматически переворачиваются и вновь укладываются на тот транспортер, при помощи которого они были в первый раз доставлены к конвейеру из прокатного цеха. Дальше весь цикл операций повторяется для второй стороны листов, после чего они сходят с полировальной линии конвейера совершенно готовыми. Управление и наблюдение за работой конвейера ведется с центрального пульта. Вся работа основных механизмов конвейера контролируется специальной сигнализацией. Диспетчер, сидя за центральным пультом управления, осуществляет запуск, остановку и наладку конвейера. Следя с глубоким интересом за столь успешным развитием у нас техники массового производства полированного стекла и сравнивая наши современные конвейерные установки с тем, что было лет 20 назад, мы не можем не испытывать глубокого удовлетворения, сознавая, что и наши труды, труды ленинградской группы ученых, занимающихся изучением процессов холодной обработки стекла, сыграли в этом немаловажную роль. Результаты научных исследований Института химии силикатов АН СССР и Кафедры стекла Ленинградского технологического института были положены в основу технологии производства. Проекты конвейерных установок, выпускающих полированное стекло, разрабатывались и разрабатываются с учетом данных, полученных в наших научных исследованиях. Работники лабораторий теснейшим образом связаны с заводами и проводят на них значительную часть своего времени. В 1952 и 1953 гг. обе лаборатории, и Института химии силикатов и Кафедры стекла, проделали совместно с коллективами заводов MПCM СССР огромную работу по внедрению результатов своих многолетних научных исследований в промышленность. При участии рабочих — передовиков производства — были разработаны новые нормативы технологического процесса, приведшие к удвоению производительности. Это тесное содружество работников науки и производства продолжается, результат его — непрерывное усовершенствование и модернизация технологического процесса. Например, в данное время заканчивается внедрение на конвейере автоматических питателей полировальных станков крокусом, осуществляется переход с наждаков на обыкновенные кварцевые пески, дефицитный крокус, получавшийся из железного купороса, заменяется крокусом, приготовляемым из отходов сернокислотного производства, продолжается внедрение повышенных давлений и скоростей шлифовальников и полировальников и т. д. Наконец, сейчас под руководством группы московских технологов и научных работников подводится к концу интереснейшее экспериментирование по одновременной двухсторонней обработке листового стекла на автомате Андрусенко и Тамарина. Институт химии силикатов икафедра стекла принимают активнейшее участие в оживлении деятельности заводских лабораторий с целью повышения их роли проводников идей и предложений, поступающих в промышленность от различных научно-исследовательских организаций. Кафедра стекла и Институт химии силикатов ежегодно устраивают в Ленинграде координационные совещания по научно-исследовательским вопросам в области шлифовки и полировки листового стекла. На эти совещания съезжаются представители заводов, институтов, лабораторий и проектных организаций, имеющих отношение к этому вопросу. Размах научных работ в области вопросов шлифовки и полировки стекла достиг значительных размеров. Все это свидетельствует о прочной связи, установившейся в промышленности полированного стекла между работниками производства и науки. Связь эта не формальная, а живая и плодоносная. Она одинаково полезна и производственникам и ученым.
Некоторые специальные листовые стекла
Толстое листовое стекло нередко находит применение в строительном деле: при заполнении оконных проемов больших размеров, при устройстве внутренних перегородок, для потолков и осветительных фонарей залов, дворов, лестничных клеток, фотоателье и мастерских художников, в качестве филенок больших дверных полотен и т. д. Почти во всех этих случаях стекло выполняет осветительные функции, и от него требуется только просвечиваемость, т. е. способность пропускать свет, прозрачность же необязательна, а иногда и недопустима, когда, например, не хотят, чтобы из освещаемого стеклянными дверьми коридора было видно, что делается в комнатах. В этих случаях употребляют или такие стекла, поверхность которых заматирована шлифовкой, пескоструйной обработкой или травлением плавиковой кислотой, или же пользуются так называемыми узорчатыми стеклами, покрытыми каким-нибудь рельефным рисунком. Получение такого рода стекол осуществляется описанными нами выше методами прокатки на столе или между вальцами с той лишь разницей, что на поверхности катка или одного из валиков выгравировывается соответствующий рисунок. Рельефный узор совершенно замаскировывает те шероховатости и неровности, которые всегда бывают на обеих сторонах прокатанного стекла, если оно не обработано шлифовкой и полировкой. На рис. 366 показаны некоторые типы узорчатых стекол.
 Рис. 366. Узорчатое листовое стекло
Рис. 366. Узорчатое листовое стекло
В строительном деле распространено так называемое «армированное» листовое стекло, в толщу которого закатана металлическая сетка. Такое стекло имеет следующие преимущества: во-первых, если его употребляют на потолочное перекрытие, оно совершенно безопасно, так как осколки его в случае разрушения стекла задержатся сеткой; во-вторых, такое стекло может служить некоторым препятствием для злоумышленника, пожелавшего проникнуть в помещение через окно, в-третьих, оно задерживает развитие пламени при пожарах, так как в случае растрескивания от действия жара не высыпается из рамы, препятствуя образованию сквозняков, раздувающих огонь. На рис. 367 показаны образцы армированных стекол. Как видно, поверхность некоторых из них декорирована рельефным рисунком, что несколько смягчает однообразный вид не всегда аккуратной проволочной сетки.
 Рис. 367. Армированное листовое стекло
Рис. 367. Армированное листовое стекло
На рис. 368 схематически изображен процесс изготовления армированного стекла. На общей станине, не показанной на рисунке, укреплены два валика 1 и 2. Валик 1 расположен ниже валика 2 на половину толщины отливаемого листа стекла. Под валиками движется стол 3. расположенный ниже валика 1 тоже на половину толщины листа. Через валик 1 проходит металлическая сетка, намотанная на укрепленный над валиками рулон. Перед началом отливки стол откатывается в крайне правое положение, и стекло, зачерпнутое из печи ковшом, выливается перед валиком 1. После этого стол начинают катить влево, образуя пласт стекла, покрытый сеткой. Как только стол подойдет под валик 2, на сетку, перед самым валиком 2, выливают второй черпак стекла. Стол продолжает катиться, и из-под валика 2 выходит двухслойный, но сваренный в одно монолитное целое лист стекла, с закатанной в середине его проволочной сеткой.
 Рис. 368. Схема проката армированного стекла
Рис. 368. Схема проката армированного стекла
Широкой известностью в настоящее время пользуются так называемые «безопасные» стекла, применяющиеся для остекления скоростного транспорта: автомобилей, троллейбусов, автобусов, самолетов. Они исключают возможность ранения пассажиров при авариях острыми осколками стекла. Такие стекла бывают двух типов. Первое из них — «триплекс». Оно представляет собой пакет, образованный из двух или нескольких листов обыкновенного стекла, между которыми проложена прозрачная, эластичная пленка, прочно соединенная со стеклом каким-либо склеивающим составом. Наиболее широким распространением пользуется трехслойный триплекс, состоящий из двух листов стекла и одной заключенной между ними прокладки из упругого органического вещества. В качестве такой прокладки обычно применяют целлулоид. При сильном ударе на триплексе образуются многочисленные радиальные и концентрические трещины. Получившиеся осколки удерживаются прочно склеенной со стеклом эластичной прокладкой (рис. 369).
 Рис. 369. Разбитый триплекс
Рис. 369. Разбитый триплекс
Технологический процесс приготовления трехслойного стекла свидится к следующему. Тщательно промытые и высушенные листы стекла покрываются с одной стороны при помощи пульверизатора раствором желатина в воде и снова высушиваются. Одновременно с этим подготовляется и целлулоидная прокладка путем двухсторонней обработки особым дигликолево-спиртовым составом. После этого прокладка помещается между двумя желатинированными листами стекла, и такие трехслойные пачки упаковываются в герметически закупоривающиеся резиновые мешки, из которых выкачивается воздух. Такая вакуумизация имеет целью выдавить воздушные пузырьки, оставшиеся в пространство между листами, и прижать листы как можно плотнее один к другому. Затем приступают к наиболее ответственной операции — к запрессовыванию пакетов, что осуществляется в воздушных автоклавах, представляющих собой герметические камеры, внутри которых при помощи сжатого воздуха могут создаваться большие давления. Запрессовывание осуществляется следующим образом. Резиновые мешки с заключенными в них пакетами триплекса сперва подогреваются при 100° с целью размягчения целлулоида для лучшей его склейки и затем помещаются в автоклав, входное отверстие которого прочно закрывается, и давление поднимается до 15 атмосфер. В этих условиях запрессовка пакетов заканчивается через 10 минут. После охлаждения и извлечения стекла из резиновых мешков его подвергают обточке абразивными кругами с тем, чтобы окончательно подогнать к требующимся размерам, после чего остается одна заключительная операция, своеобразная заделка кромок листов. Дело в том, что желатин принадлежит к числу так называемых «гидрофильных» материалов, на которые вода действует активно. Вследствие этого вода, проникающая в ничтожных количествах в промежуток между стеклом и целлулоидной пленкой, приводит к отслаиванию и порождает видимые простым глазом дефекты. Чтобы предотвратить эти явления, прибегают к шпаклевке особыми смолистыми составами кромки триплекса. Для возможно более глубокого проникновения шпаклевок в пространство между стеклами, целлулоид выжигают на некоторую глубину раскаленным железным лезвием. По такой технологической схеме производится в Советском Союзе триплекс обычных типов. В производство триплекса повышенного качества вносятся два изменения: во-первых, применяются полированные с двух сторон стекла, а во-вторых, берут для прокладки вместо целлулоида более дорогое органическое вещество, так называемый «бутафоль». Такая прокладка сама обладает клеящими свойствами и позволяет обходиться без специального склеивающего вещества. Поэтому бутафольный триплекс не боится воды и не нуждается в шпаклевке кромок. Кроме того, бутафоль не подвержен вредоносному действию световых лучей и всегда остается бесцветным, тогда как целлулоид быстро желтеет в условиях эксплуатации автомашин. Оба типа описанных нами безосколочных стекол, и целлулоидное, и бутафольное, имеют широкое применение в автомобильной и авиационной промышленностях. Но не меньшее распространение в этих же отраслях промышленности имеет и другой род безопасного листового стекла, известный под названием «сталинит». Сталинит нельзя назвать безосколочным стеклом, так как от сильного удара он разбивается на множество мелких кусочков, но форма их округлена, они не имеют острых, режущих ребер и не способны причинять ранения (рис. 370 и 371).
 Рис. 370. Разбитый сталинит
Рис. 370. Разбитый сталинит
 Рис. 371. Осколки разбитого сталинита
Рис. 371. Осколки разбитого сталинита
Такая особенность стекла достигается его закалкой, вызывающей своеобразное распределение внутренних напряжений по всей его поверхности. Во вступительной главе нашей книги, посвященной вопросам технологии стекла, мы довольно подробно говорили о внутренних напряжениях в стекле, о причинах их возникновения и о их влиянии на механическую прочность стеклянных изделий. Мы говорили о том, что закалка, т. е. осуществляемое по определенному режиму резкое охлаждение горячего, только что отформованного стеклянного изделия, может привести к сильному повышению его механической прочности. Именно таким образом и готовится сталинит. Процесс сводится к следующему. Тщательно отобранные листы стекла нагреваются в подвешенном вертикальном положении в особой электрической печи до 600-650°. При этом стекло настолько размягчается, что зажимы, на которых оно висит, оставляют после себя явственный отпечаток. Из печи разогретые листы стекла в подвешенном состоянии передаются в камеру обдувания, узкое пространство между двумя вертикальными стенками, в которых проделано множество отверстий. Через эти отверстия подается холодный воздух, резко охлаждающий стекло и вызывающий в нем правильно распределенные по поверхности внутренние напряжения. Закалка осуществляется в течение 3-4 минут, после чего стекло готово к употреблению. Механическая обработка листов сталинита с целью подгонки их под требующийся размер должна производиться до закалки, так как всякое повреждение поверхности закаленного стекла приводит к его полному разрушению. Преимущество сталинита заключается не только в безвредности его осколков, благодаря их округленной форме, но также и в повышенной в результате закалки прочности. Такое стекло обладает по сравнению с обыкновенным, отожженным в 5-6 раз большим сопротивлением на изгиб. Стекло это имеет также повышенную термическую стойкость и может выдерживать значительно более резкие температурные скачки, чем обыкновенное листовое стекло. Сталинит значительно дешевле триплекса и применяется в автостроении в менее ответственных случаях, обыкновенно для боковых и задних стекол, тогда как передние, ветровые стекла делаются из триплекса.
Полое стекло
К этой категории относится многочисленный класс стеклянных изделий, имеющих в качестве главного отличительного признака полость, предназначенную для вмещения какого-нибудь твердого, жидкого или газообразного вещества. С этой точки зрения сюда следует отнести все сосуды, включая и те, которые содержат в себе газ, как, например, колбы для электроламп и других приборов электровакуумной техники. Полое стекло по объему выпуска занимает второе место после листового. Если на листовое стекло приходится, как мы указывали, около половины всего выплавляемого стекла по весу, то на полое стекло падает приблизительно одна треть, и лишь одна шестая остается на долю всех остальных типов стеклянных изделий. Стеклянная посуда в течение двух тысячелетий изготовлялась приемами ручного выдувания. Здесь много говорилось об оригинальности и достоинствах этого метода, о его почти неограниченных возможностях в отношении разнообразия и богатства создаваемых форм, но вместе с тем мы не забывали и о его трудоемкости. Мы отдаем себе отчет в том, что этот метод строго индивидуализирован. Пользуясь им, искусный мастер может создавать выдающиеся по красоте уникальные изделия, однако этот метод мало пригоден для массового производства, когда речь идет о выпуске однотипной продукции в больших количествах. Кроме того, ручной процесс выдувания стеклянных изделий никак нельзя признать безвредным для человека, который этим постоянно занимается. Помимо необходимости выполнять довольно тяжелую физическую работу в непосредственной близости от раскаленной печи, особенно опасно для здоровья систематическое использование дыхательных органов для раздувания стеклянных заготовок. В результате мастера-выдувальщики обычно страдают легочными заболеваниями, иногда в очень тяжелой форме, приводящей их к ранней инвалидности, а иногда и к преждевременной смерти. Мысль о частичной механизации процесса выдувания, в первую очередь о замене легких человека пневматическими машинами, появилась уже давно, еще в те времена, когда руководящую роль в развитии техники играли страны Западной Европы. Такие попытки предпринимались в XIX в. неоднократно, но не доводились до конца. В условиях капиталистического общества они рассматривались лишь как некоторые филантропические мероприятия, не дававшие прямого экономического эффекта. Главные трудности решения задачи заключались в том, что нужно было подать сжатый воздух к трубке рабочего таким образом, чтобы не отяжелить ее, не увеличить ее привычных габаритов, не стеснить тех сложных движений, которые проделывает мастер-выдувальщик. Само собой разумеется, что в Советском Союзе вопросу механизации ручного выдувания всегда придавали большое значение. Для получения скорейших результатов в 1939 г. по инициативе Ленинградского обкома партии был объявлен всесоюзный конкурс на лучший прибор для выдувания стекла при помощи сжатого воздуха. Напомним, что здесь речь шла о так называемой «малой механизации», когда пытались добиться облегчения производственного процесса частичной заменой некоторых ручных операций механизированными. Из нескольких десятков поступивших предложений наиболее удачным было признано разработанное инженерами А. Я. Гринбергом, И. С. Благообразовым и М. С. Гандшу простое в обращении приспособление в виде резиновой груши, при помощи которой воздух нагнетался в изделие непосредственно из атмосферы. Этот прибор был хорошо встречен производственниками и в настоящее время с успехом применяется на многих стекольных заводах Советского Союза. Однако полученное решение лишь частично удовлетворяло поставленным требованиям, так как оно годилось только для выработки мелких изделий. Многообразный же ассортимент сосудов большой емкости, как раз таких, изготовление которых ручными приемами требует наибольших физических усилий, приходилось выделывать по-прежнему вручную. Этот пробел был восполнен относительно недавно инженером Л. А. Волковым, который после углубленного изучения всех тонкостей процесса выдувания и долголетнего экспериментирования совместно с инженерами и рабочими Ленинградского завода художественного стекла разработал, наконец, конструкцию прибора, удовлетворявшего всем требованиям. Предложенная конструкция позволяла тонко регулировать давление и количество поступавшего в трубку сжатого воздуха и не требовала от стеклодува не свойственных ему движений, отличавшихся от тех, к которым он привык в процессе ручного выдувания. Механизированная трубка Волкова по весу и размерам почти не отличается от инструмента ручного выдувания, что явилось весьма важным благоприятным условием при ее внедрении в практику. Опытный рабочий-выдувальщик вполне осваивает работу на новом аппарате в течение одного рабочего дня. Трубка Волкова начинает в настоящее время получать применение в тех случаях, когда почему-либо не может быть использован массовый метод машинного выдувания, конечно, кроме случаев изготовления уникальных художественных изделий. Она представляет собой значительно более совершенный и универсальный инструмент, чем трубка с резиновой грушей. Однако необходимо подчеркнуть, что все предложения, подобные описанным выше, независимо от той или иной степени их успешности, не могли претендовать на исчерпывающее разрешение проблемы механизации выдувания полых стеклянных изделий в том масштабе, как это требовалось. Замена работы легких работой резиновой груши или компрессора являлась паллиативным мероприятием. Правда, при этом значительно облегчался труд рабочих-выдувальщиков, но не происходило полного вытеснения ручных приемов механизированными. Поэтому в итоге не было достигнуто сколько-нибудь значительного увеличения производительности. Вообще механизация выдувания, слепо следовавшая по пути точной машинной имитации ручных приемов, не дала удовлетворительных результатов. Вся вторая половина XIX в. ушла на неудачные попытки в этом направлении. На континенте Европы, в Англии и в Соединенных Штатах Америки изыскания велись с возрастающим упорством, и первые удачи начали появляться лишь тогда, когда в основу были положены совсем другие принципы. Каковы же были эти принципы? Во-первых, было доказано, что надо исходить не из жидкой стекломассы, как при ручном выдувании, а из гораздо более вязкой. Во-вторых, опыт показал, что огромное значение имеет форма первичной заготовки стекла, т. е. баночка, которая по своей конфигурации и размерам должна возможно ближе подходить к окончательному изделию. В-третьих, было установлено, что категорически необходимо добиваться однородного, симметричного распределения температур по всему телу баночки. Наконец, в-четвертых, пришли к выводу, что наборка стекла должна быть свободной, не связанной с выдувательным приспособлением, как связана баночка, прочно закрепленная на конце трубки стеклодува. Эти исходные положения, сыгравшие большую роль в окончательном разрешении проблемы механизации процесса выдувания стекла, с особенной убедительностью были разработаны на основании огромного экспериментального материала англичанином Эшли. Громадное количество опытов, проведенных на основе этих новых принципов, привели на рубеже XX в. к ряду удачных решений. Появилось значительное количество стеклоделательных машин, в той или иной степени заменявших ручной труд в производстве посудных изделий. Само собой разумеется, что этот решительный успех создал новый этап в развитии стекольной промышленности и привел к резкому увеличению производительности предприятий, которая продолжала расти по мере того, как обогащался опыт использования новых машин. Дальнейшим шагом вперед явился переход от ручных приводов к механическим. Движение рычага пресса или вращение колеса воздушного насоса, осуществлявшиеся рукой человека, теперь производились от электромоторных, паровых или пневматических двигателей. Это привело к новому повышению производительности, так как машины стали в единицу времени совершать больше движений. Но оказалось, что формующие металлические поверхности машин от слишком частого соприкосновения с новыми порциями раскаленной стекломассы настолько разогреваются, что дальнейшая работа становится невозможной, так как стекло начинает приставать к формам. Пришлось поставить вопрос о непрерывном охлаждении формующих частей машины. Здесь пошли по двум путям: прежде стали обдувать формы воздухом или охлаждать водой, а когда этого оказалось недостаточно, перешли к сменности формы, т. е. применяли несколько форм, пользуясь поочередно одной из них, тогда как другие в это время остывали. Сменность форм привела к хорошим результатам, но возникла новая трудность: как заменять на станке одну форму другой, не нарушая темпов его работы? Вскоре же было найдено решение, которое получило широчайшее распространение на стекломашинах многих типов. Решение это заключалось в использовании так называемых «карусельных» столов — круглых столов, вращающихся вокруг своей оси, по краю которых расставлены сменные формы. Стол вращается прерывисто, каждый раз поворачиваясь только на одну «станцию», т. е. на столько, чтобы каждая форма переместилась в положение соседней. Стол помещается вплотную около стеклоформующей машины и установлен таким образом, что любая из размещенных на нем форм может быть поворотом стола подана на то место, которое она должна занимать в машине в момент работы. Такое устройство дает возможность очень целесообразно и экономично организовать работу машины с достижением ее максимальной производительности. Действительно, после того как произведен очередной процесс формования в одной из форм (прессовкой или выдуванием — все равно), эта форма поворотом стола тотчас же выводится из машины, и здесь на одной, двух или нескольких «станциях» отформованные изделия настолько остывают, что их уже можно извлечь, что и выполняется соответствующим механизмом. После этого пустая форма продолжает продвигаться вместе со столом дальше и охлаждается. Когда она, уже совершенно остывшая, опять подойдет вплотную к машине, в нее забрасывают новую порцию стекломассы, и при следующем повороте стола она окажется в машине и здесь снова выполнит свое основное назначение, придав нужную форму изделию. При такой организации стеклоформующая машина используется чрезвычайно экономично. Она работает непрерывно, не зная простоев, так как операции закладывания стекла в форму, извлечения из формы готового изделия и охлаждения формующих поверхностей производятся вне машины, не отнимая ее рабочего времени. Механические приводы и карусельные столы довели производительность всех типов стеклоформующих машин до огромных размеров, о которых раньше не смели и мечтать. Казалось, предел был достигнут, но на самом деле это было не так. Оставалось еще одно узкое место, которое необходимо было ликвидировать. Этим узким местом, последней помехой к развитию максимальной производительности механизмов явилось питание машин стеклом. Случилось так, что этот участок в течение длительного времени не привлекал к себе должного внимания механизаторов, и подача порций стекла в машины, уже очень совершенные и самых разнообразных конструкций, производилась вручную. Рабочий, находясь в чрезвычайно тяжелых температурных условиях, стоя между устьем печи и машиной, непрерывно повторял одни и те же однообразные движения, всовывая железный прут в стекло, быстро перенося его в машину и отрезая ножницами порцию стекла, продиктованную его глазомером. Как ни старались повысить производительность выполнявшего этот каторжный труд рабочего, создавая всевозможные обдувательные устройства и водяные экраны и сменяя людей чуть не через каждые полчаса, перейти предел физической возможности не удавалось. Поэтому в начале XX в. была самым срочным образом поставлена задача об автоматическом питании стекломашин. Задача оказалась очень трудной. Нужно было создать такой аппарат, который выбирал бы непосредственно из стекловаренной печи отдельные порции стекломассы и переносил их в машины. Требования, предъявляемые к работе такого аппарата, были очень сложными в строгими. Требовалось, чтобы порции стекла всегда были определенных, изменяемых по желанию размеров, чтобы они имели различную для каждого типа машины форму, чтобы температура в них была распределена симметрично, чтобы стекло не содержало ни свилей, ни пузырей и чтобы, наконец, эти порции стекла подавались совершенно равномерно, но с разными, наперед заданными промежутками времени для каждой стеклоформующей машины. Понятно, что удовлетворить всем этим жестким требованиям было нелегко, и проблема не находила своего хотя сколько-нибудь удовлетворительного разрешения до середины 10-х годов, когда вдруг начали поступать из разных мест предложения, одно удачнее другого. Немецкий специалист Кеппелер пишет по этому поводу в своей книге «Производство стекла»: «Создавалось впечатление, точно произошел взрыв накопившейся изобретательской энергии». Мы не будем останавливаться ни на истории изобретения питателей, или, как их называют, «фидеров», ни на перечислении тех типов, где идея автоматического питания формующих машин стекломассой нашла свое воплощение. Мы ограничимся лишь кратким описанием схемы действия наиболее распространенного типа питателей, принятого и в нашей промышленности. К концу ванного бассейна, в верхней его части, пристраивается выложенный из огнеупорного материала короткий канал, сообщающийся с бассейном и заполненный стеклом, имеющим общий уровень с главным бассейном. В дне этого маленького бассейна проделывается отверстие, через которое и падают капли стекломассы в формующие машины. Но поскольку стекломасса, как мы уже знаем, в этом случае не должна быть очень жидкой, то образование капель происходит медленно, и для ускорения этого процесса служит особый толкатель (плунжер), представляющий собой вертикально погруженный в стекло над выпускным отверстием огнеупорный стержень, ритмически двигающийся вверх и вниз. Каждое его движение вниз сопровождается падением очередной капли. Под каналом, ниже выпускного отверстия, расположены ножницы, отрезающие тонкую ножку, на которой висит капля, отделяя тем самым порцию стекломассы нужного веса. Диаметр отверстия, служащего для истечения стекла, форма и размеры плунжера, размах и ритм его колебаний, расстояние ножниц от отверстия и, наконец, сам момент отрезания могут изменяться в широких пределах и дают возможность удовлетворять всем тем сложным и многообразным требованиям, которые предъявляются к стеклу, подаваемому в машину. Обеспечивая точную координацию действий всех многочисленных деталей, современные питатели представляют собой сложнейшие, дорогостоящие механизмы. Точная синхронизация всех движений является основной их особенностью и доведена до совершенства. Когда была решена, наконец, проблема автоматического питания машины, процесс механизации трудовых процессов в стекольной промышленности можно было считать в основном законченным. Машин для механизированного производства различных типов стеклянных сосудов имеется великое множество. На страницах настоящей книги мы не имеем возможности дать хотя бы самое беглое описание их главнейших разновидностей. Да в этом и нет необходимости, так как в большинстве случаев различия в конструкции отдельных машин не носят принципиального характера, а являются следствием патентной политики и интереса не представляют. Мы ограничимся ознакомлением с основными типами машин, выпускающих полое стекло, отдавая преимущество тем, которые получили широкое распространение в Советском Союзе. На рис. 372 представлена схема действия машин, построенных на принципе прессования. Взята простейшая машина такого типа, формующая обыкновенный стакан. Рассмотрим сперва позицию I. В форму а, имеющую подъемное дно б, заложена порция горячей стекломассы в. Наверху находится в поднятом положении так называемый пуансон г, к которому на пружинах прикреплена деталь д, называемая формовым кольцом. На позиции II показано начало прессования. Пуансон опускается, формовое кольцо вошло в кольцевой промежуток между внутренними стенками формы и пуансоном. На позиции III прессование закончено. Пуансон дошел до своего нижнего положения, подымающаяся под его давлением стекломасса встретилась с формовым кольцом и приподняла его, несколько сжав пружины. На позиции IV показано, как готовый стакан выдается из формы подъемом дна. Цикл прессования закончен, пресс готов к повторению операции. Итак, при методе прессования основных формующих элементов три: форма, образующая наружную поверхность изделия, пуансон, формующий внутреннюю поверхность, и формовое кольцо, отделывающее кромку. Как бы ни была усложнена конструкция отдельных прессовых стекломашин, в них всегда при внимательном рассмотрении можно отыскать эти три формующие детали. Рис. 372. Схема работы прессовой машины
Рис. 372. Схема работы прессовой машины
 Рис. 373. Общий вид машины для прессования стакана
Рис. 373. Общий вид машины для прессования стакана
На рис. 373 схематически представлен общий вид современного автомата для прессовки стакана. Чтобы яснее себе представить, что происходит внутри форм, тело их условно показано просвечивающим, а само стекло черным (к этому приему мы станем прибегать и в дальнейшем); а — питатель, из которого падает капля стекломассы б, отрезаемая ножницами в. На столе, вращающемся по часовой стрелке, расставлено 12 форм, в каждой из которых проводится какая-то часть операции. На позиции 1 капля стекла падает в форму, после чего стол должен сделать очередной поворот на 30°, и форма с каплей попадает под пресс г (позиция 2). После прессования форма с готовым горячим стаканом последовательно проходит от 3 до 8 позиций. Стакан настолько остыл, что в позиции 9 его можно вытолкнуть при помощи подъемного дна из формы и особым механизмом передать на ленточный конвейер д для доставки в электрическую печь на отжиг. Далее, следуя через позиции 10, 11 и 12, пустая форма окончательно охлаждается и готова к следующему прессованию. На позиции 1 ее уже ждет очередная капля стекла. Машины этого типа обладают большой производительностью и могут выпускать около 20-30 изделий в минуту. На них можно прессовать стаканы, стопки, автомобильные фары, фонари и плафоны, стекло для шахтных ламп, различные светотехнические детали и пр. На прессовых машинах можно изготовлять только относительно простые по форме изделия, имеющие полость цилиндрическую или конически расширяющуюся кверху, как, например, у стаканов. Кроме того, прессованием можно формовать лишь толстостенные изделия, к качеству поверхности которых не предъявляется особенно строгих требований. Перейдем теперь к машинам несколько иного типа, а именно к «прессо-выдувным». Эти машины отличаются от прессовых тем, что на них можно изготовлять сосуды с полостью, сужающейся кверху, например консервную и всякого рода хозяйственную тару. На рис. 374 приведена схема действия машин такого рода. Здесь мы имеем тоже три основных формующих элемента: форма а1 и а2, пуансон б и так называемые горловые щипцы в, состоящие из двух половинок, соединенных шарниром г. Формы здесь две. Одна из них — а1 — баночная, или черновая, форма, в которой методом прессования получается первичная заготовка-баночка. Вторая форма а2, состоящая из двух половинок, — чистовая, в которой баночке методом выдувания придают окончательный вид готового изделия. Назначение горловых щипцов состоит в формовании головки изделия, т. е. верхнего края банки, и в удерживании заготовки стекла во все время ее обработки на машине. Позиция I показывает начало процесса. Порция стекла введена в черновую форму, на которую сверху наложены горловые щипцы в сомкнутом состоянии. Пуансон находится наверху в ожидательном положении. На позиции II прессование баночки совершилось, после чего пуансон убирается кверху, а баночка в горловых щипцах переносится в чистовую форму а2 (см. позицию III). Ha позиции IV показана последняя стадия: через плотно приставленную к горловым щипцам дутьевую головку д подается сжатый воздух, который раздувает заготовку до полного прижатия ее стенок ко всей внутренней поверхности чистовой формы. После этого дутьевая головка и горловые щипцы удаляются, обе половинки чистовой формы расходятся, и готовое изделие оказывается свободно стоящим на дне формы е.
 Рис. 374. Схема работы прессо-выдувной машины
Рис. 374. Схема работы прессо-выдувной машины
Схематический рис. 375 дает представление об общем виде прессо-выдувной машины — автомата, изготовляющей продукцию чрезвычайно широкого потребления — консервную банку. На позиции 1 в черновую форму, удерживаемую горловыми щипцами, падает капля расплавленного стекла. На позиции 2 происходит прессование баночки, после чего она переносится в чистовую форму на позицию 3. Затем к форме сверху прижимается дутьевая головка, и на позициях 4, 5 и 6 происходит окончательное раздувание изделия. На позициях 7 и 8 оно охлаждается в форме, на позиции 9 автоматически переставляется на ленточный конвейер и направляется в отжиг. На позициях 10 и 11 раскрытая форма окончательно охлаждается и на позиции 12 подготовляется к принятию следующей капли стекла. Такие машины также обладают огромной производительностью, выпуская в минуту от 25 до 35 изделий. Применение их ограничено конфигурацией изделий. На них можно изготовлять только широкогорлую тару. Для производства обыкновенной бутылки, наиболее распространенного вида стеклянной тары, прессо-выдувные машины не пригодны.
 Рис. 375. Общий вид прессо-выдувной машины для изготовления консервной банки
Рис. 375. Общий вид прессо-выдувной машины для изготовления консервной банки
Для изготовления бутылок применяются машины опрокидной системы. Схема действия их представлена на рис. 376. На позиции I показана баночная форма, поставленная в перевернутое положение. Такое положение вызвано удобством приема капли стекла, падающей из фидера. Стекло уплотняется сжатым воздухом для лучшего заполнения нижней части формы, где в этот момент окончательно формуется головка бутылки. Затем форма переворачивается в нормальное положение, и первичным выдуванием, как показано на позиции II, выдувается баночка, являющая собой довольно близкое подобие будущей бутылки. После этого половинки черновой формы раскрываются, и баночка переносится в чистовую форму — позиция III. На позиции IV происходит окончательное раздувание бутылки, после чего половинки чистовой формы раскрываются, и изделие направляется в отжиг.
 Рис. 376. Схема работы выдувной машины опрокидной системы
Рис. 376. Схема работы выдувной машины опрокидной системы
Общий вид машины схематически показан на рис. 377. Машина имеет два стола, вращающиеся против часовой стрелки. На правом столе расположены черновые формы, на левом столе — чистовые. На позиции 1 стола А показан момент падения капли из фидера. Сбоку показана дутьевая головка, при помощи которой стекло было уплотнено в форме. На пути перехода с позиции 1 на позицию 2 форма переворачивается в нормальное положение, на позиции 2 происходит выдувание баночки. На позиции 3 половинки черновой формы раскрываются, а половинки чистовой формы, находящейся в этот момент рядом, наоборот, смыкаются, и заготовка передается с чернового стола на чистовой. Здесь, на позиции 4, свободно висящая в просторной чистовой форме баночка несколько удлиняется за счет собственного веса, а на позиции 5 окончательно выдувается. Позиция 6 служит для необходимого охлаждения изделия, а на позиции 7 половинки формы раскрываются, и бутылка особыми клещами схватывается за головку и переставляется на конвейер для доставки к отжигательному леру. Такая машина выдает около 25 изделий в минуту. Бутылочные машины опрокидной системы представляют собой чрезвычайно сложный механизм, состоящий из нескольких тысяч деталей. Все движения ее строго синхронизированы; работает она посредством сжатого воздуха от специальной компрессорной установки. Автор машин этой системы, американец Линч, потратил 15 лет жизни на то, чтобы достигнуть, наконец, благоприятных результатов.
 Рис. 377. Общий вид выдувной машины опрокидной системы для изготовления бутылки
Рис. 377. Общий вид выдувной машины опрокидной системы для изготовления бутылки
В заключение хочется сказать несколько слов о так называемых «вакуумных» машинах. К капле стекла, выбрасываемой питателем, предъявляются очень строгие требования — прежде всего в отношении равномерного распределения температур по всей ее массе. Но это требование трудно выполнимо вследствие резкого охлаждения, которому подвергаются капли при падении в воздухе. Поэтому исследовательская мысль давно уже пыталась найти какой-нибудь другой, менее капризный способ питания машины. Наконец, такой способ был найден выдающимся американским стекольщиком-изобретателем Оуэнсом. Питание его знаменитой бутылочной машины осуществляется следующим образом: при помощи особого рычага баночная форма всовывается на несколько секунд в печь, приводится в соприкосновение своей открытой нижней частью с поверхностью расплавленного стекла, сообщается с вакуум-аппаратом и всасывает в себя нужную порцию стекломассы. После этого начиненная стеклом черновая форма возвращается в стоящую у устья печи машину для дальнейших операций по превращению первичной заготовки в окончательное изделие. Понятно, что добытая таким путем порция стекла, попадающая в форму непосредственно из бассейна, минуя всякие фидерные установки и полеты по воздуху, обладает гораздо большей температурной однородностью, совершенно не капризна в дальнейшей обработке и может допустить существенное упрощение необходимых для этого операций. Машина Оуэнса, значительно более простая, чем машина Линча, получила широчайшее распространение в Америке, не вытеснив, однако, окончательно свою соперницу. У нас такая машина работает в Минеральных Водах. Однако принцип питания ее вакуумным способом оказывается очень жизнеспособным. Укажем на один случай его применения. На рис. 378 показана схема действия вакуумной машины, служащей для изготовления электроколб. На позиции 1 баночная форма всасывает стекло с поверхности расплава. Извлеченная из печи формочка открывается, и заготовка падает на конец подставленной снизу выдувательной трубки — позиция 2. Как видно из рисунка, конец этой трубки имеет особое зажимное приспособление, посредством которого заготовка закрепляется на трубке. Позиция 3 показывает закрепленную на конце трубки заготовку, которая при помощи довольно сложных механизмов подвергается определенным манипуляциям, сходным с теми, какие применяются при ручном выдувании стекла, после чего баночка поступает в чистовую форму (позиция 4), где раздувается до необходимых размеров, и тогда готовое изделие освобождается от формы (позиция 5) и выдувательной трубки (позиция 6), с которой оно было связано во все время обработки. Такие машины обладают огромной производительностью и могут выпускать до 50 изделий в минуту. У нас они применяются также для изготовления химико-лабораторной посуды и некоторых типов чайных стаканов.
 Рис. 378. Схема работы вакуумной машины для изготовления электроколбы
Рис. 378. Схема работы вакуумной машины для изготовления электроколбы
Заканчивая на этом краткий очерк о главнейших современных автоматах, изготовляющих полые стеклянные изделия, отметим, что они в большинстве случаев дают пример исчерпывающего разрешения вопроса механизации трудовых процессов. Нередко весь процесс бывает механизирован настолько, что руки рабочего касаются продукции в первый раз только в момент контроля качества готового изделия. И это, конечно, объясняется не особыми заслугами стекольщиков по сравнению со специалистами других профессий, а непревзойденными рабочими качествами стекла как материала. Мы уже неоднократно отмечали, что не существует, кажется, такого метода обработки, который не был бы приложим к стеклу, а это дает возможность почти неограниченного выбора производственных приемов, наиболее выгодных и экономичных для каждого данного случая. Понятно, что при этом условии механизация процессов стекольной технологии является задачей весьма благодарной.
Стеклянные трубки и стержни
Стеклянные трубки и стержни, или, каких называют, дроты, — это полуфабрикат, служащий для изготовления ряда изделий, например электро- и радиоламп, химических и физических лабораторных приборов, медицинских ампул и шприцев, термометров, бус, елочных украшений и всякого рода безделушек (рис. 379). Специальность, к которой относится изготовление подобных изделий, называется стеклодувным искусством, а мастера, работающие в ней, — стеклодувами. Как уже говорилось раньше, стеклодув и выдувальщик — это не одно и то же. Их профессии резко различаются. Выдувальщик работает стоя у стекловаренной печи и при помощи искусных приемов выдувания изготовляет изделия из жидкой стекломассы, а стеклодув работает в комнате, удобно сидя за столом, и при помощи не менее искусных приемов, в которых немаловажную роль также играет выдувание, изготовляет изделия из готовых трубок и палочек, разогревая их до пластичного состояния на огне паяльной лампы. Хорошие стеклодувы ценятся не меньше хороших выдувальщиков. Рис. 379. Различные химические и физические приборы, изготовленные из трубок стеклодувным способом
Рис. 379. Различные химические и физические приборы, изготовленные из трубок стеклодувным способом
 Рис. 380. Мастер-стеклодув Ленинградского технологического института имени Ленсовета С. С. Алифанов за работой
Рис. 380. Мастер-стеклодув Ленинградского технологического института имени Ленсовета С. С. Алифанов за работой
Искусство стеклодува существует с глубокой древности. Еще задолго до эллинистической эпохи умелые стекольщики с берегов Средиземного моря восхищали своих современников искусством мелких украшений женского наряда — бус, амулетов, перстней, — представлявших собой многоцветное сочетание из надлежащим образом расположенных стеклянных трубочек, палочек, нитей и зерен. Таким же приемом изготовлялись миниатюрные фигурки зверьков, птиц, рыб, а также маленькие изображения человеческих лиц. Мы уже знакомы с этими изделиями по главам, посвященным начальному периоду развития стеклоделия. В настоящее время такой своеобразный «микрометод», представляющий собой сочетание стеклодувных приемов с ручной лепкой, продолжает применяться для изготовления скульптурных миниатюр, очень модных сейчас в зарубежных странах. До появления на свет метода выдувания, еще во времена древнего Египта, трубочка стекла, служившая для изготовления бус,выделывалась путем наматывания нитей стекла на металлический стержень. С появлением же метода выдувания, что совпало с умением варить вполне доброкачественное стекло, получение трубок и дротов уже не вызывало никаких трудностей и осуществлялось путем растягивания пустотелой заготовки стекла. К средним векам, когда производство бус повсеместно достигло огромных размеров, изготовление стеклянных трубок сделалось, по-видимому, обычным процессом для всякой стекловаренной мастерской, сбывавшей этот полуфабрикат в руки кустарей-стеклодувов, занимавшихся производством бус. Ручной способ выделки стеклянных трубочек и дротов дожил в неизмененном виде почти до наших дней. Еще совсем недавно, на нашей памяти, так называемые «дротовщики», т. е. рабочие — специалисты по вытягиванию трубок и дротов, ценились, как говорится, на вес золота. Метод ручной выработки стеклянных трубок вполне своеобразен и применим только для стекла. Он возник из приема выдувания как его естественное, логическое продолжение. Действительно, техника ручного вытягивания чрезвычайно близка к технике выдувания (рис. 381). Обычными приемами выдувальщика производится наборка стекла, ее первичная обработка в раздувание в баночку, носящую в данном случае название «постика». Так как размеры постика очень велики (вес его доходит до 15-20 кг), наборка стекла производится в несколько приемов. Затем к дну постика прикрепляется так называемая «лепка», иначе говоря, комочек пластичного стекла, плотно сидящий на конце «понтии» — железного стержня. Таким образом, постик оказывается прикрепленным с одной стороны к выдувательной трубке, а с противоположной — к понтии. Когда это совершилось, вспомогательный рабочий — «лепщик», держа в руках понтию, начинает постепенно отходить от мастера, держащего выдувательную трубку, по длинному коридору, растягивая таким образом заготовку — постепенно удлиняющуюся и утончающуюся стеклянную трубку. При этом мастер непрерывно вдувает в трубку воздух и оба рабочих вращают своп инструменты в одну и ту же сторону с одинаковой скоростью. Изготовление дротов отличается лишь тем, что постик делается массивным, без внутренней полости, и выдувания при растягивании не производится.
 Рис. 381. Схема изготовления трубок ручным способом
Рис. 381. Схема изготовления трубок ручным способом
Этот на первый взгляд весьма простой процесс требует, однако, от дротовщика высокой квалификации и большого физического напряжения. Получение из тяжелого кома стекла трубки длиной в несколько десятков метров постоянного диаметра и заданной толщины стенок свидетельствует о точности глазомера, координации движений и поразительной ловкости дротовщика, что всегда отличает подлинного мастера стекольного дела. В начале XX в., в тот период, когда почти все старинные приемы ручного формования стеклоизделий подверглись массовой механизации, был механизирован и ручной прием изготовления стеклянных трубок. Было предложено несколько решений. Наиболее раннее из них, появившееся в 10-х годах, заключается в следующем. Основным рабочим органом установки служит «мундштук» — глиняный огнеупорный наконечник, насаженный на трубу из жароупорной стали. Мундштук расположен наклонно в особой камере, пристроенной к бассейну ванной печи и нагреваемой до 1000°. При помощи особого механизма мундштук может вращаться вокруг своей оси со скоростью около 6 оборотов в минуту, а через вставленную в него стальную трубу подается сжатый воздух. Вторая существенная часть установки — «тянульная машина». Она представляет собой механизм, который вытягивает трубку, зажимая ее особыми захватами с асбестовыми или резиновыми прокладками. Тянульная машина снабжена приспособлением для отрезания трубок и сортировки их по диаметрам. Схема действия установки изображена на рис. 382. Жидкая стекломасса поступает из бассейна ванной печи по желобу в виде тонкой струйки на верхнюю часть медленно вращающегося мундштука. Скорость подачи стекломассы регулируется особым шибером. Благодаря наклонному положению мундштука и его вращательному движению стекломасса обволакивает мундштук равномерным слоем и стекает с его нижнего конца в виде чулка, который подхватывается тянульной машиной. Подаваемый через отверстие мундштука сжатый воздух препятствует деформированию трубки от собственного веса ее стенок. Между камерой, где находится мундштук, и тянульной машиной расположен длинный открытый сверху канал. По нему тянется трубка; здесь же происходит ее отжиг.
 Рис. 382. Схема изготовления трубок методом навивания на мундштук
Рис. 382. Схема изготовления трубок методом навивания на мундштук
Изменяя по желанию основные параметры процесса (количество подаваемой в единицу времени стекломассы, угол наклона мундштука, скорость его вращения, давление воздуха, температуру камеры), можно получать трубки различных диаметров и со стенками различной толщины. Дроты, или стеклянные стержни, получаются точно таким же образом, с той лишь разницей, что мундштук в этом случае делается сплошным и подача сжатого воздуха не производится. Описанный метод вполне оригинален и, в отличие от многих других механизированных методов выработки стеклянных изделий, не представляет собой развития или усовершенствования какого-либо ручного способа. Он лишний раз свидетельствует о замечательных рабочих качествах стекла как материала и о бесконечном разнообразии способов его формования. Остановимся теперь на другом способе, появившемся в 20-х годах и разработанном известным советским стекольщиком-изобретателем С. И. Королевым. Этот способ — развитие метода механизированного вытягивания листового стекла при помощи лодочки. В отличие от лодочки, применяющейся в производстве листового стекла, лодочка Королева имеет не щелевидное, а кольцевидное отверстие 1 (рис. 383). Оно образовано сердечником 2, представляющим собой глиняное шишкообразное тело, вставленное в центр круглого отверстия лодочки и прикрепленное к телу лодочки при помощи ножек 3. Как видно на рисунке, по оси сердечника проходит канал, который соединяется с трубкой, подающей сжатый воздух — утолщение 4, образующееся у основания вытягиваемой трубки, аналогично «луковице» листового стекла Фурко. Само тело лодочки имеет квадратную форму, однако обычно пользуются двойными лодочками, в которых расположено рядом два кольцевых отверстия, и тогда тело лодочки имеет форму вытянутого прямоугольника. Кроме лодочки, существенной частью машины Королева является вертикальное вытягивающее устройство, подающее трубку наверх так же, как и на машинах вытягивания листового стекла. Подъемный механизм снабжен устройством для автоматического разрезания трубок. На рис. 384 показана схема действия установки Королева.
 Рис. 383. Лодочка Королева для вытягивания трубок
Рис. 383. Лодочка Королева для вытягивания трубок

Рис. 384. Схема установки для вытягивания трубки при помощи лодочки
Существует еще третий способ механического производства трубок, характеризующийся прежде всего наличием промежуточного сосуда, из которого набирается стекломасса. Этот промежуточный сосуд, или ванночка, имеет цилиндрическую форму и находится в непрерывном вращении, что обеспечивает однородность и высокие качества стекла в изделии. Ванночка наполняется стекломассой из бассейна ванной печи по лотку с шибером для регулировки скорости истечения. Вытягивание трубки производится непосредственно с поверхности стекла, без лодочки и обеспечивается особой формой фасонных огнеупорных деталей, расположенных над средней частью вращающейся ванночки. На описанных нами машинах можно получать трубки и дроты диаметром от 2 до 50-70 мм. Наибольшей производительностью обладает машина горизонтального вытягивания, которая может давать до 5 т продукции в сутки. Механизированный технологический процесс вытягивания стеклянных трубок и дротов совершенно вытеснил ручное их производство, которое сохранилось лишь для исключительных случаев, когда возникает необходимость получить небольшое количество трубок из стекла какого-либо особого состава, варка которого производится в горшках. За исключением этих редких случаев, потребность стеклодувных мастерских и цехов нашей страны полностью покрывается трубками и дротами машинного производства. За последние годы возник еще один новый вид потребности в стеклянных трубках. Высокая химическая стойкость по отношению к агрессивному действию различных жидкостей и газов, долговечность, прозрачность и дешевизна делают стекло исключительно благодарным материалом для изготовления труб, применяющихся в различных отраслях народного хозяйства для транспортирования всевозможных жидкостей и газов, а также и для электроизоляционных целей. Стеклянные трубопроводы начинают с успехом использоваться в химической, нефтяной, пищевой и других отраслях промышленности. Заменяя дефицитный металл, стекло имеет по сравнению с ним ряд преимуществ: оно способствует продлению срока службы трубопроводов, сокращает расход энергии на перекачку жидкостей, так как значительно уменьшает трение между жидкостью и стенкой трубы; стекло совершенно не подвержено коррозии и тем самым предохраняет циркулирующую по трубопроводам жидкость от каких-либо загрязнений; наконец, стекло дает возможность наблюдать за происходящим в трубах и судить о том, в каком состоянии находится транспортируемая жидкость. Вся совокупность этих преимуществ заставляет признать замену металлических труб стеклянными в некоторых случаях весьма рациональной. Однако на этом пути имеется одна трудность, которую, как оказалось, не так легко преодолеть. Дело в том, что благодаря хрупкости стекла разработка системы сопряжения отдельных элементов труб между собой вырастает в весьма непростую задачу. Вопрос становится особенно трудным для подземных трубопроводов, где осадка грунта неизменно вызывает в стеклянных трубах довольно значительные напряжения. Для воздушных же проводок использование стеклянных труб никаких затруднений не представляет и находит себе сейчас самое широкое применение. Диаметр стеклянных труб, употребляющихся для этих целей, обычно значительно больше, чем у трубок, предназначенных для стеклодувных работ, и достигает 150-200 мм при толщине стенок до 15 мм. В соответствии с этим и технология их получения несколько отличается от вышеописанной нами, хотя ничего принципиально нового в себе не содержит. Увеличиваются лишь габариты основных рабочих органов машин и вносятся изменения, вызванные увеличением объема и веса формуемых изделий. Преобразованная в этом направлении машина Королева прекрасно справляется с производством стеклянных труб крупных размеров — до 100 мм в диаметре. Вторая машина, применяющаяся у нас для этих целей, работает по принципу уже известной нам трубочной машины с мундштуком, формуя трубы большого диаметра (до 150-200 мм) навиванием толстой стеклянной струи на медленно вращающийся сердечник. Более подробного описания этой машины мы не приводим, так как она представляет собой вариант уже известной нам конструкции.
Стеклянное волокно
Давным-давно известно, что расплавленное стекло может вытягиваться в длинные тонкие нити. Такими нитями пользовались еще в древнем Египте для украшения стеклянных изделий. Но лишь в самые последние годы люди обратили внимание на особенные, чрезвычайно ценные свойства стеклянных волокон. Оказалось, что они могут быть необычайно тонкими, в 30-40 раз тоньше человеческого волоса и в несколько раз тоньше паутинки. Такие тончайшие стеклянные нити, имеющие в поперечнике 2-3 микрона, не видимы простым глазом, и лишь при особенных условиях освещения можно обнаружить их присутствие по мелькающим бликам. Из 20 кг стекломассы можно вытянуть стеклянную нить такой длины, что ею можно было бы опоясать земной шар. Вместе с тем стеклянные нити необычайно прочны. Если из таких тончайших волокон свить нитку толщиной в человеческий волос, она выдержит груз в 50 кг. Мы не знаем другого материала, который показал бы в тонких нитях такую экстраординарную прочность. Кроме того, к числу достоинств стеклянного волокна следует отнести его выдающуюся химическую устойчивость и способность выдерживать высокие температуры (свыше 400°). Все эти высокие рабочие качества стеклянного волокна получили в последние годы широкое признание и привели к созданию своеобразной отрасли стекольного производства, разрешившей немало задач первостепенной важности. В настоящее время вырабатывается два типа стеклянных волокон: грубое волокно диаметром от 6-7 до 25 микрон и тонкое диаметром в 5-6 микрон. Первое идет на изготовление ваты и тепло- и звукоизоляционных матов, а также химических фильтров, а второе на обычных текстильных машинах перерабатывается в ткани, ленты и шнурки для бытовых и электроизоляционных надобностей. Во всех этих случаях стекловолокнистые материалы показали себя с наилучшей стороны и во многих отношениях превосходят обычно употреблявшиеся для этой цели хлопчатобумажные ткани, асбест, шлаковую вату, резину и т. п. При помощи стекловолокна удается достигнуть почти полной звуконепроницаемости внутренних перегородок в жилых зданиях и даже в кабинах самолетов. Высокие теплоизоляционные качества стекловолокна (коэффициент теплопроводности его в пять раз меньше, чем у инфузорной земли, и в два раза меньше, чем у шлаковой ваты) привели к использованию его в особо ответственных случаях, как, например, в судостроении. Здесь стеклянная изоляция поистине незаменима вследствие своего легкого веса и устойчивости против соленой воды. Стеклянная электроизоляция позволяет увеличить мощность двигателей без увеличения их размеров. В химической промышленности стеклянные фильтры могут быть использованы для очистки самых агрессивных жидкостей, причем срок службы их в 20-30 раз больше, нежели у обычных, применяемых для этой цели текстильных материалов. Наконец, укажем, что стекловолокнистые материалы находят сейчас все более и более широкое применение в быту как гигиеничные, легко моющиеся, красивые ткани, из которых изготовляют драпировки, занавески, обивку для мебели, обои, галстуки и т. п. На рис. 385 приведен фотоснимок с одного из образцов стеклянной ткани. Рис. 385. Ткань из стеклянного волокна
Рис. 385. Ткань из стеклянного волокна
Теперь обратимся к вопросу о том, как же стеклянное волокно изготовляется. Сперва остановимся на более грубом волокне, идущем на изготовление войлока и матов, употребляющихся для тепловой и звуковой изоляции. Схема технологического процесса получения стеклянных волокон диаметром от 8 до 25 микрон дана на рис. 386. Слева показан пристроенный к бассейну ванной печи питатель 1, из которого непрерывной струей вытекает расплавленная стекломасса в сосуд 2, наполненный проточной водой, где стекло отвердевает в виде так называемого «эрклеза», т. е. зерен стекла разной величины и формы. При помощи ковшового элеватора 3 эрклез подается в запасный бункер 4, откуда контейнером 5 доставляется к печам 6. На нашем рисунке показаны две таких печи, отапливаемые нефтью. Каждая из них имеет по две симметрично расположенных камеры 7, где производится плавка эрклеза. В разрезе камеры на ее дне показана одна из трех круглых пластин с отверстиями. Пластины эти делаются из огнеупорного шамотного материала или из жароупорного металлического сплава. В каждой пластине проделано более ста отверстий, или, как говорят, «фильеров», диаметром около 2 мм каждое. Через фильеры стекло вытекает в виде капель, тянущих за собой тонкие волокна. Эти волокна 8 захватываются вращающимися барабанами 9, наматываются на них, растягиваясь и утончаясь тем более, чем быстрее вращаются барабаны.
Ил. 402 Рис. 386. Общий вид установки для изготовления войлока из стеклянного волокна
Производительность одной такой печи достигает 0,5 m в сутки относительно толстого стеклянного волокна, из которого получается войлок и маты. Когда нужно производить более тонкие стеклянные волокна, применяющиеся для текстильных надобностей, технологический процесс существенно видоизменяется. Он становится значительно точнее, в отдельные операции его проводятся более тщательно. Прежде всего стеклянный бой подается в печи не в виде кусочков разной величины и неправильной формы, а в виде шариков совершенно одинакового диаметра (2 см). Шарики прессуются из стекла на специальной прессовой машине. Замена эрклеза шариками вызвана двумя соображениями: во-первых, необходимостью получить в камере вытягивания более доброкачественное стекло, лишенное пузырьков воздуха, которые захватываются неправильными осколками эрклеза, а во-вторых, возможностью автоматического питания камеры вытягивания точными дозами стекла, чего нельзя добиться при неправильной форме кусочков эрклеза. Регулирование уровня стекла осуществляется поплавком, плавающим в стекломассе и связанным электрическим контактом с механизмом для подачи шариков. При изменении уровня стекла в печи поплавок опускается или поднимается, включая и выключая загрузочный механизм. Резервуар, в котором происходит плавка стекла, сделан из платинородиевого сплава, и в дне его имеется около ста фильеров с диаметром от 1,5 до 1,7 мм. Резервуар нагревается проходящим через него электрическим током. Стекломасса вытекает из фильеров под влиянием собственного веса. Образующиеся волокна попадают на съемную катушку наматывающего вращающегося аппарата, который растягивает их со скоростью около 2 км в минуту. При этом диаметр волокна получается равным 3-6 микронам. Толщина волокна зависит от диаметра фильеров, уровня стекломассы, вязкости ее и скорости вытягивания. Производительность установки не превосходит 25 кг в сутки, что примерно в 20 раз меньше производительности установки для получения грубого волокна. Нельзя не упомянуть еще одного способа — способа получения стеклянных волокон с использованием пара или сжатого воздуха. Сущность этого метода в том, что на тянущиеся из фильеров нити стекла направляется струя пара или сжатого воздуха. При этом стеклянные нити растягиваются с огромной скоростью и в спутанном состоянии, в виде войлока, падают вниз и присасываются стенками находящегося под вакуумом барабана. Таким способом с производительностью, во много раз превышающей производительность других методов, можно получать и грубые и тонкие стеклянные волокна. Некоторым вариантом этого метода следует признать так называемый центробежный способ. В нем разбрасывание волокон осуществляется не паром или воздухом, а быстро вращающимся диском, на который волокна падают. При огромной производительности этот процесс дает лишь очень грубое волокно, неоднородное по толщине, что невыгодно отражается на его изоляционных свойствах. Вследствие этого указанный метод выходит из употребления. Эта же судьба постигла и еще один метод, который был построен на вытягивании нитей из стеклянных палочек, оплавляемых газовыми горелками. Производство стеклянного волокна и изготовляемой из него разнообразной продукции является в нашей стране еще очень молодым, и в ближайшем будущем следует ожидать его стремительного развития.
Пеностекло
Пеностеклом называется пористый, ноздреватый материал, представляющий собой как бы затвердевшую стеклянную пену или, точнее, стекло, пронизанное огромным количеством пустот округлой формы. Этот материал, все более и более широко входящий сейчас в употребление, обладает весьма ценными техническими свойствами. Одним из основных достоинств его следует считать сочетание весьма малой тепло- и звукопроводности с небольшим весом (он примерно в 10 раз легче кирпича) и достаточной прочностью (он в 2-3 раза прочнее бетона). Отсюда вытекает, что пеностекло нужно признать незаменимым материалом для заполнения конструкций внутренних и наружных стен зданий, в особенности высотных, где облегчение нагрузки на фундамент играет очень большую роль. Вторая область широкого применения пеностекла — строительство холодильников, где, кроме высоких теплоизоляционных свойств этого материала, ценится его легкость и длительность службы без ремонта. Наконец. пеностекло, как очень легкий, хорошо плавающий материал, может быть использовано для паромов, спасательных приспособлений понтонных мостов и для повышения плавучести металлических конструкций, а также для защиты кораблей от коррозии, для устройства перегородок внутри речных и морских судов и изоляции котельных судовых установок. Пеностекло не теряет своей плавучести и тогда, когда оно пробито насквозь. Пробоины же и трещины можно быстро ликвидировать. Пеностекло легко подвергается механической обработке: его можно пилить, резать, сверлить и обтачивать на токарном станке. Инициатором широкого развертывания у нас производства пеностекла справедливо считается один из крупнейших советских стекольщиков, долголетний руководитель Кафедры стекла в Московском химико-технологическом институте имени Д. И. Менделеева, профессор Исаак Ильич Китайгородский. Он же является автором принятого у нас метода производства этого продукта. Приготовление пеностекла построено на введении в шихту так называемых пенообразователей, т. е. веществ, которые при высоких температурах разлагаются с выделением газообразных продуктов. В качестве таких веществ применяются кокс и карбонаты, например мел. Схема технологии самого процесса приготовления пеностекла сводится к следующему. Стеклянный бой и всевозможные отходы стекольного производства, обычно производства оконного стекла, подвергаются на шаровых мельницах очень тонкому измельчению. Так же точно измельчается и пенообразователь, в большинстве случаев кокс. То и другое хорошо перемешивается. Полученная таким образом шихта насыпается в железные формы, соответствующие блокам площадью около 0,5 кв. м при толщине в 12 см. Формы поступают в канал тоннельной печи, нагреваемой до 700-800°, где происходит процесс, приводящий к образованию пеностекла. Пылинки стекла начинают спекаться уже при 600° и образуют полости, в которых замкнут пенообразователь. При дальнейшем повышении температуры поверхностные пленки стеклянных полостей начинают растягиваться под влиянием давления газов, выделяемых пенообразователем. Процесс вспенивания продолжают в течение определенного промежутка времени, после чего стеклоблоки поступают в более холодную часть тоннельной печи, вязкость стекла при этом резко повышается, пена становится устойчивой и окончательно закрепляется. После этого блоки пеностекла направляются в тоннельную печь отжига. В Советском Союзе в настоящее время разработан полностью автоматизированный процесс получения блоков пеностекла. Спекание производится в тоннельной конвейерной печи, по которой движутся впритык один к другому коробчатые элементы, образующие в своей совокупности желоб длиной около 17 м. Движение осуществляется прерывисто, посредством толкателя, который каждый раз продвигает весь желоб на длину одного элемента. Загрузка шихтой производится автоматически. Шихта заполняет каждый элемент желоба на половину высоты. Пока элементы желоба продвигаются по всей длине канала печи, процессы спекания и пенообразования заканчиваются, и мягкая еще масса вспененного стекла нарезается опускающимся ножом на отдельные блоки, которые автоматически ставятся на ребро и в таком положении передаются на ленточный транспортер печи отжига, имеющей в длину 46 м. Из печи отжига блоки пеностекла выходят в совершенно закопченном виде. Производительность одной такой установки превышает 10 000 куб. м пеностекла в год. Потребность в этом материале у нас огромна, и в ближайшем будущем производству его будет придан большой размах.*** Советская наука о стекле идет вперед. Растет сеть лабораторий и исследовательских институтов, изучающих природу и свойства стекла. Высшая школа год от года множит кадры молодых специалистов по теории и практике стеклоделия. Быстрыми темпами развертывается издательская деятельность, и все больше появляется книг и статей о стекле. Все чаще и чаще созываются конференции для координации научной деятельности и для согласовывания ряда принципиальных вопросов, еще не нашедших своего окончательного решения. Укрепляются наши связи с зарубежными учеными, растет авторитет советской науки о стекле за границей. На состоявшемся летом 1956 г. в Париже Всемирном конгрессе по стеклу советские ученые выступали в числе первых докладчиков. Перед наукой о стекле непрерывно возникают новые задачи. Замечательный материал, служащий предметом ее изучения, открывается нам своими новыми сторонами, и кажутся неисчерпаемыми запасы скрытых в нем качеств, которые человек находит в нем и приспосабливает к удовлетворению своих растущих потребностей. Шести тысяч лет, оказывается, недостаточно для того, чтобы изучить стекло и научиться использовать его до конца. Конечно, многое уже сделано. Нельзя не изумляться тем успехам, которые достигнуты на пути развития стеклоделия. Может быть, не так много существует отраслей промышленности, где бы созидательный талант человека сумел с такой полнотой овладеть разнообразными способами изготовления продукции. Выше мы подробно рассмотрели все более или менее главные виды стекольных производств, столь замечательных в их разнохарактерности, степени механизации и совершенства технического оформления. Вырисовывается поистине великолепная галерея оригинально решенных производственных процессов, из которых каждый привлекает наше внимание какой-нибудь особой, присущей именно ему чертой. Например, нельзя остаться равнодушным, когда вы входите в корпуса современного завода оконного стекла — этого самого важного и самого, так сказать, многотиражного вида стекольной продукции. Вы знаете, что перед вами где-то тут же, совсем рядом, работают полным ходом десять машин, из которых каждая дает около миллиона квадратных метров стекла в год. Но вы их не видите и не слышите. Над невысоким строением из огнеупорного кирпича высятся легкие вертикальные конструкции, которые плавно вытягивают вверх широкую ленту стекла. Механизмы работают бесшумно, в цехе царит тишина. Вас приглашают подойти к маленькому окошечку в огнеупорной стенке «подмашинной» камеры, и вы видите слабо освещенное розовым светом пространство, разделенное на две части вертикальной линией. Эта линия совсем близко от вас. Присматриваясь, вы замечаете, что она медленно ползет вверх, и вы начинаете угадывать, что перед вами вытягиваемая из расплавленного стекла лента, обращенная к вам своей кромкой — своим профилем. Лента движется медленно, по 50-75 м в час, но зато непрерывно — день и ночь, зиму и лето, год за годом, — и в итоге мы получаем стекло в таком количестве, что проблему застекления жилищ можно считать решенной. Трудно себе представить более изящное, более простое решение сложнейшей технической задачи. Не менее сильное впечатление оставляет механизированное производство полых изделий: бутылок, стаканов, консервной тары, столовой посуды, колб для электроламп и т. п. Здесь, наоборот, подавляет «многодельность», обилие труда, потраченного на разработку тысяч мельчайших деталей громоздких механизмов, приводящихся в действие сжатым воздухом. Авторы машины стремились в ее конструкции возможно точнее воспроизвести движения человека, искусство мастера, ускоряя в чудовищной степени темпы его работы. Десять миллионов бутылок, десять миллионов стаканов может дать в год такая машина. Площадь ее не более обеденного стола, но эта машина может заменить собой 500-1000 рабочих. Приближаясь к такой машине, вы уже издали слышите разнообразные звучания ее многочисленных, синхронно движущихся деталей. Подойдя вплотную и всматриваясь в работу отдельных узлов, вы слышите как бы дыхание легких человека, вы видите стальные губы, прижимающиеся к стеклянной заготовке и вдувающие в нее нужную порцию воздуха, вы видите, как металлическая лапа четко в ритмично, каждые 2-3 секунды хватает готовую бутылку за горло и отставляет ее на плавно движущийся транспортер для передачи в печь отжига. Поистине чудо техники! Вы с уважением вспоминаете конструкторов этой машины, которые 15 лет своей жизни потратили на ее создание. Перенесемся теперь в обширные темные корпуса, вмещающие громоздкое оборудование того стекольного производства, которое было механизировано раньше других. Это — тяжелая стекольная индустрия. Идет отливка зеркального стекла. Во всей атмосфере чувствуется настороженность и какая-то торжественная собранность. Ритмично, через каждые 8 мин., распахивается очередное жерло исполинской печи и из него, как метеор, вылетает раскаленный добела огромный глиняный котел, который стремительно мчится по цеху и выплескивает под катящийся вал свою драгоценную ношу — светящуюся, медово-желтую массу раскаленного стекла. За первой отливкой следует вторая, затем третья и т. д. — ритмично, точно, безостановочно. Прокатанные листы один за другим втягиваются в стометровый канал печи охлаждения, тогда как пустые горшки, еще не успевшие остыть, поочередно возвращаются на свои места в печь, чтобы вновь наполниться шихтой, обратить ее за ночь в огнедышащий расплав и на следующий день вновь совершить под жужжание лебедок мостового крана свой традиционный перелет, как некая исполинская пчела, которая наперекор природе стремится выбросить из улья свой взяток. Так отливаются огромные стеклянные листы толщиной до 8-10 см и площадью до 40 кв. м, употребляющиеся в строительстве парадных городских зданий. Эти листы весом до тонны принадлежат к числу крупнейших стеклянных изделий. Тем более разительный контраст мы ощутим, когда перенесемся нашим воображением в мастерские, где изготовляют стеклянное волокно. Маленькая капелька расплавленного стекла отбрасывается струей сжатого пара или быстро вращающимся диском. Капелька летит со скоростью 2-3 км в минуту, и за ней тянется тонкая стеклянная ниточка. Чем больше скорость, тем тоньше ниточка. Вот она уже тоньше обыкновенной швейной нитки, вот она уже тоньше человеческого волоса в 5-10-20 раз, вот она уже тоньше паутинки. Чем тоньше стеклянная нить, тем она прочнее. Если мы совьем из таких нитей толстую веревку, то она окажется в десятки раз прочнее стального троса такой же толщины. Это ли не чудо? И еще. Из четырех аккуратно приготовленных продолговатых стеклянных пластинок делают заготовку, имеющую форму трубки квадратного сечения. Заготовку осторожно нагревают до размягчения и подвергают многократному растягиванию, в результате чего получают тончайший каналец, который сохраняет точное квадратное сечение. Назначение этих тончайших капиллярных каналов очень интересно. В такой канал можно «загнать» бактерию и изучать ее поведение в течение всей ее жизни при помощи микроскопа, так как плоские стенки канальца не искажают изображения наблюдаемого объекта. Напомним о богатстве методов обработки стекла в холодном, твердом состоянии. Стекло можно пилить обыкновенной циркульной пилой, в кромку которой закатаны алмазные осколки, или сверлить стальным сверлом. На токарном станке можно вытачивать стеклянные колонки. При помощи песчаной струи, подаваемой под большим давлением, на толстом листе стекла выбивают сложные барельефные рисунки, пробивают красивые сквозные решетки или, наконец, применяя трафареты и варьируя в широких пределах крупность песка, давление сжатого воздуха, наклон песчаной струи и расстояние сопла от стекла, быстро и просто получают великолепные «стеклянные гравюры», на которые не действует ни время, ни самые жестокие условии хранения. А как непостижимо разнообразны приемы обработки расплавленной стекломассы, столь послушной в руках стекольщика! От пятиметровой хрустальной колонны до капиллярной трубочки, в которой не могут разойтись два встретившихся микроба, от огромного листа весом почти в одну тонну до тончайшего покровного стеклышка к микроскопическому препарату, от купальной ванны до крошечной медицинской ампулы, от миниатюрной камеи, которую нельзя вырезать без помощи лупы, до скульптурного портрета в натуральную величину. Из всего сказанного мы видим, на какой высокий уровень поднялась стекольная промышленность и какими быстрыми темпами шло ее развитие в XX в. Многое, что казалось мечтой 30-40 лет назад, теперь стало реальным и осуществляется каждодневно, в будничном порядке. Но можно ли сказать, что мы уже исчерпали все богатейшие ресурсы этого материала? Конечно, нет. Позволим себе маленькую вольность и помечтаем о будущем стекла. Например, об эмалированных кровлях. Как известно, эмаль — это стекло, тончайшим слоем распределенное и прочно закрепленное на поверхности стального листа. Процессы эмалирования настолько сейчас упрощены и удешевлены, что эмалированный стальной лист стоит примерно столько же, сколько и окрашенный масляной краской. Но прочность и долговечность таких листов несопоставимы. Если обыкновенная железная крыша выстаивает 15-20 лет, то эмалированная проживет 200-300, и десять поколений жильцов такого дома ни разу не будет беспокоить вопрос о новом кровельном материале. Впрочем, это уже не мечта, а ближайшее будущее. Теперь подумаем вот о чем. Мы знаем, что самый главный недостаток всех стеклянных вещей — их хрупкость. При огромной сопротивляемости атаке сильнейших химических реагентов, при прославленной стойкости по отношению к действию времени в любых условиях хранения, стеклянное изделие разлетается на куски при первом, даже не очень сильном ударе или резком изменении температуры. Эта хрупкость и малая термическая устойчивость являются единственными недостатками стекла, с которыми приходится мириться ради других ценных свойств этого материала. С хрупкостью стекла уже научились бороться изменением химического состава или отжигом, т. е. особой термической обработкой изделий. Современное автомобильное стекло не разобьется от попавшего в него камня; брошенный на каменный пол стакан может и не разбиться, а в стеклянных кастрюлях можно варить пищу. Это все наши победы, по пока еще не полные. Несомненно, в недалеком будущем хрупкость стекла будет преодолена, и тогда многие поколения будут пользоваться одними и теми же стаканами; поезда будут мчаться по стеклянным шпалам, войдут в быт стеклянные стулья, будут строиться стеклянные мостовые и по ним можно будет прогуливаться со стеклянными тросточками в руках, и если кому-нибудь придет в голову отделаться от стеклянной вещи, то ее придется закопать в землю, так как разбить ее будет невозможно. Идем дальше. Мы уже знаем, что недавно научились делать стеклянную губку. Эта легкая, плавающая на воде, затвердевшая стеклянная пена является великолепным строительным материалом. У нас пока еще она не вошла в быт, но не за горами то время, когда заводские корпуса и здания общественного назначения будут получать свет через свои стены, а окна их заменятся вентиляционными каналами. В темные ночи такие дома будут казаться гигантскими фонарями, освещающими улицы. Мы уже говорили о том, как чугунные трубопроводы начали вытесняться стеклянными. Сейчас на этом пути еще стоит много трудностей, и одна из них — хрупкость стекла. Но с этим недостатком, как только что говорилось, ведется усиленная борьба, и надо надеяться, что она будет успешной. Тогда холодная в горячая вода потечет в наши квартиры по стеклянным трубам, под окнами будут стоять красивые, стеклянные цветные радиаторы; на заводах пищевой промышленности молоко, вина, бульоны и отвары будут течь по чистым, безупречным в санитарном отношении стеклянным трубам; на заводах химической промышленности самые агрессивные реагенты, в несколько месяцев разъедающие чугунные трубопроводы, будут бессильны повредить стеклянные, и глубоко закопанные в землю десятки и сотни тысяч километров городских и сельских водопроводов надо будет сменять, может быть, только один раз в тысячелетие. Стеклянные ткани. Производство их налажено недавно. Они изготовляются пока в незначительных количествах и идут исключительно на удовлетворение технических потребностей. Но настанет пора, когда этот чудесный, красивый, гигиеничный, «вечный» по своей прочности материал войдет в наш быт и мы будем делать из него занавеси и шторы на окна, обивать этими тканями диваны и кресла, покрывать стены стеклянными обоями, устилать полы стеклянными коврами. А может быть, мы будем носить и стеклянную одежду. За последние годы в Советском Союзе сделано очень много для использования стекла как декоративного материала в архитектуре. При участии народного художника В. И. Мухиной разработан метод изготовления крупных, монументальных скульптур из стекла. Тот, кто видел когда-нибудь такую стеклянную скульптуру хотя бы небольшого, настольного размера и с восхищением следил, как запертый в ней луч света при малейшем повороте вашей головы метался по всем изгибам изваяния, тщетно пытаясь вырваться наружу, тот никогда не забудет этого первого впечатления и живо вообразит себе, какое прекрасное зрелище будет представлять стоящая где-нибудь среди площади на высоте скульптурная стеклянная группа, когда на нее упадет луч солнца. Все это — мечты о стекле будущего и мечты вполне реальные. Что же нужно, чтобы ускорить, чтобы приблизить это будущее? Нужны знания, нужна наука, нужен труд. XXI съезд КПСС решительно поставил вопрос об усилении научно-исследовательской деятельности, о привлечении к этому делу всех сил страны, о теснейшем союзе и деловом сотрудничестве людей науки с людьми производства. Наряду с другими отраслями народного хозяйства советская стекольная промышленность должна горячо откликнуться на этот призыв и добиться того, чтобы в ближайшее время многие наши мечты о стекле будущего претворились в действительность.

ЗАКЛЮЧЕНИЕ
Есть поэзия преодоления сил природы силою воли человека.М. ГОРЬКИЙ

Последние страницы книги… Я дописываю их ночью. Сквозь тишину улиц ко мне доносятся с Московского вокзала гудки паровозов, и я думаю о тех, кто — как и я — тоже не спит этой ночью: о машинистах, ведущих ночные поезда; о метростроевцах, монтирующих сейчас тюбинги глубоко под Невой, в древних слоях земли; о ночной смене стекловаров, которые плавят песок, чтобы утром превратить его в прекрасные и совершенные произведения искусства... И снова — в который раз! — мысли возвращаются к тем, кто сегодня еще свободен от вахты, чьи молодые глаза я вижу с институтской кафедры. В поздний ночной час эти глаза смыкает усталость. Для юношей и девушек, моих учеников, ночь — это время суток, отведенное для отдыха; юность щедро распоряжается временем и, даже не будучи ленивой, спокойно рассчитывает на свое завтра... Для людей моего поколения понятие «завтра» не может, к сожалению, быть бесконечным резервом. Ночью мы наверстываем упущенные в жизни часы и дни. Мы спешим и, теряя жадность к впечатлениям жизни, приобретаем жадность к текущему времени. Наша страна отпраздновала свое сорокалетие. Сорок, даже семьдесят лет в жизни государства — это возраст юности. Семьдесят лет в жизни человека — это возраст требовательной мудрости. С каждым годом, с каждым месяцем все острее чувствуешь, как мало еще сделано, как много надо рассказать ученикам. С возрастом многообразие интересов начинает сужаться, исчезают давние привычки, уводящие с главного, единственного теперь пути — от обобщения и осмысления пройденного, пережитого. В юности обычно не пишут книг. В моем возрасте порой лишаешь себя многих радостей, чтобы написать книгу. В молодости хочется как можно больше взять от жизни. А мне этой ночью хочется передать мой опыт и знания нашей молодежи с веселыми, порой беззаботными глазами. Глядя в эти глаза, я испытываю желание зажечь в них тот огонь, который до тла сжигает равнодушие к работе, к утекающему времени, леность ума и нелюбопытство. Мне хочется сделать так, чтобы через полвека эти глаза не зажмурились от горького отчаяния при взгляде назад, на дорогу, оставленную за плечами. Вот почему, стоя за кафедрой, я часто рассказываю моим ученикам о других днях и ночах, отшумевших три десятилетия назад. ...Ночь на 6 июня 1926 г. Огромный заводской корпус с закопченными кирпичными стенами и темными стропильными фермами высоко над головой. По бокам длинный ряд однообразных печей. Одни из них работают, другие, раскрыв огромные пасти, ждут своей очереди. Посередине сплоченной группой стоят четыре особые печи. На них падает яркий свет. Это — главное звено всего оборудования. Собравшиеся здесь люди работают над одной очень важной проблемой, ставят решающие опыты. Все другое оборудование в этом здании, а также мастерские и лаборатории, разбросанные в соседних корпусах, играют подсобную роль. Они только помогают раскрывать смысл тех ответов, которые дают на поставленные вопросы четыре главные печи. Я стою около плотно закрытого и замазанного огнеупорной глиной устья одной из этих печей. В левой руке у меня секундомер, в правой — рукоятка реостата электрической мешальной машины. Ее охлаждаемый водой хобот через узкое отверстие в передней стенке печи входит вглубь — туда, где господствуют температуры, растопляющие камни. Я надеваю темные очки и через узкое окошко вижу, как мешалка разминает и перебрасывает из стороны в сторону тестообразную тяжелую массу. Что-то будет?.. Оправдается или не оправдается наша последняя надежда?.. Передо мной на табурете лежит листок клетчатой бумаги. На нем написано: «Плавка № 500» и начерчена ломаная линия. Это — заданный температурный режим печи. Стрелка одного из висящих сбоку пирометров показывает 1350°. — Вячеслав Николаевич, не пора ли прибавить нефти? — спрашиваю я. — В 4 часа должно быть 1400°. Начальник теплотехнической лаборатории Зимин выныривает из темноты, приближается к печи и осторожно подкручивает маленькие кранчики, через которые, тихо журча, текутструйки нефти. В ответ из глубины печи, откуда-то снизу, раздается заглушенное уханье вспышек новых порций горючего. Стрелки пирометров задрожали и медленно поползли вверх. «Раз, два, три», — считаю я обороты мешалки. Но что же здесь происходит? Отчего мы так взволнованы, чего мы ждем от этого пятисотого опыта? Отчего глубокой ночью в стекловаренном цехе варку ведут главный инженер завода и начальник теплотехнической лаборатории? А дело вот в чем. В самом начале первой мировой войны в нашем отечестве с небывалой остротой встал вопрос о необходимости овладеть производством оптического стекла — этого своеобразного материала, занимающего совершенно исключительное место в различных сферах деятельности человека. В данном случае речь шла о стекле для военной оптики. Производство оптического стекла принадлежит к числу самых сложных технических задач. Основная причина этого — те исключительно высокие требования, которые предъявляются к качеству оптического стекла. Оптическое стекло есть самая однородная среда, известная в природе. Дистиллированная вода, налитая в сосуд и имеющая открытую поверхность испарения, менее однородна, чем кусок хорошего оптического стекла. Оптическое стекло тогда умели варить только в трех местах земного шара: на заводах Парра-Мантуа во Франции, братьев Ченс в Англин и Шотта в Германии. Эти фирмы-монополисты до такой степени засекретили свои производства, что нельзя было найти ни одного человека — ни у нас, ни за границей — и ни одной книжки — ни русской, ни иностранной, — которые могли бы раскрыть в какой-либо степени эту тайну. Таким образом, в стремлении организовать производство оптического стекла пришлось полагаться на собственные силы. После недолгих поисков места, где такое ответственное поручение должно выполняться, выбор пал на бывшие казенные Фарфоровый и Стеклянный заводы, на которых в то время я был техническим руководителем. В заключительной части VII главы этой книги, где говорится о последних днях существования знаменитого когда-то Санкт-Петербургского стеклянного завода, я упомянул о том, что советские ученые на пепелище этого завода создали одно большое дело — речь шла об оптическом стекле, о том случае, который мне вспоминается сейчас. На производство первых опытов заводу ассигновали 20 тыс. руб. По тому времени это была не совсем маленькая сумма. Я развернул экспериментирование так широко, как только было возможно, но зима прошла безрезультатно, и выяснилась необходимость перейти к более широким мероприятиям. Удалось добиться сильного увеличения ассигновании, лабораторная база была значительно расширена, оборудование ее модернизировано, и с лета 1915 г. при заводе для руководства всем делом была создана весьма авторитетная научная коллегия в составе академика Н. С. Курнакова, профессоров Д. С. Рождественского, В. Е. Тищенко и В. Е. Грум-Гржимайло. На штатную должность заведующего отделом оптического стекловарения был привлечен молодой ученый, ассистент Кафедры химии Электротехнического института И. В. Гребенщиков. Имея самую авторитетную коллегию, которую можно было создать в стране по вопросам стекловарения, и 200 тыс. руб. на эксперименты, Фарфоровый завод чувствовал себя уверенно и полагал, что производство оптического стекла будет налажено в кратчайшие сроки. Мы разработали обширный план экспериментирования, Грум-Гржимайло построил опытные печи, Гребенщиков начал первую серию своих замечательных исследований по влиянию состава стекла на его оптические свойства и широко развернул экспериментальные плавки. Работа закипела. Опыты велись в лаборатории и на производстве день и ночь. Были установлены круглосуточные дежурства. Непрерывно поступали образцы полученных разными способами стекол всех составов и сортов. Они подвергались всесторонним испытаниям и в наших лабораториях, и в Физическом институте Университета, и в Главном артиллерийском управлении, однако неизменно качество их оказывалось никуда не годным. Шли месяцы. Ученая коллегия участила свои заседания, ее члены проводили многочисленные консультации в цехах и лабораториях, мы с Гребенщиковым сутками высиживали у опытных печей, но все труды продолжали пропадать даром, и ничто не свидетельствовало о приближении успеха. Наконец всем стало ясно, что разрешить поставленную задачу в те короткие сроки, которые диктовала война, невозможно, и единственным выходом оставалась попытка получить секреты производства оптического стекла от союзников. В январе 1916 г. наши представители выехали за границу. В Лондоне они имели встречу с высшими чиновниками военного ведомства, получили отказ и проследовали дальше. Во Франции наши представители явились к самому владельцу знаменитой фирмы Парра-Мантуа. Старик очень удивился, что к нему обращаются с таким необычным предложением и категорически отказал. Тогда наши представители обратились к президенту Пуанкаре, который, учитывая критическое положение под Верденом, счел нужным оказать нашим людям свое содействие и прикомандировал своего адъютанта для вторичного посещения владельца фирмы. Но последний пришел в ярость и, в ответ на призыв к патриотическим чувствам, заявил, что покончил с патриотизмом, что сын его, единственный его помощник в варке стекла, убит под Верденом, и если его, старика, будут продолжать волновать такими разговорами, то он вообще будет не в состоянии варить оптическое стекло. «Так и передайте президенту», — отрезал он на прощанье и попросил гостей о выходе. Обратно ехали через Англию. В Лондоне наши представители были приглашены вторично к тому лицу, с которым они уже вели переговоры. Лицо сообщило, что ему известно о неудаче русских во Франции, что оно этого ожидало, но, считая дело важным в военном отношении, ему удалось склонить братьев Ченс, владельцев Бирмингамского стекольного завода, передать России секрет производства оптического стекла за 600 тыс. руб. золотом. Я выехал в Англию, заключил с братьями Ченс договор, ознакомился с пресловутым технологическим процессом, получил необходимые цифровые данные, чертежи и инструкции и, возвратившись на родину, организовал проектирование цеха оптического стекла по типу завода братьев Ченс. В течение лета 1916 г. постройку цеха закончили. И. В. Гребенщиков в это время находился с группой наших рабочих на английском заводе для подробного изучения производства. Осенью, по его возвращении, мы начали развертывать в новом цехе производство оптического стекла по английскому методу и к зиме наладили выпуск этого продукта в небольших количествах. Качество стекла этих первых партий было невысоким. В таком состоянии наше молодое производство было настигнуто событиями 1917 г. Наступила Великая Октябрьская социалистическая революция, а за ней гражданская война. Деятельность оптического цеха начала постепенно затухать. Материалы поступали все реже и реже, запасы топлива также иссякали, производство стало работать с перебоями и, наконец, в 1920 г. остановилось окончательно. Цех был поставлен на консервацию. Прошло четыре года. Страна приступила к восстановлению разрушенного народного хозяйства. Встал на очередь и вопрос о восстановлении молодого производства оптического стекла. В конце 1923 г. оптический цех был пущей, превратившись в самостоятельный завод. Должность технического руководителя завода возложили на меня. Д. С. Рождественский и И. В. Гребенщиков были привлечены в качестве консультантов. Близкое участие этих двух ученых в делах завода было ценным не только вследствие их высокой квалификации, но и потому, что через них устанавливалась тесная связь с организованным еще в 1918 г. специальным институтом. К 1923 г. этот институт представлял собой уже не ту маленькую, как это было вначале, группу охваченных энтузиазмом людей, ютившихся по закоулкам, работавших на чужом оборудовании, исполненных благими намерениями, но еще не способных оказать конкретную помощь производству. Теперь это была уже достаточно крупная научно-исследовательская единица, располагавшая первоклассным по тому времени оборудованием и солидным штатом талантливых научных работников, с успехом овладевавших под руководством Д. С. Рождественского теоретическими основами оптического производства. Таким образом, пущенный в ход завод оптического стекла подходил к разрешению поставленной перед ним задачи — восстановить варку оптического стекла по английскому методу — уже не в одиночку, а опираясь на помощь сильно окрепшего института. С легкостью восстановив утраченные за годы консервации навыки, он за полтора года настолько наладил выпуск нескольких сортов стекла, что зарождающаяся советская оптико-механическая промышленность начала удовлетворять некоторую часть своей потребности стеклом отечественного происхождения. Могли ли мы считать проблему создания собственной базы сырого оптического стекла на этом решенной? Конечно, нет! Стекла выпускалось очень мало, число сортов его было недостаточным и, что особенно прискорбно, качество стекла было значительно ниже зарубежного. Необходимо было коренным образом улучшить положение. И вот наступил памятный 1925 год. Дело началось с беды. В стекле появилась «мошка». Так называются мельчайшие пузырьки, едва заметные невооруженным глазом, рассеянные в громадном количестве по всей массе стекла, иногда до нескольких тысяч штук на один кубический сантиметр. «Мошка» появилась и задержалась. От плавки к плавке дело ухудшалось, и все большие партии стекла приходилось забраковывать. Тогда было решено объявить «аврал», т. е. собрать как можно больше научных и инженерных сил и приступить к систематическому исследованию причин появления «мошки». Создали смешанную бригаду из научных сотрудников института и заводских лабораторий. Она стала работать под общим руководством Д. С. Рождественского и И. В. Гребенщикова. По составленному детальному плану обследовались все сомнительные участки, производились наблюдения, всевозможные измерения, анализы. Результаты исследований систематически обсуждались на совещаниях. Таких мер обыкновенно оказывалось достаточно: причина очередного вида брака скоро отыскивалась, затем устранялась, и заводская жизнь входила в свою колею. Но на этот раз выходило иначе: одна за другой шли недели усиленной изыскательской работы всего коллектива, а «мошка» все не исчезала. Положение становилось напряженным. Тогда решено было усилить темпы авральных работ до возможного предела. Институт принял на себя ведущую роль. Состав бригады усилили рядом крупных работников. На заводе появляются А. А. Лебедев и В. А. Фок, В. Е. Тищенко, А. И. Тудоровский и И. В. Обреимов, В. Е. Грум-Гржимайло, А. И. Стожаров и др. Бригада разбивается на смены, устанавливаются круглосуточные дежурства у печей. Строится обширный план крупных экспериментов в заводском масштабе. Часто опыт длится около 3-4 суток, и весь завод с волнением ожидает его результатов. Результат иногда приходит ночью. В ожидании его измученные исследователи спят где попало: на столах и на стульях, подложив под голову портфели, меховые шапки или свернутые халаты. Внезапно дребезжит телефонный звонок. Это из стеклоплавильного цеха. Слышится голос мастера: «Проба!» Все срываются с мест и, на ходу натягивая шубы, сбегают с лестницы, пересекают двор. Впереди, поблескивая золотыми очками, бежит Д. С. Рождественский. Все столпились у стопудовой подъемной двери стеклоплавильной печи. Мастер, щурясь от нестерпимого жара, вынимает на тонком железном пруте через крошечное отверстие небольшую порцию стекающего струйками расплавленного стекла. Это и есть «проба». Все склоняются и, стукаясь головами, молча смотрят. На ярком оранжевом фоне горят тысячи и тысячи мельчайших звездочек. Это — «мошка», опять проклятая «мошка»! Возвращаемся через двор, подымаемся в лабораторию и садимся за большой, обитый линолеумом стол. Над ним горит яркая лампа. В громадных химических колбах заваривается крепкий чай. На фильтровальной бумаге раскладываются бутерброды. Царит молчание. И вдруг раздается голос Дмитрия Сергеевича: «Ну что же, товарищи, не будем унывать, когда-нибудь да одолеем мы эту мошку. Илья Васильевич, что вы думаете относительно того, если мы в следующем опыте...» И очередное совещание начинается... Это было горячее время! Кто пережил его, не забудет тех дней, тех знаменательных встреч у станка, у рабочего места, встреч науки и техники, рабочего, ученого и инженера. Никогда еще мы так много не думали и не читали о стекле, никогда столько не совещались, не участвовали в проведении таких интересных и изумительных по смелости опытов, осуществлявшихся в крупном заводском масштабе. Мы смело кидались то в одном, то в другом направлении, пытаясь найти ответ на мучивший нас вопрос. Одно время мы увлекались идеей повысить насколько возможно температуру варки и настолько в этом переусердствовали, что расплавили свод печи. Затем мы занялись различными ухищрениями в области механической мешки стекла. Можно похвастаться, что мы изучили этот процесс до такой тонкости, как никто и никогда. Вести наблюдения за мешкой стекла во время варки очень трудно. Огромный толстостенный горшок стоит в тесном пространстве раскаленной добела печи, и содержимое его почти совершенно скрыто от наблюдения. Лишь вооружившись темным стеклом и защитив лицо и руки от нестерпимого жара, можно рассмотреть через узенькую щель в стенке печи небольшую часть поверхности расплава. Для облегчения условий изучения явлений, происходящих в горшке во время размешивания, нам пришлось перейти к моделированию процесса. Мы сделали горшок из стекла, установили его в физической лаборатории, наполнили патокой соответствующей густоты и начали проводить мешку настоящей мешальной машиной, заменив огнеупорный глиняный стержень деревянным. Чтобы видеть направление потоков, вызываемых мешкой, мы опускали в патоку разноцветные восковые шарики, которые увлекались потоками, показывая их направление и скорость. Математические расчеты движения жидкости делал нам молодой ученый В. А. Фок. Был период, когда мы придавали особо важное значение быстрому охлаждению горшка со сваренным стеклом. Для подтверждения наших предположений мы проводили в высшей степени эффектный, но небезопасный опыт. Раскаленный добела огромный горшок со стеклом вывозили из печи и обливали водой из нескольких брандспойтов до тех пор, пока он не остывал совершенно. Чтобы горшок не треснул, на него надевали особый железный корсет, засупоненный стальными тросами. Много поучительных опытов проделали мы за зиму 1925/26 г. Но пришла и прошла весна, наступило лето, а дело не улучшалось. «Мошка», как будто на зло, не исчезала. Положение становилось катастрофическим. И вот однажды, я хорошо помню этот день — 5 июня 1926 г. — я приехал вечером на квартиру Д. С. Рождественского, помещавшуюся во дворе Университета. Там меня ждал И. В. Гребенщиков. После горячих обсуждений мы решили немедленно перейти на ускоренный метод варки оптического стекла. История этого вопроса такова. В 1918 г. в одном американском журнале появилась небольшая статья физика Морея с указанием, что варка оптического стекла может быть значительно ускорена, если размешивание производить не в конце, как это принято в классическом методе, а в самом начале, как только горшок заполнится едва расплавившейся шихтой. Надо сказать, что предложение Морея старые зарубежные стекольщики встретили отрицательно и рассматривали как некую технологическую ересь — до того оно казалось необычным и противоречащим твердо установленному, непогрешимому закону варки оптического стекла. Насколько нам известно, предложение Морея не было использовано за границей в течение многих лет. По первоначалу, честно говори, и мы отнеслись к этому предложению недоверчиво. Но это было тогда, когда мы еще не горели в живительном огне последнего аврала, когда мы были еще новичками в оптическом стекловарении и едва-едва умели механически воспроизводить заимствованную со стороны технологию. Теперь же мы приобрели опыт, выросли и начали глубже понимать природу процессов стекловарения. И мало-помалу мы стали приходить к заключению, что если идею ранней мешки умело приложить к практике, то из этого может получиться толк. Вся трудность состояла в том, что новый метод приходилось внедрять в производство сразу, непосредственно, без предварительной лабораторной проверки. Время для осторожного экспериментирования мы упустили следовало действовать немедленно. В этом и заключался риск всего предприятия. Мы хорошо понимали, что неудача повлекла бы за собой весьма печальные последствия. Но другого выхода не было, и оба консультанта благословили меня на этот рискованный шаг. Дальше события развертывались с необыкновенной быстротой. Прямо с квартиры Дмитрия Сергеевича я проехал на завод, где на 12 часов ночи была назначена ставка горшка в печь для очередной варки по старому способу. Эта варка была пятисотой по счету от начала наших опытов. Ей суждено было стать переломной. Она, по нашему решению, должна была производиться по новому, ускоренному методу. Приехав на завод, я согласовал вопрос с директором и приступил к делу. Руководство по внедрению нового метода решили осуществлять тремя посменными бригадами. Одной из них руководил я. Каждую бригаду обязали дежурить по 24 часа. Итак, первая варка по новому методу началась в 12 часов ночи с 5 на 6 июня 1926 г. ...Уже рассвело. Я стоял за реостатом мешальной машины. Нежный голубой ореол пламени, выбивавшийся из-под заслонки, свидетельствовал, что печь шла полным ходом на избытке кислорода. Пирометр показывал 1500°. «Раз, раз, раз», — мерно отбивал такт качающийся хобот машины. «Ззззз...» — тоненьким голоском подпевал мотор. То справа, то слева от печи показывалась и исчезала легкая фигурка начальника теплотехнической лаборатории Зимина в огромных парусиновых рукавицах. Изредка появлялся около меня старший сменщик Мардагалимов. Он с удовлетворением смотрел на быстро мелькавший рычаг мешальной машины и, одобрительно сверкнув желтыми белками, отходил прочь. Мне было нестерпимо жарко. Струйки пота катились со лба на распахнутую блузу. Мучила жажда. Но я был счастлив. Я уже начинал догадываться, что мы не ошиблись. С каждой новой пробой стекла я убеждался, что наше дело выиграно. К вечеру первый горшок сварили и на его место поставили другой. Пришедшая сменить нас вторая бригада глазам своим не верила, когда увидела стоящий около печи остывший горшок и рассматривала безупречные пробы стекла, бесцветные, бессвильные и беспузырные: знаменитая «мошка» исчезла! За первым горшком последовал второй, за ним третий... Всем на заводе стало ясно: «черные дни» миновали, наступил радостный период крупного успеха. В стеклоплавильном цехе царило торжественное, праздничное настроение. Приходили люди из других цехов и отделов завода, поздравляли нас, старались вникнуть в новую чудодейственную технологию, с изумлением смотрели, как день ото дня увеличивалось количество сваренных горшков. Уже не хватало места в печах-каленицах, где раньше по английскому методу студили горшки, и горшки остывали просто на полу мастерской, засыпанные толстым слоем песка. Ряды горшков росли, занимая все большую и большую площадь цеха. Уже трудно было проходить между ними. Иногда, когда наступала очередь «разваливать» тот или иной горшок, его разбивали ударами тяжелой кувалды, и он распадался, открывая глыбы такого прекрасного, беспорочного, кристально чистого стекла, какого еще никогда не видели на этом заводе. Эти глыбы теперь лежали во всех свободных проходах цеха. Трудное дело внедрения нового метода при беспримерном напряжении ударных работ всего завода продолжалось тридцать пять дней. За это время новый технологический процесс был окончательно разработан и зафиксирован соответствующей документацией, были составлены типовые графики плавок для разных сортов стекла, разработаны детальные инструкции для рабочего персонала, выявлены основные технико-экономические показатели нового процесса, исследовано качество новой продукции. В начале июля представители завода и института сделали в BДHX СССР доклад о разработке нового у нас метода ускоренной варки оптического стекла, нигде еще не применявшегося. Практический результат этой реформы трудно было переоценить. Длительность варки со 100 часов сократилась до 25-30; производительность завода повысилась в три раза; себестоимость упала вдвое; качество стекла поднялось до уровня лучшей заграничной продукции. «Мошка» исчезла окончательно. С 1927 г. импорт оптического стекла был прекращен, и советская оптическая промышленность наконец обрела собственную первоклассную сырьевую базу. С гордостью вспоминаю я эти дни. Помнится, как в одну из первых ночей моего дежурства, когда уже окончательно определился успех, я поднимался в свой рабочий кабинет, держа в руках большую, тяжелую, кристально прозрачную глыбу стекла, только что извлеченную из остывшего горшка и еще сохранявшую тепло печи. Мне вспомнилось, с каким горьким чувством смотрел я много раз на глыбу оптического стекла иностранного происхождения, выставленную на Невском проспекте в витрине одного из оптических магазинов. И вот сейчас такая же глыба собственного изделия — еще более чистая, еще более прозрачная — лежала передо мной на письменном столе. Была на исходе июньская «белая ночь», теплая и тихая. В открытые окна ломились ветви старых лип. И вдруг в тишине скрипнула дверь — на пороге появился директор завода. «Ага, — подумал я. — Не спит... тоже волнуется». Он подошел к столу, взглянул на глыбу и спросил: — Николай Николаевич, наша?.. — Наша, Федор Захарович! — ответил я. В его глазах я заметил какой-то особенный, влажный блеск. Сам я тоже был полон волнующей торжественностью этой минуты. И вот о таких минутах, которых на производстве бывает немало, я рассказываю на лекциях студентам. Мне не жалко на это драгоценного лекционного времени. Студенты не проиграют, если вместо описания какой-нибудь реакции, которое можно найти в любом учебнике, рассказать им о полных вдохновения творческих переживаниях, которые их ожидают в предстоящей инженерной и научно-исследовательской работе. Таких рассказов они по найдут ни в одном учебнике. Я говорю студентам, что, когда они будут преследовать ускользающую от них истину и окружать ее по всем правилам научной стратегии сетью хитро расставленных экспериментов, они будут испытывать необыкновенно увлекательное, волнующее чувство. Когда же они, наконец, поймают эту истину и вырвут у природы еще одну тайну, когда разоблаченная ими тайна уже не будет тайной, а станет новым знанием и когда они своей волей обратят его на пользу народу, они испытают чувство такого глубокого удовлетворения, перед которым поблекнет все когда-либо пережитое ими. Когда я рассказываю об этом студентам, в аудитории наступает мертвая тишина и в устремленных на меня молодых глазах загораются живые огоньки. Тогда меня охватывает радостное волнение, я чувствую новый прилив сил и крепнет уверенность, что путь моего служения Родине был выбран правильно. Сотни молодых людей вступают на этот путь сегодня.

ЛИТЕРАТУРА

I
Абрамович Д. Киево-Печерский патерик. Киев, 1930, XXVI, 234 стр. Августинник А. И. К истории развития формования керамических изделий методом вращения. «Труды Ленингр. технолог. ин-та», 1954, вып. 29, стр. 1–23. Авдиев В. И. История древнего Востока. Л., 1953, 758 стр. Айналов Д. Византийские памятники Афона. «Византийский временник», 1899, т. 6, стр. 57–96. Анналов Д. и Редин Е. Древние памятники искусства Киева. Харьков, 1899, 62 стр. Айпадов Д. и Редин Е. Киево-Софийский собор. СПб., 1899, 156 стр. Александров П. Зеркальное производство. Пг.–М., 1918, 62 стр. Алпатов М. В. Всеобщая история искусства, тт. 1–3. М.–Л., 1948–1949. Амиранашвили Ш. Я. История грузинского искусства, т. 1. Л., 1950, 526 стр. Амосов Н. И. Безосколочное стекло триплекс. Харьков, 1933, 80 стр. Архив Академии наук СССР, фонд 3, 1725–1765. Архив Иностранных дел. Дела о выездах, 1630–1673; Посольского приказа дела, 1702–1708; Приказные дела, 1633–1706: Шведские дела, 1647. Арциховский А. В. Одежда. В кн. «История культуры древней Руси», т. 1, М. –Л., 1948, стр. 234–262. Асеев Ю. С. Орнаменты Софии Киевской. Киев, 1949, 65 стр.Бакланова Н. А. Стеклянные заводы в Московском государстве XVII века. «Труды Гос. истор. музея», 1928, вып. 4, стр. 119–141. Бахтиаров А. Стекло. СПб., 1910, 52 стр. Безбородов М. А. Виноградов — создатель русского фарфора. М.–Л., 1950. 512 стр. Безбородов М. А. Древнерусские стекла XI–XII вв., их химический состав и технология производства. «Сб. Белорусск. Политехн. ин-та», 1955, вып. 47, стр. 3–17. Безбородов М. А. «Золотой рубль» М. В. Ломоносова. «Докл. АН СССР», 1946. т. 51, №7, стр. 525–527. Безбородов М. А. Исследовательская работа Ломоносова по цветным стеклам. «Природа», 1947, №1, стр. 74–87. Безбородов М. А. М. В. Ломоносов и его работа по химии и технологии силикатов. М.–Л., 1948, 284 стр. Безбородов М. А. Ломоносов — основоположник научного стеклоделия. «Стекло и керамика», 1948, №4, стр. 4–7. Безбородов М. А. Очерки по истории русского стеклоделия. Минск, 1950, 193 стр. Безбородов М. А. Очерки по истории химии и технологии силикатов в России. М., 1952, 168 стр. Безбородов М. А. Русское стекло XII в. «Докл. АН СССР», 1950, т. 74, №4, стр. 789–790. Безбородов М. А. Стеклоделие в древней Руси. «Природа», 1955, январь, стр. 70–76. Безбородов М. А. Химические и микроскопические исследования мозаичных стекол и красителей М. В. Ломоносова. «Сб. Белорусск. Политехн. ин-та», 1955, вып. 47, стр. 18–28. Безбородов М. А. Химический состав и технологические приемы производства стекла в древней Руси. «Докл. АН СССР», 1954, т. 97, №6, стр. 1041–1044. Безбородов М. А. Химико-технологические исследования древнерусских огнеупоров из стеклоделательных мастерских XI–XIII вв. Всесоюзн. ин-т стекла, бюллетень МПСМ СССР, 1–2, М., 1955, стр. 1–18. Безбородов М. А. и Клочков И. Г. Работы академика К. Г. Лаксмана по применению сульфата натрия в стеклоделии. «Стекло и керамика», 1948, №6, стр. 10–13. Безбородов М. А. и Петров Л. К. Д. И. Виноградов, выдающийся керамик XVIII века. М., 1953, 87 стр. Безбородов М. А. и Фехнер М. В. Химическое исследование русских стекол XI–XIII веков. «Докл. АН СССР», 1954, т. 95, №15, стр. 1037–1040. Бень И. И. Стекольное сырье. Справочник для геологов, вып. 29, М.–Л., 1947, 64 стр. Берман С. С. Ванные стекловаренные печи. Л. –М., 1935, 100 стр. Билярский П. С. Материалы для биографии Ломоносова. СПб., 1865, [4] 818 стр. Блаватский В. Д. Искусство северного Причерноморья античной эпохи. М., 1947, 118 [1] стр. Боброва А. С. Бусы из Афрасиаба. «Кратк. сообщ. Ин-та истории матер. культуры АН СССР», 1949, вып. 30, стр. 121–123. Богословский М. М. Петр I, т. 4. М., 1948, 514 стр. Богусевич В. А. Археологические раскопки в Киеве на Подоле в 1950 г. «Археология», 1954, т. 9, стр. 42–53. Богусевич В. А. Археологическая экспедиция «Большой Киев». «Правда Украины», 21 августа 1951. Богусевич В. А. Мастерские XI в. по изготовлению стекла и смальты в Киеве. «Кратк. сообщ. Ин-та археологии АН УССР», 1954, вып. 3, стр. 14–20. Богуславский Л. И. Корифеи русского стеклоделия. «Стекольная промышленность», 1940, №5, стр. 1–2. Болдырев А. Н. Хрустальный трон. «Звезда», 1945, №5–6, стр. 153–155. Большева К. А. К истории Мальцевского стекольного производства. «Временник отдела изобраз. искусства Гос. ин-та истории искусств», 1927, стр. 194–203. Большева К. А. Петербургские заводы художественного стекла. Диссертация. Л., Архив Академии художеств СССР, 1941. Бреховский С. М. и Фрадкин Д. А. Современная техника стекольного производства. М., 1955, 32 стр. Брюллов А. (Bruloff A.) Thermes de Pompei. Paris, 1829, [1], 15, [1] стр. Будилович А. С. Ломоносов как писатель. Сб., СПб., 1871, VII, 314, 12 стр. Быстров Н. Мастера хрусталя. («Кр. Гигант»). Куйбышев, 1939, 88 стр.
Вальден П. И. Ломоносов как химик. СПб., 1911, 21 стр. Варгин В. В. Производство цветного стекла. М.–Л., 1940, 284 стр. Варгин В. В. Цветные стекла, их изготовление и свойства. Л., 1934, 106 стр. Вейнберг К. Л., Коссой Б. С., Нолькен М. П., Резников М. И. Оборудование стекольных заводов. М., 1952, 556 стр. Великорецкий О. Новые станции Московского метрополитена. «Архитектура СССР», 1954, №5, стр. 23–25. Верман К. История искусств всех времен и народов. СПб., 1896, т. 1, 827 стр.; т. 2, 937 стр.; т. 3, 922 стр. Веселовский Н. Заметка о стекольном производстве в Средней Азии. «Записки Вост. отд. имп. Русск. археол. общ-ва», СПб., 1893–1894, т. 8, стр. 137–138. «Византийский сборник». М.–Л., 1945, 274 стр. Виннер А. В. Материалы и техника мозаичной живописи. М., 1953, 367 стр. Воейкова И. Мозаическая живопись станции метро «Киевская кольцевая». «Архитектура СССР», 1954, №5, стр. 26–28. Войтачек. Стеклодувное производство. М., 1927, 64 стр. Воронин Н. Н. Киев. Древнерусские города. М.–Л., 1945, стр. 15–21. Воронин Н. Н. Жилище. В кн. «История культуры древней Руси», т. 1, М.–Л., 1948, стр. 204–233. Вощинина А. И. Очерк истории древнеримского искусства. Л., 1947, 82 стр. «В Южно-Туркменской археологической комплексной экспедиции (ЮТАКЭ)». Хроника. «Изв. АН СССР, серия истории и философии», 1950, т. 7, №2, стр. 188–192.
Гайдукевич В. Ф. Боспорское царство. М.–Л., 1948, 624 стр. Георги И. Г. Описание города Санкт-Петербурга. СПб., 1794, [6], XI, [15], 759 стр. Гик Д. Л. и Солинов Ф. Г. Скоростное вытягивание ленты стекла машинами Фурко. М., 1948, 39 стр. Голтвинский И. Наставление, основанное на опытах и долговременных наблюдениях, делать лучшим и выгоднейшим образом всякого роду стекло и хрусталь. М., 1803, [6], 18 стр. Голубев А. Стекольное производство. В сб. «Ист.-статист. обзор промышленности России», СПб., 1886, т. 2, стр. 1–23. Гораций Ф. Собр. соч., М.–Л., 1936, XX, 447 стр. Горький А. М. По Союзу Советов. Собр. соч. в 30-ти томах, т. 17, М., Гослитиздат, 1952. Грабовський I. Я. Софиiя Київська. Київ–Львїв, 1947, 12 стр. Грамота царя Михаила Федоровича мастеру Елисею Коэту (1634 г.). Собр. гос. грамот и договоров, хранящ. в Коллегии иностр. дел, ч. 3, М., 1822, стр. 551–552. Гребенщиков И. В., Власов М. Г., Непорент Б. С., Суйковская Н. В. Просветление оптики. М.–Л., 1941, 212 стр. Греков Б. Д. Киевская Русь. Л., 1949, 511 стр. «Греция и эллинизм». Хрестом., ред. В. В. Струве, М., 1931, 336 стр. Григорьев П. Н. и Муравлев Л. Н. Стекло. Л., 1928, 226 стр. Грот Я. К. Эрик Лаксман. «Сб. имп. Академии наук, отд. русск. яз. и словесн.», СПб., 1882, т. 29, стр. 1–22. Гусев Н. М. Стекло в современном строительстве. М., 1952, 120 стр. Гущин А. С. Памятники художественного ремесла древней Руси. Л., 1936, 82, [6] стр.
Данилевский В. В. Ломоносов как техник. Сб. «Ломоносов», Л.–М., 1940, стр. 222–243. Данилевский В. В. Ломоносов на Украине. Л., 1954, 136 стр. Данилевский В. В. Русская техника. Л., 1948, 548 стр. Докучаев В. В. Избр. соч., т. 3, М., 1949, стр. 447. Дралле Р. и Кепплеер Г. Производство стекла, т. I, ч. 1. М., 1928, XV, 585 стр. Дралле Р. и Кепплеер Г. Производство стекла, т. I, ч. 2. М., 1929, 1015 стр. «Древности Российского государства. Киевский Софийский собор». СПб., 1871–1887, вып. 1 [2] стр., 35 табл., илл.; вып. 2–3 [2] стр., 55/V табл.; вып. 4 [12] стр., 51 табл.
Евстропьев К. С. и Торопов Н. А. Химия кремния и физическая химия силикатов. М., 1950, 364 стр.
Забелин И. Домашний быт русских царей в XVI и XVII столетиях. М., 1842, VI, 372, 263 стр. Забелин И. Домашний быт русских цариц в XVI и XVII столетиях. М., 1872, VIII, 680, 166 стр. Забелин И. История города Москвы. М., 1902, XX, 635 стр. Забелин И. Исторический обзор финифтяного и ценинного дела в России. СПб., 1853, 101 стр. Заозерская Е. И. Мануфактура при Петре I. М.–Л., 1947, 190 стр. Заозерский А. И. Царь Алексей Михайлович в своем хозяйстве. Пг., 1917, IV, 351 стр. Зеленин М. Отделочные работы на новых станциях Московского метрополитена. «Архитектура и строительство», 1950, №2, стр. 11–14.
Иакинф (Бичурин). Собрание сведений о народах, обитавших в Средней Азии в древние времена. М.–Л., 1950–1953, LXXXVIII, 1044 стр. И. В. Стекла и глазури древней Ассирии. «Керамика и стекло». Л., 1926, стр. 587–588. Иванова Е. А. Получение мраморовидных и типа накладных изделий на основе стекол, содержащих сульфид цинка. «Научно-техн. информ. бюллетень ВНИИСВ», 1956, №4. Иебсен-Марведель Г. Варка и формовка стекла. М. –Л., 1932, 175 стр. Иегер О. Всеобщая история. СПб., 1894, т. 1, VIII, 613 стр.; т. 2, IV, 623 стр.; т. 3, VI, 665 стр.; т. 4, VI, 691 стр. «История древнего мира». Под ред. В. Н. Дьякова и Н. М. Никольского. М., 1952, 781 стр. «История средних веков», т. 1. Под ред. Е. А. Косминского и С. Д. Сказкина. М., 1952, 748 стр. «История СССР». Под ред. А. М. Панкратовой. М., 1949, ч. 1, 240 стр.; ч. 2, 327 стр.
Карбоньер А. Музей Штиглица, каталог предметов стеклянного производства. СПб., 1893, 153. стр. Каргер М. К. Археологические исследования древнего Киева. Киев, 1950, 252 стр. Каргер М. К. Живопись. В кн. «История культуры древней Руси», т. 2, М.–Л., 1951, стр. 341–395. Каргер М. К. К вопросу об убранстве интерьера в русском зодчестве домонгольского периода. «Труды Всеросс. Академии художеств», т. 1, М., 1947, стр. 15–50. Каргер М. К. Киев и монгольское завоевание. «Советская археология», 1949, №11, стр. 55–102. Качалов Н. Н. Основы процессов шлифовки и полировки стекла. М. –Л., 1940, 275 стр. Качалов Н. Н. и Воано В. Г. Основы производства оптического стекла. Л., 1936, 194 стр. Качалов Н. Н., Воано В. Г., Корелова А. И. Крокус. «Труды Ленингр. Технолог. ин-та», 1951, вып. 19, 79 стр. Кемна Г. Зеркальная фабрика. М., 1913, [4], 24 стр. Китайгородский И. И. Стекло и стекловарение. М., 1950. 416 стр. Китайгородский И. И., Качалов Н. Н., Варгин В. В., Евстропьев К. С., Гинзбург Д. Б. Технология стекла. М., 1951, 767 стр. Книпович Т. Н. Танаис. М.–Л., 1949, 179 стр. Кондаков Н. П. История и памятники византийской эмали. СПб., 1892, VIII, 394 стр. Кондаков Н. П. Памятники христианского искусства на Афоне. СПб., 1902, II, 312 стр. Корелова А. И. Влияние химически активных веществ на процесс полировки стекла. Диссертация. Ленингр. Технолог. ин-т, Каф. стекла, 1949. Королев С. И. Мой опыт рационализации производства стекла. М., 1950, 108 стр. Королев С. И. и Безбородов М. А. Производство стеклянных трубок. М.–Л., 1932, 34 стр. Королев С. И. и Иванова Т. Д. Производство толстого стекла. М., 1941, 40 стр. Королев С. И. и Королева Т. Д. Методы повышения скорости вытягивания ленты стекла. М., 1947, 31 стр. Косминский Е. А. История средних веков. М., 1951, 272 стр. Кравец С. М. Московский метрополитен, вторая очередь, архитектура станций и вестибюлей. М., 1941, 143 стр. «Краткое описание производства зеркал и зеркальных стекол на фабрике Бр. Смольяниновых». М., 1882, 13 стр. «Краткое описание фабрики зеркал и зеркальных стекол и ее стоимость». М., 1891, 6 стр. Кубе А. Н. Венецианское стекло. СПб., 1923, 98, [5], 3 стр. Кулибин Г. Некрология славного российского механика Кулибина. «Москвитянин», 1854, т. 6, № 24, стр. 27–58. Курц Б. Г. Сочинения Кильбургера о русской торговле в царствование Алексея Михайловича. Киев, 1915, 606 стр.
Лагус В. Эрик Лаксман. СПб., 1890, II, 488 стр. Лазарев В. Н. История византийской живописи. М., 1947–1948, 495 стр., 350 л. илл. Лазаревский И. Среди коллекционеров. СПб.–Берлин, 1922, 223 стр. Лаксман. О введении щелочной ископаемой соли на стеклоплавильных заводах вместо поташа. СПб., 1795, 16 стр. Левинсон Е. А., Смирнов Б. А., Шелковников Б. А., Энтелис Ф. С. Художественное стекло и его применение в архитектуре. Л.–М., 1953, 168 стр. Лихачев Д. С. Национальное самосознание дровней Руси. М.–Л., 1945, 120 стр. «Ломоносов». Сб., т. 1, М.–Л., 1940, 412 стр. Ломоносов М. В. Полн. собр. соч., М.–Л., т. 1, 1950, стр. 620; т. 2, 1951, стр. 727; т. 3.952, стр. 605; т. 4, 1955, стр. 831; т. 5, 1954, стр. 747; т. 6, 1952, стр. 690; т. 8. 1958, стр. 844; т. 9, 1955, стр. 1048: т. 10, 1957. стр. 934. Лоренц Н. Ф. Орнамент всех времен и стилей. СПб., 1898, 170 стр., 100 табл. илл. Лукреций. О природе вещей. М.–Л., 1946–1947, т. 1, 451 стр., т. 2, 698 стр. Лурье И. М. История техники древнего Египта. В кн. «Очерки по истории техники древнего Востока», Л., 1940, стр. 129–242. Ляпунова К. С. и Матье М. Э. История техники эллинистического, римского и коптского Египта. В кн. «Очерки по истории техники древнего Египта», Л., 1940, стр. 243–252.
Мавродин В. В. Очерки истории древней Руси до монгольского завоевания. В кн. «История культуры древней Руси», т. 1, М.–Л., 1948, стр. 7–43. Мавродинов Н. Живопись античной гробницы в Казанлыке. «Вестник древней истории», 1954, № 2, стр. 152–173. Макаренко Н. Е. Ломоносов и мозаичное дело в России. «Ломоносовский сборник». СПб., 1911, стр. 289–330. Макаренко Н. Е. Мозаичные работы Ломоносова. Выставка «Ломоносов и елизаветинское время», т. 8, Пг., 1917, [4], 232 стр. Макаров В. К. Ломоносовские мозаики. Л., 1949, 28 стр. Макарон В. К. Художественное наследие Ломоносова. М.–Л., 1950, 312 стр. Маркс К. и Энгельс Ф. Об античности. Л., 1932, 273 стр. Маркс К. и Энгельс Ф. Об искусстве. М.–Л., 1937, 764 стр. Марсон П. Стекло и стекольное производство. Л., 1927, 120 стр. Марциал. Эпиграммы. М., 1891, ХХIII, 933 стр. Масперо. Египет. М., [1880-е годы], 401 стр. «Материалы для истории медицины в России 1629–1682 гг.». СПб., 1881–1885, XXIII, 1304 стр. Менделеев Д. И. Основы химии. М.–Л., 1934, т. 1, 620 стр.; т. 2, 704 стр. Меншуткин Б. Н. Труды М. В. Ломоносова по физике в химии. М.–Л., 1936, 537 стр. Милеев Д. В. Древние полы в Киевском соборе св. Софии. «Сборник археологических статей», СПб., 1911, стр. 212–221. Модзалевский В. Гути на Чернiговщiнї. Киев, 1926, 191 стр. Модзалевский Л. Б. Рукописи Ломоносова в Академии наук СССР. М.–Л., 1937, 403 стр. Монгайт А. Л. Раскопки Мартирьевской паперти Софийского собора в Новгороде. «Кратк. сообщ. Ин-та истории матер. культуры АН СССР», 1949, вып. 24, стр. 92–109. Муратов И. Образы Италии. М., 1912, т. 1, [8], 265 стр.; т. 2, [10], 197 стр. «Мухина В. И. Каталог выставки произведений». М., 1955, 67 стр.
Недошивин Г. А. «В. Н. Лазарев. История византийской живописи». Рецензия. «Искусство», 1950, №1, стр. 81–87. «Новая история», т. 1. Под ред. В. В. Бирюковича, Б. Ф. Поршнева, С. Д. Сказкина. М., 1951, 471 стр.
«Обогащение стекольных песков». Сб. под ред. Г. Ю. Жуковского. М., 1936, 110 стр. Одкин Ф. Ю и Коузен А. Руководство по стеклоделию. М., 1931, XIV, 788 стр. Орешников А. Аптекарская посуда времени Петра Великого. «Старые годы», СПб. 1908, февраль, стр. 87–91.
Памарницкий А. Иван Петрович Кулибин. Л., 1948, 8 стр. «Патерик Киевского Печерского монастыря». СПб., 1911, 265 стр. Пекарева Н. Новый этап в развитии архитектуры метрополитена. «Советская архитектура», 1951, № 1, стр. 27–42. Пекарский П. П. История имп. Академии наук в Петербурге. СПб., 1870–1873, т. 1, LXVIII, [2], 774, [2] стр.; т. 2, [6], LVIII, 1042, [1] стр. «Первый русский стекольный завод». «Керамика и стекло», 1927, №9–10, стр. 360. Петроний. Сатирикон. М., 1913, VIII, 174, 6 стр. Петухов С. П. Стеклоделие. СПб., 1898, XII, 315 стр. Пигулевская Н. Византия на путях в Индию. М.–Л., 1951, 410 стр. Пиотровский Б. Б. и Флиттнер Н. Д. История техники древнего Двуречья. В кн. «Очерки по истории техники древнего Востока». Л., 1940, стр. 3–128. Писарев В. В. Руководство к производству листового белого и других стекол, приготовляемых на бемскнх заводах. СПб., 1857, 144 стр. Писарев В. В. Руководство к производству листового зеленого стекла. СПб., 1855, [3], 148 стр. Плиния Секунда. Естественная история ископаемых тел. СПб., 1819, XVI, 363 стр. Порецкая Е. В. Витраж по рисунку Бартоломеуса Брейна Старшего в собрании Эрмитажа. «Труды Отдела западноевропейского искусства», 1941, т. 2, стр. 137–147. Порецкая Е. В. Витражи Карла Эгери в собрании Эрмитажа. «Труды Отдела западноевропейского искусства», 1940, т. 1, стр. 105–118. «По следам древних культур». Сб., М., 1951, 271 стр. «По следам древних культур. Древняя Русь». М., 1953, 341 стр. «По следам древних культур. От Волги до Тихого океана». М., 1954, 335 стр. «Посольство поручика Носкова в Персию с хрустальной кроватью». «Истор. вестник», 1887, т. 30, стр. 425–440. «Производство листового стекла. Объяснительный каталог коллекции Русского технического общества». СПб., 1872, 8 стр. «Путеводитель по Третьяковской галерее», вып. 1. М., 1949, 112, 14], [7] стр. Пыляев М. И. Забытое прошлое окрестностей Петербурга. СПб., 1889, [2], 550 стр. Пыляев М. И. Старый Петербург. СПб., 1889, 497 стр.
Равдоникас В. И. Старая Ладога. «Советская археология», 1949, №11, стр. 5–54. Радченко А. Д. Путеводитель по Софийскому музею. Киев, 1950, 45, [2] стр. «Разработка технологии изготовления крупных скульптурных и барельефных изделий из стекла». Отчет. Ленингр. технолог. ин-т, Каф. стекла, 1949. Райнов Т. Наука в России XI–XVII веков. М.–Л., 1940, 507 стр. Раскин Н. М. Василий Иванович Клементьев — ученик и лаборант М. В. Ломоносова. М.–Л., 1952, 60 стр. «Реакции при плавке стекла». Сб. под ред. О. К. Ботвинника, М., 1932, 52 стр. Рубаненко Б. Творческие итоги строительства новых станций Московского метро. «Архитектура и строительство», 1950, №2, стр. 1–10. «Русская историческая библиотека, издаваемая имп. Археологической комиссией», т. 21, СПб., 1907, XI стр., 1755 столбцов, 94 стр. «Русская историческая библиотека, издаваемая имп. Археологической комиссией», т. 23, СПб., 1904, VI стр., 1730 столбцов, 80 стр. «Русский библиографический словарь». СПб., 1896–1913. «Русские древности в памятниках искусства, издаваемые И. Толстым и Н. Кондаковым». СПб., 1889–1899, [18], 962, VIII стр. Рыбаков Б. А. Прикладное искусство и скульптура. В кн. «История культуры древней Руси», т. 2, М.–Л., 1951, стр. 396–464. Рыбаков Б. А. Ремесло. В кн. «История культуры древней Руси», т. 1, М.–Л., 1948, стр. 78–181. Рыбаков Б. А. Ремесло древней Руси. [М.], 1948, 792 стр. Рыбаков Б. А. Торговля и торговые пути. В кн. «История культуры древней Руси», т. 1, стр. 315–369. Рыжков К. С. Архитектура новых станций Московского метрополитена. «Городское хозяйство Москвы», 1951, №2, стр. 32–34.
Светоний Г. Жизнеописание двенадцати цезарей. М.–Л., 1933, 637, [3] стр. Свешников М. Тайны стекла. Л., 1955, 190 стр. «Свили в стекле». Сб., под ред. М. А. Безбородова, Л., 1939, 72 стр. Севергин В. Начертание технологии минерального царства. СПб., 1821–1822, т. 1, XXXVI, 437, [13] стр.; т. 2, 291 стр. «Северное Причерноморье в античную эпоху». Под ред. В. Д.Блаватского и Б. Н. Гракова. «Материалы по археологии», 1951, №19, 291, [2] стр. Селезнев В. Очерк происхождения и развития эмалевого мастерства. Л., 1926 , 30 стр. Селезнев В. Смальты и их выделка. М., 1928, 83 стр. Семенов В. Ф. История средних веков. М., 1951, 424 стр. Сергеенко М. Е. Помпеи. М.–Л., 1949, 316 стр. Сидоров Н. И. Из истории мозаических составов М. В. Ломоносова. «Изв. АН СССР, серия физ.-мат. наук», 1930, № 7, стр. 679–706. Сидоров Н. И. Ломоносов в роли заводского технолога. «Техника», 1936, № 107. Сидоров Н. И. Усть-Рудицкая фабрика М. В. Ломоносова. «Изв. АН СССР, серия обществ, наук», 1937, №1, стр. 149–174. Славин О. Археологические раскопки в Киеве. «Сталинское племя», Киев, 28 июля 1951. Смирнов Я. И. Цромская мозаика. Тифлис, 1935, VI, 36 стр. Соколов А. А. Заметки о германской стеклотехнике. «Стекольная и керамическая промышленность», 1946, № 7–8, стр. 21–24. Соловьев К. А. Русская осветительная арматура (XVIII–XIX вв.), М., 1950, 275 стр. «Справочник удельных норм расхода сырьевых и вспомогательных материалов при производстве изделий технического стекла». М., 1952, 24 стр. «Стекло. Рефератный указатель технич. литературы». Под ред. С. И. Иоффе. М.–Л., 1940, 72 стр. «Стеклоделие в России и торговля стеклом». «Ведомости СПб. градоначальства», № 148–224, 29 сентября 1873. «Стеклянное производство». «Техническая энциклопедия». Под ред. Д. Менделеева. СПб., 1864, вып. 4, IV, 374 стр. «150 лет Никольско-Бахметьевского хрустального завода». СПб., 1914, LIII, 260 стр. Страбон. География. М., 1879, XXV, 856, CCLXXVII стр. Струве В. В. История древнего Востока. Л., 1941, 484 стр.
«Технология стекла». Под ред. И. М. Китайгородского. М.–Л., 1939, т. 1, 583 стр.; т. 2, 539 стр. Тройницкий С. Н. История русского стекла XVII–XIX вв. Рукопись, Л., [1930-е годы].
«Удостоверение, данное финляндскому уроженцу Сергею Линдгольму». Рукопись. СПб., 1887. Успенский Ф. И. История Византийской империи. Т. 1, СПб., [19131, XIV, 872 стр.; т. 2, половина 1, Л., 1927, [8], 520 стр.; т. 3, М.–Л., 1948, 860 стр.
Федоров П. А. Производство стекла. СПб., 1904, 38 стр. Ферсман А. Е. Очерки по истории камня, т. 1. М., 1954, 371 стр. «Физико-технические свойства и применение стекловолокнистых материалов». Под ред. М. Г. Черняева. М.–Л., 1949, 164 стр. Флиттнер Н. Д. Стекольно-керамические мастерские Тель-Амарны. «Ежегодник Росс. Ин-та истории искусства», т. 1, Пг., 1922, стр. 137–167.
Ханенко Б. И. Древности Приднепровья. Киев, 1899–1902, VI, 175, [10] стр., 134 табл. илл. Хвойка В. В. Древние обитатели среднего Приднепровья. Киев, 1913, 101 стр. Хойновский И. А. Раскопки великокняжеского двора древнего града Киева. Киев, 1893, 78, IV стр.
Цейтлин М. А. Казенные (императорские) «Стеклянный» и «Зеркальный» заводы в С.-Петербурге. «Сб. Ленингр. финанс.-экономич. ин-та», 1948, вып. 5, стр. 145–177. Цейтлин М. А. Очерки по истории развития стекольной промышленности в России. М.–Л., 1939, 204 стр. Цейтлин М. А. Стекольная промышленность крепостцой России в XVIII веке. «Сб. Ленингр. финанс.-экономич. ин-та», 1947, вып. 4, стр. 194–216. Центр. гос. ист. архив в Ленинграде (ЦГИАЛ), ф. 503, дела имп. Стеклянного завода, 1792–1893. ЦГИАЛ, ф. 485, Министерства имп. двора, 1745–1865. ЦГИАЛ, ф. 1293, Техническо-строительного комитета СПб. губ. Цицерон М. Полн. собр. речей. СПб., 1901, LXIII, [1], 767 стр.
Чижов К. Стекло. М.–Л., 1925, 95 стр. Чугунов А. Исследование стекловаренного производства и современного его состояния в России. Казань, 1856, 249 стр.
Шелковников Б. А. Керамика и стекло из раскопок гор. Двина. «Труды Гос. ист. музея АН АрмССР», Ереван, 1952, т. 4, 111 стр. Шестаков М. А. Кварцевые стекольные пески СССР. М.–Л., 1935, 259 стр. Шпрингер Л. Стекольное производство и его достижения за последние десять лет. М., 1928, 277, [3] стр.
«Эллинистическая техника». Сб., под ред. И. Толстого. М.–Л., 1948, 367 стр. Энгельс Ф. Происхождение семьи, частной собственности и государства. [М.], 1951, 192 стр.
Ювенал. Сатиры. М.–Л., 1937, XXVI, 153 стр.
II
Agricolae G. De Re Metallica. Basileae, 1556, 10, 500, 72 стр. Amman Jost. Slände und Handwerker. München, 1884, [5], [116] стр. «Antioch on-the-Orontes». London, 1934–1948, XXIII, 752 стр. Athenee. Le banquet des savants. Paris, 1789–1791, [21, 2693, [16] стр.Beckmann J. Anleitung zur Technologie. Göttingen, 1802, [22], 680, [30] стр. Berthelot M. La chimie dans l’antiquite et au Moyen age. Revue des deux mondes, Paris, [1887], стр. 315–336, 545–563. Blümner H. Technologie und Terminologie der Gewerbe und Künste bei Griechen und Römer. Bd. 4. Leipzig, 1886, 623 стр. Boito C. La Basilica di San Marco in Venezia. Venezia, 1888–1893, XXXI, 448 стр. Bontemps G. Guide du verrier. Paris, 1868, XI, 776 стр. Bonucci C. Gran musaico di Pompei. Napoli, 1832, 15 стр. Brett G., Martiny G., Stevenson R., Macaulay W. The Great Palace of the Byzantine Emperors. London, 1947, XV, 108 стр., 64 табл. Buckley W. Europeian Glass. London, 1926, XXXIV, 96 стр. 104 табл.
Capart J. L’art egyptien. Bruxelles–Paris 1909, 1911, 98 стр., 200 табл. Carrington R. Pompei. Oxford, 1936, XI, [3], 197 стр. Celtibere M. Notre-Dame de Paris. Paris, 14 стр., 63 табл. «Ceramique, verrerie el vases emailles. L’art pour tous». Paris, 1862–1876, 70 табл. Cicero M. Orations. New York–London, 1900, VII, 446 стр. Cosalanti A. L’art egyptien en Italic. Milano, 10 стр., 100 табл. Curtius E. Die Ausgrabungen zu Olympia. Berlin, 1876 - 1881, 174 стр., 166 табл. Curtius E. u. Adler F. Die Baudenkmaler von Olympia. Berlin, 1892, [4], LXXI стр.
Daremberg C., Saglio E. Dictionnaire des antiquites grecques et romaines. Paris, 1875–1914, 8648 стр. Day L. Windows. London, 1897, X, 415, XII стр. Deville A. Histoire de l’art de la verrerie dans l’antiquite. Paris, 1873, 108 стр., 71 табл. Didron A. La cathedrale de Chartres. Paris, 1842, 71 табл. Dillon E. Glass. London, 1907, XXVIII, 373 стр. Durand P. Monographic de Notre-Dame de Chartres. Paris, 1881, XII, 178 стр.
«Exposition universelle de 1900. Catalogue illustre». Paris, 1900, 312 стр.
Filarska B. Szkla starožytne. Warszawa, 1952, VII, 254 стр. Finati. Manuel pour Herculanum, Pompei Stabeti es. Naples, 1844, 48, 16 стр. Fischer J. Handbuch der Glasmaierei. Leipzig, 1914, XVI, 318 стр. Fowler J. On the process of decay in glass. «Archaeologia», London, 1880, vol. 46, стр. 65–162. Froehner W. La verrerie antique. Le Peck, 1879, VII, 139 стр.
Garnier E. Histoire de la verrerie et de l’einaillerie. Tours, 1886, VII, 573 стр. Geilmann W. u. Brückbauer T. Der Mangangehalt alter Gläser. «Glastechnische Berichte», Frankfurt a/M., 1954, Heft 12, стр. 456–459. Geilmann W. u. Jenemann H. Der Phosphorgehalt alter Gläser. «Glastechnische Berichte», Frankfurt a/M., 1953, Heft 9, стр. 259–263. Gerspach Edonard. Lбart de la verrerie, Paris, 1885, 318 стр. Gerspach. La mosaique. Paris, 1882, 271 стр. Grabar A. Byzantine painting. Genova, 1953, 201 стр. Grath R. a. Frost A. Glass in architecture and decoration. London, 1937, XI, 664 стр. «Guida del museo Nazionale di Napoli», 1911, parte 1, 500 стр.; parte 2, VIII, 568, [2] стр. Gusman P. Pompei. Paris. 1899, VII, [1], 476 стр.
Haevernick T. Antike Glasarmringe. «Glastechnische Berichte». Frankfurt a/M., 1952, Heft 7, стр. 212–215. Haevernick T. Römische Fensterscheiben. «Glastechnische Berichte», Frankfurt a/M., 1954, Heft 12, стр. 464–466. Hahn-Weinheimer P. Über spektrochemische Untersuchungen an römischen Fenstergläsern. «Glastechnische Berichte», Frankfurt a/M., 1954, Heft 12, стр. 459–464. Hartshorne A. Old english Glasses. London New York, 1897, XXIII, 490 стр. Havard H. La verrerie. Paris, 1894, 214 стр. Hedvall J. a. Jagitsh К. Über das Problem der Zerstörung antiker Gläser. «Chalmers Tekniska Högskolas Handlingar», Göteborg, 1943, № 19, стр. 5–33. Heinersdorff G. Die Glasmalerei. Berlin, 1914, 56 стр., 155 табл. Helbig W. Führer durch die öffentlichen Sammlungen klassischer Alterlümer in Rom. Leipzig, 1912–1913, XI, 634 стр. Henrivaux M. Le verre et le cristal. Paris, 1897, 782 стр. Heraclius. De coloribus et artibus romanorum. Eitelberger von Edelberg. «Quellenschriften für Kunstgeschichte», Bd. 4, Wien, 1873, VIII, XXIV, 190 стр. «Historia Augusta. Die sechs kleineren Geschichtschreiber». Frankfurt a/M., 1790, 502 стр. Hundt P. Venise, l’art de la verrerie. Liege–Paris–Berlin, 1891, III, 69 стр.
Kisa A. Das Glas im Allertume. Leipzig. 1908, XXI, [11, 978, [1] стр. Kolb H. Glasmalerei des Mittelalters und der Renaissance. Stuttgart, 1889, 34 стр., 36 табл. Korsunska S. Mosaik mit Hylardarstellung. Mitt. d. Deutsch. Arch. Inst., Berlin, 1930, стр. 166–171. Korsunska S. Zu den römischen Monatsbildern. Mitt. d. Deulsch. Arch. Inst. Berlin, 1933, стр. 277–283. Кипкеlii J. Ars vitraria experimentalis. Nürberg, 1744, [12], 472, [20] стр.
Labarte J. Histoire des arts industriels au Moyen age et a l’epoque de la Renaissance. Paris, 1864, XX, 825 стр. «La basilica di San Marco in Venezia». Venezia, 1883, 45 табл. Lacroix P. Les arts au Moyen age et a l’epoque de la Renaissance. Paris, 1869, IV, 548 стр. Lamm C. Islamische Gläser. «Glastechnische Berichte», Frankfurt a/M., 1932, Februar, стр. 65–71. Lamm C. Mittelalterische Gläser aus dem Nalien Osten. Forschungen zur Islamischen Kunst, Bd. 5, Berlin, 1929, XI, 566 стр., 205 табл. Langlois E. Essai historique et descriptive sur la peinture sur verre. Rouen, 1832, XVI, 300, [2] стр. Lasteyrie F. Histoire de la peinture sur verre en France. Paris, 1857, VIII, 314 стр., 108 табл. Layard A. Discoveries in the ruins of Ninevey and Babylon. London, 1853, XXIII, 686 стр. Le Vieil P. L’art de la peinture sur verre. Paris, 1774, XIV, 254 стр. Levy E. Histoire de la peinture sur verre. Bruxelles, 1860, 272, 276 стр. Loeschcke S. Römische Gefässe. «Trierer Zeitschrift», 1928, №3, стр. 69–81. Loftus U. Travels and researches in Chaldea and Suriana. New York, 1856, XVI, 433, [2] стр. Lucas A. Ancient egyptian materials and industries. London, 1948, X, [2], 570 стр. Lucas A. Glazed ware in Egypt, India and Mesopotamia. «Journal of Egyptian Archaeology», London, 1936, № 22, стр. 141–164.
Maiuri A. Pompei. Roma, 1931, 140 стр. Marangoni L. La basilica di San Marco in Venezia. Milano, 1910, 25 стр., 63 табл. Marguardi J. Das Privatleben der Römer. Leipzig, 1879, XII, 858 стр. Mayer E. Pompeji in seiner Kunst. Berlin, 1904, 68 стр. Merson О. Les vitraux. Paris, 1895, 317 стр. Minutoli H. Über die Anfertigung der farbigen Gläser bei den Alten. Berlin, 1836, IV, 39 стр. Minutoli H. u. Klaproth M. Über antike Glasmosaik. Berlin, 1815, 22 стр. Monaco D. Guida del Musco Nazionale di Napoli. Napoli, 1910, XII, 152, LVI стр. Morin J. La verrerie en Gaule sous l’empire Romain. Paris, 1918, XI, 306, [2] стр. Müntz E. Les mosaiques byzantines portatives. «Bulletin monumental», Paris–Caen, 1886, t. 52, стр. 223–240. Müntz E. La mosaique chretienne. Paris, 1893, 90 стр.
Ottin L. Le vitrail. Paris, 376 стр. Overbeck J. Pompeji. Leipzig, 1875, XVI, 580 стр.
Pasini A. Il Tesoro di San Marco in Venezia. Venezia, 1885, [6] стр., 43 табл. Pearce D. The developement of the american glass industry. «Harward economic studies», Cambridge, 1943, vol. 86, XIV, 316 стр. Peligot E. Le verre. Paris, 1877, III, 495 стр. Perrot G. et Chipiez C. Chaldee et Assyrie. Paris, 1884, 825 стр. Perrot G. et Chipiez C. L’Egypte. Paris, 1882, LXXVI, 879 стр. Perce G. Il museo Nazionale di Napoli. Roma, 1932, 75 стр. Pfuhl E. Malerei und Zeichnung der Griechen. München, 1923, XV, 918 стр. Pline. Histoire naturelle. Paris, 1848–1850, XVII, 1443 стр. Presuhn E. Pompeji, die neuesten Ausgrahungen von 1878 bis 1881. Leipzig, 1882, 71 стр.
Quicherat J. De quelques pieces curieuses de verrerie antique. «Revue archeologique», Paris, 1874, aout, стр. 73–82.
Rogers F. a. Beard A. 5000 years of glass. Philadelphia–New York, 1948, XVI, 314 стр.
Saccardo P. Les mosaiques de St. Marc a Venise. Venise, 1896, 336 стр. Salzenberg W. Altchristliche Baudenkmale von Constautinopel. Berlin, 1854, (6). 40, XIV стр. Sarzek E. Decouvertes eu Chaldee. Paris, 1884–1912, 476, LX, стр., 95 табл. Sauzay. La verrerie depuis les temps les plus recules. Paris. 1875, 311 стр. Schmidt. Das Glas. Berlin–Leipzig, 1922, VIII, 419 стр. Schmit T. Die Koimesis-Kirche von Nikaia. Berlin, 1927, 56 стр. Semper G. Der Stil. München, 1879, XLII, 1066 стр. Seneque. Questions naturelles. Paris, 1929, 353 стр. Slade F. Catalogue of the collection of Glass. London, 1871, L, 183 стр. Sogliani A. Musaico pompeiano. Napoli,1900, 24 стр. Solms-Laubach E. Sammlung alter Gläser. «Glastechnische Berichte», Frankfurt a/M., 1952, Heft 6, стр. 172–175. Spinazzola V. Le arti decorative in Pompei. Milano–Roma–Venezia, 1928, XXVII, 300 стр. Springer. Lehrbuch der Glastechnik. Dresden, 1949, XI, 163 стр.
Tacite. Histoires. Paris, 1921, XX, 330 стр. Theophylus Prisbyter. Schedula diversarum artium. Eitelberger von Edelberg. «Quellenschriften fur Kunstgeschichte», Bd. 7, Wien, 1874, XLVI, [1], 400 стр. Turner W. On the origin and developement of glass-making. «J. Soc. Glass Tech.», Sheffield, 1948, vol. 31, стр. 40–43. Turner W. Studies of ancient glass and glassmaking processes. «J. Soc. Glass Techn.», Sheffield, 1954, vol. 33, стр.436–444.
Vavra J. Pet tisic let sklarskeho dila. Praha, 1953, 202 стр. Volf M. Sklo. Praha, 1947, 372 стр.
Winter F. Kunstgeschichte in Bildern. Leipzig–Berlin, 1898–1902, XLII стр., 584 табл. Winter F. Das Alexandermosaik aus Pompeji. Strasburg, 1909, 9 стр., 3 табл. Whittemore T. The mosaics of S. Sophia at Istanbul. The mosaics of the Narthex. Oxford, 1933, 24, [4] стр. Whittemore T. The mosaics of S. Sophia at Istanbul. The mosaics of the Southern vestibule. Oxford, 1936, 58 стр. Whittemore T. The mosaics of S. Sophia at Istanbul. The imperial portraits of the South gallery. Boston, 1942, 87 стр. Zahn W. Ornamente aller klassischen Kunst-Epochen. Berlin, 1852–1854, 22 стр., 100 табл. Zahn W. Die schönsten Ornamente und merkwürdigsten Gemälde aus Pompeji, Herculanum und Stabiae. Berlin, 1828–1859, 30 стр., 300 табл. Zanetti V. Piccola guida di Murano. Venezia, 1869, 183, [1] стр. Zimmermann M. Kunstgeschichte des Altertumes und Mittelalters. Bielefeld–Leipzig, 1897, IV, 529 стр.

Николай Николаевич Качалов Стекло Утверждено к печати Институтом химии силикатов Академии наук СССР
Последние комментарии
1 день 15 часов назад
1 день 20 часов назад
1 день 22 часов назад
1 день 23 часов назад
2 дней 23 минут назад
2 дней 1 час назад